Способи обробки сплавів титану
Номер патенту: 115157
Опубліковано: 25.09.2017
Автори: Брайан Девід Дж., Мантіон Джон В., Тома Жан-Філіпп
Формула / Реферат
1. Спосіб модифікування розміру зерна заготовки, яка містить сплав титану, що включає:
бета-відпал заготовки;
охолодження бета-відпаленої заготовки до температури нижче температури бета-переходу сплаву титану; і
всебічне кування заготовки, яке включає:
кування на пресі заготовки при температурі кування заготовки, що знаходиться в діапазоні температур кування заготовки, в напрямку першої ортогональної осі заготовки зі швидкістю деформації, достатньою для адіабатичного нагрівання внутрішньої області заготовки,
кування на пресі заготовки при температурі кування заготовки, що знаходиться в діапазоні температур кування заготовки, в напрямку другої ортогональної осі заготовки зі швидкістю деформації, достатньою для адіабатичного нагрівання внутрішньої області заготовки,
кування на пресі заготовки при температурі кування заготовки, що знаходиться в діапазоні температур кування заготовки, в напрямку третьої ортогональної осі заготовки зі швидкістю деформації, достатньою для адіабатичного нагрівання внутрішньої області заготовки, і
повторення щонайменше одного з кування на пресі, поки в заготовці не буде досягнута повна істинна деформація від щонайменше 1,0 до менш ніж 3,5;
при цьому швидкість деформації, яка використовується під час кування на пресі, знаходиться в діапазоні від 0,2 с-1 до 0,8 с-1;
при цьому температура кування заготовки знаходиться в діапазоні від температури на 100 °F (55,6 °C) нижче температури бета-переходу сплаву титану до температури на 700 °F (388,9 °C) нижче температури бета-переходу сплаву титану.
2. Спосіб за п. 1, в якому заготовка містить один з альфа+бета-сплаву титану і метастабільного бета-сплаву титану.
3. Спосіб за п. 1, в якому заготовка містить альфа+бета-сплав титану.
4. Спосіб за п. 2 або 3, в якому сплав титану містить щонайменше одну з легуючих добавок, які стопорять зерна, і бета-стабілізуючого складу, ефективного для зменшення виділення альфа-фази і кінетики зростання.
5. Спосіб за п. 1, в якому заготовка містить сплав титану, вибраний зі сплаву Ti-6Al-2Sn-4Zr-6Mo (UNS R56260), сплаву Ti-6Al-2Sn-4Zr-2Mo-0,08Si (UNS R54620), сплаву Ti-4A1-2,5V (UNS R54250), сплаву Ti-6Al-7Nb (UNS R56700) і сплаву Ti-6Al-6V-2Sn (UNS R56620).
6. Спосіб за п. 1, в якому охолодження бета-відпаленої заготовки включає охолодження заготовки до навколишньої температури.
7. Спосіб за п. 1, в якому охолодження бета-відпаленої заготовки включає охолодження заготовки до температури, що дорівнює температурі кування заготовки або близька до неї.
8. Спосіб за п. 1, в якому бета-відпал заготовки включає нагрівання заготовки при температурі бета-відпалу в діапазоні від температури бета-переходу сплаву титану до температури на 300 °F (167 °C) вище температури бета-переходу сплаву титану.
9. Спосіб за п. 1, в якому бета-відпал заготовки включає нагрівання заготовки при температурі бета-відпалу протягом часу в діапазоні від 5 хвилин до 24 годин.
10. Спосіб за п. 1, що додатково включає пластичне деформування заготовки при температурі пластичного деформування в області бета-фази сплаву титану перед охолодженням бета-відпаленої заготовки.
11. Спосіб за п. 10, в якому пластичне деформування заготовки при температурі пластичного деформування в області бета-фази сплаву титану включає щонайменше одне з витягування, кування осадкою і всебічного кування заготовки з високою швидкістю деформації.
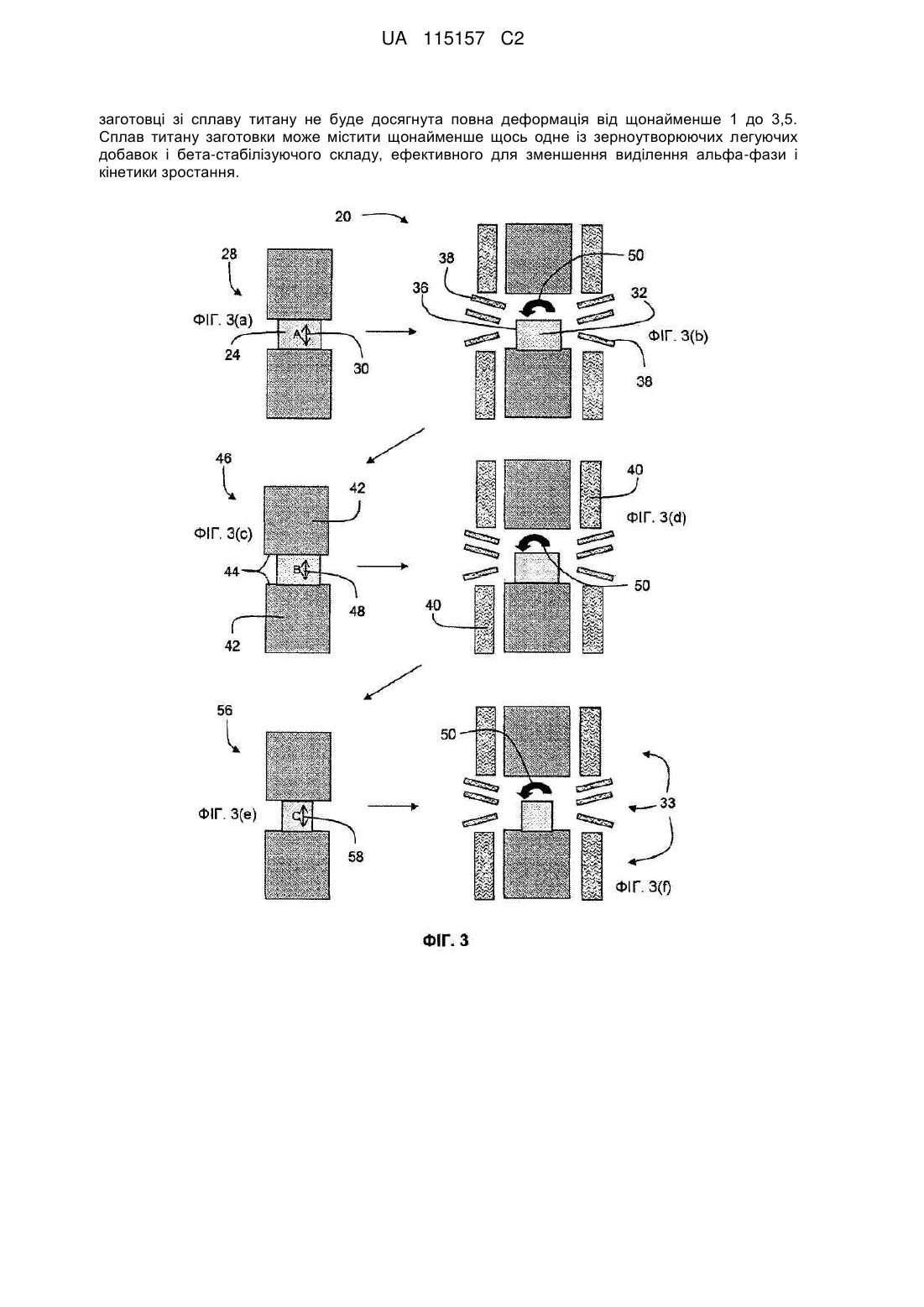
12. Спосіб за п. 10, в якому температура пластичного деформування знаходиться в діапазоні від температури бета-переходу сплаву титану до температури на 300 °F (167 °C) вище температури бета-переходу сплаву титану.
