Спосіб виготовлення пінополімерного матеріалу за допомогою шестеренчастого насоса

Формула / Реферат
1. Спосіб виготовлення пінополімерного матеріалу, який включає змішування необхідних компонентів для виготовлення пінополімерного матеріалу, насичування їх газом чи повітрям при встановленому значенні зовнішнього тиску змішаних компонентів, необхідних для виготовлення пінополімерного матеріалу, та подальше їх спінювання, шляхом зняття зовнішнього надлишкового тиску з виділенням газу чи повітря, який відрізняється тим, що зовнішній тиск хоча б одного з компонентів, необхідних для виготовлення пінополімерного матеріалу, створюють та підтримують за допомогою шестеренчастого насоса, при цьому вимірюють чи контролюють тиск цього компонента, та контролюють чи вимірюють температуру цього компонента, необхідного для виготовлення пінополімерного матеріалу, і при зменшенні температури компонента, тиск якого створюють та підтримують за допомогою шестеренчастого насоса, збільшують його тиск за допомогою шестеренчастого насоса та/чи збільшують його тиск, зменшуючи об'єм витрат цього компонента в одиницю часу, в автоматичному чи напівавтоматичному, чи ручному режимі, або навпаки при збільшенні температури компонента, тиск якого створюють та підтримують за допомогою шестеренчастого насоса, зменшують його тиск за допомогою шестеренчастого насоса та/чи зменшують його тиск, збільшуючи об'єм витрат цього компонента в одиницю часу, в автоматичному чи напівавтоматичному, чи ручному режимі.
2. Спосіб за п. 1, який відрізняється тим, що при цьому контролюють чи вимірюють швидкість обертання шестерень шестеренчастого насоса та регулюють швидкість обертання шестерень шестеренчастого насоса, в автоматичному чи напівавтоматичному, чи ручному режимі.
3. Спосіб за пп. 1, 2, який відрізняється тим, що, додатково, шестеренчастий насос використовують для змішування компонентів, необхідних для виготовлення пінополімерного матеріалу.
4. Спосіб за п. 1, який відрізняється тим, що хоча б один з компонентів, необхідних для виготовлення пінополімерного матеріалу, тиск якого створюють та підтримують за допомогою шестеренчастого насоса, підігрівають.
5. Спосіб за п. 1 або п. 2, або п. 3, або п. 4, який відрізняється тим, що при цьому, додатково, контролюють чивимірюють температуру стиснутого газу чи повітря та/чи тиск стиснутого газу чи повітря, котрим насичують необхідні компоненти для виготовлення пінополімерного матеріалу, та підігрівають газ чи повітря, котрим насичують необхідні компоненти для виготовлення пінополімерного матеріалу в автоматичному чи напівавтоматичному, чи ручному режимі.
