Спосіб гартування масивних металевих виробів складної форми та пристрій для його здійснення
Формула / Реферат
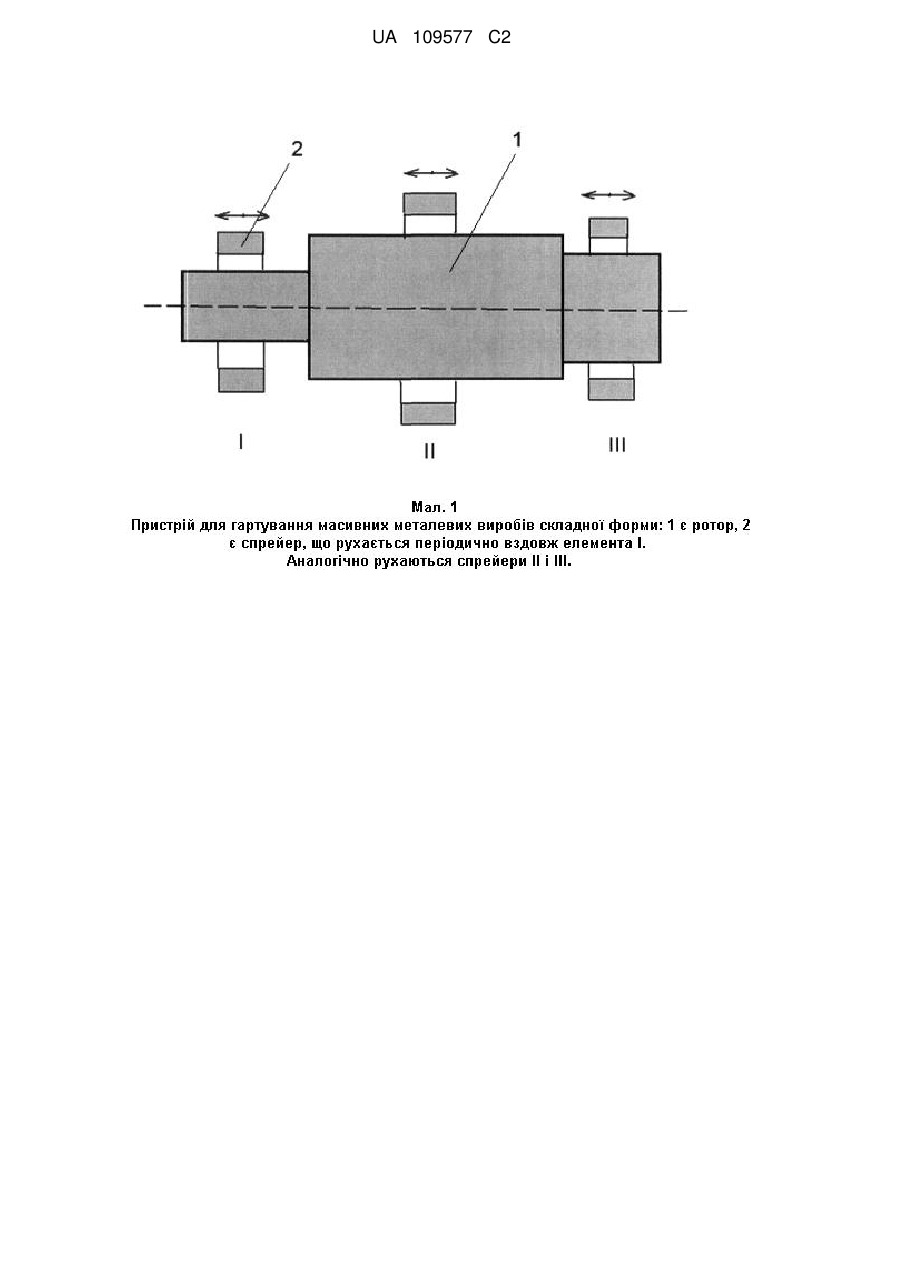
1. Спосіб для гартування масивних металевих виробів складної форми, який включає нагрівання їх до температури аустенізації і диференційне охолодження, який відрізняється тим, що диференційне охолодження проводять затопленими струменями води, які випускають з отворів або щілин спреєра зі швидкістю 1-10 м/с, який рухають періодично вздовж осі виробу зі швидкістю 0,5-1 м/с., при цьому інтенсивне охолодження вказаних виробів припиняють при досягненні температури 450-500 °С в центрі виробу.