13. Спосіб за п. 10, в якому пластичне деформування заготовки включає всебічне кування з високою швидкістю деформації, і причому охолодження заготовки включає всебічне кування заготовки з високою швидкістю деформації в міру охолодження заготовки до температури кування заготовки в області альфа+бета-фаз сплаву титану.
14. Спосіб за п. 10, в якому пластичне деформування заготовки включає кування осадкою заготовки до деформації осадкою в області бета-фази в діапазоні від 0,1 до 0,5.
15. Спосіб за п. 1, який додатково включає в проміжках між послідовними куваннями на пресі забезпечення можливості охолодження адіабатично нагрітої внутрішньої області заготовки до температури кування заготовки або близької до неї в діапазоні температур кування заготовки та нагрівання зовнішньої поверхні заготовки до температури кування заготовки або близької до неї в діапазоні температур кування заготовки.
16. Спосіб за п. 15, в якому забезпечують можливість охолодження адіабатично нагрітої внутрішньої області заготовки протягом часу охолодження внутрішньої області в діапазоні від 5 секунд до 120 секунд.
17. Спосіб за п. 15, в якому нагрівання зовнішньої поверхні заготовки включає нагрівання з використанням одного або більше з нагрівання полум'ям, нагрівання в камерній печі, індукційного нагрівання і нагрівання випромінюванням.
18. Спосіб за п. 15, в якому прес-форми кувальної машини, використовуваної для кування на пресі заготовки, нагрівають до температури в діапазоні від температури кування заготовки до температури на 100 °F (55,6 °C) нижче температури кування заготовки.
19. Спосіб за п. 1, в якому після досягнення повної істинної деформації щонайменше 1,0 заготовка має середній розмір зерен альфа-часток в діапазоні 4 мкм або менше.
20. Спосіб за п. 1, в якому повторення щонайменше одного з кування на пресі до досягнення в заготовці повної істинної деформації щонайменше 1,0 включає кування на пресі заготовки при другій температурі кування заготовки, причому друга температура кування заготовки знаходиться в межах області альфа+бета-фази сплаву титану заготовки, і при цьому друга температура кування заготовки нижче, ніж температура кування заготовки.
21. Спосіб модифікування розміру зерна заготовки, яка містить сплав титану, що включає:
бета-відпал заготовки;
охолодження бета-відпаленої заготовки до температури нижче температури бета-переходу сплаву титану; і
всебічне кування заготовки, яке включає:
кування на пресі заготовки при температурі кування заготовки, що знаходиться в діапазоні температур кування заготовки, в напрямку першої ортогональної осі А заготовки для осадки до основної висоти осадки зі швидкістю деформації, достатньою для адіабатичного нагрівання внутрішньої області заготовки,
кування на пресі заготовки при температурі кування заготовки в напрямку другої ортогональної осі В заготовки для блокованої осадки до першої висоти осадки,
кування на пресі заготовки при температурі кування заготовки в напрямку третьої ортогональної осі С заготовки для блокування осадки до другої висоти осадки,
кування на пресі заготовки при температурі кування заготовки в напрямку другої ортогональної осі В заготовки для осадки до основної висоти осадки зі швидкістю деформації, достатньою для адіабатичного нагрівання внутрішньої області заготовки,
кування на пресі заготовки при температурі кування заготовки в напрямку третьої ортогональної осі С заготовки для блокованої осадки до першої висоти осадки,
кування на пресі заготовки при температурі кування заготовки в напрямку першої ортогональної осі А заготовки для блокованої осадки до другої висоти осадки,
кування на пресі заготовки при температурі кування заготовки в напрямку третьої ортогональної осі С заготовки для осадки до основної висоти осадки зі швидкістю деформації, достатньою для адіабатичного нагрівання внутрішньої області заготовки,
кування на пресі заготовки при температурі кування заготовки в напрямку першої ортогональної осі А заготовки для блокування до першої висоти осадки,
кування на пресі заготовки при температурі кування заготовки в напрямку другої ортогональної осі В заготовки для блокування осадки до другої висоти осадки і
повторення щонайменше одного з попередніх етапів кування на пресі, поки в заготовці не буде досягнута повна істинна деформація від щонайменше 1,0 до менш ніж 3,5;
при цьому швидкість деформації, яку використовують під час кування на пресі, знаходиться в діапазоні від 0,2 с-1 до 0,8 с-1; і
при цьому температура кування заготовки знаходиться в діапазоні від температури на 100 °F (55,6 °C) нижче температури бета-переходу сплаву титану до температури на 700 °F (388,9 °C) нижче температури бета-переходу сплаву титану.
22. Спосіб за п. 21, в якому заготовка містить один з альфа+бета-сплаву титану і метастабільного бета-сплаву титану.
