Універсальний пристрій для виготовлення гвинтових заготовок різного профілю
Номер патенту: 118403
Опубліковано: 10.08.2017
Автори: Навроцька Тетяна Дем'янівна, Котик Роман Миколайович, Радик Марія Дмитрівна, Дячун Андрій Євгенович, Клендій Володимир Михайлович
Формула / Реферат
Універсальний пристрій для виготовлення гвинтових заготовок, який виконаний у вигляді циліндричного кулачка, до торцевої поверхні якого по центру правого торця жорстко закріплена ступінчаста оправка, торцева поверхня якої виконана у вигляді профільного виступу, який виконано у вигляді гвинтової поверхні одного кроку з кроком рівним товщині смуги дія навивання гвинтової заготовки, а у більшому ступені виконано осьовий паз, в якому жорстко закріплено кінець смуги, який відрізняється тим, що пристрій оснащений двома механізмами закріплення кінців смуги для навивання коротких і довгих гвинтових заготовок, який виконано у вигляді торцевого кулачка, по центру з права торця якого загвинчено ступінчасту змінну оправку необхідного розміру в сторону її закручування і в сторону протилежну навивання гвинтової заготовки, а торцева поверхня якої виконана у вигляді профільної виточки під притискний ролик і другого профільного виступу, який виконано у вигляді гвинтової поверхні з кроком рівним товщині смуги для навивання спіралі, а у більшому ступені оправки виконано осьовий паз, в якому жорстко закріплюють кінець смуги для виготовлення довгих заготовок, а для коротких заготовок пристрій оснащений шпоночною втулкою, яка внутрішнім шліцьовим отвором є у взаємодії з зовнішнім діаметром оправки і шпонкою з можливістю осьового переміщення, а зверху в шліцьовій втулці виконано осьовий паз для встановлення кінця смуги для коротких заготовок, крім цього знизу пристрою під оправкою жорстко встановлено жолоб, який є у взаємодії з навитою гвинтовою заготовкою довгих розмірів, крім цього в торці оправки виконано внутрішній шестигранник під ключ для її закручування, а зовнішня поверхня змінних оправок є загартованою і виконаною з конусною поверхнею з кутом 1…1,5 в сторону сходження смуги при навиванні.
