Спосіб і пристрій для електрохімічної обробки лопаток з титанових і жароміцних сплавів у неводному електроліті
Номер патенту: 108526
Опубліковано: 12.05.2015
Автори: Пахолка Сергій Миколайович, Миленко Антон Олександрович, Коцюба Віктор Юрійович, Клочихін Валерій Григорович, Ступак Віталій Олегович, Пшеничний Вадим Миколайович
Формула / Реферат
1. Спосіб електрохімічної обробки лопаток у неводному електроліті, який відрізняється тим, що обробку ведуть із забезпеченням направленого ламінарного потоку в зазорі між електродом та оброблюваною поверхнею, при цьому зазор дорівнює 1-3 мм, причому спинку і корито лопатки обробляють по черзі, застосовуючи в парі електрод на корито і діелектричний елемент на спинку і навпаки.
2. Пристрій для електрохімічної обробки лопаток у неводному електроліті за способом за п. 1, що містить систему подачі електроліту, системи охолодження електроліту і робочої камери з еквідистантним робочим електродом, який відрізняється тим, що пристрій додатково оснащений діелектричним елементом, при цьому робочий електрод і діелектричний елемент виконані з напрямними вхідними частинами, а робоча камера оснащена щілиноподібним соплом з довжиною щілини, рівній довжині оброблюваної поверхні лопатки.
3. Пристрій за п. 2, який відрізняється тим, що робочий електрод і діелектричний елемент, виконані з перекриттям кромки лопатки на 3-5 мм на виході з міжелектродного зазору.
4. Пристрій за п. 2, який відрізняється тим, що система охолодження включає вертикальний циліндричний бак зі змійовиком.
Текст
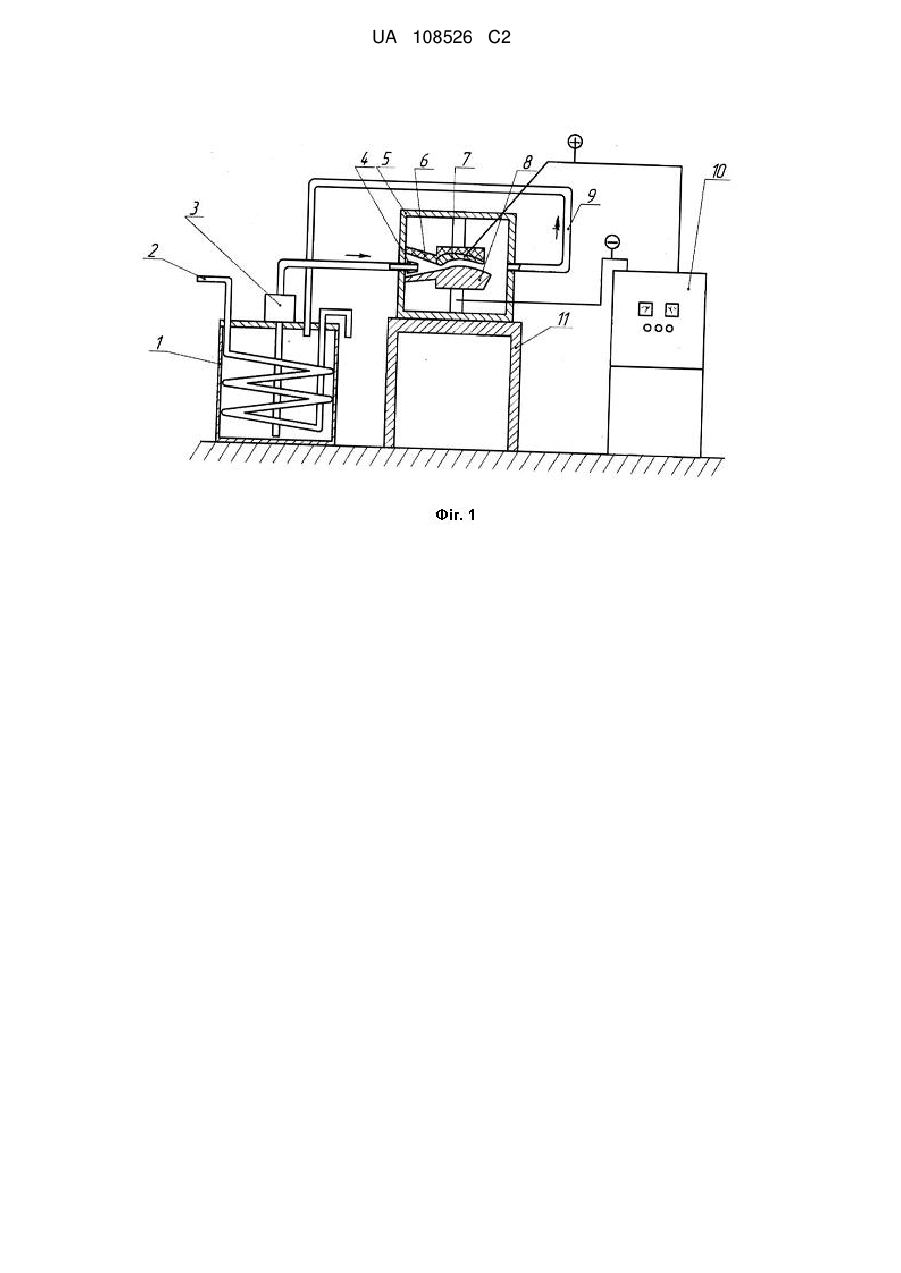
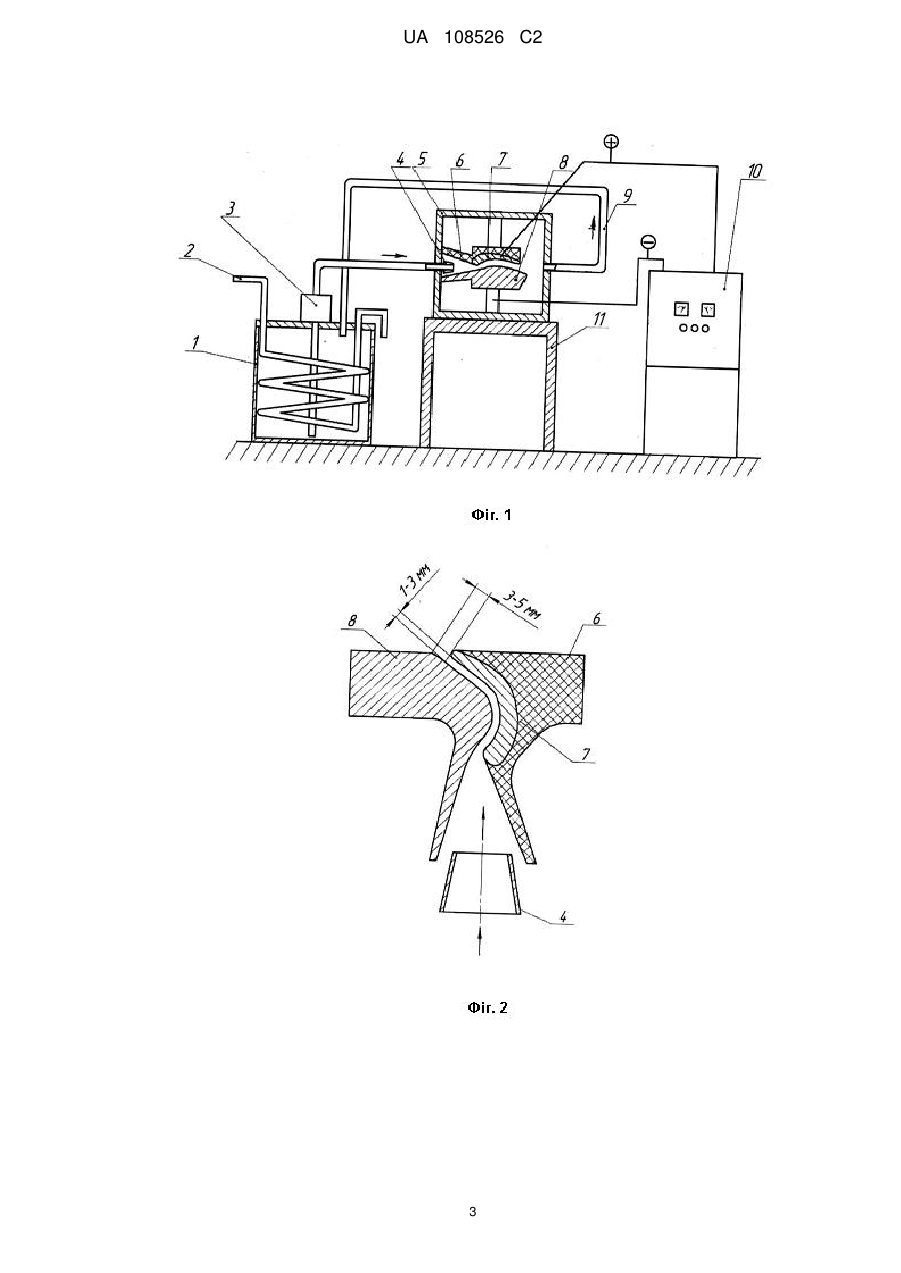
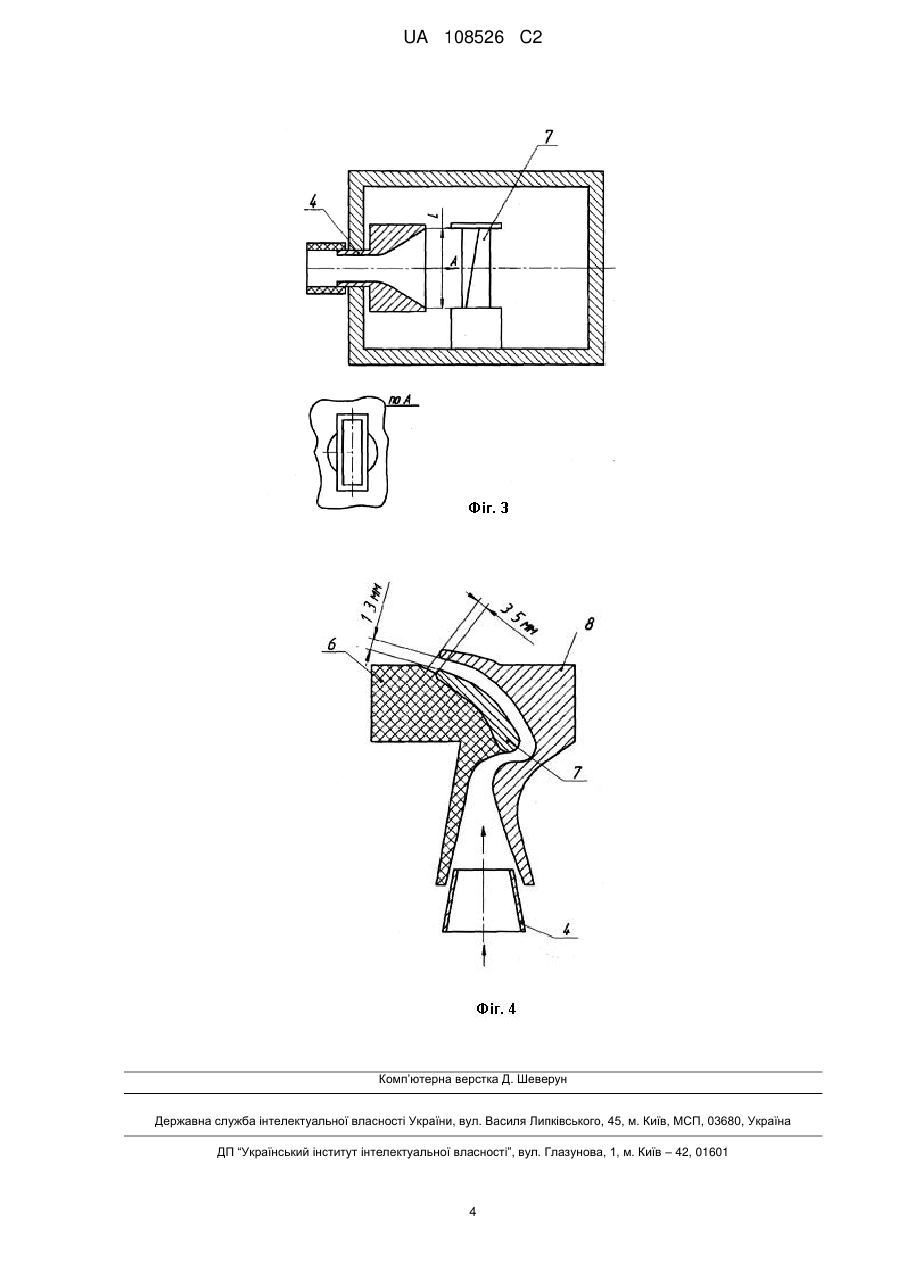
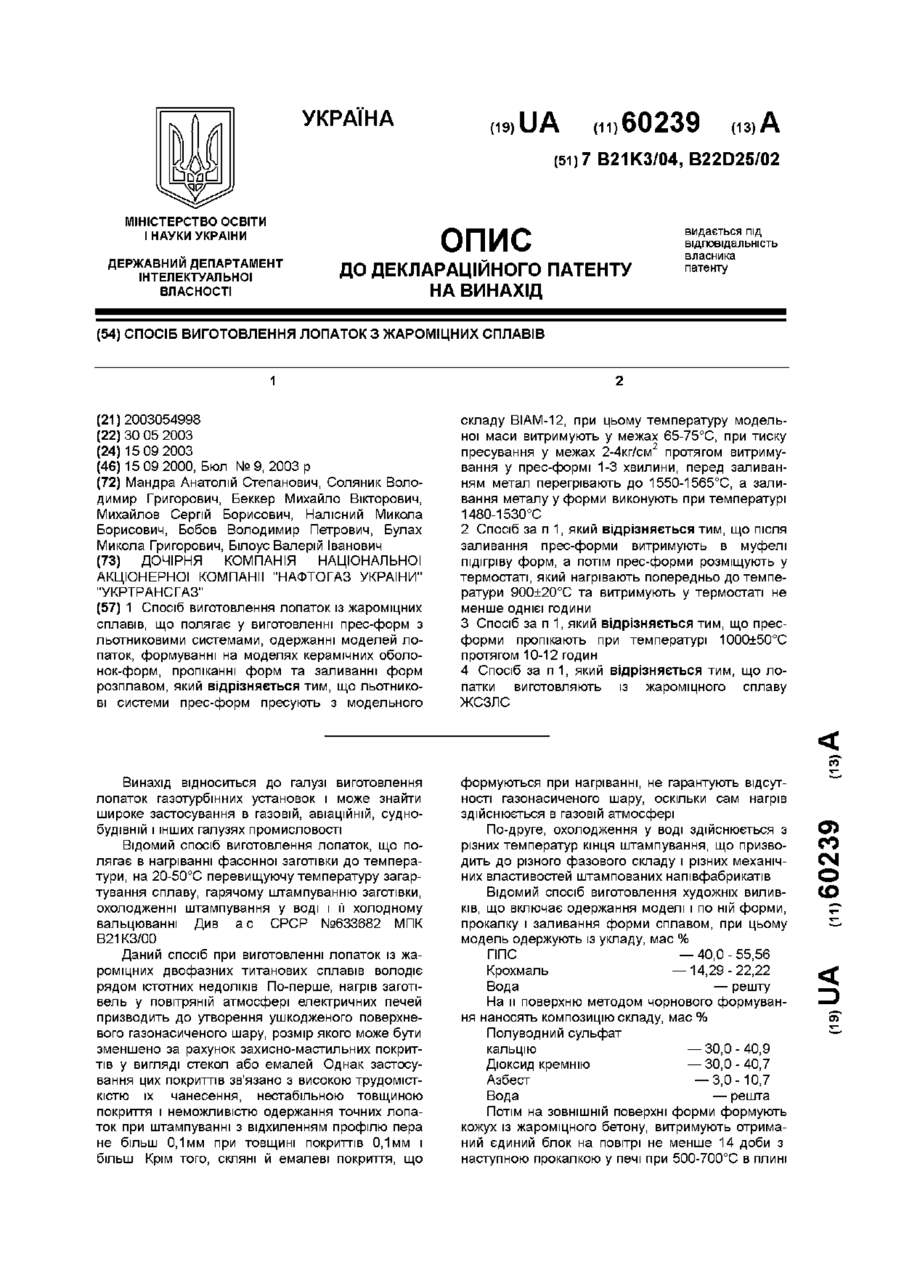