Текст
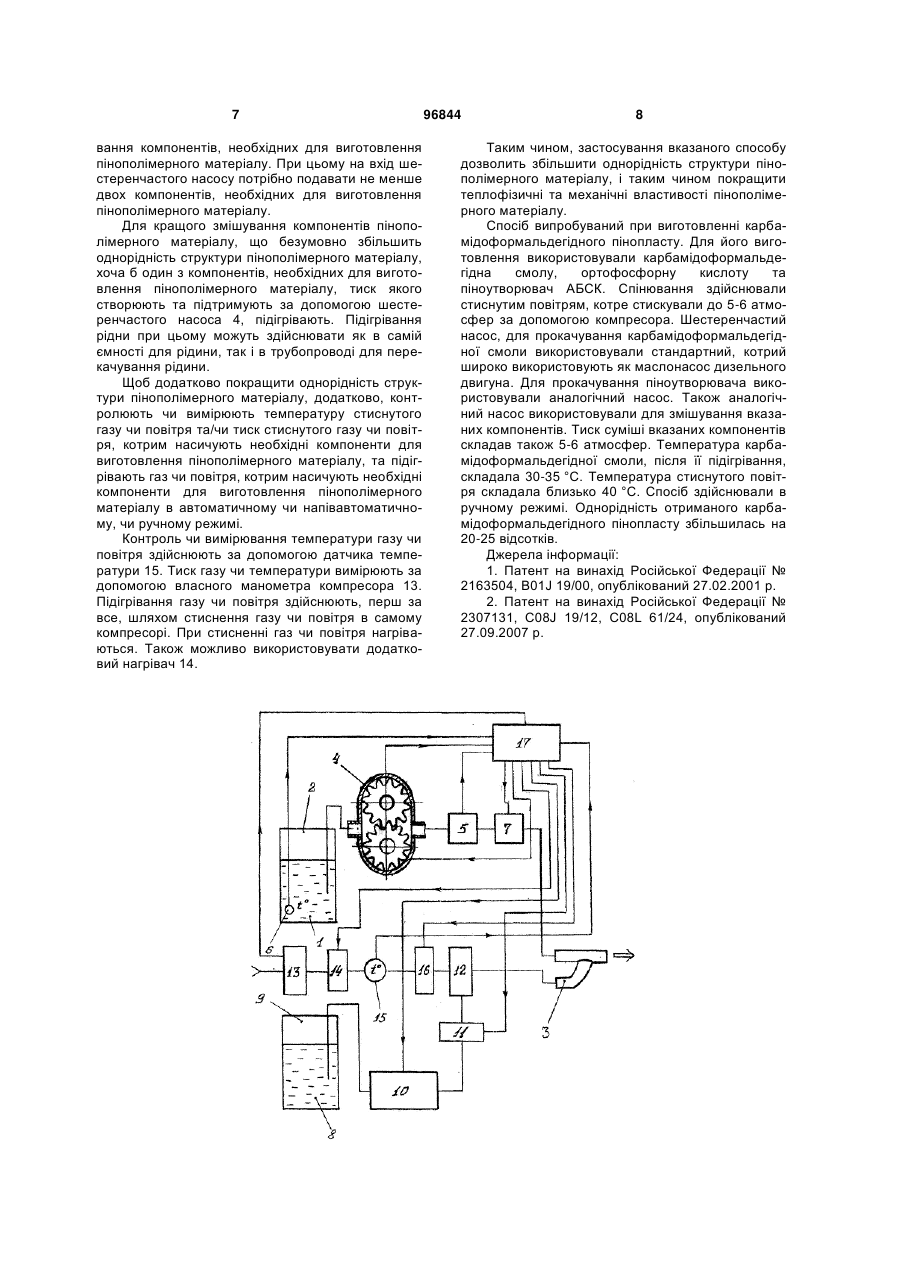
1. Спосіб виготовлення пінополімерного матеріалу, який включає змішування необхідних компонентів для виготовлення пінополімерного матеріалу, насичування їх газом чи повітрям при встановленому значенні зовнішнього тиску змішаних компонентів, необхідних для виготовлення пінополімерного матеріалу, та подальше їх спінювання, шляхом зняття зовнішнього надлишкового тиску з виділенням газу чи повітря, який відрізняється тим, що зовнішній тиск хоча б одного з компонентів, необхідних для виготовлення пінополімерного матеріалу, створюють та підтримують за допомогою шестеренчастого насоса, при цьому вимірюють чи контролюють тиск цього компонента, та контролюють чи вимірюють температуру цього компонента, необхідного для виготовлення пінополімерного матеріалу, і при зменшенні температури компонента, тиск якого створюють та підтримують за допомогою шестеренчастого насоса, збільшують його тиск за допомогою шестерен 2 (19) 1 3 ти використані як теплоізолюючі матеріали. Зокрема, винахід може бути використаний, при виготовленні карбамідоформальдегідних пінопластів. Відомий спосіб роботи установки для приготування високодисперсних сумішей, котрий включає поетапне змішування необхідних компонентів для виготовлення пінополімерного матеріалу, подальше їх насичування газом чи повітрям при встановленому значенні зовнішнього тиску змішаних компонентів, необхідних для виготовлення пінополімерного матеріалу, та подальше їх спінювання шляхом зняття зовнішнього надлишкового тиску з виділенням газу чи повітря [1]. Основним недоліком цього способу є те, що він не забезпечує достатньої однорідності структури пінополімерного матеріалу, через те, що при виконанні цього способу ніяк не регулюють тиск хоча б одного з компонентів, необхідного для виготовлення пінополімерного матеріалу, в залежності від його температури. Точне дозування компонентів, необхідних для виготовлення пінополімерного матеріалу, тут відсутнє. До того ж перемішування компонентів, необхідних для виготовлення пінополімерного матеріалу, тут є недостатнім, оскільки не вжито ніяких заходів для ефективного перемішування вказаних компонентів. Також при виконанні способу не використовують інформаційну систему, для керування технологічним процесом виготовлення пінополімерного матеріалу. Виконання способу в ручному режимі не може забезпечити достатню якість пінополімерного матеріалу, оскільки є досить велика кількість фізичних показників, які потрібно постійно контролювати та регулювати. На якість пінополімерного матеріалу тут також значно може впливати людський чинник. Найбільш близьким є спосіб отримання пінополімерного матеріалу (карбамідоформальдегідного пінопласту), котрий також включає змішування необхідних компонентів для виготовлення пінополімерного матеріалу, насичування їх газом чи повітрям при встановленому значенні зовнішнього тиску змішаних компонентів, необхідних для виготовлення пінополімерного матеріалу, та подальше їх спінювання шляхом зняття зовнішнього надлишкового тиску з виділенням газу чи повітря [2]. Цьому способу властиві такі самі недоліки. В основу винаходу поставлена задача шляхом вдосконалення способу виготовлення пінополімерного матеріалу за допомогою шестеренчастого насоса збільшити однорідність структури пінополімерного матеріалу і таким чином покращити його теплофізичні та механічні