Спосіб центрування поршневого компресора
Номер патенту: 49794
Опубліковано: 11.05.2010
Автори: Артілаква Лєван Шалвович, Панасовський Леонід Володимирович, Кварацхелія Мамука Заурайович, Кісельов Роман Васильович, Нещерет Ігор Григорійович
Формула / Реферат
1. Спосіб центрування поршневого компресора з використанням струни, яку пропускають через отвір напрямних рам компресора і отвір циліндра будь-якого ряду, що включає: визначення положення фактичної осі напрямних рам та фактичної осі циліндра; визначення значення неспіввісності у горизонтальній та вертикальній площинах в координатах X, Y; визначення величини зміщення фактичної осі циліндра відносно осі напрямних рам у горизонтальній та вертикальній площинах; визначення абсолютної величини зміщення та усунення неспіввісності циліндра, який відрізняється тим, що додатково визначають значення неспіввісності в координаті Z; перераховують визначені значення неспіввісності на площину корегування, визначають координати осі напрямних рам в системі циліндра, а потім визначають величину зміщення фактичної осі циліндра відносно осі напрямних рам, абсолютну величину зміщення та напрямок зміщення циліндра.
2. Спосіб за п. 1, який відрізняється тим, що як струну використовують механічні засоби, наприклад металеву струну, або оптичні засоби, наприклад світловий або лазерний промені.
3. Спосіб за пп. 1, 2, який відрізняється тим, що, в разі використання металевої струни, її закріплюють за допомогою вантажу в загальній системі компресора, замірюють діаметр струни і масу вантажу, додатково визначають прогини струни в площинах вимірювання та враховують їх при визначенні величини зміщення циліндра.
Текст
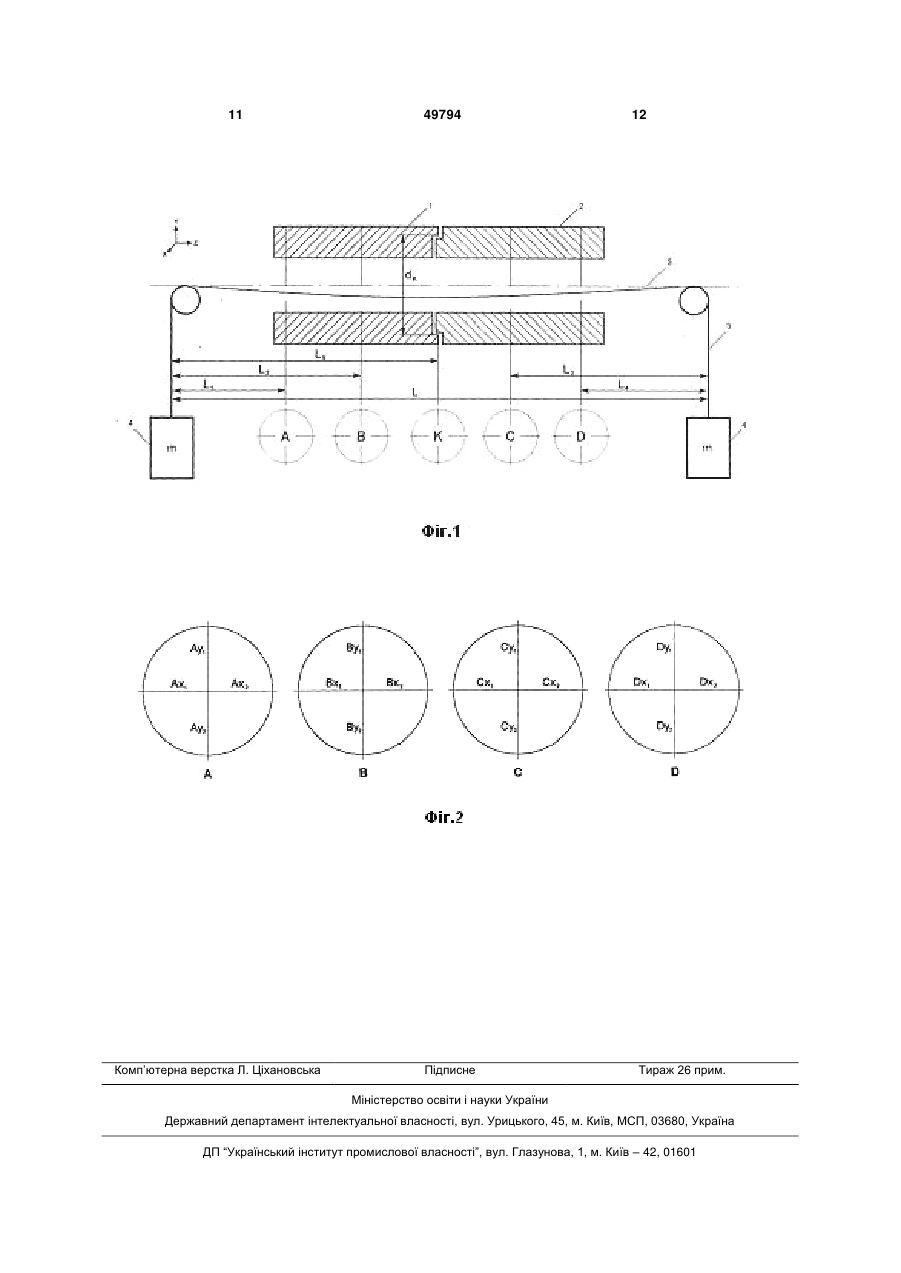
1. Спосіб центрування поршневого компресора з використанням струни, яку пропускають через отвір напрямних рам компресора і отвір циліндра будь-якого ряду, що включає: визначення положення фактичної осі напрямних рам та фактичної осі циліндра; визначення значення неспіввісності у горизонтальній та вертикальній площинах в координатах X, Y; визначення величини зміщення фактичної осі циліндра відносно осі напрямних рам у горизонтальній та вертикальній площинах; визна U 2 (19) 1 3 величину необхідного зміщення центрованої деталі. Центровку струни по осям здійснюють з допомогою мікрометричного штихмаса з опірною підставкою, яка надає йому стійкість проти хитання вздовж струни. Виміри здійснюють з допомогою електроакустичного методу. Штихмас і струну включають в электричний ланцюг. В момент дотику штихмаса з струною ланцюг замикається і в навушниках чується тріскіт. Для підвищення точності центровки штихмас встановлюють в певних намічених точках поверхні отворів. [В.И. Ермаков, В.С.