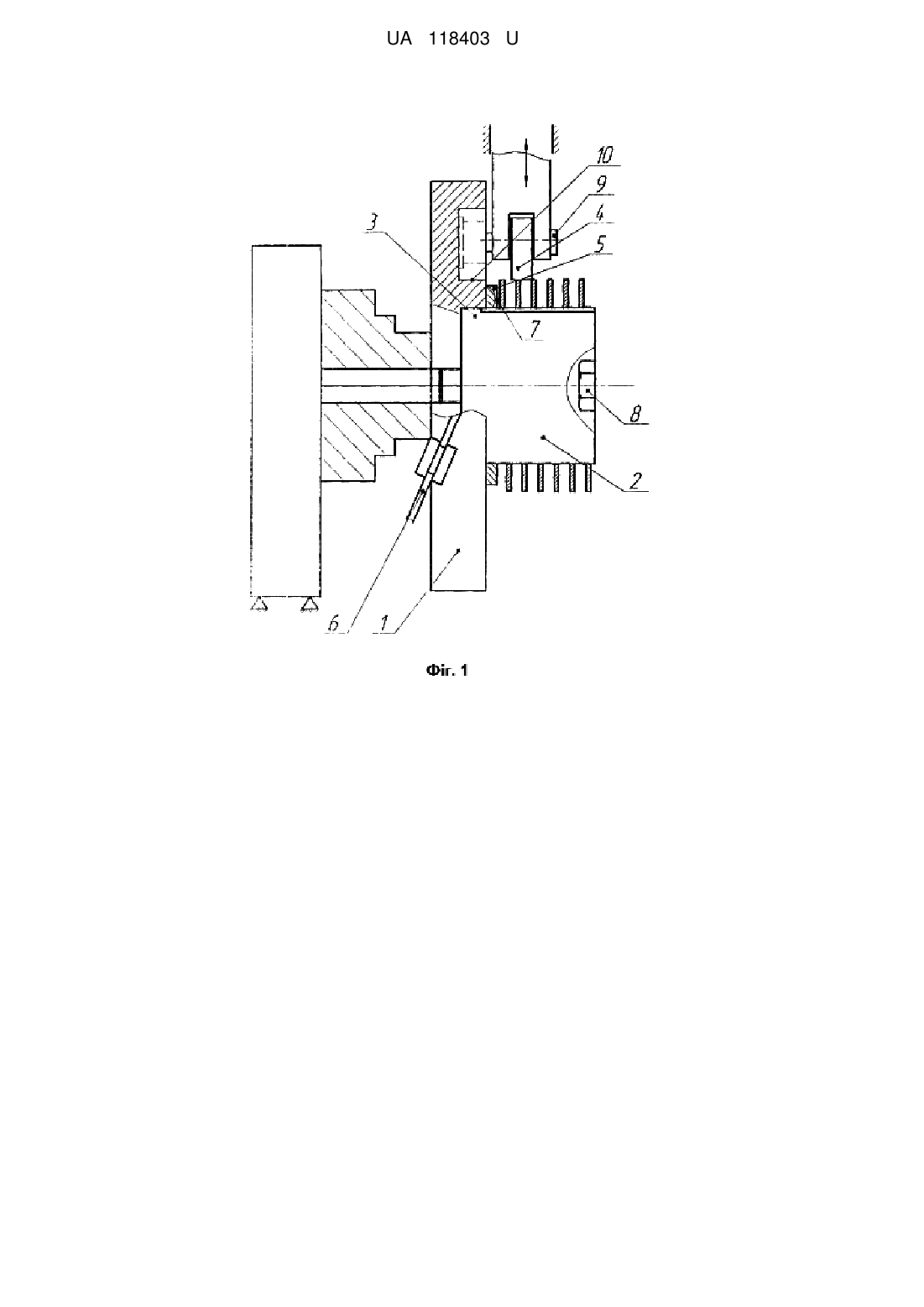
Текст
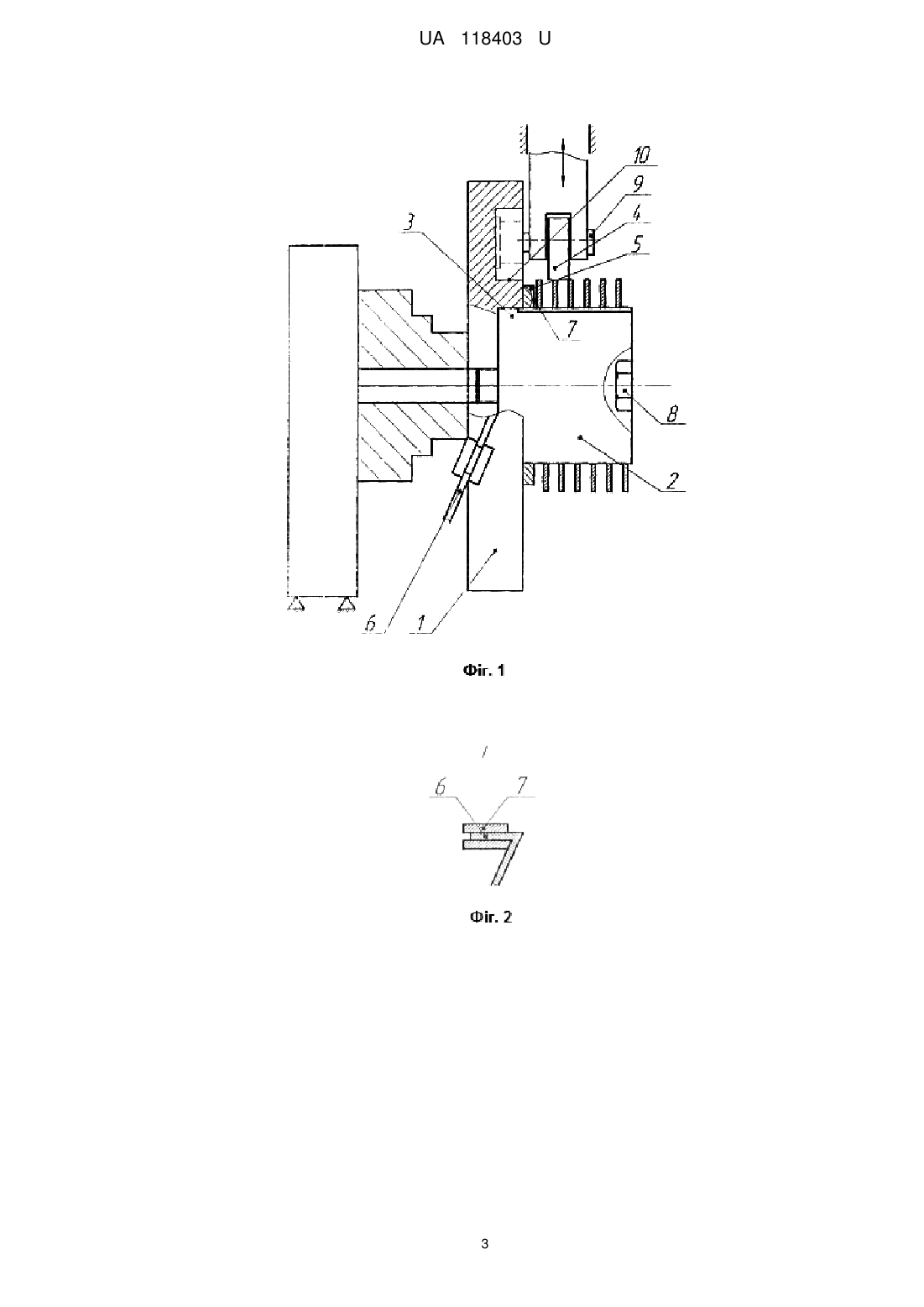
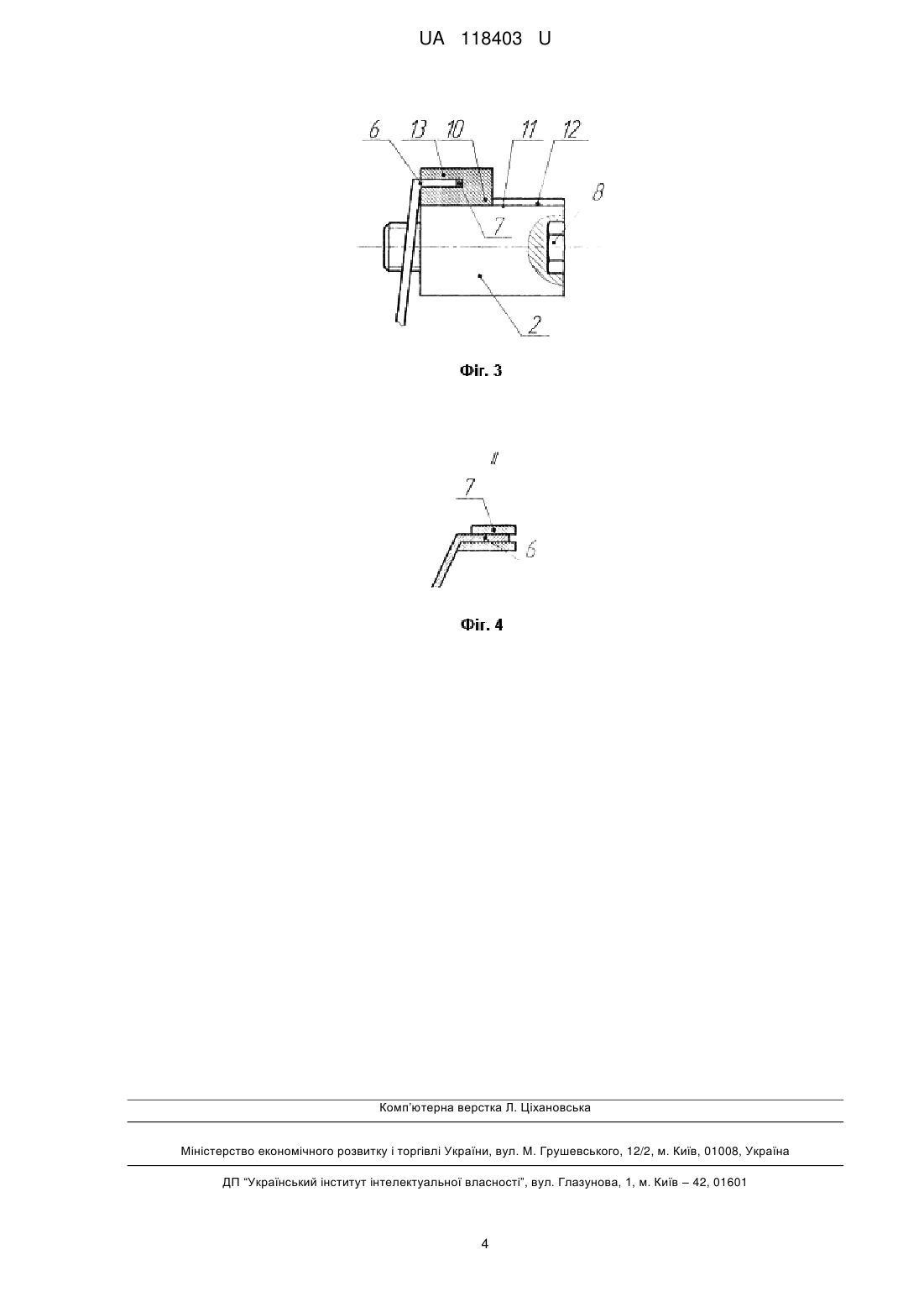
Реферат: Універсальний пристрій для виготовлення гвинтових заготовок виконаний у вигляді циліндричного кулачка, до торцевої поверхні якого по центру правого торця жорстко закріплена ступінчаста оправка, торцева поверхня якої виконана у вигляді профільного виступу, який виконано у вигляді гвинтової поверхні одного кроку з кроком рівним товщині смуги для навивання гвинтової заготовки, а у більшому ступені виконано осьовий паз, в якому жорстко закріплено кінець смуги. Додатково пристрій оснащений двома механізмами закріплення кінців смуги для навивання коротких і довгих гвинтових заготовок. У більшому ступені оправки виконано осьовий паз, в якому жорстко закріплюють кінець смуги для виготовлення довгих заготовок. Для коротких заготовок пристрій оснащений шпоночною втулкою. Зверху в шліцьовій втулці виконано осьовий паз для встановлення кінця смуги для коротких заготовок. Знизу пристрою під оправкою жорстко встановлено жолоб, який є у взаємодії з навитою гвинтовою заготовкою довгих розмірів. В торці оправки виконано внутрішній шестигранник під ключ для її закручування. Зовнішня поверхня змінних оправок є загартованою і виконаною з конусною поверхнею з кутом 1…1,5 в сторону сходження смуги при навиванні. UA 118403 U (12) UA 118403 U UA 118403 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування і може мати використана для виготовлення циліндричних і профільних гвинтових заготовок. Відомий пристрій для навивання гвинтових заготовок, який виконано у вигляді циліндричного кулачка до торцевої поверхні, якою по центру справа жорстко закріплена ступінчаста оправка, торцева поверхня якої виконана у вигляді профільного виступу, який виконано у вигляді гвинтової поверхні з кроком рівним товщині смуги для навивання спіралі, а у більшому ступені оправки виконано осьовий паз, в якому жорстко закріплено кінець смуги (Гевко Б.M. та інші. "Механізми з гвинтовими пристроями". - Львів: видавництво ''Світ", 