23. Спосіб за п. 21, в якому заготовка містить альфа+бета-сплав титану.
24. Спосіб за п. 22 або 23, в якому сплав титану містить щонайменше одну з легуючих добавок, які стопорять зерна, і бета-стабілізуючого складу, діючого для зменшення виділення альфа-фази і кінетики росту альфа-фази.
25. Спосіб за п. 21, в якому заготовка містить сплав титану, вибраний зі сплаву Ti-6Al-2Sn-4Zr-6Mo (UNS R56260), сплаву Ti-6Al-2Sn-4Zr-2Mo-0,08Si (UNS R54620), сплаву Ti-4A1-2,5V (UNS R54250), сплаву Ti-6Al-7Nb (UNS R56700) і сплаву Ti-6Al-6V-2Sn (UNS R56620).
26. Спосіб за п. 21, в якому охолодження бета-відпаленої заготовки включає охолодження заготовки до навколишньої температури.
27. Спосіб за п. 21, в якому охолодження бета-відпаленої заготовки включає охолодження заготовки до температури кування заготовки.
28. Спосіб за п. 21, в якому бета-відпал заготовки включає нагрівання заготовки при температурі бета-відпалу в діапазоні температур від температури бета-переходу сплаву титану до температури на 300 °F (167 °C) вище температури бета-переходу сплаву титану.
29. Спосіб за п. 21, в якому бета-відпал заготовки включає нагрівання заготовки при температурі бета-відпалу протягом часу в діапазоні від 5 хвилин до 24 годин.
30. Спосіб за п. 21, який додатково включає пластичне деформування заготовки при температурі пластичного деформування в області бета-фази сплаву титану перед охолодженням бета-відпаленої заготовки до температури нижче температури бета-переходу сплаву титану.
31. Спосіб за п. 30, в якому пластичне деформування заготовки при температурі пластичного деформування в області бета-фази сплаву титану включає щонайменше одне з витягування, кування осадкою і всебічного кування заготовки з високою швидкістю деформації.
32. Спосіб за п. 30, в якому температура пластичного деформування знаходиться в діапазоні від температури бета-переходу сплаву титану заготовки до температури на 300 °F (167 °C) вище температури бета-переходу сплаву титану заготовки.
33. Спосіб за п. 30, в якому пластичне деформування заготовки включає всебічне кування з високою швидкістю деформації, і причому охолодження бета-відпаленої заготовки включає всебічне кування заготовки з високою швидкістю деформації в міру охолодження заготовки до температури кування заготовки.
34. Спосіб за п. 30, в якому пластичне деформування заготовки включає кування осадкою заготовки до деформації осадкою в області бета-фази в діапазоні від 0,1 до 0,5.
35. Спосіб за п. 21, в якому в проміжках між послідовними куваннями на пресі забезпечують можливість охолодження адіабатично нагрітої внутрішньої області заготовки до температури кування заготовки або близької до неї в діапазоні температур кування заготовки і нагрівають зовнішню область поверхні заготовки до температури кування заготовки або близької до неї в діапазоні температур кування заготовки.
36. Спосіб за п. 35, в якому забезпечують можливість охолодження адіабатично нагрітої внутрішньої області заготовки протягом часу в діапазоні від 5 секунд до 120 секунд.
37. Спосіб за п. 35, в якому нагрівання зовнішньої поверхні заготовки включає нагрівання з використанням одного або більше з нагрівання полум'ям, нагрівання в камерній печі, індукційного нагрівання і нагрівання випромінюванням.
38. Спосіб за п. 35, в якому прес-форми кувальної машини, використовуваної для кування на пресі заготовки, нагрівають до температури в діапазоні від температури кування заготовки до температури на 100 °F (55,6 °C) нижче температури кування заготовки.
39. Спосіб за п. 21, в якому після досягнення повної істинної деформації щонайменше 1,0 заготовка має середній розмір зерна альфа-часток 4 мкм або менше.
40. Спосіб за п. 21, в якому повторення щонайменше одного з кування на пресі до досягнення в заготовці повної істинної деформації щонайменше 1,0 включає кування на пресі заготовки при другій температурі кування заготовки, причому друга температура кування заготовки знаходиться в межах області альфа+бета-фаз сплаву титану заготовки, і при цьому друга температура кування заготовки нижче температури кування заготовки.
Текст
Реферат: Способи модифікування розміру зерен в заготовці зі сплаву титану включають бета-відпал заготовки, охолодження бета-відпаленої заготовки до температури, що є нижчою за температуру бета-переходу сплаву титану, і всебічне кування заготовки з високою швидкістю деформації. Всебічне кування з високою швидкістю деформації виконують, поки в заготовці зі сплаву титану не буде досягнута повна деформація, яка становить щонайменше 1, або поки в UA 115157 C2 (12) UA 115157 C2 заготовці зі сплаву титану не буде досягнута повна деформація від щонайменше 1 до 3,5. Сплав титану заготовки може містити щонайменше щось одне із зерноутворюючих легуючих добавок і бета-стабілізуючого складу, ефективного для зменшення виділення альфа-фази і кінетики зростання. UA 115157 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0001] Цей винахід був здійснений за підтримки урядом Сполучених Штатів за контрактом NIST № 70NANB7H7038, розміщеним Національним інститутом стандартів і технології (NIST) Міністерства торгівлі США. Уряд США може мати певні права в цьому винаході. Рівень техніки Галузь техніки [0002] Цей винахід належить до способів обробки сплавів титану. Опис рівня техніки [0003] Способи виготовлення титану і сплавів титану, що мають крупнозернисту (CG), дрібнозернисту (FG), дуже дрібнозернисту (VFG) або наддрібнозернисту (UFG) мікроструктуру, охоплюють застосування багатократних етапів повторного нагрівання і кування. Етапи кування можуть включати один або більше етапів кування осадкою на додаток до кування витягуванням на пресі з відкритим штампом. [0004] У контексті цієї заявки, коли йдеться про мікроструктуру сплавів титану: термін "грубе зерно" вказує на розміри альфа-зерен у діапазоні від 400 мкм і менше до більше ніж близько 14 мкм; термін "дрібне зерно" вказує на розміри альфа-зерен у діапазоні від 14 мкм і менше до більше ніж 10 мкм; термін "дуже дрібне зерно" вказує на розміри альфазерен у діапазоні від 10 мкм і менше