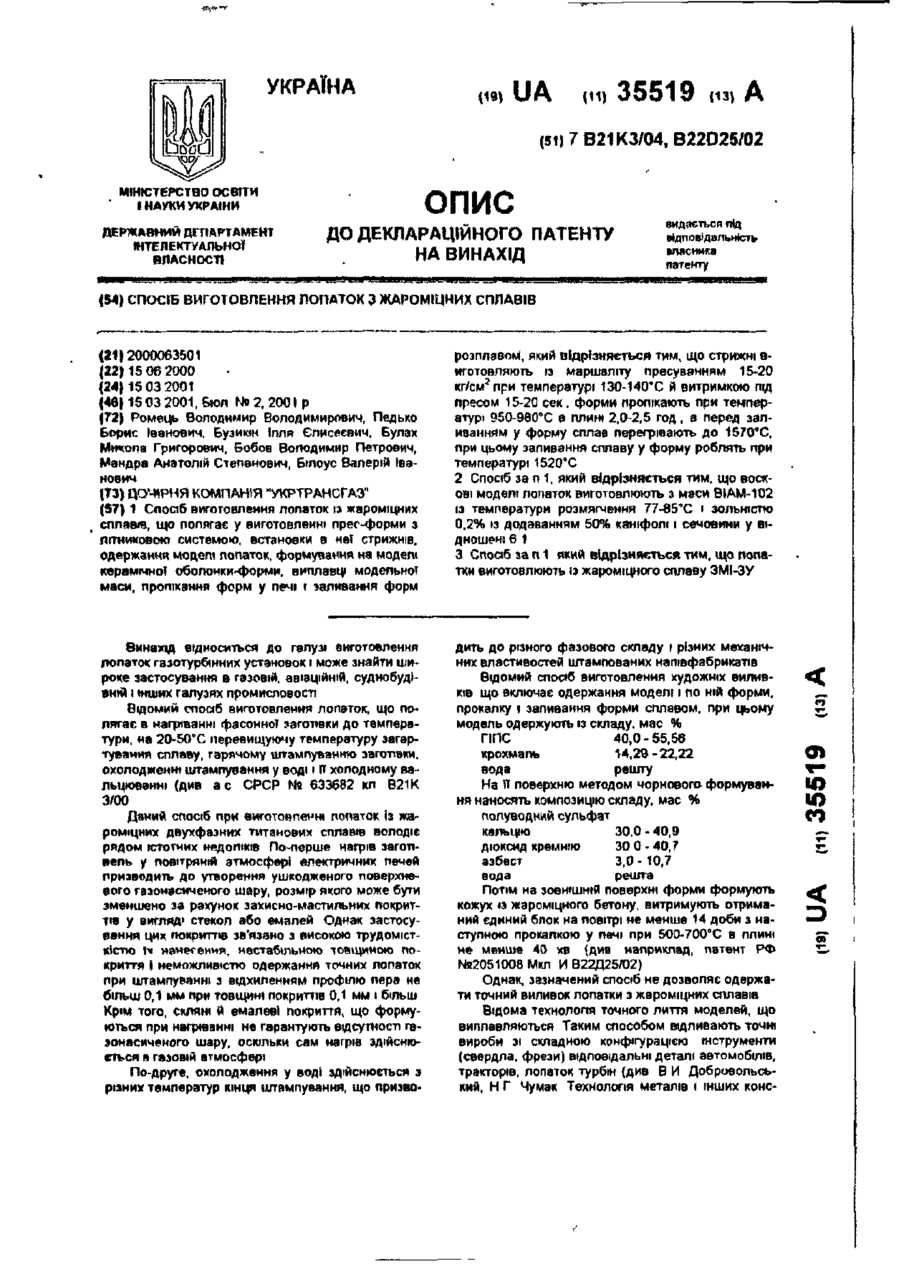
Реферат: Технічне рішення належить до області електрохімічної обробки лопаток із титанових і жароміцних сплавів в неводному електроліті. Розкрито спосіб, у якому обробку здійснюють із забезпеченням направленого ламінарного потоку в зазорі між електродом та оброблюваною поверхнею з зазором рівним 1-3 мм; причому спинку і корито лопатки обробляють по черзі, застосовуючи в парі робочий електрод на корито й діелектричний елемент на спинку й навпаки. Пристрій для електрохімічної обробки в неводному електроліті містить систему подачі електроліту, систему охолодження, робочу камеру з еквідистантним робочим електродом та додатково оснащений діелектричним елементом, електрод і діелектричний елемент виконані з напрямною вхідною частиною, а робоча камера оснащена щілиноподібним соплом із щілиною, рівною довжині оброблюваної поверхні лопатки. UA 108526 C2 (12) UA 108526 C2 UA 108526 C2 5 10 15 20 25 30 35 40 45 50 55 60 Пропоноване технічне рішення належить до області електрохімічної обробки в неводному електроліті титанових і жароміцних сплавів та може бути використане на підприємствах машинобудування. Відомий пристрій (див. патент RU №2010895 кл. C25F3/26) для електрохімічної обробки титану і сплавів в неводному електроліті, що містить обертовий електрод у вигляді циліндра й ванни. Частота обертання електрода 1500 - 2000 об./хв. У такому пристрої при обробці лопаток з великою закруткою буде неминуче йти зрив потоку й лопатка буде оброблятися частково. Відомий спосіб і пристрій для електрохімічної обробки в неводному електроліті (див. «Физико-химические методы обработки в производстве газотурбинных двигателей», Μ., 2002г. Авторів: Ю.С. Єлісєєв, Б.