1993. - Рис.62). Основним його недоліком є обмеження технологічних можливостей і мала продуктивність праці. Задачею корисної моделі є розширення технологічних можливостей і підвищення продуктивності праці шляхом виконання універсального пристрою для виготовлення гвинтових заготовок різного профілю, який виконано у вигляді циліндричного кулачка, до торцевої поверхні якого по центру правого торця жорстко закріплена ступінчаста оправка, торцева поверхня якої виконана у вигляді профільного виступу, який виконано у вигляді гвинтової поверхні одного кроку з кроком рівним товщині смуги для навивання гвинтової заготовки, а у більшому ступені виконано осьовий паз, в якому жорстко закріплено кінець смуги, причому пристрій оснащений двома механізмами закріплення кінців смуги для навивання коротких і довгих гвинтових заготовок, який виконано у вигляді торцевого кулачка, по центру з права торця якого загвинчено ступінчасту змінну оправку необхідного розміру в сторону її закручування і в сторону протилежну навивання гвинтової заготовки, торцева поверхня якої виконана у вигляді профільної виточки під притискний ролик і другого профільного виступу, який виконано у вигляді гвинтової поверхні з кроком рівним товщині смуги для навивання спіралі, а у більшому ступені оправки виконано осьовий паз, в якому жорстко закріплюють кінець смуги для виготовлення довгих заготовок, а для коротких заготовок пристрій оснащений шпоночною втулкою, яка внутрішнім шліцьовим отвором є у взаємодії з зовнішнім діаметром оправки і шпонкою з можливістю осьового переміщення, а зверху в шліцьовій втулці виконано осьовий паз для встановлення кінця смуги для коротких заготовок, крім цього знизу пристрою під оправкою жорстко встановлено жолоб, який є у взаємодії з навитою гвинтовою заготовкою довгих розмірів, крім цього в торці оправки виконано внутрішній шестигранник під ключ для її закручування, а зовнішня поверхня змінних оправок є загартованою і виконана з конусною поверхнею з кутом 1…1,5 в сторону сходження смуги при навиванні. Універсальний пристрій для виготовлення гвинтових