Спосіб безперервної розливки флокеночутливих сталей
Номер патенту: 90970
Опубліковано: 10.06.2014
Автори: Синегін Євген Володимирович, Пройдак Юрій Сергійович, Бойченко Сергій Борисович
Формула / Реферат
Спосіб безперервної розливки флокеночутливих сталей, що включає формування покровного шлаку на дзеркалі металу в проміжному ковші, який відрізняється тим, що при розливці з першої по п'яту плавку у серії на початку кожної з них в проміжний ківш додатково вводять матеріал, що містить оксиди кальцію та магнію, із розрахунку потрібної маси ![]() за рівнянням
за рівнянням
![]()
де:
![]() - потрібна маса
- потрібна маса ![]() , кг на 1 т ємності проміжного ковша;
, кг на 1 т ємності проміжного ковша;
![]() - номер плавки в серії.
- номер плавки в серії.
Текст
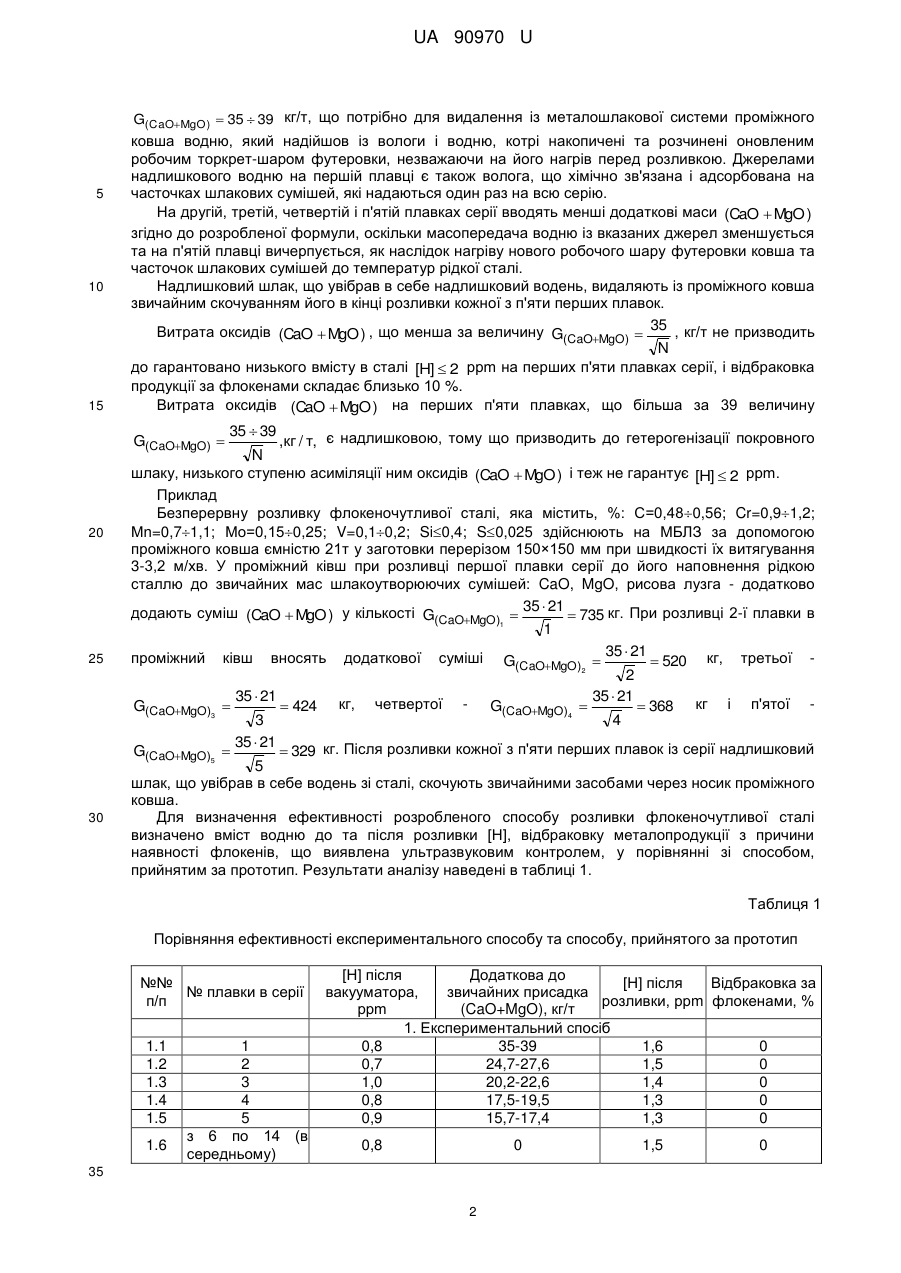
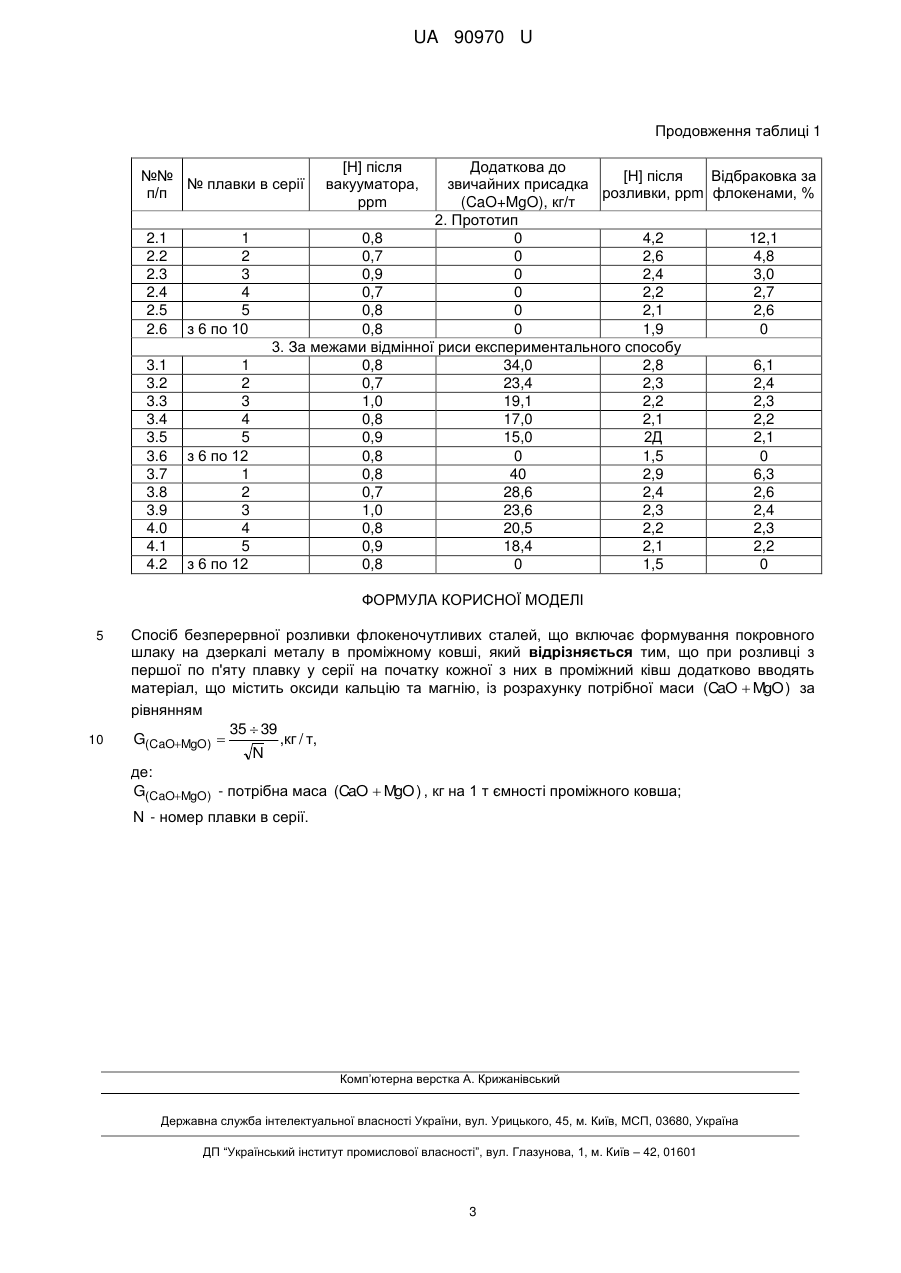
Реферат: UA 90970 U UA 90970 U 5 10 15 20 25 30 Корисна модель належить до безперервної розливки розплавів і може бути використана в чорній металургії. Відомий спосіб безперервної розливки сталей [Производство стали. Том 4. Непрерывная разливка металла, С. 202-203. / Дюдкин Д.А., Кисленко В.В., Смирнов А.Н. - М.: "Теплотехник".2009.-528 с]. Він передбачає корегування в проміжному ковші МБЛЗ складу рідини і одержання потрібного складу у струменях, що витікають з ковша, шляхом введення реагентів при первинному наповненні ємкості до відкриття отворів для витікання рідини, та після відкриття додавання реагенту пропорційно масі струменю, який подається. Недоліком відомого способу є тільки перелік загальних принципів безперервної розливки через проміжний ківш та неврахування особливостей розливки флокеночутливих сталей. Відомий також, вибраний за прототип [Смирнов А.Н., Куберский СВ., Штепан Е.В. Непрерывная разливка стали, С. 137 - Донецк: ДонНТУ. 2011.