властивості. Поставлена задача вирішується тим, що в способі виготовлення пінополімерного матеріалу, який включає змішування необхідних компонентів для виготовлення пінополімерного матеріалу, насичування їх газом чи повітрям при встановленому значенні зовнішнього тиску змішаних компонентів, необхідних для виготовлення пінополімерного матеріалу, та подальше їх спінювання шляхом зняття зовнішнього надлишкового тиску з виділенням газу чи повітря, новим є те, що зовнішній тиск хоча б одного з компонентів, необхідних для виготовлен 96844 4 ня пінополімерного матеріалу, створюють та підтримують за допомогою шестеренчастого насоса, при цьому вимірюють чи контролюють тиск цього компонента і при цьому контролюють чи вимірюють температуру цього компонента, необхідного для виготовлення пінополімерного матеріалу, і при зменшенні температури компонента, тиск якого створюють та підтримують за допомогою шестеренчастого насоса, збільшують його тиск за допомогою шестеренчастого насоса та/чи збільшують його тиск, зменшуючи об'єм витрат цього компонента в одиницю часу, в автоматичному чи напівавтоматичному, чи ручному режимі, або навпаки при збільшенні температури компонента, тиск якого створюють та підтримують за допомогою шестеренчастого насоса, зменшують його тиск за допомогою шестеренчастого насоса та/чи зменшують його тиск, збільшуючи об'єм витрат цього компонента в одиницю часу, в автоматичному чи напівавтоматичному, чи ручному режимі. При цьому додатково контролюють чи вимірюють швидкість обертання шестерень шестеренчастого насоса, та регулюють швидкість обертання шестерень шестеренчастого насоса, в автоматичному чи напівавтоматичному, чи ручному режимі. Також додатково, шестеренчастий насос використовують для змішування компонентів, необхідних для виготовлення пінополімерного матеріалу. Хоча б один з компонентів, необхідних для виготовлення пінополімерного матеріалу, тиск якого створюють та підтримують за допомогою шестеренчастого насоса, підігрівають. При цьому, додатково, контролюють чи вимірюють температуру стиснутого газу чи повітря, та/чи тиск стиснутого газу чи повітря, котрим насичують необхідні компоненти для виготовлення пінополімерного матеріалу, та підігрівають газ чи повітря, котрим насичують необхідні компоненти для виготовлення пінополімерного матеріалу в автоматичному чи напівавтоматичному, чи ручному режимі. На кресленні зображено схему виконання способу виготовлення пінополімерного матеріалу за допомогою шестеренчастого насоса. Напрямок суцільних стрілок вказує напрямок передавання сигналів інформаційною системою чи отримання сигналів інформаційною системою. Подвійна стрілка вказує напрямок витікання спіненої суміші змішуваних компонентів, необхідних для виготовлення пінополімерного матеріалу. Спосіб здійснюють наступним чином. Рідинний розчин полімерного матеріалу 1 (це може бути карбамідоформальдегідна смола) з ємності 2 подають у змішувач 3 за допомогою шестеренчастого насоса 4 (креслення). Тиск рідинного полімерного матеріалу 1 вимірюють чи контролюють за допомогою манометра 5. Тиск розчину полімерного матеріалу 1 створюють за допомогою шестеренчастого насоса 4. Температуру полімерного матеріалу 1 вимірюють чи контролюють за допомогою датчика температури 6. Зменшують чи збільшують об'єм витрат полімерного матеріалу 1 за допомогою крана 7. Розчин піноутворювача, необхідний для виготовлення пінополімерного 