П. Саушкін і ін. стор. 175-177.) полягає у тому, що обробку ведуть із міжелектродним зазором (МЕЗ) між електродом і деталлю рівним 6-10 мм і спільним обертанням електрода і деталі. Дане рішення взяте нами за прототип. Недоліком цього рішення є те, що якщо деталь має складну конфігурацію, наприклад лопатка турбіни, то при такому МЕЗ і обертанні відбувається турбулізація і зрив потоку електроліту, обробка поверхні деталі йде нерівномірно, погіршується точність і якість обробки. В основу винаходу поставлена задача підвищення точності і якості обробки лопаток із титанових і жароміцних сплавів. Поставлена задача вирішується тим, що в способі електрохімічної обробки в неводному електроліті обробку здійснюють із забезпеченням направленого ламінарного потоку в зазорі між електродом і та оброблюваною поверхнею, при цьому зазор дорівнює 1-3 мм; причому спинку і корито лопатки обробляють по черзі, застосовуючи в парі робочий електрод на корито й діелектричний елемент на спинку й навпаки. Для досягнення поставленої задачі запропоновано пристрій для електрохімічної обробки в неводному електроліті, який містить систему подачі електроліту, систему охолодження, робочу камеру з еквідистантним робочим електродом, що, відповідно до винаходу, додатково оснащений діелектричним елементом, а система охолодження виконана у вигляді вертикального циліндричного бака зі змійовиком охолодження. Крім того, електрод і діелектричний елемент виконані з напрямними вхідними частинами, та з перекриттям кромки лопатки на 3-5 мм, а робоча камера оснащена щілиноподібним соплом із щілиною, рівною довжині оброблюваної поверхні лопатки. Відмінними ознаками запропонованого способу є те, що обробку ведуть із міжелектродним зазором 1-3 мм. При зазорі до 