до більше ніж 4,0 мкм; і термін "наддрібне зерно" вказує на розміри альфа-зерен, що становлять 4,0 мкм або менше. [0005] У відомих промислових способах кування титану і сплавів титану для одержання крупнозернистих або дрібнозернистих мікроструктур використовують швидкості деформації, що становлять від 0,03 с-1 до 0,10 с-1, із застосуванням багатократних етапів повторних нагрівань і кування. [0006] У відомих способах, призначених для виготовлення дрібнозернистої, дуже дрібнозернистої або наддрібнозернистої мікроструктур, використовують спосіб всебічного кування (MAF) з ультраповільною швидкістю деформації, що становить 0,001 с-1 або менше (дивись, наприклад, публікацію Саліщєва Г. (G. Salishchev) зі співавторами, Materials Science Forum, Vol. 584-586, pp. 783-788 (2008)). Комплексний спосіб MAF описаний, наприклад, у публікації C. Desrayaud зі співавторами, Journal of Materials Processing Technology, 172, pp. 152156 (2006). [0007] Ключовий фактор модифікування зерен у способі MAF з ультраповільною швидкістю деформації полягає в можливості безперервної роботи в режимі динамічної рекристалізації, що є результатом ультраповільних використовуваних швидкостей деформації, тобто 0,001 с-1 або менше. Під час динамічної рекристалізації відбувається одночасне утворення ядер зерен, їхнє зростання і дислокація накопичення. Генерація дислокацій у новоутворених зернах безперервно зменшує рушійну силу для зростання зерен, і утворення ядер зерен є енергетично сприятливим. Спосіб MAF з ультраповільною швидкістю деформації використовує динамічну рекристалізацію для безперервної рекристалізації зерен під час кування. [0008] Відносно однорідні куби наддрібнозернистого сплаву Ti-6-4 (UNS R56400) можуть бути одержані з використанням способу MAF з ультраповільною швидкістю деформації, але сукупний час, витрачений на виконання етапів MAF, може бути занадто великим для випадків промислового застосування. Крім того, звичайне великогабаритне, наявне в продажі кувальнопресове обладнання з відкритими штампами може не забезпечувати можливість досягнення ультраповільних швидкостей деформації, потрібних у таких варіантах реалізації винаходу, і, таким чином, для виконання MAF з ультраповільною швидкістю деформації у промислових масштабах може знадобитися налаштування кувального обладнання. [0009] Таким чином, завдання цього винаходу переважно полягає в створенні способу виготовлення сплавів титану, що мають крупнозернисту, дрібнозернисту, дуже дрібнозернисту або наддрібнозернисту мікроструктуру, який не потребує багатократних повторних нагрівань, використовує більш високі швидкості деформації, скорочує час, необхідний для обробки, і/або усуває необхідність налаштування кувального обладнання. Суть винаходу [0010] Згідно з необмежуючим аспектом цього винаходу, спосіб модифікування зерен заготовки, яка містить сплав титану, включає бета-відпал заготовки. Після бетавідпалу заготовку охолоджують до температури, нижчої за температуру бета-переходу сплаву титану. Потім заготовку піддають всебічному куванню. Всебічне кування включає: кування заготовки на пресі при температурі кування заготовки в діапазоні температур кування заготовки у напрямку першої ортогональної осі заготовки із швидкістю деформації, яка є достатньою для адіабатичного нагрівання внутрішньої області заготовки; кування заготовки на пресі при температурі кування заготовки в діапазоні температур кування заготовки у напрямку другої ортогональної осі заготовки із швидкістю деформації, яка є достатньою для адіабатичного 1 UA 115157 C2 5 10 15 20 25 30 35 40 45 50 55 60 нагрівання внутрішньої області заготовки; і кування заготовки на пресі при температурі кування заготовки в діапазоні температур кування заготовки у напрямку третьої ортогональної осі заготовки із швидкістю деформації, яка є достатньою для адіабатичного нагрівання внутрішньої області заготовки. Необов'язково, між послідовними етапами кування на пресі забезпечують можливість охолодження адіабатично нагрітої внутрішньої області заготовки до температури, рівної температурі кування заготовки або близької до неї, в діапазоні температур кування заготовки і нагрівають зовнішню область поверхні заготовки до температури, рівної температурі кування заготовки або близької до неї, в діапазоні температур кування заготовки. Повторюють щонайменше один з етапів кування на пресі, поки щонайменше в області заготовки не буде досягнута повна деформація, яка становить щонайменше 1,0. В іншому необмежуючому варіанті реалізації винаходу повторюють щонайменше один з етапів кування на пресі, поки щонайменше в області заготовки не буде досягнута повна деформація, яка становить від щонайменше 1,0 до менше ніж 3,5. В необмежуючому варіанті реалізації винаходу швидкість деформації, використовувана під час кування на пресі, знаходиться в діапазоні від 0,2 с-1 до 0,8 с-1. [0011] Згідно з іншим необмежуючим аспектом цього винаходу, необмежуючий варіант реалізації способу модифікування зерен заготовки, яка містить сплав титану, включає бетавідпал заготовки. Після бета-відпалу заготовку охолоджують до температури, нижчої за температуру бета-переходу сплаву титану. Потім заготовку піддають всебічному куванню з використанням послідовності, яка включає наступні етапи кування. [0012] Заготовку кують на пресі при температурі кування заготовки в діапазоні температур кування заготовки у напрямку першої ортогональної осі А заготовки до основної висоти осадки із швидкістю деформації, яка є достатньою для адіабатичного нагрівання внутрішньої області заготовки. Як використовується в цій заявці, основна висота осадки являє собою відстань, рівну необхідному кінцевому розміру після кування для кожної ортогональної осі заготовки. [0013] Заготовку кують на пресі при температурі кування заготовки в діапазоні температур кування заготовки у напрямку другої ортогональної осі B заготовки при першій блокуючій осадці до першої блокуючої висоти осадки. Першу блокуючу осадку застосовують для повернення заготовки, по суті, до форми заготовки перед куванням. Хоча швидкість