Спосіб з’єднання деталей з використанням мікрошарових матеріалів
Номер патенту: 23980
Опубліковано: 15.04.2002
Формула / Реферат
1. Способ соединения деталей с использованием микрослойных материалов, включающий очистку стыковочных поверхностей соединяемых деталей, создание между стыковочными поверхностями соединяемых деталей промежуточного слоя, соединение деталей в сборку, сжатие, нагрев и выдержку в течение определенного времени, отличающийся тем, что промежуточный слой создают из микрослойного материала, образованного множеством чередующихся микрослоев, одна часть которых состоит из наиболее легкоплавкого компонента, входящего в состав соединяемых деталей, другая часть включает все остальные компоненты соединяемых деталей, а соотношение толщин указанных чередующихся микрослоев выбирают так, чтобы состав промежуточного слоя в целом соответствовал составу соединяемых деталей, при этом нагрев производят до температуры, близкой к температуре плавления микрослоев из наиболее легкоплавкого компонента, выдержку производят при температуре, давлении и времени, которые обеспечивают образование между соединяемыми деталями твердой однородной зоны соединения с составом, соответствующим составу соединяемых деталей.
2. Способ по п. 1, отличающийся тем, что промежуточный слой из микрослойного материала создают в виде покрытия последовательным нанесением указанных чередующихся микрослоев на стыковочную поверхность одной или всех соединяемых деталей.
3. Способ по п. 1, отличающийся тем, что промежуточный слой из микрослойного материала создают в виде многослойной фольги, состав которой соответствует составу соединяемых деталей.
Текст
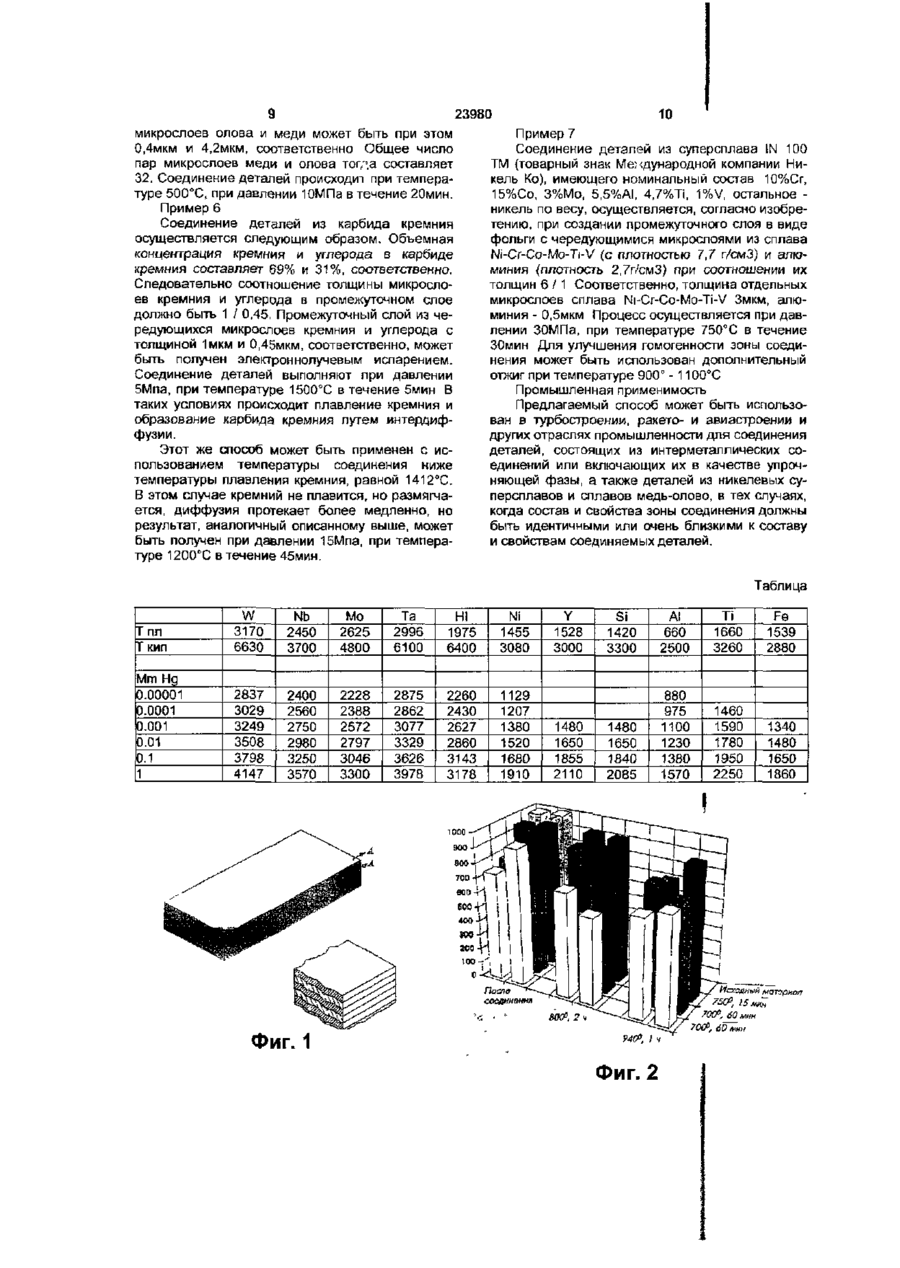
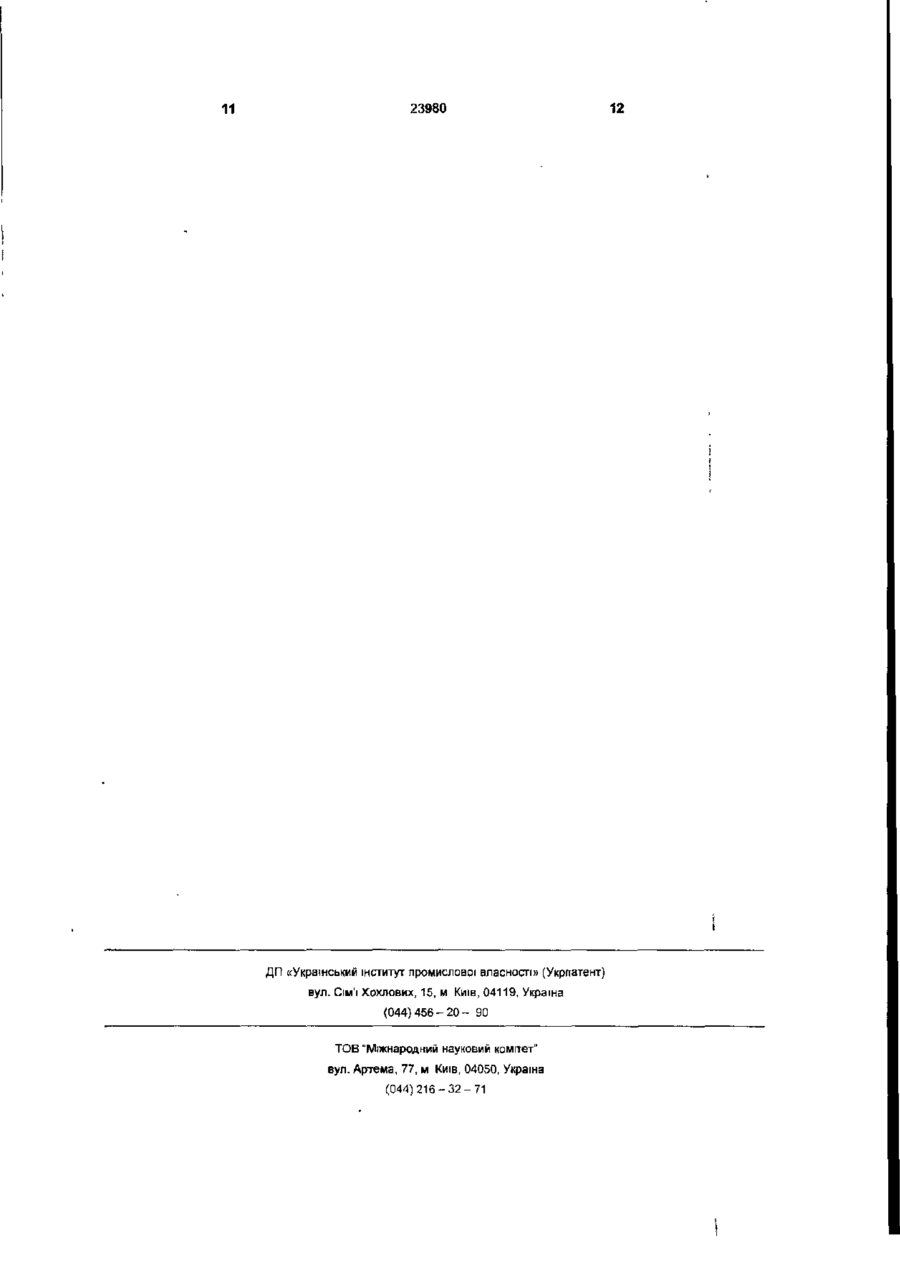
1 Способ соединения деталей с использованием микрослойных материалов, включающий очистку стыковочных поверхностей соединяемых деталей, создание между стыковочными поверхностями соединяемых деталей промежуточного слоя, соединение деталей в сборку, сжатие, нагрев и выдержку в течение определенного времени, отличающийся тем, что промежуточный слой создают из микрослойного материала, образованного множеством чередующихся микрослоев, одна часть которых состоит из наиболее легкоплавкого компонента, входящего в состав соединяемых деталей, другая часть включает все остальные компоненты соединяемых деталей, а соотношение толщин указанных чередующихся микрослоев выбирают так, чтобы состав промежуточного слоя в целом соответствовал составу соединяемых деталей, при этом нагрев производят до температуры, близкой к температуре плавления микрослоев из наиболее легкоплавкого компонента, выдержку производят при температуре, давлении и времени, которые обеспечивают образование между соединяемыми деталями твердой однородной зоны соединения с составом, соответствующим составу соединяемых деталей 2 Способ по п 1, отличающийся тем, что промежуточный слой из микрослойного материала создают в виде покрытия последовательным нанесением указанных чередующихся микрослоев на стыковочную поверхность одной или всех соединяемых деталей Данное изобретение относится к способу соединения в твердом состоянии деталей из интерметаллических соединений, сплавов, содержащих интерметаллические соединения, и некоторых других сплавов, содержащих элементы с точками плавления значительно ниже точки плавления самого сплава Используемые в аэрокосмической технологии, в частности при изготовлении деталей двигателей газовых турбин, двигателей ракет, искусственных спутников и т п материалы должны обладать уникальными сочетаниями свойств В частности, такие материалы должны иметь высокую прочность при повышенных температурах в сочетании с низкой плотностью Во многих материалах, исследованных ранее и исследуемых