заготовок різного профілю зображено на фіг. 1 і фіг. 2 - вид зверху на фіг. 1. Універсальний пристрій для виготовлення гвинтових заготовок різного профілю виконано у вигляді циліндричного торцевого кулачка 1, до якого по центру з правого торця загвинчено змінну ступінчасту оправку 2 циліндричної чи профільної форми в сторону її закручування. Торцева права поверхня виконана з двох виступів - першого 3, який визначає профіль виточки під притискний ролик 4, і другого профілю 5, який виконано у вигляді гвинтової поверхні одного кроку з кроком рівним товщині смуги 6 для навивання гвинтових спіралей. А у більшому ступені оправки 2 виконано осьовий паз 7, в якому·закріплюють кінець смуги 6. Крім цього в торці оправки 2 виконано внутрішній шестигранник для закручування оправки 2 в різьбовому отворі торцевого кулачка 1 в напрямку її закручування, фактично в сторону протяжну напрямку навивки гвинтової спіралі. Стрічка 6 зверху є у взаємодії з притискним роликом 8, який на осі 9 провертається кругом, притискає стрічку 6 і здійснює зворотно-поступальні рухи зверху вниз при навиванні еліпсних гвинтових заготовок. При цьому притискний ролик 8 жорстких кріпиться на осі 9 і з можливістю вільного прокручування копіює при цьому контури кола 10. Для навивання коротких гвинтових заготовок використовують шліцьову втулку 11 з шпоночним пазом 12, який є у взаємодії з оправкою 2 і шпонкою 13, яка жорстко кріпиться до оправки з можливістю осьового переміщення шліцьової втулки 13. Крім цього зверху шліцьової втулки 13 виконано осьовий паз 14 для встановлення кінця смуги 6 зігнутим кінцем під кутом 90° тільки в протилежну сторону. Робота пристрою для навивання довгих гвинтових заготовок здійснюється наступним чином. Кінець смуги 6 згинають під кутом 90° і встановлюють в паз 7 і закріплюють його відомим способом. Після цього здійснюється підведення притискного (формоутворюючого) ролика 8 до торця смуги 6 на ребро, а внутрішня поверхня є у взаємодії з зовнішньою поверхнею оправки 2. При цьому вимикають пристрій, в результаті чого стрічка 6 під дією притискного ролика 6 і оправки 2 здійснюється формоутворення гвинтової заготовки. Після закінчення процесу кінець 7 звільняють від затиску і заготовку знімають з оправки. 