2. Спосіб для гартування масивних металевих виробів складної форми за п. 1, який відрізняється тим, що швидкість течії води із спреєра обернено пропорційна до розмірів поперечного перерізу кожного елемента виробу, при зафіксованих інших параметрах, а мінімальну швидкість струменя вибирають за умови відсутності парової плівки на поверхні виробу.
3. Пристрій для виконання способу за п. 1 або 2, який відрізняється тим, що він складається з фіксатора виробу, половинчастих спреєрів, які разом повторюють форму виробу, і розміщені на відстані 25-50 мм від поверхні виробу, при цьому при зафіксованому стані виробу, спреєр може рухатися в трьох координаційних напрямках, що керуються мікропроцесором.
Текст
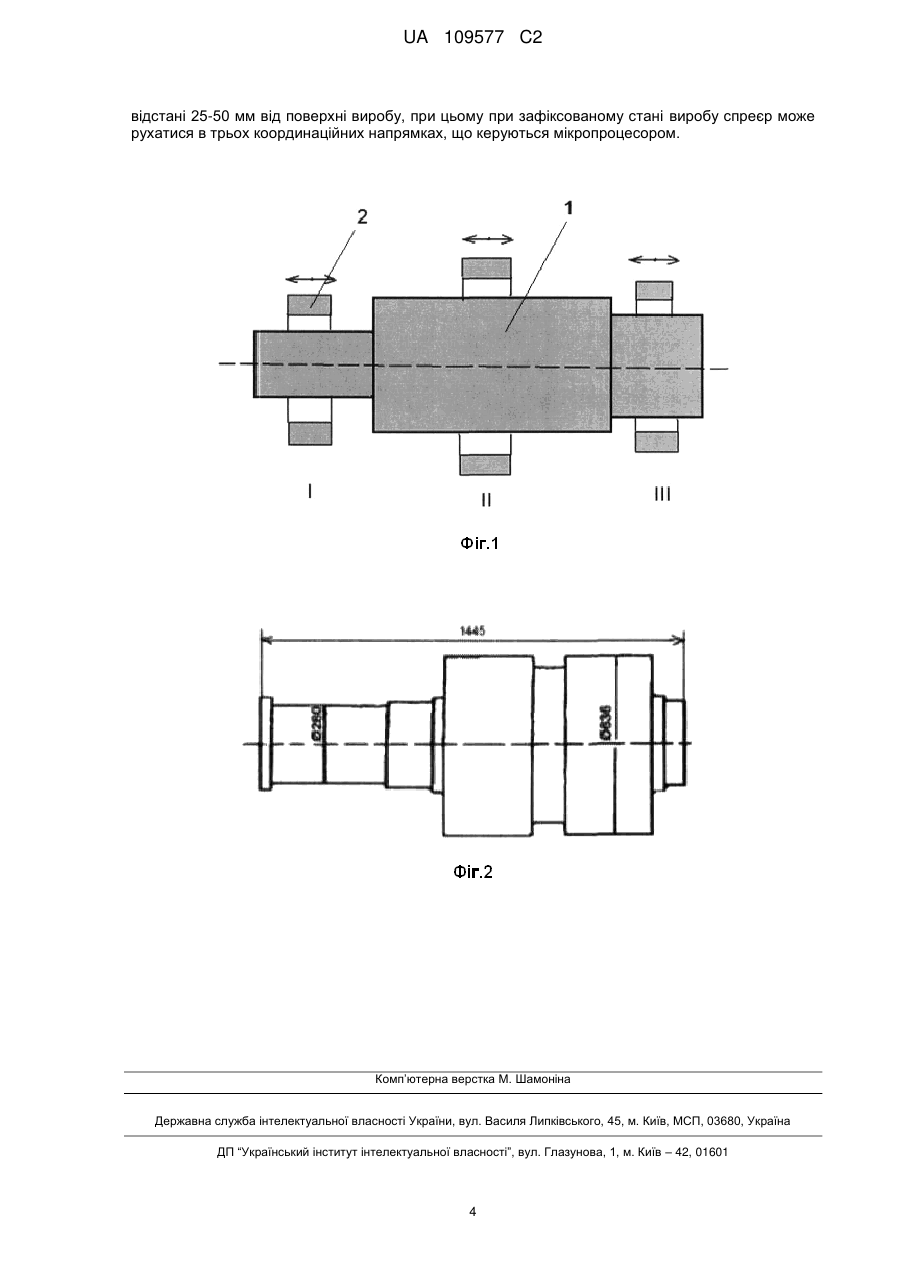
Реферат: Винахід належить до галузі металургії, а саме - способу і пристрою гартування масивних металевих виробів. Спосіб гартування полягає у диференційному охолодженні елементів масивного виробу затопленими струменями води, інтенсивність яких пропорційно збільшується зі зменшенням перерізу елементів виробу, що піддаються гартуванню. При цьому інтенсивне охолодження виробу припиняють при досягненні температури 450-500 °С в центрі масивного виробу. Пристрій складається з фіксатора і половинчастих спреєрів, які швидко рухають в трьох координаційних напрямках в залежності від форми і розмірів виробу, рух яких регулюються мікропроцесором. Винаходи у групі покращують якість виробів, створюють достатні екологічні умови при їх гартуванні, підвищують економію енергоресурсів та збільшують продуктивність виробництва. За допомогою групи винаходів можливо гартувати масивні вироби. UA 109577 C2 (12) UA 109577 C2 UA 109577 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі металургії, а саме – до способу і пристрою для гартування масивних металевих виробів складаної форми. Існують різні способи гартування масивних металевих виробів, виготовлених з легованих сталей. Відомий спосіб гартування виробів складної форми (див. А.с. СРСР № 1733484 від 15 січня 1992 року), що включає нагрівання масивних виробів до температури аустенізації і диференційне охолодження елементів виробу 3 2 розпиленою водою. Менші розміри охолоджують розпиленою водою 14-25 м /м год., а більші 3 2 розміри 2,5-14 м /м год. [1]. При досягненні температури в центрі виробу 450-500 °C процес охолодження припиняють і вироби відправляють для нагрівання у відпускних печах. Цей спосіб [1] взятий за найближчий аналог і він має дуже багато недоліків, а саме: 1. Технологія розпилу води не є стабільним процесом, оскільки отвори для води можуть забиватися брудом і окалиною або різними випадковими речами. 2. Розпилення води є досить дорогий і складний процес. 3. Технологія вимагає складних розрахунків в залежності від форми, розмірів виробу і співвідношення води та повітря у форсунках. 4. Процес охолодження масивних виробів є довгим і кропітким. 5. Приміщення для гартування може бути насиченим парами води, тому потрібні витяжні пристрої. 6. Можливе нанесення шкоди операторам. 