в настоящее время, такое сочетание свойств достигается в целом или частично посредством использования интерметаллических соединений, таких как Ni3AI, ТіЗАІ, или карбида кремния В этой связи представляют интерес и суперсплавы, например, на основе никеля и титана Материалы, для которых предлагается данное изобретение, приведены в таблице Они представляют собой керамику из карбида кремния, суперсплавы на основе никеля, титановые сплавы, алюминиды титана ТіАІ и ТіЗАІ, алюминиды никеля NiAl и Ni3Al, алюминиды железа FeAl и Fe3AI алюминиды кобальта CoAi и СоЗАІ, а также сплав медь-олово с составом Си + 5%Sn Эта группа материалов в основном состоит из интерметаллических соединений или содержит их для упрочнения Исключением являются титановый сплав и сплав медь - олово, но и для них предлагаемый способ соединения, как будет показано ниже, дает хорошие результаты, не достижимые при способах соединения, известных из предшествующего уровня техники. 3. Способ по п 1, отличающийся тем, что промежуточный слой из микрослойного материала создают в виде многослойной фольги, состав которой соответствует составу соединяемых деталей Трудность соединения таких материалов является их. основным недостатком Механические C4 О оо СО СМ 23980 риалов соединяемых деталей Этот же способ предлагается с использованием кремния вместо бора, но скорость диффузии кремния в суперсплаве на основе никеля значительно ниже, чем у бора, поэтому для осуществления процесса требуется существенно больше времени. В основу изобретения поставлена задача создать такой способ соединения деталей в твердом состоянии, который позволил бы осуществить соединение деталей с образованием зоны соединения, состав и свойства которой соответствуют составу и свойствам соединяемых деталей Эта задача решена тем, что предложен способ соединения детали с использованием микрослойных материалов, включающий очистку стыковочных поверхностей соединяемых деталей, создание между стыковочными поверхностями соединяемых деталей промежуточного слоя, соединение деталей в сборку, сжатие, нагрев и выдержку в течение определенного времени, в котоИзвестны также способы соединения в тверром, согласно изобретению, промежуточный слой дом состоянии, такие как диффузионное, адгезисоздают из микрослойного материала, образованонное и другие типы соединения. Из них такие ного множеством чередующихся микрослоев, одна методы соединения, как например адгезионное, часть которых состоит из наиболее легкоплавкого вообще не приемлемы для высокотемпературного компонента, входящего в состав соединяемых использования. Диффузионное соединение воздеталей, другая часть включает все другие компоможно, но это - дорогостоящий процесс, вклюненты соединяемых деталей, а соотношение толчающий большие сложности по очистке и подгощин указанных тонких слоев выбирают так, чтобы товке поверхности, по созданию высоковакуумной состав промежуточного слоя в целом соответстсреды и требующий большого времени для досвовал составу соединяемых деталей, при этом тижения свойств исходных материалов в соединагрев производят до температуры, близкой к нении. температуре плавления указанных чередующихся Наиболее близким к заявляемому способу сомикрослоев из наиболее легкоплавкого компоненединения деталей в твердом состоянии является та, выдержку производят при температуре, давлеспособ соединения суперсплавов на основе никении и времени, которые обеспечивают образоваля, описанный в патенте США № 3678570. В этом ние между соединяемыми деталями твердой способе для соединения деталей из суперсплавов однородной переходной зоны с составом, соотна основе никеля между ними вводят промежуветствующим составу соединяемых деталей точный слой из материала, включающего элементы, входящие в состав