Шеин. Ремонт и монтаж химического оборудования. - Ленинград: Химия, Ленинградское отделение, 1981. - С.135-136]. Недоліком відомого способу є значна тривалість процесу центровки, обумовлена наявністю трудомісткої та тривалої в часі стадії установки струни в геометричну вісь базової деталі та наступного багаторазового корегування положення центрованої деталі до повного збігу геометричної осі центрованої деталі з геометричною віссю базової деталі. Найбільш близьким за технічною сутністю та результатом, що досягається, є спосіб центровки поршневого компресора з використанням струни, яку пропускають через отвір напрямних рам компресора і отвір циліндра будь-якого ряду, який включає: визначення положення фактичної осі напрямних рам та фактичної осі циліндра; визначення значень неспіввісності у горизонтальній та вертикальній площинах в координатах X,Y; визначення величини зміщення фактичної осі циліндра відносно осі напрямних рам у горизонтальній та вертикальній площинах; визначення абсолютної величини зміщення та усунення неспіввісності циліндра. Положення фактичної осі напрямних рам та фактичної осі циліндра визначають шляхом вимірюванння 4-х радіальних розмірів від струни до внутрішньої поверхні кожного отвору в двох взаємно перпендикулярних координатах X, Y в двох перпендикулярних до струни площинах вимірювання (перетинах), вимірювання осьових відстаней площин з урахуванням прогинів струни. Визначення значень неспіввісності та величини зміщення фактичної осі циліндра відносно її геометричної осі, за яку приймають фактичну вісь напрямних рам, здійснюють наступним чином. Спочатку визначають відстань К (в мм) від струни до фактичної осі циліндра у вертикальній площині вимірювання шляхом відрахування від більшого меншого значення виміряних розмірів від струни до верхньої та нижньої внутрішньої поверхні циліндра. Отриману різницю ділять пополам. Далі визначають відстань S (в мм) від фактичної осі циліндра до геометричної осі в тих же площинах вимірювання. При цьому враховують прогини струни в кожній площині вимірювання і відстань К. Відраховують від більшого значення менше і отримують неспіввісність циліндра у вертикальній площині. Неспіввісність у горизонтальній площині визначають шляхом відрахування від більшого значення меншого виміряних розмірів від струни до 49794 4 бокових поверхонь циліндра в тих же площинах вимірювання і отриману різницю ділять пополам. По отриманих значеннях неспіввісності у вертикальній і горизонтальній площинах вираховують абсолютну величину зміщення циліндра. Усі порушення співвісності, які виходять за межі допуску, усувають обпиловкою привалочних поверхонь. При цьому для усунення залому осі на привалочній поверхні знімають шар металу клиноподібного перетину. [Рахмилевич 3.3., Радзин И.М., Фарамазов С.А. Справочник механика химических и нефтехимических производств. М.: Химия, 1985. - С.269-271]. Недоліком відомого способу є значна тривалість процесу центровки, обумовлена необхідністю багаторазового корегування положення циліндра до повного збігу його геометричної осі з геометричною віссю напрямних рам. Однією з причин багаторазового корегування є недостатня точність розрахунку неспіввісності циліндра, яку у відомому способі визначають тільки в двохвимірному просторі, тобто в горизонтальній і вертикальній площинах в системі координат X,Y, а не в тривимірному просторі, яке визначається трьома взаємно перпендикулярними площинами, відносно яких положення будь-якої