7. Охолодження розпиленою водою не є достатньо інтенсивним, тому відсутнє додаткове зміцнення матеріалу виробів. Відомий також спосіб та пристрій [2] для інтенсивного гартування сталевих виробів (див. Патент США № 6 364, 974 В1, від 02 квітня 2002 року), в якому дуже інтенсивне охолодження водою припиняють при досягненні максимальних стисних напруг на поверхні виробу. Для циліндричних форм це відбувається, коли температура в центрі виробу стає 450 °C [3]. Ідея патенту полягає в ліквідації бульбашкового кипіння за рахунок великої течії води або дуже інтенсивних струменів. Цей патент взятий як аналог і він також має цілий ряд недоліків: 1. Технологія є енергомісткою і дорогою, особливо для масивних виробів, де потрібні потужні джерела охолодження. 2. Для масивних деталей, таких як ротори турбін і великі валки, практично неможливо застосувати пристрої, описані в патенті США № 6,364,974 В1. 3. Цей спосіб та пристрої є ефективними для високовуглецевих сталей і менш ефективними для середньовуглецевих сталей. Для ліквідації всіх цих недоліків запропонований новий спосіб та пристрій для гартування масивних виробів складної форми, а саме: 1. Спосіб для гартування масивних металевих виробів складної форми, який включає нагрівання до температури аустенізації і диференційне охолодження, і відрізняється тим, що диференційне охолодження проводять затопленими струменями води, які виходять з отворів або щілин спреєра зі швидкістю 1-10 м/с, який рухається періодично вздовж осі виробу зі швидкістю 0.5-1 м/с (див. Фіг. 1). При цьому інтенсивне охолодження припиняють при досягненні температури 450-500 °C в центрі виробу 1, Фіг. 1. 2. Спосіб для гартування масивних металевих виробів складної форми за пунктом 1 відрізняється тим, що швидкість течії води зі спреєра обернено пропорційна до розмірів поперечного перерізу кожного елемента виробу, при зафіксованих інших параметрах, а мінімальну швидкість струменя вибирають з умови відсутності парової плівки на поверхні виробу. 3. Пристрій для виконання способу за п 1 або 2, який відрізняється тим, що він складається з фіксатора виробу, половинчастих спреєрів, які разом повторюють форму виробу, і розміщені на відстані 25-50 мм від поверхні виробу. При цьому при зафіксованому стані виробу, спреєр може рухатися в трьох координаційних напрямках, що керуються мікропроцесором. До переваг заявлених способу та пристрою належить: 1. Економія великих витрат на барботаж всього об'єму гартувальної рідини в баку. 2. Стабільне забезпечення відсутності парової плівки і створення рівномірного та інтенсивного охолодження, що гарантує відсутність гартувальних тріщин. 3. Створення високих стискних напруг на поверхні виробів, що ліквідує тріщиноутворення та збільшує довговічність роботи виробів. 4. Покращення механічних властивостей матеріалу виробу. 5. Можливість зменшення легуючих елементів у виробі. Винахід ґрунтується на тому факті, що дуже інтенсивне охолодження створює стискні напруги на поверхні виробів в процесі їх гартування, навіть коли виріб прогартовується наскрізь. Також швидке охолодження призводить до додаткового зміцнення матеріалу. Ці два основні 1 UA 109577 C2 5 10 фактори є причиною запобігання створенню гартувальних тріщин і збільшенню довговічності роботи виробів після інтенсивного охолодження. Велика кількість експериментів і точні розрахунки описані в книзі [3], які можна взяти за наукову основу. Приклади