соединяемых деталей, и Промежуточный слой из микрослойного матебор в количестве от 1,5 до 4,5вес%, понижающий риала может быть создан в виде покрытия послетемпературу плавления промежуточного слоя на довательным нанесением указанных чередую300°С, затем детали сжимают, нагревают до темщихся микрослоев на стыковочную поверхность пературы выше температуры плавления промежуодной или всех соединяемых деталей. точного слоя, но ниже температуры плавления Кроме того, промежуточный слой из микросоединяемых деталей, и выдерживают при этой слойного материала может быть создан в виде температуре в течение времени, необходимого многослойной фольги, состав которой соответстдля прочного соединения деталей. При нагревавует составу соединяемых деталей нии до температуры ниже температуры плавления Такое осуществление способа соединения десоединяемых деталей, но выше температуры талей с использованием промежуточного слоя из плавления промежуточного слоя, промежуточный микрослойного материала, состав которого в цеслой плавится, обеспечивая плотный контакт мелом соответствует составу соединяемых деталей, жду соединяемыми деталями, при этом бор быстпозволяет получить, в отличие от прототипа, зону ро диффундирует в суперсплав на основе никеля соединения между соединяемыми деталями, кои твердение происходит изотермически, благодаторая по своему составу и свойствам не отличаря снижению концентрации бора в материале ется от соединяемых деталей, что исключает возпромежуточного слоя и соответствующему повыникновение нежелательного градиента физикошению его температуры плавления. В конечном механических свойств материала в зоне соединесчете происходит затвердевание промежуточного ния слоя и соединение соединяемых деталей, котоКраткое описание чертежей рые могут быть выдержаны при повышенных темТехническая сущность и принцип изобретения пературах более длительное время для дальнейпоясняются на примерах шей диффузии бора в объем деталей. Однако, выполнения со ссылками на прилагаемые концентрация бора в зоне соединения остается чертежи, на которых все же выше, чем в исходном материале деталей, поэтому физико-механические свойства зоны соФиг 1 схематически изображает многослойную единения не достигают свойств исходных матефольгу или промежуточное покрытие, используемые для соединения деталей из ТіАІ средства соединения обычно не применимы для высокотемпературного использования, так как они тяжелы и не эффективны. Существуют другие способы соединения - сварка или пайка с добавлением присадочного материала, дуговая сварка вольфрамовым электродом в среде инертного газа, которая использует плавление без добавления присадочных материалов. Использование сварки или пайки с присадочным материалом обычно не применимо для высокотемпературного использования, так как добавляемый присадочный материал имеет, как правило, более низкую точку плавления, чем точка плавления соединяемых деталей, поэтому получаемая связка не обладает высокотемпературными свойствами самой детали К тому же сварка с присадочным материалом или без него сопровождается возникновением термических напряжений, приводящих к растрескиванию. Ї3980 Фиг.2 изображаит диаграмму, представляющую свойства диффузионного coe/v пен, я сплава 1Ї-6А1 согласно данному изобретению '' зависимоаи от условий соединения и условий термообработки после соединения. Варианты осуществления изобретения Согласно изобретению, предлагаемый способ соединения деталей в твердом состоянии включает создание промежуточного слоя из микрослойного материала, образованного множеством чередующихся микрослоев, часть которых состоит из легкоплавкого компонента, входящего а состав соединяемых деталей. Это значит, что круг материалов, которые могут быть соединены предлагаемым способом, включает такие материалы, которые содержат не менее 0,2вес.