1 мм відбувається облітерація зазору, з'являються неопрацьовані ділянки, а при зазорі понад 3 мм збільшується шорсткість на поверхні лопатки, тобто падає інтенсивність і якість обробки. Спинку і корито лопатки обробляють по черзі, тому що при одночасній обробці відбувається накладення потоків по спинці і по кориту, що призводить до нерівномірної обробки, особливо по кориту. Відмінними ознаками пристрою для електрохімічної обробки лопаток є те, що пристрій додатково оснащений діелектричним елементом. Його призначення захистити ту поверхню, що у цей момент не обробляється, а направити весь потік електроліту на оброблювану ділянку. Система охолодження виконана у вигляді вертикального циліндричного бака, що дозволяє досягти найвищого ефекту охолодження електроліту, який при досягненні певної температури втрачає свої властивості. Поліпшенню гідропотоку в МЕЗ сприяє й щілиноподібна форма сопла (див. Фіг.3), довжина L щілини якого дорівнює довжині оброблюваної ділянки лопатки. Крім того, робоча ділянка електрода 8 виконана з перекриттям крайки лопатки, тобто довше вихідної крайки лопатки не менше 3-5 мм, тому що в протилежному випадку на крайці з'являються неопрацьовані ділянки. Суть винаходів пояснюється наступними кресленнями: Фіг. 1 - загальний вид пристрою; Фіг.2 - схема обробки лопатки по кориту; Фіг.3 - форма сопла ; Фіг.4 - схема обробки лопатки по спинці. Пристрій складається з бака 1 з електролітом, що охолоджується водою через змійовик 2, насоса 3 для подачі електроліту через щілиноподібне сопло 4 у робочу камеру 5, де установлений діелектричний елемент 6, і робочий електрод 8, випускної магістралі 9, джерела живлення 10, що подає позитивний потенціал на лопатку 7, а негативний - на