5 матеріалу, може бути зразу добавлений в розчин полімерного матеріалу 1. Так як це вказано в прототипі заявки, а може змішуватися з розчином полімерного матеріалу 1 в змішувачі 3. На кресленні розчин піноутворювача 8 знаходиться в окремій ємності 9, і подається в змішувач 3 за допомогою системи перекачування піноутворювача 10, котра також може містити шестеренчастий насос. Регулювання тиску піноутворювача здійснюють за допомогою крана 11. Спінювання піноутворювача 8 здійснюють в піногенераторі 12, в котрий подають стиснутий газ чи повітря за допомогою компресора 13. В разі необхідності, стиснутий газ чи повітря підігрівають за допомогою нагрівача 14. При цьому вимірюють чи контролюють температуру газу чи повітря, за допомогою датчика температури 15. Як робочий газ для виготовлення пінополімерного матеріалу можуть використовувати азот, аргон або будь-який інший газ, необхідний для виконання вказаного технологічного процесу. Тиск газу чи повітря регулюють за допомогою крана 16. Керування технологічним процесом виготовлення пінополімерного матеріалу в автоматичному чи напівавтоматичному режимі, здійснюють за допомогою електронної інформаційної системи 17. Необхідність використання шестеренчастого насоса 4 при виготовленні пінополімерного матеріалу обумовлена тим, що він здатний забезпечувати тиск рідини до 10 атмосфер при перекачуванні розчину рідинного полімерного матеріалу 1, котрий як правило має значну в'язкість. Значно більшу, ніж, наприклад, вода. До того ж, чим більша в'язкість рідинного матеріалу 1, тим більший тиск може забезпечити шестеренчастий насос 4 при одній і тій же швидкості обертання шестерень. При більшій в'язкості, потік рідини в зворотному напрямку зменшується. При зниженні температури розчину рідинного полімерного матеріалу 1, в'язкість його збільшується, і це автоматично приводить до збільшення його тиску на виході з шестеренчастого насоса 4. Щоб витримати необхідну норму витрати розчину рідинного полімерного матеріалу 1, зменшують отвір 7. При цьому швидкість протікання розчину рідинного полімерного матеріалу 1 збільшується, і як наслідок зростає його кінетична енергія. Навпаки, при підвищенні температури розчину рідинного полімерного матеріалу 1, в'язкість його зменшується, і це автоматично призводить до зменшення його тиску на виході з шестеренчастого насоса 4. Щоб витримати необхідну норму витрати розчину рідинного полімерного матеріалу 1, збільшують отвір крана 7. При цьому швидкість протікання розчину рідинного полімерного матеріалу 1 зменшується і, як наслідок, зменшується його кінетична енергія. Це покращує змішування речовин, навіть при коливаннях їх температури. При покращеному змішуванні речовин, структура пінополімерного матеріалу стає більш однорідною. Постійно та точно витримувати температуру рідини є досить складним технічним завдання. До того ж в будьякій ємності для рідини температура не може бути однаковою. Температура біля поверхні нагрівача 96844 6 завжди є вищою, ніж на поверхні рідини та біля стінок самої ємності. Аналогічно можна використовувати шестеренчастий насос при подаванні до змішувача 3 та піногенератора 12 розчину піноутворювача 8. Шестеренчастий насос, при цьому, повинен входити до системи перекачування піноутворювача 10. Для більш рівномірного змішування речовин, необхідних для виготовлення пінополімерного матеріалу, використовують