точки визначається трьома координатами: X,Y,Z. Крім того, відомий спосіб не забезпечує визначення кута напрямку зміщення циліндра. Загальна тривалість центровки продовжується від двох до трьох змін і значно залежить від кваліфікації персоналу. В основу корисної моделі поставлена задача удосконалення відомого способу центровки поршневого компресора, в якому шляхом зміни умов відомих стадій та зміни порядку виконання відомих стадій через введення додаткових стадій, забезпечується можливість зменшення тривалості процеса центровки. Поставлена задача вирішується тим, що у відомому способі центровки поршневого компресора з з використанням струни, яку пропускають через отвір напрямних рам і отвір циліндра будьякого ряду, включаючий: визначення положення фактичної осі напрямних рам та фактичної осі циліндра; визначення значення неспіввісності у горизонтальній та вертикальній площинах в координатах X,Y; визначення величини зміщення фактичної осі циліндра відносно осі напрямних рам у горизонтальній та вертикальній площинах; визначення абсолютної величини зміщення та усунення неспіввісності циліндра, згідно запропонованої корисної моделі, додатково визначають значення неспіввісності циліндра в координаті Z; перераховують визначені значення неспіввісності на площину корегування; визначають координати осі напрямних рам в системі циліндра, а потім визначають величину зміщення фактичної осі циліндра відносно осі напрямних рам, абсолютну величину зміщення та напрямок зміщення циліндра. Поставлена задача вирішується тим, що як струну використовують механічні засоби, наприклад металеву струну, або оптичні засоби, наприклад світловий або лазерний промені. 5 Поставлена задача також вирішується тим, що в разі використання металевої струни, її закріплюють з допомогою вантажу в загальній системі компресора, замірюють діаметр струни і масу вантажу, додатково визначають прогини струни в площинах вимірювання та враховують їх при визначенні величини зміщення циліндра. Визначення значення неспіввісності циліндра в тривимірному просторі, яке визначається трьома взаємно перпендикулярними площинами, відносно яких положення будь-якої точки визначається трьома координатами X,Y,Z, введення додаткових визначень в розрахунковому режимі, та зміна в зв'язку з цим порядку і умов розрахунків, дозволяють значно зменшити тривалість корегування циліндра та загальну трудомісткість процесу центровки компресора. Запропонований спосіб також дозволяє визначити кут напрямку зміщення циліндра, забезпечує можливість застосування сучасної обчислювальної техніки для здійснення розрахунків за формулами самостійно розробленими авторами корисної моделі на основі здійснення теоретичних та практичних досліджень. Загалом запропонований спосіб дозволяє скоротити тривалість процесу центровки в 2-3 рази і практично не потребує високої кваліфікації персоналу. Технічний результат запропонованого способу полягає в скороченні тривалості процесу центровки. Запропонований спосіб включає наступні стадії та прийоми процесу центровки: - пропускання струни через отвори напрямних рам