%, а предпочтительно не менее 5вес.% элемента или комбинации элементов с температурой плавлении не менее, чем на 500°С ниже точки плавления материала соединяемых деталей (или их точки сублимации). Например, температура сублимации карбида кремния 2700°С, а температура плавления кремния 1410°С. В данном случае, способ соединения двух деталей из карбида кремния в твердом состоянии заключается в создании на одной или всех соединяемых поверхностях промежуточного слоя из микрослойного материала, образованного множеством чередующихся микрослоев кремния и углерода, приведении деталей в контакт и нагреве до температуры, в данном случае например, 1500°С. При этой температуре кремний будет плавиться и быстро соединяться с углеродом, образуя карбид кремния. В результате плавления кремния промежуточный слой временно становится мягким и податливым, заполняя локальные неровности соединяемых поверхностей. Соединяемые детали выдерживаются в контакте при достаточно высоких температурах в течение времени, необходимого и достаточного для взаимной диффузии кремния и углерода и образования однородной зоны соединения из карбида кремния. Очень важно в данном способе то, что, если выбрано правильное соотношение толщин микрослоев кремния и углерода, а микрослои настолько дисперсны, что диффузия протекает за короткое время, состав образующейся зоны соединения может быть строго идентичен составу соединяемых деталей. Аналогичным образом осуществляется предлагаемый способ и для других материалов, указанных в таблице Соединение может быть выполнено без плавления, но время для достижения определенной степени гомогенности зоны соединения значительно увеличивается. При соединении металлических сплавов, таких как суперсплавы на основе никеля, сплавы титан-алюминий и медь-олово, одна часть микрослоев, составляющих промежуточный слой, образуется для никелевого сплава из компонента с низкой температурой плавления, входящего в этот сплав, из алюминия для сплавов титан-алюминий, из олова для сплавов медь-олово, в то время как другая часть составляющих мі/ікрослоев имеет состав соединяемых сплавов за вычетом указанных компонентов с низкой температурой плавле ния. Специалисты в данной области могут понять, что состав зоны соединсі, я может, если нужно, и отличаться по составу о і соединяемых деталей. К пример, в суперсплавпх на основе никеля an оминий образует упрочняющую у'-фазу. Прочность сплава непосредственно связана с объемным процентом содержания у'-фазы. Пластичность, наоборот, обратно пропорциональна количеству у'-фазы. Следовательно, если нужно соединить прочный суперсплав с помощью соединения, основным требованием к которому является не прочность, а пластичность, то сочетание микрослоев, составляющих промежуточный слой, должно быть таким, чтобы содержание алюминия в микрослойном материале промежуточного слоя в целом было понижено. Данный способ требует тщательной подготовки соединяемых поверхностей. Они должны быть параллельными и ровными. Процесс должен осуществляться в атмосфере, предотвращающей вредное окисление соединяемых деталей и самой зоны соединения. В зависимости от материала соединяемых деталей процесс должен осущесівляться в вакууме или в инертном газе. Микрослойный материал промежуточного слоя, описанный в данном изобретении, состоит из чередующихся микрослоев, одни из которых состоят из компонента с низкой температурой плавления, а другие содержат остальные компоненты сплава. Данное изобретение предусматривает возможность использования слоистой структуры с тройным и более высоким порядком слоистости, например, для соединения никелевого суперсплава это может быть последовательность из слоя