деформації при першій блокуючій осадці може бути достатньою для адіабатичного нагрівання внутрішньої області заготовки, в необмежуючому варіанті реалізації винаходу адіабатичне нагрівання під час першої блокуючої осадки може не спостерігатися, оскільки повна деформація, одержана при першій блокуючій осадці, може виявитися недостатньою для значного адіабатичного нагрівання заготовки. Перша блокуюча висота осадки є більшою, ніж основна висота осадки. [0014] Заготовку кують на пресі заготовки при температурі кування заготовки в діапазоні температур кування заготовки у напрямку третьої ортогональної осі C заготовки при другій блокуючій осадці до другої блокуючої висоти осадки. Другу блокуючу осадку застосовують для повернення заготовки, по суті, до форми заготовки перед куванням. Хоча швидкість деформації при другій блокуючій осадці може бути достатньою для адіабатичного нагрівання внутрішньої області заготовки, в необмежуючому варіанті реалізації винаходу адіабатичне нагрівання під час другої блокуючої осадки може не спостерігатися, оскільки повна деформація, одержана при другій блокуючій осадці, може виявитися недостатньою для значного адіабатичного нагрівання заготовки. Друга блокуюча висота осадки є більшою, ніж основна висота осадки. [0015] Заготовку кують на пресі при температурі кування заготовки в діапазоні температур кування заготовки у напрямку другої ортогональної осі B заготовки до основної висоти осадки із швидкістю деформації, яка є достатньою для адіабатичного нагрівання внутрішньої області заготовки. [0016] Заготовку кують на пресі при температурі кування заготовки в діапазоні температур кування заготовки у напрямку третьої ортогональної осі C заготовки при першій блокуючій осадці до першої блокуючої висоти осадки. Першу блокуючу осадку застосовують для повернення заготовки, по суті, до форми заготовки перед куванням. Хоча швидкість деформації при першій блокуючій осадці може бути достатньою для адіабатичного нагрівання внутрішньої області заготовки, в необмежуючому варіанті реалізації винаходу адіабатичне нагрівання під час першої блокуючої осадки може не спостерігатися, оскільки повна деформація, одержана при першій блокуючій осадці, може виявитися недостатньою для значного адіабатичного нагрівання заготовки. Перша блокуюча висота осадки є більшою, ніж основна висота осадки. [0017] Заготовку кують на пресі при температурі кування заготовки в діапазоні температур кування заготовки у напрямку першої ортогональної осі A заготовки при другій блокуючій осадці до другої блокуючої висоти осадки. Другу блокуючу осадку застосовують для повернення заготовки, по суті, до форми заготовки перед куванням. Хоча швидкість деформації при другій 2 UA 115157 C2 5 10 15 20 25 30 35 40 45 50 55 60 блокуючій осадці може бути достатньою для адіабатичного нагрівання внутрішньої області заготовки, в необмежуючому варіанті реалізації винаходу адіабатичне нагрівання під час другої блокуючої осадки може не спостерігатися, оскільки повна деформація, одержана при другій блокуючій осадці, може виявитися недостатньою для значного адіабатичного нагрівання заготовки. Друга блокуюча висота осадки є більшою, ніж основна висота осадки. [0018] Заготовку кують на пресі при температурі кування заготовки в діапазоні температур кування заготовки у напрямку третьої ортогональної осі C заготовки при основній осадці до основної висоти осадки із швидкістю деформації, яка є достатньою для адіабатичного нагрівання внутрішньої області заготовки. [0019] Заготовку кують на пресі при температурі кування заготовки в діапазоні температур кування заготовки у напрямку першої ортогональної осі A заготовки при першій блокуючій осадці до першої блокуючої висоти осадки. Першу блокуючу осадку застосовують для повернення заготовки, по суті, до форми заготовки перед куванням. Хоча швидкість деформації при першій блокуючій осадці може бути достатньою для адіабатичного нагрівання внутрішньої області заготовки, в необмежуючому варіанті реалізації винаходу адіабатичне нагрівання під час першої блокуючої осадки може не спостерігатися, оскільки повна деформація, одержана при першій блокуючій осадці, може виявитися недостатньою для значного адіабатичного нагрівання заготовки. Перша блокуюча висота осадки є більшою, ніж основна висота осадки. [0020] Заготовку кують на пресі при температурі кування заготовки в діапазоні температур кування заготовки у напрямку другої ортогональної осі B заготовки при другій блокуючій осадці до другої блокуючої висоти осадки. Другу блокуючу осадку застосовують для повернення заготовки, по суті, до форми заготовки перед куванням. Хоча швидкість деформації при другій блокуючій осадці може бути достатньою для адіабатичного нагрівання внутрішньої області заготовки, в необмежуючому варіанті реалізації винаходу адіабатичне нагрівання під час другої блокуючої осадки може не спостерігатися, оскільки повна деформація, одержана при другій блокуючій осадці, може виявитися недостатньою для значного адіабатичного нагрівання заготовки. Друга блокуюча висота осадки є більшою, ніж основна висота осадки. [0021] Необов'язково, між послідовними етапами кування на пресі наданого вище варіанту реалізації способу забезпечують можливість охолодження адіабатично нагрітої внутрішньої області заготовки до майже температури кування заготовки в діапазоні температур кування заготовки і нагрівають зовнішню область поверхні заготовки до майже температури кування заготовки в діапазоні температур кування заготовки. Повторюють щонайменше один з наданих вище етапів кування на пресі варіанту реалізації способу, поки щонайменше в області заготовки не буде досягнута повна деформація, яка становить щонайменше 1,0. В необмежуючому варіанті реалізації способу повторюють щонайменше один з етапів кування на пресі, поки щонайменше в області заготовки не буде досягнута повна деформація, яка становить від щонайменше 1,0 до менше ніж 3,5. В необмежуючому варіанті реалізації винаходу швидкість деформації, використовувана під час кування на пресі, знаходиться в діапазоні від 