і циліндра компресора; - визначення положення фактичної осі напрямних рам і фактичної осі циліндра; - визначення значень неспіввісності в координатах X,Y,Z в площинах вимірювання циліндра; - перерахунок значень неспіввісності в площину корегування (площину привалочних поверхонь); - визначення координати осі напрямних рам в системі циліндра; - визначення величини зміщення осі циліндра відносно осі напрямних рам; - визначення абсолютної величини і напрямку зміщення циліндра; - усунення неспіввісності циліндра. Як струну використовують або механічні засоби, наприклад металеву струну (дріт), або оптичні засоби, наприклад, світловий або лазерний промені. В разі використання металевої струни, її закріплюють з допомогою вантажу в загальній системі компресора, замірюють діаметр струни і масу вантажу, додатково визначають прогини струни в площинах вимірювання та враховують їх при визначенні величини зміщення циліндра. В разі використання оптичних засобів: світлового або лазерного променів прогини струни прирівнюють нулю, вантаж для закріплення струни також відсутній, маса струни також не враховується. Запропонований спосіб центровки пояснюється кресленням Фіг.1, 2 та описом конкретного при 49794 6 кладу центровки циліндра поршневого компресора з використанням металевої струни. На Фіг.1 креслення показані: - напрямні рами 1, циліндр 2, струна 3,вантаж 4 масою m, - геометрична вісь 5, - координати X, Y, Z, - проекція площин вимірювання A,B,C,D і площини корегування К (вигляд збоку), - діаметр d напрямних рам 1 в площині корегування К; - довжина струни L; - осьові відстані площин вимірювання A,B,C,D і площини корегування К до найближчого вантажу 4: - відстань від площини А до найближчого вантажу 4, L1; - відстань від площини В до найближчого вантажу 4, L2; - відстань від площини С до найближчого вантажу 4, L3; - відстань від площини D до найближчого вантажу 4; L4; - відстань від площини К до найближчого вантажу 4; L5; На Фіг.2 креслення показані: - схеми вимірювання 4-х радіальних розмірів від струни 3 до внутрішньої поверхні отворів напрямних рам 1 і циліндра 2 в двох взаємно перпендикулярних координатах X, Y в перпендикулярних до струни площинах вимірювання A,B,C,D від струни до точок на внутрішній поверхні отворів напрямних рам 1 і циліндра 2 : Ах1, Ах2, Ау1, Ау2, Вх1, Вх2, Ву1, Ву2, Cx1, Cx2, Cy1, Cy2, Dx1,Dx2,Dy1, Dy2.; Запропонований спосіб здійснюють в наступному порядку. Спочатку вільно пропускають та закріплюють струну 3 в загальній системі напрямних рам 1 і циліндра 2. Здійснюють всі необхідні вимірювання: - 4-х радіальних розмірів від струни 3 до внутрішньої поверхні отвору напрямних рам 1 і отвору циліндра 2 в двох взаємно перпендикулярних координатах X, Y в двох перпендикулярних до струни площинах вимірювання, в мм: Ах1, Ах2, Ау1, Ау2, Вх1, Вх2, Ву1, Ву2, Cx1, Cx2, Cy1, Cy2, Dx1, Dx2, Dy1, Dy2.; - довжину струни L, в мм; - осьові відстані площин вимірювання A,B,C,D і площини корегування К, в мм: L1, L2, L3, L4, L5, - діаметр d напрямних рам 1 в площині корегування К, в мм; - діаметр D струни 3, в мм, і вагу m вантажів 4 в кг (в разі використання металевої струни). Далі: 1. Визначають положення фактичної осі напрямних рам 1 і фактичної осі циліндра 2. Для цього в розрахунковому режимі визначають: 1.1. Прогини струни 3 в площинах A,B,C,D (в разі використання металевої струни); 1.2. Координати Z площин A,B,C,D і площини К; 7 49794 1.3. Координати точок A,B,C,D перетину струною 3 площин A,B,C,D в загальній системі струни 3. 