алюминия, слоя, богатого никелем, и слоя, богатого хромом. Предпочтительна толщина микрослоя менее 10мкм, наиболее предпочтительна - менее 5мкм. Толщина микрослоя определяется в зависимости от диффузионных свойств элементов при температуре соединения и последующей обработки, временем процесса и требуемой гомогенностью в зоне соединения. Очевидно, что более тонким слоям отдается предпочтение, так как они имеют меньшие расстояния для диффузии и, следовательно, они обеспечивают более быстрое достижение равновесного состава зоны соединения. Для получения микрослойного материала в виде многослойной фольги или многослойного промежуточного покрытия на соединяемых поверхностях возможно применение электроннолучевого испарения. Для лучшего понимания изобретение иллюстрируется нижеследующими примерами. Пример 1. Соединение деталей из сплава Ti6A14V (6вес% AI, 4вес% V, остальное -ТІ). Промежуточный слой в виде многослойной фольги толщиной 0,2мм был создан путем осаждения чередующихся слоев алюминия и титанового сплава, содержащего 4% ванадия, методом электроннолучевого испарения. Поскольку в россмагрикаомом сплаве 6вес% алюминия составляют приблизительно 9,6об%, соотношение толщин слоев алюминия и титанового сплава в промежуточном 8 23980 Соединение деталей из алюминида титана слое должно бчгь 9,6 / 90,4 или 1 / 9,4- Соответсті ЇА1 (гамма алюминид титана) в твердом состолвенно, толщина осаждаемых чередующихся микіи может быть осуществлено еггасоо^м о • ласко рослоев алюм' ІИЯ и указанного титанового сплаэ н н о м у изобретению с помощью промер очного ва составляла ),4мкм и 3,8мкм, соответственно. слоя в виде многослойной фольги или мнеюслойОбщее число пир микрослоев алюминия и титанопого покрытия на соединяемых поверхностях. вого сплава было равно 48. После помещения Толщина микрослоев титана и алюминия составуказанной фолы и между плоскими поверхностями ллет при этом 1мкм и 0,92мкм, соошетсвен 'о. двух деталей из сплава Ti6Al4V указанные поДля получения многослойной фольги толщиной верхности были приведены в контакт, сжаты до 0,2мкм необходимо создание 111 пар указанных давления 20Мпа и нагреты в вакууме при темпемикрослоев. В случае создания промежуточного ратуре 700°С в течение бОмин. Так как температус поя из микрослойного материала в іадле многора плавления алюминия равна 660"С, то он в укаслойного покрытия на соединяемых поверхностях, занных условиях плавился и диффундировал в толщина такого покрытия на каждой поверхности близлежащие микрослои титанового сплава. Поможет быть равна 0,11мм. Фиг.1 схематически скольку состав микрослойного материала промеизображает такой промежуточный слой з виде жуточного слоя был идентичен составу соединяемногослойной фольги. Сечение АА на флгЛ илмых деталей, то состав зоны соединения, J 'острирует увеличенный вид промеру і очно! о образовавшийся после описанного процесса, окаслоя. Образцы соединяются в вакууме пр-,1 давлезался идентичным составу соединяемых деталей. нии 15Мпа, при температуре 730°С в течение Соответственно, оказались близкими свойства ЗОмин. Полученный состав и структура зоны созоны соединения и материала соединяемых детаединения, в которой происходит локальное плавлей. ление и последующее затвердевание (рекристалОписанный вариант применения способа был лизация), подобны структуре и составу маіериала повторен на деталях из сплава T16AI4V, но во втоисходных деталей. ром случае промежуточный слой был создан на стыковочных поверхностях обеих деталей. При Пример 4 этом промежуточный слой, созданный на поверхСплав Ni+14 вес%АІ приблизительно соответности каждой детали, был образован из 24 пар ствует составу упрочняющей у'-фазы в суперспламикрослоев алюминия и титанового сплава с толве на основе никеля. Детали из этого