1 UA 118403 U 5 10 Технологічний процес навивання коротких гвинтових заготовок здійснюється наступним чином. Кінець смуги 6 згинають під кутом 90° в протилежну сторону в порівнянні з попереднім випадком і закріпляють його в пазу 14 шліцьової втулки 13. Після цього здійснюють підведення притискного ролика 8 до торця смуги 6 на ребро, а внутрішня поверхня є у взаємодії з зовнішньою поверхнею оправки 2. Після цього вмикають пристрій, в результаті чого стрічка 6 під дією притискного ролика 6 і обертання оправки 2 здійснює формоутворення гвинтової заготовки. Після закінчення технологічного процесу навивання кінець 7 заготовки звільняють з шліцьової втулки 13 і заготовку знімають з оправки. Жолоб під заготовку на кресленні не показано. До переваг запропонованого пристрою належить розширення технологічних можливостей і підвищення продуктивності праці. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 30 35 Універсальний пристрій для виготовлення гвинтових заготовок, який виконаний у вигляді циліндричного кулачка, до торцевої поверхні якого по центру правого торця жорстко закріплена ступінчаста оправка, торцева поверхня якої виконана у вигляді профільного виступу, який виконано у вигляді гвинтової поверхні одного кроку з кроком рівним товщині смуги дія навивання гвинтової заготовки, а у більшому ступені виконано осьовий паз, в якому жорстко закріплено кінець смуги, який відрізняється тим, що пристрій оснащений двома механізмами закріплення кінців смуги для навивання коротких і довгих гвинтових заготовок, який виконано у вигляді торцевого кулачка, по центру з права торця якого загвинчено ступінчасту змінну оправку необхідного розміру в сторону її закручування і в сторону протилежну навивання гвинтової заготовки, а торцева поверхня якої виконана у вигляді профільної виточки під притискний ролик і другого профільного виступу, який виконано у вигляді гвинтової поверхні з кроком рівним товщині