здійснення операцій заявленого способу згідно з винаходом. Приклад 1 Трубчастий спреєр має діаметр 1.8 м. Він складається з двох півкіл довжиною 2.5 м. На внутрішній стороні спреєра через 25 мм виконані отвори діаметром 4 мм. Всього таких отворів 200, по 100 на кожній половинці. Треба визначити швидкість води з отвору спреєра, якщо потужність помпи 600 gpm, або 38 л/с. Швидкість води крізь отвори вираховують по формулі: w=P/nS, де Ρ є потужність помпи, S є площа отвору, n є кількість отворів. Загальна площа 2 2 -3 2 всіх отворів дорівнює: nS=2003.140.002 м =2.51210 м . Тоді 0.038м3 / с 15м / с. nS 2ю512 10 3 м2 Це занадто потужна помпа. Її можна використати ще до двох інших спреерів на кінцях ротора (див. Фіг. 1). Тоді швидкість зменшиться і стане 7.5 м/с. Приклад 2 Валок циліндричної форми з різними перерізами 800 мм, 1700 мм і 1100 мм (див. Фіг. 1) охолоджують затопленими струменями води. Швидкість струменів обернено пропорційна діаметру перерізу. Швидкість води з отворів найменшого спреєра рівна 6 м/с. Кількість отворів в спреєрі діаметром 0.9 м рівна 100, в спреєрі діаметром 1.8 м рівна 200, а в спреєрі діаметром 1.1 м рівна 150. Діаметр кожного отвору рівний 3 мм. Треба вирахувати потужність всіх трьох помп для здійснення процесу гартування згідно з винаходом. Потужність помпи для найменшого 2 2 -3 3 3 перерізу рівна Р = wnS=6м /c 100 3.14 0.0015 м =4.24 10 м / с, або 4.24 л/с, або 15.3 м за годину. Згідно з оберненою пропорційністю швидкість води у великому спреєрі рівна 2.82 м за секунду, а в середньому спрейєрі - 4.36 м/с. Тому витрата води для найбільшого діаметра 2 2 -3 3 рівна Ρ = wnS = 2.82 м / с 200 3.14 0.0015 м = 4 10 м /с. Для середнього діаметра вона 2 2 -3 3 рівна P = wnS = 4.36 м/с 150 3.14 0.0015 м = 4.6 10 м /с. Це означає, що можна вибрати -3 3 -3 3 одну помпу з витратою води Р = 3 4.6 10 м /с = 13.8 10 м /с для всіх трьох спрейєрів. 3 Тобто, помпа повинна перекачувати приблизно 50 м /год. Як видно з прикладу, спосіб є найбільш ефективний, який руйнує парову плівку при малих енергетичних витратах, оскільки близько до поверхні виробу подається холодна циркулююча вода, що різко збільшує критичні теплові потоки. Диференційне інтенсивне охолодження створює рівномірно розподілені стискні напруги по поверхні виробу, що гарантує відсутність гартувальних тріщин. Механічні властивості матеріалу (міцність та пластичність) збільшуються. Замість пожежонебезпечних гартувальних олій використовується звичайна вода, що є найбільш дешевим варіантом. Екологія в гартувальних цехах покращується. Приклад 3 Валок з високолегованої сталі (AISI 4340) діаметром 0.6 м і довжиною 7 м охолоджують в воді шляхом горизонтального занурення. Треба задати режим роботи спреєра, який би гарантував відсутність парової плівки і відсутність гартувальних тріщин при інтенсивному охолодженні. Відомо, що швидкість струменя 5 м/с на виході отвору діаметром 2.4 мм і відстані один від одного 10 мм та відстані до поверхні 25 мм забезпечує відсутність парової плівки та тріщиноутворення при гартуванні. Треба визначити потужність помпи та час припинення інтенсивного охолодження при досягненні температури в центрі виробу 450 °C. Згідно з вихідними даними, діаметр спреєра