сплава сощиной 0,4мкм и 3,8мкм, соответственно, и имел единяются следующим образом. общую толщину 0,1 мкм Образцы, как и ранее, Приблизительная объемная концентрация алюбыли приведены в контакт, сжаты до давления миния и никеля в у'-фазе составляет 32% алюми20Мпа, нагреты в вакууме при температуре 700°С ния и 68% никеля. Таким образом, соотношение в течение бОмин. Результаты не отличались от микрослоев алюминия и никеля в промежуточном результатов, полученных при применении многослое по толщине должно быть 1 / 2,1. Толщина слойной фольги. составляющих микрослоев алюминия и никеля 0,5мкм и 1мкм, соответственно. Общая толщина Пример 2 промежуточного слоя около 0,25мм. Указанный Соединение деталей из сплава Ті-6%АІ. Для промежуточный слой может быть создан на одной осуществления способа соединения деталей соиз соединяемых поверхностей. Эта поверхность с гласно изобретению были изготовленымногопромежуточным слоем соединяется с непокрытой слойные фольги, соответствующие составу ТІповерхностью в течение ЗОмин при температуре 6%А1 (толщина микрослоев алюминия и титана 700°С и давлении 15МПа. составляла соответственно 0,Змкм и Змкм). После создания между соответствующим образом подгоОбщим для данного способа соединения детовленными плоскими поверхностями соединяеталей, в состав которых входит алюминий, являмых деталей промежуточного слоя размещением ется то, температура соединения деталей всегда между ними указанной выше фольги детали сжиколеблется между 600°С и 750°С, т.е. вблизи теммали до давления 20МПа и процесс соединения пературы плавления алюминия 660°С. Предпочтиосуществляли при 3-х условиях: 750"С - 15мин, тельно применение температуры выше 660°С, так 700°С - ЗОмин и 700"С - бОмин. Полученное сокак при этом велика скорость диффузии. Однако, единение испытано на предельную прочность на уже при температуре 600"С алюминий становится растяжение непосредственно после соединения и мягким и пластичным и может происходить соедипосле двух последующих термообработок: отжиг нение деталей. при 800°С в течение 2 часов и отжиг при 900°С в Пример 5 течение 1 часа. Результаты приведены на фиг.2. Соединение деталей из оловянистой бронзы, На фиг.2 приведен также предел прочности на содержащей 7,3% олова, также можно осущестрастяжение исходного материала. Как видно, превить предлагаемым способом согласно изобретедел прочности на растяжение для соединения, нию. Приблизительные объемные концентрации полученного согласно данному изобретению, блиолова и меди в этой бронзе составляют 8,7% и зок к пределу прочности исходного материала, 91,3%, соответственно Следовательно, соотноособенно в случаях соединений, полученных при шение толщин микрослоев олова и меди в промеболее высоких температурах и за более короткое жуточном слое должно быть 1 / 10,5. Промежуточвремя, а также тех, что после получения были ный слой общей толщиной 0,15мм может быть подїзергпуіьі термообработке при 800°С в течение получен электроннолучевым испаремио;і. Покры2 часов. тие может осаждаться на поверхность одной или обеих соединяемых деталей. Толщина отдельных Пример 3 10 23980 микрослоев олова и меди может быть при этом 0,4мкм и 4,2мкм, соответственно Общее число пар микрослоев меди и олова тогда составляет 32. Соединение деталей происходит при температуре 500Х, при давлении ЮМПа в течение 20мин. Пример 6 Соединение деталей из карбида кремния осуществляется следующим образом. Объемная концентрация кремния и углерода в карбиде кремния составляет 69% и 31%, соответственно. Следовательно соотношение толщины микрослоев кремния и углерода в промежуточном слое должно быть 1 / 0,45. Промежуточный слой из чередующихся микрослоев кремния и углерода с толщиной 1мкм и 0,45мкм, соответственно, может быть получен