-482 с] спосіб безперервної розливки сталей, який включає операції, що перелічені в розглянутому вище способі, та наповнює їх технологічним змістом. Прототип передбачає формування в проміжному ковші на дзеркалі металу покровного шлаку, який хімічно не агресивний по відношенню до робочого магнезитового торкрет-шару футеровки ковша. Відомий спосіб безперервної розливки сталей має ряд недоліків: покровний шлак має тільки теплоізоляційну функцію; не врахована необхідність рафінування флокеночутливих сталей від водню, який потрапляє в метал при перебуванні його в проміжному ковші на перших п'яти плавках серії "плавка на плавку". В основу корисної моделі поставлена задача нейтралізації надходжень водню у флокеночутливі сталі впродовж перебування їх в проміжному ковші. Це об'єктивно має місце на перших п'яти плавках серії, причому джерелами водню є волога і водень, які розчинені або хімічно зв'язані в порах, капілярах оновленого робочого торкрет-шару футеровки і наданих на всю серію часточках шлакових сумішей, а також в результаті розчинення водяної пари на поверхні неметалевих включень. Поставлена задача вирішується за рахунок того, що спосіб безперервної розливки флокеночутливих сталей, який включає формування покровного шлаку на дзеркалі металу в проміжному ковші, згідно корисної моделі при розливці з першої по п'яту плавку у серії в проміжний ківш додатково вводять матеріал, що містить оксиди кальцію та магнію, із розрахунку потрібної маси (CaO MgO ) за рівнянням G(CaOMgO ) 35 40 45 50 35 39 N ,кг / т, де: G(CaOMgO ) - потрібна маса (CaO MgO ) , кг на 1 т ємності проміжного ковша; N - номер плавки в серії. Загальні риси в порівнянні з прототипом: формування покровного шлаку на дзеркалі рідкої сталі в проміжному ковші; не агресивність покровного шлаку відносно до магнезитового робочого торкрет-шару; виконання покровним шлаком теплоізоляційної функції. Відмінні риси в порівнянні з прототипом: додаткове, зверх звичайної присадки сумішей для утворення шлаку, додавання в проміжний ківш оксидів кальцію та магнію у складі матеріалів, що його містять для видалення водню; змінна сумарна додаткова маса оксидів кальцію та магнію згідно до наведеного рівняння. Рівняння додаткової маси G(CaOMgO ) 35 39 зроблено шляхом апроксимації результатів N розливки сталей в промисловості, що забезпечили вміст водню менший за поріг 2 ррm, за