0,2 с-1 до 0,8 с-1. Короткий опис графічних матеріалів [0022] Особливості і переваги приладу і способів, описані в цій заявці, можуть бути краще зрозумілі з посиланням на супровідні графічні матеріали, в яких: [0023] ФІГ. 1 являє собою графік теоретичного розрахунку об'ємної часткової концентрації рівноважної альфа-фази, присутньої в сплавах Ti-6-4, Ti-6-2-4-6 і Ti-6-2-4-2, залежно від температури; [0024] ФІГ. 2 являє собою блок-схему, в якій перелічені етапи необмежуючого варіанту реалізації способу обробки сплавів титану згідно з цим винаходом; [0025] ФІГ. 3 являє собою схематичне зображення аспектів необмежуючого варіанту реалізації способу всебічного кування з високою швидкістю деформації з використанням управління тепловим режимом для обробки сплавів титану для модифікування зерен, причому на ФІГ. 2(a), 2(c) і 2(e) проілюстровані необмежуючі варіанти реалізації етапів кування на пресі, а на ФІГ. 2(b), 2(d) і 2(f) проілюстровані необов'язкові необмежуючі етапи охолодження і нагрівання згідно з необмежуючими аспектами цього винаходу; [0026] ФІГ. 4 являє собою схематичне зображення аспектів відомого способу всебічного кування з повільною швидкістю деформації, використовуваного для модифікування зерен у дрібномасштабних зразках; [0027] ФІГ. 5 являє собою блок-схему з переліком етапів необмежуючого варіанту реалізації способу обробки сплавів титану згідно з цим винаходом, що включає основну осадку уздовж ортогональних осей для досягнення кінцевого необхідного розміру заготовки, а також першу і другу блокуючі осадки; 3 UA 115157 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0028] ФІГ. 6 являє собою температурно-часовий графік термомеханічної обробки для необмежуючого варіанту реалізації способу всебічного кування з високою швидкістю деформації згідно з цим винаходом; [0029] ФІГ. 7 являє собою температурно-часовий графік термомеханічної обробки для необмежуючого варіанту реалізації багатотемпературного способу всебічного кування з високою швидкістю деформації згідно з цим винаходом; [0030] ФІГ. 8 являє собою температурно-часовий графік термомеханічної обробки для необмежуючого варіанту реалізації способу всебічного кування з високою швидкістю деформації з перетином бета-переходу згідно з цим винаходом; [0031] ФІГ. 9 являє собою схематичне зображення аспектів необмежуючого варіанту реалізації способу багатократної осадки і витягування для модифікування зерен згідно з цим винаходом; [0032] ФІГ. 10 являє собою блок-схему, в якій перелічені етапи необмежуючого варіанту реалізації способу обробки сплавів титану шляхом багатократної осадки і витягування для модифікування зерен згідно з цим винаходом; [0033] ФІГ. 11(a) являє собою мікрофотографію мікроструктури сплаву Ti-6-2-4-2, кованого і обробленого в промисловому масштабі; [0034] ФІГ. 11(b) являє собою мікрофотографію мікроструктури сплаву Ti-6-2-4-2, обробленого способом термокерованого MAF з високою швидкістю деформації згідно з варіантом реалізації, описаним у Прикладі 1 цього винаходу; [0035] ФІГ. 12(a) являє собою мікрофотографію мікроструктури сплаву Ti-6-2-4-6, кованого і обробленого в промисловому масштабі; [0036] ФІГ. 12(b) являє собою мікрофотографію мікроструктури сплаву Ti-6-2-4-6, обробленого способом термокерованого MAF з високою швидкістю деформації згідно з варіантом реалізації, описаним в Прикладі 2 цього винаходу; [0037] ФІГ. 13 являє собою мікрофотографію мікроструктури сплаву Ti-6-2-4-6, обробленого способом термокерованого MAF з високою швидкістю деформації згідно з варіантом реалізації, описаним у Прикладі 3 цього винаходу; [0038] ФІГ. 14 являє собою мікрофотографію мікроструктури сплаву Ti-6-2-4-2, обробленого способом термокерованого MAF з високою швидкістю деформації згідно з варіантом реалізації, описаним у Прикладі 4 цього винаходу, в результаті якого застосована однакова деформація уздовж кожної осі; [0039] ФІГ. 15 являє собою мікрофотографію мікроструктури сплаву Ti-6-2-4-2, обробленого способом термокерованого MAF з високою швидкістю деформації згідно з варіантом реалізації, описаним у Прикладі 5 цього винаходу, згідно з яким для мінімізації випинання заготовки, яке відбувається після кожної основної осадки, використовують блокуючі осадки; [0040] ФІГ. 16(a) являє собою мікрофотографію мікроструктури центральної області сплаву Ti-6-2-4-2, обробленого способом термокерованого MAF з високою швидкістю деформації згідно з варіантом реалізації з використанням MAF перетину бета-переходу, який описаний у Прикладі 6 цього винаходу; і [0041] ФІГ. 16(b) являє собою мікрофотографію мікроструктури області поверхні сплаву Ti-62-4-2, обробленого способом термокерованого MAF з високою швидкістю деформації, згідно з варіантом реалізації з використанням MAF перетину бета-переходу, який описаний у Прикладі 6 цього винаходу. [0042] Описані вище, а також інші подробиці стануть зрозумілішими після прочитання подальшого детального опису деяких необмежуючих варіантів реалізації згідно з цим винаходом. Детальний опис деяких необмежуючих варіантів реалізації винаходу [0043] У цьому описі необмежуючих варіантів реалізації, на відміну від робочих прикладів або ситуацій, в яких вказане інше, усі числа, що виражають кількості або характеристики, повинні розумітися як змінювані в усіх випадках терміном "близько". Відповідно до цього, якщо тільки не буде зазначено протилежне, будь-які чисельні параметри, надані в приведеному далі описі винаходу, є наближеними значеннями, які можуть варіюватися залежно від бажаних властивостей, одержання яких домагаються в цьому винаході. У самому крайньому випадку та не у спробі обмеження заявки доктрини еквівалентів обсягом формули винаходу кожен чисельний параметр повинен щонайменше сприйматися у світлі кількості приведених значущих розрядів та як результат застосування звичайних методик округлення. [0044] Крім того, будь-який числовий діапазон, наданий у цій заявці, призначений для охоплення усіх піддіапазонів, віднесених до його категорії. Наприклад, діапазон "1-10" призначений для охоплення усіх піддіапазонів