2. Визначають значення неспіввісності в площинах C,D циліндра в координатах X,Y,Z. Для цього в розрахунковому режимі визначають: 2.1. Параметри рівняння прямої АВ (відстань в мм між точками перетину струною 3 площин А і В) в площині XZ (XAZA;XBZB). 2.2. Параметри рівняння прямої АВ в площині YZ (YAZA;ZBYB). 2.3. Параметри рівняння прямої CD (відстань в мм між точками перетину струною 3 площин С и D) в площині XZ (XCZC;XDZD). 2.4. Параметри рівняння прямої CD в площині YZ (YCZC;ZDYD). 3. Перераховують отримані значення неспіввісності прямих АВ і CD в площину корегування К. Для цього визначають координати прямих АВ і CD в площині корегування К. 4. Визначають координати осі напрямних рам 1 в системі циліндра. Для цього визначають координати прямої АВ в площині D циліндра. 5. Визначають величину зміщення осі циліндра відносно осі напрямних рам. Для цього визначають величину зміщення осі циліндра відносно осі напрямних рам в площині корегування К і величину зміщення осі циліндра відносно осі напрямних в системі циліндра. 6. Визначають абсолютну величину зміщення і напрямок зміщення для досягнення збігу осі циліндра з віссю напрямних рам. Для цього визначають абсолютну величину зміщення и напрямок зміщення в площині К, абсолютну величину зміщення і напрямок зміщення в площині D з відрахуванням зміщення в площині К. AX1=140,809мм; ВX1=140,288; CX1=124,734; DX1=124,990; АX2=139,191мм; ВX2=139,712; СX2=125,266; DX2=125,010; 1. Визначають положення фактичної осі напрямних рам 1 і фактичної осі циліндра 2. Для цього в розрахунковому режимі визначають: 1.1 Прогини струни 3 в площинах A,B,C,D , в мм: Δ1= D2:4 0,00000785 (L1 L):2m=(3,14 0,72 0,00000785 20 590): 8 15=0,0011 Δ2= D2:4 0,00000785 L2 L:2m=(3,14 0,72 0,00000785 225 590):8 15=0,0134 Δ3= D2:4 0,00000785 L3 L:2m=(3,14 0,72 0,00000785 330 590):8 15=0,0196 Точка A Точка В 8 7. Усунення неспіввісності циліндра, здійснюють обпиловкою привалочних поверхонь. Всі формули розрахунків приведені нижче в описі конкретного прикладу способу центровки поршневого компресора з використанням металевої струни. В зв'язку з цим, крім приведених вище позначень, в розрахункових формулах використані ще й наступні позначення: - D діаметр струни, в мм; - Δ1 Δ2 Δ3 Δ4 - прогини струни в мм, в площинах A,B,C,D, відповідно; Приклад. Через отвір напрямних рам 1 і отвір циліндра 2 протягують металеву струну 3, яку закріплюють з допомогою вантажів 4, масою m. На внутрішній поверхні отворів напрямних рам 1 і циліндра 2 намічають базові точки, і з допомогою штихмаса здійснюють заміри 4-х радіальних відстаней від струни 3 до внутрішньої поверхні кожного отвору у двох взаємно перпендикулярних