яким починають погіршуватися службові характеристики флокеночутливої металопродукції. Обернена пропорціональність потрібної маси оксидів кальцію та магнію кореню квадратному з номеру плавки визначена фізико-хімічною закономірністю, за якою активність поглиненого шлаком водню a пропорціональна кореню квадратному з активності (CaO MgO ) в шлаку (OH ) a(OH ) a(CaOMgO) , а воденепоглинальна здатність основного шлаку на порядок вища здатності тієї ж маси металу. На першій плавці на початку серії розливки "плавка на плавку" вводять додатково до звичайних матеріалів найбільшу масу визначену за рівнянням (CaO MgO ) , 1 UA 90970 U 5 10 15 G(CaOMgO) 35 39 кг/т, що потрібно для видалення із металошлакової системи проміжного ковша водню, який надійшов із вологи і водню, котрі накопичені та розчинені оновленим робочим торкрет-шаром футеровки, незважаючи на його нагрів перед розливкою. Джерелами надлишкового водню на першій плавці є також волога, що хімічно зв'язана і адсорбована на часточках шлакових сумішей, які надаються один раз на всю серію. На другій, третій, четвертій і п'ятій плавках серії вводять менші додаткові маси (CaO MgO ) згідно до розробленої формули, оскільки масопередача водню із вказаних джерел зменшується та на п'ятій плавці вичерпується, як наслідок нагріву нового робочого шару футеровки ковша та часточок шлакових сумішей до температур рідкої сталі. Надлишковий шлак, що увібрав в себе надлишковий водень, видаляють із проміжного ковша звичайним скочуванням його в кінці розливки кожної з п'яти перших плавок. Витрата оксидів (CaO MgO ) , що менша за величину G(CaOMgO ) 35 , кг/т не призводить N до гарантовано низького вмісту в сталі [H] 2 ррm на перших п'яти плавках серії, і відбраковка продукції за флокенами складає близько 10 %. Витрата оксидів (CaO MgO ) на перших п'яти плавках, що більша за 39 величину 20 25 30 35 39 ,кг / т, є надлишковою, тому що призводить до гетерогенізації покровного N шлаку, низького ступеню асиміляції ним оксидів (CaO MgO ) і теж не гарантує [H] 2 ррm. Приклад Безперервну розливку флокеночутливої сталі, яка містить, %: С=0,480,56; Cr=0,91,2; Мn=0,71,1; Мо=0,150,25; V=0,10,2; Si0,4; S0,025 здійснюють на МБЛЗ за допомогою проміжного ковша ємністю 21т у заготовки перерізом 150×150 мм при швидкості їх витягування 3-3,2 м/хв. У проміжний ківш при розливці першої плавки серії до його наповнення рідкою сталлю до звичайних мас шлакоутворюючих сумішей: CaO, MgO, рисова лузга - додатково додають суміш (CaO MgO ) у кількості G(CaOMgO ) 35 21 735 кг. При розливці 2-ї плавки в 1 1 проміжний ківш вносять додаткової суміші G(CaOMgO ) 35 21 520 кг, третьої 2 2 35 21 35 21 G(CaOMgO )3 424 кг, четвертої - G(CaOMgO )4 368 кг і п'ятої 3 4 35 21 G(CaOMgO )5 329 кг. Після розливки кожної з п'яти перших плавок із серії надлишковий 5 шлак, що увібрав в себе водень зі сталі, скочують звичайними засобами через носик проміжного ковша. Для визначення ефективності розробленого способу розливки флокеночутливої сталі визначено вміст водню до та після розливки [Н], відбраковку металопродукції з причини наявності флокенів, що виявлена ультразвуковим контролем, у порівнянні зі способом, прийнятим за прототип. Результати аналізу наведені в таблиці 1. G(CaOMgO ) Таблиця 1 Порівняння ефективності експериментального способу та способу, прийнятого за прототип №№ № плавки в серії п/п 1.1 1.2 1.3 1.4 1.5 1.6 1 2 3 4 5 з 6 по 14 (в середньому) [Н] після Додаткова до [Н] після Відбраковка за вакууматора, звичайних присадка розливки, ррm флокенами, % ррm (CaO+MgO), кг/т 1. Експериментальний спосіб 0,8 35-39 1,6 0 0,7 24,7-27,6 1,5 0 1,0 20,2-22,6 1,4 0 0,8 17,5-19,5 1,3 0 0,9 15,7-17,4 1,3 0 0,8 0 35 2 1,5 0 UA 90970 U Продовження таблиці 1 Додаткова до [Н] після Відбраковка за звичайних присадка розливки, ррm флокенами, % (CaO+MgO), кг/т 2. Прототип 0,8 0 4,2 12,1 0,7 0 2,6 4,8 0,9 0 2,4 3,0 0,7 0 2,2 2,7 0,8 0 2,1 2,6 0,8 0 1,9 0 3. За межами відмінної риси експериментального способу 0,8 34,0 2,8 6,1 0,7 23,4 2,3 2,4 1,0 19,1 2,2 2,3 0,8 17,0 2,1 2,2 0,9 15,0 2Д 2,1 0,8 0 1,5 0 0,8 40 2,9 6,3 0,7 28,6 2,4 2,6 1,0 23,6 2,3 2,4 0,8 20,5 2,2 2,3 0,9 18,4 2,1 2,2 0,8 0 1,5 0 №№ № плавки в серії п/п 