робочий електрод 8. Робоча камера 5 установлена на стіл 11. Обробка по пропонованому способу виконується в такий спосіб. Після установки в камері 5 лопатки 7 і діелектричного елемента 6 і електрода 8 включають насосом 3 подачу електроліту в робочу камеру 5. При цьому включають охолодження електроліту в бак 1 через змійовик 2. Паралельно подають від джерела живлення 10 позитивний потенціал на лопатку 7 і негативний на робочий електрод 8. Виконують обробку. При обробці лопатки прийнята роздільна схема обробки: окремо корито й окремо спинка. 1 UA 108526 C2 5 10 15 20 25 30 35 40 Так при обробці корита (див. Фіг.2) замість електрода по спинці лопатки 7 установлений діелектричний елемент 6, завдання якого направити весь потік по кориту й захистити від обробки спинку. МЕЗ між електродом 8 і оброблюваною лопаткою 7 установлений у межах 1-3 мм. При зазорі менш 1 мм відбувається облітерація зазору, з'являються неопрацьовані ділянки, а при зазорі понад 3 мм збільшується шорсткість на поверхні лопатки, тобто знижується інтенсивність і якість обробки. При обробці спинки лопатки 7 (див. Фіг. 4) діелектричний елемент 6 установлений по кориту, а по спинці встановлений електрод 8. При цьому діелектричний елемент і електрод виконані з напрямною вхідною частиною по лініях струму в гідропотоці електроліту, що забезпечує ламінарний потік електроліту в МЕЗ. Пристрій працює в такий спосіб. Після закріплення лопатки 7 у камері 5 і установки діелектричного елемента 6 по спинці й електрода 8 по кориту (див. Фіг.2) включають подачу електроліту з бака 1 насосом 3 через щілиноподібне сопло 4. Паралельно включають охолодження електроліту через змійовик 2. Потім від джерела живлення 10 подають позитивний потенціал