координатах X,Y в двох перпендикулярних до струни площинах вимірювання A,B,C,D. Замірюють діаметр напрямних рам 1 в площині корегування К - d, в мм, довжину струни - L, в мм, осьові відстані від кожної площини A,B,C,D до найближчого вантажу 4: L1, L2, L3, L4, L5, в мм. Отримують наступні вихідні заміри: m=15кг D=0,7мм d=250мм L=590мм L1=20мм L2=225мм L3=330мм L4=60мм L5=250мм Ay1=139,108мм; Вy1=139,398; Сy1=124,626; Dy1=124,269; Аy2=140,892мм, Вy2=140,602; Сy2=125,374; Dy2=125,731. Δ4= D2:4 0,00000785 L4 L:2m=(3,14 0,72 0,00000785 60 590): 8 15=0,0035. 1.2. Координати Z площин вимірювання A,B,C,D і площини корегування К, в мм; ZA=L1=20 ZB=L2=225 ZK=L5=250 ZС=(L-L3)=590-330=260 Zd=(L-L4)=590-60=530. 1.3. Координати точок A,B,C,D перетину струною 3 площин вимірювання в загальній системі струни, в мм: ХА=(АХ2-АX1):2=(139,191-140,809):2=-0,809, YА=(Ау2-Ау1):2+Δ1=(140,892-139,108):2+0,001=0,893, ZА=L1=20, ХВ=(ВХ2-ВX1):2=(139,712-140,288):2=-0,288, YВ=(Ву2-Ву1):2+Δ2=(140,602-139,398):2+0,013=0,615, ZB=L2=225, 9 49794 ХС=(СХ2-СX1):2=125,266-124,734):2=0,266, YC=(Су2-Су1)+Δ3=(125,374-124,626):2+0,02=0,394, ZC=L-L3=260, XD=(DX2-DX1):2=(125,01-124,99):2=0,01, YD=(Dy2-Dy1):2+Δ4=(125,731-124,269):2+0,003=0,734, ZD=L-L4=530. Точка С Точка D 2. Визначають значення неспіввісності в двох площинах вимірювання циліндра. Для цього в розрахунковому режимі визначають: 2.1. Параметри рівняння прямої АВ (відстань в мм між точками перетину струною 3 площин А і В) в площині XZ (XAZA;XBZB), в мм: ZA=kx ХA+bx ZB=kx Хв+bx , звідки kx=(ZB-ZA):(XB-XA)=(225-20):(0,288+0,809)=393,474, bx=ZA-XA kx=20+0,809 393,474=338,32. 2.2. Параметри рівняння прямої АВ в площині YZ (YAZA;ZBYB), в мм: ZA=ky YA+by ZB=ky YB+by, звідки ky=(ZB-ZA):(YB-YA)=(225-20):(0,615-0,893)=737,41, by=ZA-YA ky=20+0,893 737,41=678,507. 2.3. Параметри рівняння прямої CD ((відстань в мм між точками перетину струною 3 площин С і D) в площині XZ (XCZC;XDZD), в мм: ZC=kx! Xc+bx! ZD=kx! Xd+bx!, звідки kx!=(ZD-ZC):(XD-XC)=(530-260):(0,01-0,266)=1054,687, bx!=ZC-XC kx!=260+0,266 1054,687=540,546. 2.4. Параметри рівняння прямої CD в площині YZ (YCZC; YDZD), в мм: ZC=ky! YC+by! ZD=ky! YD+by! , звідки ky!=(ZD-ZC):(YD-YC)=(530-260):(0,7340,394)=794,117, by!=ZC-YC ky!=260-0,394 794,117=- 52,882. 3. Здійснюють перерахунок значень неспіввісності прямих АВ і CD в площину корегування К. Для цього визначають: 3.1. Координати прямої АВ в площині К, в мм: Хk=(Zk-bx):kx=(250-338,32):393,474=- 0,224, Yk=(Zk-by):ky=(250-678,507):(-737,41)=0,581. 3.2. Координати прямої CD в площині К, в мм: D ( ХD 10 XK )2 ( YD YК )2 d: 2( ZD ZК ) 6.2.2. Напрямок зміщення, в градусах: aD=arctg ΔYD-ΔYK:ΔXD-ΔХK=arctg(-0,5330,2):(0,477+0,499)=36,85, якщо ΔXD-ΔХK 0 і ΔYD-ΔYK
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for centering piston -type compressor
Автори англійськоюArtilakva Levan Shalvovych, Kvaratshelia Mamuka Zauraiovych, Panasovskyi Leonid Volodymyrovych, Nescheret Ihor Hryhoriiovych, Kiseliov Roman Vasyliovych
Назва патенту російськоюСпособ центрирования поршневого компрессора