2.1 2.2 2.3 2.4 2.5 2.6 1 2 3 4 5 з 6 по 10 3.1 3.2 3.3 3.4 3.5 3.6 3.7 3.8 3.9 4.0 4.1 4.2 1 2 3 4 5 з 6 по 12 1 2 3 4 5 з 6 по 12 [Н] після вакууматора, ррm ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб безперервної розливки флокеночутливих сталей, що включає формування покровного шлаку на дзеркалі металу в проміжному ковші, який відрізняється тим, що при розливці з першої по п'яту плавку у серії на початку кожної з них в проміжний ківш додатково вводять матеріал, що містить оксиди кальцію та магнію, із розрахунку потрібної маси (CaO MgO ) за рівнянням 35 39 G(CaOMgO ) ,кг / т, N де: G(CaOMgO ) - потрібна маса (CaO MgO ) , кг на 1 т ємності проміжного ковша; N - номер плавки в серії. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюProidak Yurii Serhiiovych
Автори російськоюПройдак Юрий Сергеевич
МПК / Мітки
МПК: B22D 11/00
Мітки: розливки, сталей, безперервної, спосіб, флокеночутливих
Код посилання
<a href="https://ua.patents.su/5-90970-sposib-bezperervno-rozlivki-flokenochutlivikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної розливки флокеночутливих сталей</a>
Спосіб безперервної прокатки в аустенітному температурному діапазоні відлитої слябової заготовки, виготовленої в процесі безперервної розливки, та комбінована ливарно-прокатна установка для здійснення способу
Номер патенту: 101338
Опубліковано: 25.03.2013
Автор: Хоенбіхлєр Геральд
МПК: B22D 11/12, B21B 1/46
Мітки: способу, спосіб, безперервної, здійснення, температурному, процесі, ливарно-прокатна, комбінована, аустенітному, прокатки, діапазоні, установка, слябової, виготовленої, розливки, відлитої, заготовки
Формула / Реферат:
1. Спосіб безперервної прокатки в аустенітному температурному діапазоні відлитої смуги слябової заготовки, виготовленої в безперервному процесі в установці безперервної розливки з товщиною розливки менше ніж 300 мм, за допомогою стадій зменшення товщини на принаймні одній лінії прокатного стану, утвореній множиною послідовно розміщених прокатних клітей, з отриманням гарячкатаної смуги з товщиною прокатки між 0,5 мм та 15 мм і з наступним...