электроннолучевым испарением. Соединение деталей выполняют при давлении 5Мпа, при температуре 1500°С в течение 5мин В таких условиях происходит плавление кремния и образование карбида кремния путем интердиффузии. Пример 7 Соединение деталей из суперсплава IN 100 ТМ (товарный знак Международной компании Никель Ко), имеющего номинальный состав 10%Сг, 15%Со, 3%Мо, 5,5%AI, 4,7%Ti, 1%V, остальное никель по весу, осуществляется, согласно изобретению, при создании промежуточного слоя в виде фольги с чередующимися микрослоями из сплава Ni-Cr-Co-Mo-Ti-V (с плотностью 7,7 г/смЗ) и алюминия {плотность 2,7г/смЗ) при соотношении их толщин 6 /1 Соответственно, толщина отдельных микрослоев сплава NhCr-Co-Mo-Ti-V Змкм, алюминия - 0,5мкм Процесс осуществляется при давлении ЗОМПа, при температуре 750°С в течение ЗОмин Для улучшения гомогенности зоны соединения может быть использован дополнительный отжиг при температуре 900° -1100°С Промышленная применимость Предлагаемый способ может быть использован в турбостроении, ракето- и авиастроении и других отраслях промышленности для соединения деталей, состоящих из интерметаллических соединений или включающих их в качестве упрочняющей фазы, а также деталей из никелевых суперсплавов и сплавов медь-олово, в тех случаях, когда состав и свойства зоны соединения должны быть идентичными или очень близкими к составу и свойствам соединяемых деталей. Этот же способ может быть применен с использованием температуры соединения ниже температуры плавления кремния, равной 1412°С. В этом случае кремний не плавится, но размягчается, диффузия протекает более медленно, но результат, аналогичный описанному выше, может быть получен при давлении 15Мпа, при температуре 1200°С в течение 45мин. Таблица Nb Mo Та H! Т кип 3170 6630 2450 3700 2625 4800 2996 6100 1975 6400 N i 1455 3080 M m Hg 0.00001 0.0001 0.001 0.01 01 . 1 2837 3029 3249 3508 3798 4147 2400 2560 2750 2980 3250 3570 2228 2388 2572 2797 3046 3300 2875 2862 3077 3329 3626 3978 2260 2430 2627 2860 3143 3178 1129 1207 1380 1520 1680 1910 Тпл w Y 1528 3000 1480 1650 1855 2110 Si 1420 3300 A l Т і Fe 660 2500 1660 3260 1539 2880 1480 1650 1840 2085 880 975 1100 1230 1380 1570 1460 1590 1780 1950 2250 1340 1480 1650 1860 ный Фиг. 1 94CP, ) ч Фиг. 2 материал 11 23980 ДП «Український інститут промислової власності» (Укрпатент) вул. Сім'ї Хохлових, 15, м Киш, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул. Артема, 77, м Київ, 04050, Україна (044)216-32-71 12
ДивитисяДодаткова інформація
Автори англійськоюMovchan Borys Oleksiiovych, Korzh Oleksandr Viktorovych
Автори російськоюМовчан Борис Алексеевич, Корж Александр Викторович
МПК / Мітки
МПК: C23C 14/00
Мітки: спосіб, використанням, матеріалів, з'єднання, мікрошарових, деталей
Код посилання
<a href="https://ua.patents.su/6-23980-sposib-zehdnannya-detalejj-z-vikoristannyam-mikrosharovikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання деталей з використанням мікрошарових матеріалів</a>
Спосіб з’єднування деталей напівпровідників або напівпровідників з металами
Номер патенту: 19080
Опубліковано: 25.12.1997
Автори: Романов Валентин Олександрович, Козловський Сергій Іванович, Бабічев Геннадій Григорович
МПК: H01L 23/00
Мітки: металами, напівпровідників, з'єднування, деталей, спосіб
Формула / Реферат:
1. Способ соединения деталей полупроводников или полупроводников с металлами, включающий выращивание слоя диоксида кремния на поверхности, по крайней мере, одной из соединяемых деталей, легирование слоя диоксида кремния путем предварительного нагрева слоя, нанесения водного раствора, содержащего химическое соединение с щелочным металлом, и отжига, контактирование соединяемых деталей, приложение давления, нагрев, создание разности потенциалов...