електронну інформаційну систему 17, котра обов'язково повинна містити процесор та будь-які пристрої візуального відображення інформації. Інформаційна система 17 отримує сигнали від датчиків температури 6 та 15 та манометра 5 (креслення), також при виконанні способу можливо вимірювати чи контролювати тиск стиснутого газу чи повітря, температуру піноутворювача 8 та його тиск, а також контролювати чи вимірювати швидкість обертання будь-якого насоса, що входить до системи перекачування піноутворювача 10 (на кресленні не вказано). Також інформаційна система 17 отримує сигнал від тахометра, за допомогою котрого контролюють чи вимірюють швидкість обертання шестерень шестеренчастого насоса 4, також інформаційна система 17 керує швидкістю обертання шестерень шестеренчастого насоса 4, краном 7, нагрівачем 14, краном 16 та краном 11 (кресл.). Також інформаційну систему 17 можливо використовувати для керування нагрівачем піноутворювача 8 та керування роботою будь-якого насоса, що входить до системи перекачування піноутворювача 10 (на кресл. не вказано). Використання інформаційної системи 17 для керування вказаним технологічним процесом в автоматичному чи напівавтоматичному режимі, додатково покращить якість пінополімерного матеріалу, тобто зробить його структуру більш однорідною. Більш точно будуть витримані фізичні показники технологічного процесу, та зведений до мінімуму буде людський чинник. Тиск розчину рідинного полімерного матеріалу 1, чи будь-якої іншої рідини, що має досить значну в'язкість, при використанні шестеренчастого насосу, змінюється в залежності від температури цієї рідини по нелінійному закону. (При незмінній швидкості обертання шестерень шестеренчастого насоса.) Щоб додатково корегувати тиск вказаної рідини, в залежності від її температури, контролюють чи вимірюють швидкість обертання шестерень шестеренчастого насоса 4, та регулюють швидкість обертання шестерень шестеренчастого насоса 4, в автоматичному чи напівавтоматичному, чи ручному режимі. Для цього з інформаційної системи 17 подають відповідний сигнал на систему керування обертами електродвигуна, що приводить в обертовий рух шестерні шестеренчастого насоса 4. Додаткове регулювання тиску хоча б одного з компонентів, необхідних для виготовлення пінополімерного матеріалу збільшить однорідність структури пінополімерного матеріалу. Для отримання пінополімерного матеріалу ще з більшою однорідністю структури, додатково, шестеренчастий насос 4 використовують для змішу 7 вання компонентів, необхідних для виготовлення пінополімерного матеріалу. При цьому на вхід шестеренчастого насосу потрібно подавати не менше двох компонентів, необхідних для виготовлення пінополімерного матеріалу. Для кращого змішування компонентів пінополімерного матеріалу, що безумовно збільшить однорідність структури пінополімерного матеріалу, хоча б один з компонентів, необхідних для виготовлення пінополімерного матеріалу, тиск якого створюють та підтримують за допомогою шестеренчастого насоса 4, підігрівають. Підігрівання рідни при цьому можуть здійснювати як в самій ємності для рідини, так і в трубопроводі для перекачування рідини. Щоб додатково покращити однорідність структури пінополімерного матеріалу, додатково, контролюють чи вимірюють температуру стиснутого газу чи повітря та/чи тиск стиснутого газу чи повітря, котрим насичують необхідні компоненти для виготовлення