рівний D=0.6м+20.025м=0.65м. Або довжина круга рівна L=3.140.65м=2м. На такій довжині можливо зробити 200 отворів через кожні 10 мм. 2 2 -6 2 Площа одного отвору дорівнює S=3.140.0012 м =4.5210 м . Всі отвори в спрейєрі займають -6 2 -4 2 площу S=2004.5210 м =9.04310 м. Тоді потужність помпи рівна 2 2 -3 3 Ρ=wnS=5м/с2003.140.0015 м =4.510 м /с, або 4.5 літрів за кожну секунду. Спреєр рухається вздовж осі виробу зі швидкістю 1 м/с. Один цикл переміщення займає приблизно 15 с. Час охолодження центра валка від температури 850 °C до 450 °C рівний w 15 20 25 30 35 40 45 50 850 20 K 15560 10 6 м2 0.48 ln 3202 c , або 0.9 години або 54 хвилини. aKn 1.16 450 20 5.4 10 6 м2 / c 0.9 -6 2 Де a=.410 м /c, Кn=0.9, K R2 0.3 2 15560 10 6 м2 . 5.784 5.784 2 UA 109577 C2 5 10 15 20 25 30 35 40 Таким чином, валок треба охолоджувати у воді 54 хвилини, рухаючи спреєр вздовж осі валка 1 м/с і подаючи воду від помпи в кількості 4.5 літрів за секунду. Технологія збільшує довговічність роботи виробу, економить гартувальну олію, покращує умови праці. Приклад 4. Валок (див. Фіг. 2) різних перерізів по довжині гартують в антикорозійному слабому розчині солей, які також збільшують критичні теплові потоки. Валок виготовлений зі сталі 35ХМ. Його розміри такі: довжина 1.445 м, діаметр тонкого перерізу 0.28 м, діаметр найбільшого перерізу 0.636 м. Відповідно до указаних розмірів виготовлені два спреєри з внутрішнім діаметром 0.330 м і 0.686 м, довжина яких 1 м і 2 м. Малий спреєр має 50 отворів діаметром 4 мм, а великий - 100 отворів таких же розмірів. 2 -3 2 Загальна площа отворів в малому спреєрі рівна S=503.140.002 =0.62810 м . Загальна 2 -3 2 площа отворів у великому спрейєрі рівна S=1003.140.002 =1.25610 м . Швидкість течії стрменів в малому спреєрі 10 м за секунду, а в великому - 5 м/с. Малий спреєр рухається періодично вздовж осі виробу зі швидкістю 1 м/с, а великий - 0.5 м/с. Число Кондратьева Kn в таких умовах охолодження рівне 0.92. Коефіцієнт форми Кондратьева виробу рівний 16148 10 6 2 -6 2 м [3]. Температуропровідність матеріалу рівна 5.410 м /с. Треба визначити потужність помпи і час охолодження від 860 °C до 500 °C в центрі виробу. Для малого спрейєра 2 2 -3 3 2 P=wnS=10м/с503.140.002 м =6.2810 м /с, а для великого P=wnS=5м/с1003.140.002 2 -3 3 -3 м =6.2810 м /с 5. Для двох спреєрів потрібна одна помпа потужністю Ρ=26.2810 м 3 -3 3 /с.=12.610 м /с, або приблизно 13 літрів за секунду. Час охолодження рівний 860 20 16148 10 6 м2 0.48 ln 3250 c , або 54 хвилини. an 1.04 500 20 5.4 10 6 м2 / c 0.92 При такому охолодженні міцність матеріалу збільшилась на 12 %, а пластичність на 100 %. Гартувальна олія замінена екологічно чистим розчином води. Запропонований винахід має дві принципові відмінності. 1. Леговані сталі, як правило, охолоджують в гартувальних оліях, водних розчинах полімерів високої концентрацій, де переважно існує плівкове кипіння, яке створює повільне охолодження і низькі розтяжні напруги. На противагу існуючим способам, запропоновано негайно руйнувати парову плівку і охолоджувати інтенсивно вироби для створення стисних напружень на їх поверхні. 2. Існує думка, що тонкі елементи виробу треба охолоджувати повільно, а масивніші більш інтенсивно (див. А.