Спосіб виготовлення з’єднання деталей
Номер патенту: 12156
Опубліковано: 25.12.1996
Автор: Матвієнко Валерій Андрійович
МПК: F16B 19/04
Мітки: спосіб, з'єднання, виготовлення, деталей
Формула / Реферат:
Способ изготовления соединения деталей, включающий изготовление соединяемых деталей, стержня с закладной головкой и поперечным рифлением на свободном конце и обжимной цилиндрической втулки с коническим пояском, выполнение в соединяемых деталях отверстий под стержень, совмещение упомянутых отверстий и установку в них стержня, установку обжимной втулки коническим пояском в сторону соединяемых деталей и создание условий обжатия стержня и...
З’єднання деталей
Номер патенту: 26769
Опубліковано: 12.11.1999
Автор: Кучерявий Євген Федорович
МПК: F16B 5/00, F16B 4/00, B23P 11/00, F16B 5/06
Формула / Реферат:
1. Соединение деталей, включающее дополнительный элемент между деталями соединения, отличающееся тем, что в качестве дополнительного элемента содержит сетку и материал сетки имеет твердость больше твердости материала соединяемых деталей и/или большую температуру плавления.2. Соединение деталей по п.1, отличающееся тем, что размер сетки меньше области контакта образующейся на сопрягаемых поверхностях деталей при сжатии пакета...
Спосіб виготовлення кільцевих деталей з композиційних матеріалів, переважно, на основі алюмінієвих сплавів
Номер патенту: 13310
Опубліковано: 28.02.1997
Автори: Кладницький Євгеній Іванович, Голдовська Галина Валентинівна, Афонін Володимир Михайлович, Банас Федір Павлович, Дробчик Володимир Максимович, Дешко Олександр Володимирович, Трутнєв Володимир Володимирович
МПК: C22C 49/00, B22D 19/02
Мітки: сплавів, спосіб, композиційних, алюмінієвих, кільцевих, основі, деталей, матеріалів, виготовлення, переважно
Формула / Реферат:
(57) Способ изготовления кольцевых дета лей из композиционных материалов, пре имущественно, на основе алюминиевых сплавов, включающий размещение на цилиндрической подложке армирующего эле мента, размещение на нем углеродной ткани, помещение подложки с армирующим элементом в литейную форму, вакуумирование, подачу расплавленного алюминиевого сплава в литейную форму, пропитку армирующего элемента алюминиевым сплавом под избыточным давлением,...
Спосіб поверхневого зміцнення сталевих деталей
Номер патенту: 3349
Опубліковано: 27.12.1994
Автори: Жуков Андрій Олександрович, Бондаренко Олександр Вікторович, Бондарюк Микола Миколайович, Малимон Валентина Ігорівна
МПК: C23C 8/08
Мітки: спосіб, зміцнення, сталевих, деталей, поверхневого
Формула / Реферат:
Способ поверхностного упрочнения стальных деталей, преимущественно профильных, включающий их нагрев до температуры эвтектического плавления токами высокой частоты в контакте с углеродсодержащим материалом и выдержку, отличающийся тем, что в качестве углеродсодержащего материала используют углеродный волокнистый материал, который прижимают к поверхности детали керамическим прижимом, повторяющим конфигурацию детали, а выдержку ведут в течение...
Попередній патент: Нуклеозидмонофосфатні похідні, спосіб їх отримання та фармацевтична композиція, що має протипухлинну активність
Наступний патент: Спосіб розширення каналу зв’язку у системі електрозв’язку
Випадковий патент: Алмазний інструмент для правки шліфувальних кругів