на лопатку 7 і негативний на електрод 8. Виконують обробку лопатки по кориту. Для обробки спинки лопатки 7 діелектричний елемент 6 установлюють по кориту, а електрод 8 по спинці (див. Фіг. 4). За вищенаведеною схемою роблять обробку спинки лопатки . Роздільна обробка спинки і корита парна, тому що діелектричний елемент і електрод виконані з напрямною вхідною частиною. Така обробка дозволяє знизити величину споживаного струму, тобто знизити енергоємність процесу і забезпечити ламінарний потік електроліту в МЕЗ. Змійовик 2 системи охолодження розташований вертикально, що дозволяє досягти найвищого ефекту охолодження електроліту ФОРМУЛА ВИНАХОДУ 1. Спосіб електрохімічної обробки лопаток у неводному електроліті, який відрізняється тим, що обробку ведуть із забезпеченням направленого ламінарного потоку в зазорі між електродом та оброблюваною поверхнею, при цьому зазор дорівнює 1-3 мм, причому спинку і корито лопатки обробляють по черзі, застосовуючи в парі електрод на корито і діелектричний елемент на спинку і навпаки. 2. Пристрій для електрохімічної обробки лопаток у неводному електроліті за способом за п. 1, що містить систему подачі електроліту, системи охолодження електроліту і робочої камери з еквідистантним робочим електродом, який відрізняється тим, що пристрій додатково оснащений діелектричним елементом, при цьому робочий електрод і діелектричний елемент виконані з напрямними вхідними частинами, а робоча камера оснащена щілиноподібним соплом з довжиною щілини, рівній довжині оброблюваної поверхні лопатки. 3. Пристрій за п. 2, який відрізняється тим, що робочий електрод і діелектричний елемент, виконані з перекриттям кромки лопатки на 3-5 мм на виході з міжелектродного зазору. 