с. № 1518390 від 1978 року) [4]. На противагу існуючим поглядам, у винаході тонкі елементи виробу охолоджуються дуже інтенсивно, а масивні - повільніше. Такі висновки базуються на великій кількості експериментальних даних і точних розрахунках [3]. Джерела інформації: 1. Н.И.Кобаско, Способ закалки изделий сложной конфигурации, А.с. СРСР №1733484 А1, заявка №4862146 от 9 июля 1990. Публикация: Б.И. № 18, 1992. 2. М.І.Кобаско, Патент США № 6,364,974 В1 віл 18 квітня 2002 року. 3. N.I.Kobasko, M.A.Aronov, J.A.Powell, and G.E.Totten, Intensive Quenching Systems: Engineering and Design, ASTM International, Conshohocken, USA, 234 pages. 4. A. C. CPCP№ 1518390, КЛ.С21Д1/18, 1978. Креслення До способу та пристрою для гартування масивних металевих виробів складної форми. ФОРМУЛА ВИНАХОДУ 45 50 55 1. Спосіб для гартування масивних металевих виробів складної форми, який включає нагрівання їх до температури аустенізації і диференційне охолодження, який відрізняється тим, що диференційне охолодження проводять затопленими струменями води, які випускають з отворів або щілин спреєра зі швидкістю 1-10 м/с, який рухають періодично вздовж осі виробу зі швидкістю 0,5-1 м/с, при цьому інтенсивне охолодження вказаних виробів припиняють при досягненні температури 450-500 °С в центрі виробу. 2. Спосіб для гартування масивних металевих виробів складної форми за п. 1, який відрізняється тим, що швидкість течії води із спреєра обернено пропорційна до розмірів поперечного перерізу кожного елемента виробу, при зафіксованих інших параметрах, а мінімальну швидкість струменя вибирають за умови відсутності парової плівки на поверхні виробу. 3. Пристрій для виконання способу за п. 1 або 2, який відрізняється тим, що він складається з фіксатора виробу, половинчастих спреєрів, які разом повторюють форму виробу і розміщені на 3 UA 109577 C2 відстані 25-50 мм від поверхні виробу, при цьому при зафіксованому стані виробу спреєр може рухатися в трьох координаційних напрямках, що керуються мікропроцесором. Комп’ютерна верстка М. Шамоніна Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюKobasko Mykola Ivanovych
Автори російськоюКобаско Николай Иванович
МПК / Мітки
МПК: C21D 1/667, C21D 1/78, C21D 1/18, C21D 1/62, C21D 9/28
Мітки: спосіб, виробів, пристрій, форми, гартування, здійснення, металевих, масивних, складної
Код посилання
<a href="https://ua.patents.su/6-109577-sposib-gartuvannya-masivnikh-metalevikh-virobiv-skladno-formi-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб гартування масивних металевих виробів складної форми та пристрій для його здійснення</a>
Спосіб інтенсивного гартування металевих виробів
Номер патенту: 109572
Опубліковано: 10.09.2015
Автор: Кобаско Микола Іванович
МПК: C21D 1/56, C21D 1/63, C21D 1/18, C21D 1/78
Мітки: металевих, гартування, спосіб, інтенсивного, виробів
Формула / Реферат:
1. Спосіб інтенсифікації гартування металевих виробів, що включає їх нагрівання і охолодження в направленій течії води з гідродинамічними коливаннями в ній, який відрізняється тим, що частоту гідродинамічних коливань рідини встановлюють рівною частоті коливань парової плівки, створюючи резонанс, який ефективно руйнує парову плівку і тим самим інтенсифікує процес...