смуги для навивання спіралі, а у більшому ступені оправки виконано осьовий паз, в якому жорстко закріплюють кінець смуги для виготовлення довгих заготовок, а для коротких заготовок пристрій оснащений шпоночною втулкою, яка внутрішнім шліцьовим отвором є у взаємодії з зовнішнім діаметром оправки і шпонкою з можливістю осьового переміщення, а зверху в шліцьовій втулці виконано осьовий паз для встановлення кінця смуги для коротких заготовок, крім цього знизу пристрою під оправкою жорстко встановлено жолоб, який є у взаємодії з навитою гвинтовою заготовкою довгих розмірів, крім цього в торці оправки виконано внутрішній шестигранник під ключ для її закручування, а зовнішня поверхня змінних оправок є загартованою і виконаною з конусною поверхнею з кутом 1…1,5 в сторону сходження смуги при навиванні. 2 UA 118403 U 3 UA 118403 U Комп’ютерна верстка Л. Ціхановська Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B65G 33/14
Мітки: виготовлення, гвинтових, заготовок, пристрій, різного, універсальний, профілю
Код посилання
<a href="https://ua.patents.su/6-118403-universalnijj-pristrijj-dlya-vigotovlennya-gvintovikh-zagotovok-riznogo-profilyu.html" target="_blank" rel="follow" title="База патентів України">Універсальний пристрій для виготовлення гвинтових заготовок різного профілю</a>
Універсальний пристрій для навивання профільних гвинтових заготовок
Номер патенту: 99015
Опубліковано: 12.05.2015
Автори: Дячун Андрій Євгенович, Кучвара Іван Миколайович, Гудь Віктор Зеновійович, Гевко Ігор Богданович
МПК: B21D 11/06
Мітки: гвинтових, універсальний, профільних, навивання, заготовок, пристрій
Формула / Реферат:
Універсальний пристрій для навивання профільних гвинтових заготовок, який виконано у вигляді станини, ступінчастої оправки, торцева поверхня якої виконана у вигляді гвинтової поверхні з кроком, рівним товщині смуги, а у більшому ступені оправки виконано осьовий паз для фіксації кінця смуги, механізмів радіального і осьового притискування, який відрізняється тим, що в торцевій поверхні більшого ступеня оправки по її центру виконано гвинтовий...