4. Пристрій за п. 2, який відрізняється тим, що система охолодження включає вертикальний циліндричний бак зі змійовиком. 2 UA 108526 C2 3 UA 108526 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюKotsiuba Viktor Yuriiovych, Klochykhin Valerii Hryhorovych, Pshenychnyi Vadym Mykolaiovych
Автори російськоюКоцюба Виктор Юрьевич, Клочихин Валерий Григорьевич, Пшеничный Вадим Николаевич
МПК / Мітки
МПК: C25F 7/00
Мітки: обробки, спосіб, лопаток, пристрій, жароміцних, неводному, сплавів, електроліти, електрохімічної, титанових
Код посилання
<a href="https://ua.patents.su/6-108526-sposib-i-pristrijj-dlya-elektrokhimichno-obrobki-lopatok-z-titanovikh-i-zharomicnikh-splaviv-u-nevodnomu-elektroliti.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для електрохімічної обробки лопаток з титанових і жароміцних сплавів у неводному електроліті</a>
Спосіб виготовлення лопаток з жароміцних сплавів
Номер патенту: 60239
Опубліковано: 15.09.2003
Автори: Соляник Володимир Григорович, Михайлов Сергій Борисович, Бобов Володимир Петрович, Налісний Микола Борисович, Мандра Анатолій Степанович, Беккер Михайло Вікторович, Булах Микола Григорович, Білоус Валерій Іванович
МПК: B21K 3/00, B22D 25/00
Мітки: жароміцних, лопаток, сплавів, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення лопаток із жароміцних сплавів, що полягає у виготовленні прес-форм з льотниковими системами, одержанні моделей лопаток, формуванні на моделях керамічних оболонок-форм, пропіканні форм та заливанні форм розплавом, який відрізняється тим, що льотникові системи прес-форм пресують з модельного складу ВІАМ-12, при цьому температуру модельної маси витримують у межах 65-75°С, при тиску пресування у межах 2-4 кг/см2 протягом...