Спосіб нанесення покриття на поверхні металевих виробів і пристрій для його здійснення
Номер патенту: 74205
Опубліковано: 15.11.2005
Автори: Льняной Віталій Миколаєвич, Гусаров Василь Георгійович, Красніков Олексій Іванович, Калашніков Микола Олександрович
МПК: B05B 13/02, B05B 13/00, B05D 7/14
Мітки: спосіб, нанесення, здійснення, пристрій, виробів, металевих, покриття, поверхні
Формула / Реферат:
1. Спосіб нанесення покриття на поверхні металевих виробів, який включає операцію підготовки поверхні виробу, приготування суміші, нанесення суміші на нагріту до температури плавлення суміші обертову поверхню виробу та термообробку, який відрізняється тим, що під час приготування і нанесення суміш піддають вібрації з частотою 50-100 Гц і амплітудою 0,25-1,0 мм у горизонтальній і вертикальній площинах, нанесення здійснюють струменем...
Спосіб виготовлення великогабаритних виробів складної форми з літійалюмосилікатного ситалу
Номер патенту: 45553
Опубліковано: 10.11.2009
Автори: Чаловський Михайло Федорович, Зінченко Станіслав Володимирович, Трегубов Микола Федорович, Крючкова Євгенія Григорівна
МПК: C04B 35/18, C03C 10/00
Мітки: виробів, сіталу, складної, форми, виготовлення, літійалюмосилікатного, спосіб, великогабаритних
Формула / Реферат:
Спосіб виготовлення великогабаритних виробів складної форми з літійалюмосилікатного ситалу, який полягає в подрібненні матеріалу мокрим способом, формуванні виробів методом шлікерного литва в пористі гіпсові форми та термообробці, який відрізняється тим, що формування заготовок виконується свіжоприготовленим шлікером зі щільністю 1,8...1,9 г/см3, вологістю 18...20 %, тониною помолу 1...5,5 %, в'язкістю 10...20 сек., витримується у формі до...
Спосіб виготовлення порошкових виробів складної форми з бічними відростками
Номер патенту: 77860
Опубліковано: 25.02.2013
Автори: Білянська Ірина Олександрівна, Рябічева Людмила Олександрівна, Нікітін Юрій Миколайович
МПК: B22F 5/00
Мітки: виробів, бічними, порошкових, спосіб, відростками, виготовлення, складної, форми
Формула / Реферат:
Спосіб виготовлення порошкових виробів складної форми з бічними відростками, який полягає у пресуванні пористої заготовки простої форми, спіканні, штампуванні, яке виконують в умовах всебічного стиску у дві стадії за один хід пресового інструмента, на першій стадії доущільнюють заготовку простої конфігурації, а на другій формують і ущільнюють бічний відросток, який відрізняється тим, що заготовку штампують на холодну, де на першій стадії...
Спосіб виготовлення порошкових виробів складної форми
Номер патенту: 65025
Опубліковано: 25.11.2011
Автори: Нікітін Юрій Миколайович, Рябічева Людмила Олександрівна, Добриднєва Алла Ігорівна
Мітки: форми, спосіб, виробів, складної, виготовлення, порошкових
Формула / Реферат:
Спосіб виготовлення порошкових виробів складної форми, що включає пресування пористої заготовки простої форми, спікання, гаряче штампування, яке виконують в умовах всебічного стиску у дві стадії за один хід пресового інструменту, який відрізняється тим, що на першій стадії заготовку деформують без підпору, а на другій - формують і ущільнюють бічний відросток додатковими пуансонами і підпорами.
Попередній патент: Ствольна коробка пневматичної гвинтівки
Наступний патент: Композиція інгредієнтів для приготування напою “водка арий” (варіанти)
Випадковий патент: Спосіб виготовлення штучної кисті