між (і в тому числі) вказаним мінімальним 4 UA 115157 C2 5 10 15 20 25 30 35 40 45 50 55 60 значенням 1 і вказаним максимальним значенням 10, тобто піддіапазонів, що мають мінімальне значення, яке є рівним або більшим, ніж 1, і максимальне значення, яке є рівним або меншим, ніж 10. Будь-яке максимальне числове обмеження, вказане в цій заявці, призначене включати усі більш низькі числові обмеження, віднесені до його категорії, і будь-яке мінімальне числове обмеження, вказане в цій заявці, призначене включати усі більш високі числові обмеження, віднесені до його категорії. Відповідно, Заявники резервують право на внесення змін у цей винахід, у тому числі в пункти формули винаходу, для явного зазначення будь-якого піддіапазону, включеного в категорію діапазонів, явно вказаних у цій заявці. Усі такі діапазони призначені для безумовного розкриття в цій заявці таким чином, що внесення змін для явного позначення будь-яких таких піддіапазонів відповідає вимогам першої статті положення § 112 розділу 35 Зводу законів США, і положення § 132(a) розділу 35 Зводу законів США. [0045] Граматичні терміни "один" і "деякий", використовувані в цій заявці, призначені включати "щонайменше один" або "один або більше", якщо не вказане інше. Таким чином, ці терміни використовують у цій заявці для позначення одного або більше ніж одного (тобто щонайменше одного) з граматичних об'єктів терміну. Як приклад, термін "компонент" означає один або більше компонентів, і, таким чином, можливо, передбачається більше, ніж один компонент, і може бути застосовано або використано в реалізації описаних варіантів реалізації. [0046] Цей винахід містить описи різних варіантів реалізації. Слід розуміти, що усі описані в цій заявці варіанти реалізації є типовими, ілюстративними і необмежуючими. Таким чином, цей винахід не обмежений описом різних типових, ілюстративних і необмежуючих варіантів реалізації. Точніше, цей винахід визначається виключно формулою винаходу, в яку можуть бути внесені зміни для уточнення будь-яких особливостей, прямо або по суті описаних у цій заявці або іншим чином прямо або по суті підтримуваних нею. [0047] Будь-який патент, публікація або інший матеріал розкриття, в повному обсязі або частково, включений у вигляді посилання в цей документ так, щоб включений матеріал не суперечив існуючим визначенням, твердженням або іншим матеріалам розкриття, викладеним у цій заявці. Таким чином і в необхідній мірі розкриття, викладене в цьому документі, замінює будь-який суперечливий матеріал, включений у вигляді посилання в цей документ. Будь-який патент, публікація або інший матеріал розкриття, в повному обсязі або частково, включений у вигляді посилання в цей документ так, щоб включений матеріал не суперечив існуючим визначенням, твердженням або іншим матеріалам розкриття, викладеним у цій заявці. [0048] Один аспект цього винаходу спрямований на необмежуючі варіанти реалізації способу всебічного кування сплавів титану, який включає застосування високих швидкостей деформації під час етапів кування для зменшення розміру зерен. Ці варіанти реалізації способу в цілому вказані в цьому винаході як "всебічне кування з високою швидкістю деформації" або "MAF з високою швидкістю деформації". Як використовувані в цій заявці, терміни "осадка" і "удар" взаємозамінно належать до індивідуального етапу кування на пресі, при якому заготовку кують між поверхнями штампу. Як використовується в цій заявці, фраза "висота осадки" належить до розміру або товщини заготовки, виміряних уздовж однієї ортогональної осі після осадки уздовж цієї осі. Наприклад, після осадки шляхом кування на пресі уздовж конкретної осі до висоти осадки, що становить 4,0 дюйми, товщина заготовки після кування на пресі, виміряна уздовж цієї осі, становить близько 4,0 дюймів. Поняття і використання висот осадки відомі фахівцям в галузі кування на пресі і не потребують додаткового обговорення в цій заявці. [0049] Вище було визначено, що для підготовки заготовок з наддрібними зернами із сплавів, таких як сплав Ti-6Al-4V (ASTM Сорт 5; UNS R56400), який також може бути позначений як сплав "Ti-6-4", може бути використане всебічне кування з високою швидкістю деформації, при якому заготовку кують щонайменше до повної деформації, що становить 3,5. Цей спосіб описаний у патентній заявці США за серійним номером № 12/882538, поданій 15 вересня 2010 року, під назвою "Технологічні схеми для титану і сплавів титану" (далі "Заявка '538"), яка в повному обсязі включена в цю заявку у вигляді посилання. Досягнення деформації, яка становить щонайменше 3,5, може вимагати значної тривалості обробки і складності, що збільшує вартість продукції і підвищує вірогідність виникнення непередбачених проблем. У цьому винаході пропонується спосіб всебічного кування з високою швидкістю деформації, який може забезпечити одержання структур з наддрібною зернистістю з використанням повної деформації в діапазоні від щонайменше 1,0 до менше ніж 3,5. [0050] Способи згідно з цим винаходом включають застосування всебічного кування і його модифікацій, таких як спосіб багатократної осадки і витягування (MUD), описаний у Заявці '538, до сплавів титану, що проявляють повільніше ефективне виділення альфа-фази і кінетику зростання, ніж сплав Ti-6-4. Зокрема, сплав Ti-6Al-2Sn-4Zr-2Mo-0,08Si (UNS R54620), який також може бути позначений як сплав "Ti-6-2-4-2", має повільнішу ефективну альфа-кінетику, ніж 5 UA 115157 C2 5 10 15 20 25 30 35 40 45 50 55 60 сплав Ti-6-4, у результаті присутності додаткових зерноутворюючих елементів, таких як Si. Крім того, сплав Ti-6Al-2Sn-4Zr-6Mo (UNS R56260), який також може бути позначений як сплав "Ti-62-4-6", має повільнішу ефективну альфа-кінетику, ніж сплав T-6-4, у результаті збільшеного бета-стабілізуючого складу. Вважають, що відносно компонентів сплаву вказані зростання і виділення альфа-фази є функцією швидкості дифузії компонента сплаву в сплаві на основі титану. Молібден, як відомо, має одну з найбільш повільних швидкостей дифузії з усіх добавок, що легують титан. Крім того, бетастабілізатори, такі