Спосіб виготовлення лопаток з жароміцних сплавів
Номер патенту: 35519
Опубліковано: 15.03.2001
Автори: Білоус Валерій Іванович, Булах Микола Григорович, Бузикін Ілля Єлисеєвич, Ромець Володимир Володимирович, Бобов Володимир Петрович, Педько Борис Іванович, Мандра Анатолій Степанович
МПК: B22D 25/00, B21K 3/00
Мітки: лопаток, жароміцних, виготовлення, спосіб, сплавів
Формула / Реферат:
1. Спосіб виготовлення лопаток із жароміцних сплавів, що полягає у виготовленні прес-форми з літниковою системою, встановки в неї стрижнів, одержання моделі лопаток формування на моделі керамічної оболонки-форми, виплавці модельної маси, пропікання форм у печі і заливания форм розплавом, який відрізняється тим, що стрижні виготовляють із маршаліту пресуванням 15-20 кг/см2 при температурі 130-140оС й витримкою під пресом 15-20 сек., форми...
Спосіб зміцнення лопаток з титанових сплавів
Номер патенту: 15150
Опубліковано: 30.06.1997
Автори: Петренко Петро Васильович, Банас Федір Павлович, Писаренко Георгій Степанович, Гліксон Ігор Леонідович, Лук'янов Валентин Семенович, Мельнікова Наталія Олександрівна, Куліш Микола Полікарпович, Богуслаев Вячеслав Олександрович, Леонець Віктор Адамович
МПК: C21D 8/00
Мітки: лопаток, сплавів, спосіб, зміцнення, титанових
Формула / Реферат:
Способ упрочнения лопаток из титановых сплавов, включающий воздействие потоком заряженных частиц, "залечивание" поверхностных микродефектов, уменьшение шероховатости поверхности, отличающийся тем, что воздействие на лопатку осуществляют потоком электронов с энергией, которую определяют из соотношения:где Е - энергия электронов, МэВ;См - максимальная толщина лопатки, мм; r - плотность титанового сплава,...
Спосіб двосторонньої розмірної електрохімічної обробки лопаток гтд
Номер патенту: 12712
Опубліковано: 28.02.1997
Автори: Перелигін Ігор Миколайович, Пасько Юрій Тихонович
МПК: B23H 3/00
Мітки: двосторонньої, гтд, лопаток, обробки, спосіб, електрохімічної, розмірної
Формула / Реферат:
(57) Способ двухсторонней размерной злектрохимической обработки лопаток ГТД в проточном электролите, при котором лопатку помещают между электродами, а в канале для подвода электролита перед передней кромкой пера лопатки располагают формирующий потоки электролита в рабочие зоны элемент, в виде пластины, длина которой равна длине пера лопатки, отличающийся тем, что расположение формирующего элемента определяют по эталонной лопатке так, чтобы...
Спосіб виготовлення заготовки з титанових сплавів для лопаток газотурбінних двигунів
Номер патенту: 81692
Опубліковано: 10.07.2013
Автори: Шевченко Володимир Григорович, Овчинников Олександр Володимирович, Качан Олексій Якович, Коваленко Тамара Олександрівна, Кулагін Роман Юрійович, Павленко Дмитро Вікторович, Распорня Дмитро Володимирович, Варюхін Дмитро Вікторович
МПК: C22F 1/18
Мітки: лопаток, титанових, виготовлення, двигунів, спосіб, газотурбінних, сплавів, заготовки
Формула / Реферат:
Спосіб виготовлення заготовки з титанових сплавів для лопаток газотурбінних двигунів, при якому заготовку піддають інтенсивній пластичній деформації з накопиченням логарифмічного ступеня деформації е³4, а саме пропускають через матрицю з гвинтовим каналом, переріз якого є перпендикулярним до осі пресування та постійним уздовж неї, а кут нахилу гвинтової лінії до осі пресування змінюється по довжині або висоті матриці, маючи нульове...
Попередній патент: Система демпфірування кутових швидкостей космічного літального апарата
Наступний патент: Спосіб одержання водорозчинної лікарської форми антибіотика з групи рифаміцинів
Випадковий патент: Симбіотенк