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 65124
Опубліковано: 15.03.2004
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: заготовок, гофрованих, гвинтових, пристрій, виготовлення
Формула / Реферат:
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді ступінчатої оправки із торцевим виступом, осьовим пазом для затиску переднього кінця смуги і приводом обертання, формуючого і притискного роликів гвинтової заготовки з приводом переміщення формуючого ролика паралельно осі ступінчатої оправки, формуючий ролик встановлено на осі перпендикулярно осі ступінчатої оправки з можливістю вільного обертання, який...
Пристрій для навивання еліпсних гвинтових заготовок
Номер патенту: 98903
Опубліковано: 12.05.2015
Автори: Гудь Віктор Зеновійович, Саранчук Лілія Іванівна, Дячун Андрій Євгенович, Кучвара Іван Миколайович, Гевко Ігор Богданович
МПК: B21D 11/06
Мітки: заготовок, пристрій, еліпсних, гвинтових, навивання
Формула / Реферат:
Пристрій для навивання еліпсних гвинтових заготовок, який складається зі станини, ступінчастої оправки, торцева поверхня якої виконана у вигляді гвинтової поверхні з кроком, рівним товщині смуги, а у більшому ступені оправки виконано осьовий паз для фіксації кінця смуги, механізмів радіального і осьового притискування, який відрізняється тим, що оправка виконана еліпсної форми, з розміром, меншим по параметрах навивної заготовки з...
Пристрій для неперервного навивання гвинтових заготовок

Номер патенту: 36854
Опубліковано: 10.11.2008
Автори: Ляшук Олег Леонтійович, Палюх Андрій Ярославович, Івасечко Роман Романович, Гевко Ігор Богданович
МПК: B21D 11/06
Мітки: неперервного, гвинтових, заготовок, навивання, пристрій
Формула / Реферат:
Пристрій для неперервного навивання гвинтових заготовок, який виконано у вигляді циліндричної оправки, яка лівим кінцем жорстко закріплена в патроні верстата з можливістю кругового обертання, приводу, механізму натягу дроту, притискної оправки з роликами, установчих і кріпильних елементів, який відрізняється тим, що на правому кінці циліндричної оправки з торця виконано відкритий радіальний паз діаметром, більшим від діаметра дроту гвинтової...
Пристрій для виготовлення гвинтових заготовок
Номер патенту: 54140
Опубліковано: 25.10.2010
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович, Левкович Михайло Генадійович
МПК: B21D 11/06
Мітки: гвинтових, заготовок, виготовлення, пристрій
Формула / Реферат:
Пристрій для виготовлення гвинтових заготовок, що містить оправу з кільцевим виступом і механізмом затиску переднього кінця стрічки на оправі, направляючий ролик для стрічки та формоутворюючий ролик, вісь якого розміщена перпендикулярно до осі оправи, а робоча поверхня якого виконана ступеневою з більшим ступенем з робочою торцевою поверхнею та меншим ступенем із зовнішньою робочою поверхнею, який відрізняється тим, що зовнішня робоча...
Попередній патент: Багатоступенева оправка для оброблення деталей типу кілець і втулок
Наступний патент: Гвинтовий добувний модуль озерних сапропелів
Випадковий патент: Вагон-хопер