як молібден, знижують температуру (Tβ) бета-переходу сплаву, причому зниження температури Tβ в цілому призводить до уповільнення дифузії атомів у сплаві при температурі обробки цього сплаву. Результат відносно повільного ефективного альфавиділення і кінетики зростання для сплавів Ti-6-2-4-2 і Ti-6-2-4-6 полягає в тому, що бетатеплова обробка, яку використовують перед MAF згідно з варіантами реалізації цього винаходу, призводить до утворення дрібного і стійкого розміру альфа-пакетів у порівнянні з ефектом такої обробки сплаву Ti-6-4. Крім того, після бета-обробки з нагріванням і охолодженням сплави Ti-6-2-4-2 і Ti-6-2-4-6 мають дрібнозернисту бета-структуру, яка обмежує кінетику зростання альфа-зерен. [0051] Ефективна кінетика альфа-зростання може бути оцінена шляхом ідентифікації найбільш повільно дифундуючих часток при температурі, безпосередньо нижчій за температуру бета-переходу. Цей підхід теоретично обґрунтований і експериментально перевірений у літературі (дивися публікацію Семятіна (Semiatin) зі співавторами, Metallurgical and Materials Transactions A: Physical Metallurgy and Materials Science 38 (4), 2007, pp. 910-921). Для титану і його сплавів дані про дифузійну здатність усіх потенційних компонентів сплаву не завжди доступні; проте огляди літератури, такої як Titanium (Second Edition, 2007) за авторством Lutjering та Williams, в цілому згідні з наступною відносною класифікацією деяких загальних компонентів сплаву: DMo
ДивитисяДодаткова інформація
Назва патенту англійськоюMethods for processing titanium alloys
Автори англійськоюBryan, David J., Mantione, John V., Thomas, Jean-Philippe
Автори російськоюБрайан Дэвид Дж., Мантион Джон В., Тома Жан-Филипп
МПК / Мітки
МПК: C22C 14/00, B21J 1/00, B21J 5/02, C22F 1/18
Мітки: способи, титану, обробки, сплавів
Код посилання
<a href="https://ua.patents.su/52-115157-sposobi-obrobki-splaviv-titanu.html" target="_blank" rel="follow" title="База патентів України">Способи обробки сплавів титану</a>
Спосіб виробництва гарячекатаних безшовних труб зі сплавів на основі титану
Номер патенту: 82556
Опубліковано: 25.04.2008
Автори: Чепинський Олександр Олександрович, Тарасов Констянтин Констянтинович, Блощинський Григорій Павлович, Жук Геннадій Віліорович, ТРИГУБ Микола Петрович
МПК: B21B 19/00, B21B 17/00, B21B 23/00, B21B 3/00
Мітки: труб, сплавів, гарячекатаних, титану, безшовних, спосіб, основі, виробництва
Формула / Реферат:
Спосіб виробництва гарячекатаних безшовних труб зі сплавів на основі титану, який включає нагрів заготовки перед деформацією до заданої температури, прошивку нагрітої заготовки в гільзу на стані поперечно-гвинтової прокатки та розкочування прошитої гільзи в трубу на рилінг-машині та калібрувальному стані, який відрізняється тим, що трубу виготовляють з литої недеформованої заготовки, попередній нагрів якої здійснюють до температури,...
Технологічні маршрути для титану й сплавів титану
Номер патенту: 113149
Опубліковано: 26.12.2016
Автори: Мінісандрам Рамеш С., Кеннеді Річард Л., Форбз Джоунс Робін М., Тома Жан-Філіпп, Девіс Р. Марк, Мантіон Джон В., Де Соуза Урбан Дж.
МПК: C22F 1/18, C22C 14/00, B21J 5/02
Мітки: сплавів, маршруті, технологічні, титану
Формула / Реферат:
1. Спосіб подрібнення розміру зерен заготовки, яка містить металевий матеріал, вибраний з титану і сплаву титану, що включає:нагрівання заготовки до температури кування заготовки в ділянці альфа+бета-фаз металевого матеріалу, причому температура кування заготовки знаходиться в діапазоні від температури на 55,6 ºС нижче температури (Тβ) бета-переходу металевого матеріалу до температури на 388,9 ºС нижче температури...
Установка для одержання труб зі сплавів на основі титану
Номер патенту: 79021
Опубліковано: 10.05.2007
Автори: ТРИГУБ Микола Петрович, Жук Геннадій Віліорович, Патон Борис Євгенович, Корнійчук Валерій Данилович
Мітки: сплавів, одержання, титану, основі, труб, установка
Формула / Реферат:
Установка для одержання труб зі сплавів на основі титану, яка включає вакуумну камеру для проведення технологічного процесу, електронні гармати для нагрівання зливка, охолоджуваний шток з механізмами закріплення зливка для його переміщення, рольганг, яка відрізняється тим, що додатково включає щонайменше один ролик для деформації зливка, який має можливість переміщуватись в вертикальній площині через вакуумне ущільнення за допомогою механізму...
Системи і способи для обробки зливків із сплавів
Номер патенту: 111712
Опубліковано: 10.06.2016
Автори: Форбз Джоунз Робін М., Де Соуза Урбан Дж., Кеннеді Річард Л., О'Брайєн Крістофер М.
МПК: C22F 1/10, C22F 1/16, B23K 9/04
Мітки: обробки, сплавів, способи, зливків, системі
Формула / Реферат:
1. Спосіб обробки зливка, який включає нанесення шару металевого матеріалу за допомогою зварного наплавлення на щонайменше ділянку бічної поверхні циліндричного зливка зі сплаву, і щонайменше на один торець зливка зі сплаву, при цьому вказаний металевий матеріал має більшу пластичність, ніж сплав зливка.2. Спосіб за п. 1, який відрізняється тим, що додатково включає операції шліфування або зняття шару поверхні зливка зі сплаву до...
Спосіб одержання труб зі сплавів на основі титану
Номер патенту: 80570
Опубліковано: 10.10.2007
Автори: ТРИГУБ Микола Петрович, Ахонін Сергій Володимирович, Жук Генадій Віліорович, Северин Андрій Юрійович
МПК: B22D 13/02, C22B 9/22, B21B 9/00
Мітки: труб, основі, титану, сплавів, одержання, спосіб
Формула / Реферат:
1. Спосіб одержання труб зі сплавів на основі титану, який включає деформування порожнистого зливка з заданим ступенем деформації з одержанням труби, при цьому температурний режим деформації підтримують електронним нагрівом, який відрізняється тим, що зливок деформують шляхом прокатки при температурі 800 – 1100 °С за допомогою систем роликів – першою на 10 – 30 % від первинної товщини стінки зливка, другою на 20 – 60 % від попередньої товщини...
Попередній патент: Гетероциклічна сполука
Наступний патент: Теплопровідний пластик
Випадковий патент: Спосіб очищення стічних вод від нафтопродуктів