Установка безперервної розливки металу

Номер патенту: 26249
Опубліковано: 19.07.1999
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/14, B22D 11/18, B22D 11/10
Мітки: розливки, безперервної, металу, установка
Формула / Реферат:
Установка безперервної розливки металу, що включає кристалізатор з герметичним металоприймачем, відкриту проміжну ємкість, розміщену над кристалізатором і з'єднану з порожниною металоприймача розливним стаканом, розливний ківш, виконаний з можливістю подачі рідкого металу а проміжну ємкість, засоби управління витратою рідкого металу, а також джерело стиснутого газу, з'єднане з герметичним металоприймачем, яка відрізняється тим, що засоби...
Спосіб регулювання роликової секції установки для безперервної розливки
Номер патенту: 61132
Опубліковано: 17.11.2003
Автори: Шмітц Вольфганг, Вейєр Аксель, Геєркенс Крістіан, Хартманн Ральф
МПК: B22D 11/16, B22D 11/128
Мітки: роликової, регулювання, установки, розливки, секції, спосіб, безперервної
Формула / Реферат:
1. Спосіб регулювання роликової секції установки для безперервної розливки, яка має вхідну сторону секції, вихідну сторону секції і пару роликових опор, на яких розташовані щонайменше по два ролики, що проходять по опорній зоні, причому роликові опори регулюють відносно одна одної за допомогою розташованого на вхідній стороні секції і розташованого на вихідній стороні секції регулювального пристрою, причому кожний регулювальний пристрій має...
Спосіб обробки сталі під час безперервної розливки
Номер патенту: 15761
Опубліковано: 30.06.1997
Автори: Позняк Леонід Олександрович, Бродецький Ігор Леонідович, Лєнський Валерій Георгійович, Іванов Євгеній Анатолійович, Ніколаєв Геннадій Андрійович, Троцан Анатолій Іванович, Сахно Валерій Олександрович, Крутіков Василь Петрович, Носоченко Олег Васильович, Бєлов Борис Федорович
МПК: B22D 11/10
Мітки: обробки, розливки, безперервної, спосіб, сталі
Текст:
...соотношении 0,3-0.4. 4 M B 15761 а тякже снижения расхода легирующих материалов. Поставленная цель достигается тем, что перегрез жидкой столп осуществляется на 1ОО...20О°С пыше температури ликпидуез, а 5 принудительное охлаждение производят со скоростью 5..,10°С/мин. Принудительное охлаждение чыполнчется о сталеразливочном ковше присадкой кускооых отходов того же химического состава в количестве 10 0,5..,5,0 кг/т и продувкой пргоном п...
Спосіб безперервної розливки сталі
Номер патенту: 2165
Опубліковано: 26.12.1994
Автори: Шупенко Ігор Владленович, Панін Олексій Дмитрович, Табунщиков Віталій Юрійович, Пєвцова Валентина Михайлівна, Трохимова Зоя Григоровна, Кулік Ніколай Ніколаєвіч, Кологривова Лідія Миколаївна, Носоченко Олег Васильович, Наконечний Анатолій Якович, Ємельянов Володимир Володимирович, Луппов Євген Петрович, Романенко Володимир Іванович, Шевченко Володимир Павлович, Плискановський Олександр Станіславович, Булянда Олександр Олексійович, Зайцев Олександр Юрійович
МПК: B22D 11/00, B22D 11/14, B22D 11/16, B22D 11/04
Мітки: сталі, спосіб, безперервної, розливки
Формула / Реферат:
Способ непрерывной разливки стали, включающий подачу металла в кристаллизатор, вытягивание слитка с рабочей скоростью и изменение скорости вытягивания, отличающийся тем, что изменение скорости осуществляют через 0,17...0,22 общей продолжительности разливки от рабочего значения до значения, определяемого из соотношениягде Vв - скорость вытягивания слитка, м/мин;(СИ),(Р) - содержание меди и фосфора в металле, мас....
Попередній патент: Спосіб лікування ендотеліальної дисфункції хворих на ішемічну хворобу серця, ускладнену хронічною серцевою недостатністю в похилому віці
Наступний патент: Спосіб епідеміологічної діагностики вірусного гепатиту в у лікувально-профілактичному закладі
Випадковий патент: Спосіб ультрасонографічного визначення лікувальних позицій-укладань для хворих із вертебро-базилярною недостатністю