пінополімерного матеріалу, та підігрівають газ чи повітря, котрим насичують необхідні компоненти для виготовлення пінополімерного матеріалу в автоматичному чи напівавтоматичному, чи ручному режимі. Контроль чи вимірювання температури газу чи повітря здійснюють за допомогою датчика температури 15. Тиск газу чи температури вимірюють за допомогою власного манометра компресора 13. Підігрівання газу чи повітря здійснюють, перш за все, шляхом стиснення газу чи повітря в самому компресорі. При стисненні газ чи повітря нагріваються. Також можливо використовувати додатковий нагрівач 14. 96844 8 Таким чином, застосування вказаного способу дозволить збільшити однорідність структури пінополімерного матеріалу, і таким чином покращити теплофізичні та механічні властивості пінополімерного матеріалу. Спосіб випробуваний при виготовленні карбамідоформальдегідного пінопласту. Для його виготовлення використовували карбамідоформальдегідна смолу, ортофосфорну кислоту та піноутворювач АБСК. Спінювання здійснювали стиснутим повітрям, котре стискували до 5-6 атмосфер за допомогою компресора. Шестеренчастий насос, для прокачування карбамідоформальдегідної смоли використовували стандартний, котрий широко використовують як маслонасос дизельного двигуна. Для прокачування піноутворювача використовували аналогічний насос. Також аналогічний насос використовували для змішування вказаних компонентів. Тиск суміші вказаних компонентів складав також 5-6 атмосфер. Температура карбамідоформальдегідної смоли, після її підігрівання, складала 30-35 °C. Температура стиснутого повітря складала близько 40 °C. Спосіб здійснювали в ручному режимі. Однорідність отриманого карбамідоформальдегідного пінопласту збільшилась на 20-25 відсотків. Джерела інформації: 1. Патент на винахід Російської Федерації № 2163504, B01J 19/00, опублікований 27.02.2001 р. 2. Патент на винахід Російської Федерації № 2307131, C08J 19/12, C08L 61/24, опублікований 27.09.2007 р. 9 Комп’ютерна верстка М. Ломалова 96844 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for producing foamed polymer material by means of gear-type pump
Автори англійськоюBotsev Dmytro Anatoliiovych
Назва патенту російськоюСпособ изготовления пенополимерного материала с помощью шестеренчатого насоса
Автори російськоюБоцев Дмитрий Анатольевич
МПК / Мітки
МПК: B29B 7/86, B29C 67/00, C08J 9/00, C08J 9/12
Мітки: спосіб, шестеренчастого, пінополімерного, насоса, виготовлення, допомогою, матеріалу
Код посилання
<a href="https://ua.patents.su/5-96844-sposib-vigotovlennya-pinopolimernogo-materialu-za-dopomogoyu-shesterenchastogo-nasosa.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пінополімерного матеріалу за допомогою шестеренчастого насоса</a>
Спосіб виготовлення базисного матеріалу за допомогою ультразвукової дії
Номер патенту: 10807
Опубліковано: 15.11.2005
Автори: Соколовська Валентина Михайлівна, Нідзельський Михайло Якович
Мітки: ультразвукової, матеріалу, базисного, спосіб, дії, допомогою, виготовлення
Формула / Реферат:
Спосіб виготовлення базисного матеріалу для стоматологічних протезів, який включає вплив ультразвукового поля на акрилову пластмасу у початковій стадії полімеризації, при цьому величина ультразвукових коливань дорівнює 23,5 кГц та час впливу 5-6 хвилин, після цього пластмасу вилучають з ультразвукового поля і пакують в стоматологічну форму загальноприйнятим способом.
Спосіб виготовлення однозавиткового спірального відводу відцентрового насоса
Номер патенту: 38727
Опубліковано: 12.01.2009
Автори: Головін Валерій Олексійович, Корогодін Володимир Миколайович
МПК: F04D 29/44, B22D 25/00
Мітки: відводу, однозавиткового, спірального, спосіб, виготовлення, відцентрового, насоса
Формула / Реферат:
Спосіб виготовлення однозавиткового спірального відводу відцентрового насоса, що включає лиття, який відрізняється тим, що однозавитковий спіральний відвід відцентрового насоса виготовляють з окремих частин, з яких кільцеву обичайку - способом вальцювання, профільований патрубок, козирок і вставку, що містить спіральний канал і два диски - литтям, дві бічні стінки - різанням листового металу, після чого до кільцевої обичайки приварюють...
Спосіб виготовлення двозавиткового спірального відводу відцентрового насоса

Номер патенту: 42204
Опубліковано: 25.06.2009
Автор: Головін Валерій Олексійович
МПК: B22D 25/00, F04D 29/44
Мітки: відцентрового, насоса, відводу, спірального, виготовлення, двозавиткового, спосіб
Формула / Реферат:
Спосіб виготовлення двозавиткового спірального відводу відцентрового насоса, що включає процес лиття, який відрізняється тим, що двозавитковий спіральний відвід відцентрового насоса виготовляють методом лиття з двох частин: профільованого корпуса з патрубком і профільованої вставки з двома спіральними каналами, потім, при здійсненні контролю, виконують механічну обробку поверхонь профільованого корпуса і профільованої вставки, які утворюють...
Спосіб виготовлення корпусу насоса двостороннього входу
Номер патенту: 18365
Опубліковано: 15.11.2006
Автори: Коломієць Юрій Миколайович, Протас Микола Іванович, Лугова Світлана Олегівна, Сотник Микола Іванович
МПК: F04D 29/42, F04D 29/40
Мітки: спосіб, виготовлення, входу, насоса, корпусу, двостороннього
Формула / Реферат:
Спосіб виготовлення корпусу насоса двостороннього входу, який включає виготовлення моделей і стержнів по заданих параметрах, формування, заливання, видалення формувальних сумішей з відливка, обрубку його і очистку, подальшу обробку внутрішньої поверхні і привалкових поверхонь для з'єднання деталей з корпусом, який відрізняється тим, що перед обрубкою або очисткою, або обробкою внутрішньої поверхні в зовнішній стінці корпусу, напроти язика, що...
Вузол корпусу насоса з вкладишем, вкладиш для вузла корпуса насоса (варіанти) та спосіб установки вкладиша в корпус насоса
Номер патенту: 85848
Опубліковано: 10.03.2009
Автор: Берджесс Кевін Едвард
МПК: F04D 29/42, F04D 29/44, F04D 7/00
Мітки: вузла, корпус, вкладиша, вузол, корпусу, насоса, спосіб, установки, варіанти, корпуса, вкладиш, вкладишем
Формула / Реферат:
1. Вузол корпуса насоса із вкладишем, який містить корпус насоса, що включає щонайменше дві частини, виконані з можливістю з'єднання разом у зібраному положенні, причому корпус насоса включає протилежні передню і задню сторони, при цьому дві частини корпуса насоса в зібраному положенні мають спільну область з'єднання, розташовану в одній або більше площинах, які проходять через передню і задню сторони корпуса насоса в зібраному положенні, при...
Попередній патент: Спосіб одержання 5-[2-(ариліміно)-2н-хромен-3-іл]-1,3,4-тіадіазол-2-амінів
Наступний патент: Біоенергокомплекс
Випадковий патент: З'єднувальна головка