Автори російськоюАртилаква Леван Шалвович, Кварацхелия Мамука Заурайович, Панасовский Леонид Владимирович, Нещерет Игорь Григорьевич, Кисельов Роман Васильевич
МПК / Мітки
Мітки: центрування, спосіб, поршневого, компресора
Код посилання
<a href="https://ua.patents.su/6-49794-sposib-centruvannya-porshnevogo-kompresora.html" target="_blank" rel="follow" title="База патентів України">Спосіб центрування поршневого компресора</a>
Ущільнення поршневого штока компресора

Номер патенту: 7122
Опубліковано: 15.06.2005
Автори: Ахтямов Альберт Мінахметович, Носко Павло Леонідович
МПК: F04D 29/08
Мітки: поршневого, штока, компресора, ущільнення
Формула / Реферат:
Ущільнення поршневого штока компресора, що містить корпус, U-подібну манжету, пристрій для регулювання ущільнення у вигляді спеціального конічного розпірного кільця, яке відрізняється тим, що U-подібну манжету, яку виготовлено з пластичного матеріалу з низьким коефіцієнтом тертя, наприклад фторопласта, закріплено безпосередньо в корпусі компресора, пристрій для регулювання ущільнення виконано шляхом розташування U-подібної манжети її прорізом...
Пристрій для регулювання продуктивності поршневого компресора
Номер патенту: 50982
Опубліковано: 15.11.2002
Автор: Ахтямов Альберт Мінахметович
МПК: F04B 25/00
Мітки: регулювання, пристрій, компресора, поршневого, продуктивності
Формула / Реферат:
Пристрій для регулювання продуктивності поршневого компресора, який містить підключене до ресивера реле тиску, до виходу якого підімкнуто сполучені з впускними клапанами компресора віджимні пристрої, що з’єднують порожнину циліндра першого ступеня стиску з атмосферою, порожнини циліндрів подальших ступенів - із порожнинами попередніх до них проміжних холодильників, який відрізняється тим, що кожний проміжний холодильник обладнано...
Поршневий компресор, поршень для поршневого компресора
Номер патенту: 41427
Опубліковано: 17.09.2001
Автори: Коп Лаурентіус Герардус Марія, Схютте Ренатус Йоханнес Марія, Елферінк Йоханнес Якобус
МПК: F04B 35/00, F04B 39/00, F16C 32/06
Мітки: поршневий, поршень, компресор, компресора, поршневого
Формула / Реферат:
1. Поршневой компрессор для сжатия газа, включающий в себя корпус с по меньшей мере одним цилиндром, который имеет по существу горизонтальную ось, поршень, имеющий корпус поршня, причем поршень установлен с возможностью совершения в цилиндре возвратно-поступательных движений и ограничивает в цилиндре по меньшей мере одну камеру сжатия, в которой происходит сжатие газа, поршневой шток, который одним своим концом прикреплен к поршню, в то...
Клапанний вузол поршневого аміачного компресора
Номер патенту: 20647
Опубліковано: 05.08.1997
Автори: Васютинський Юрій Анатолійович, Борщ Аркадій Трохимович, Красномовець Петро Григорович, Попович Олександр Іванович
МПК: F04B 39/10
Мітки: поршневого, клапанний, аміачного, вузол, компресора
Формула / Реферат:
І, Клапанный узел поршневого аммиачного компрессора, содержащий подъемную конструкцию, по меньшей мере для двух цилиндров, с установленными на ней клапанными пластинами и распорными пружинами, отличающийся тем, что подъемная конструкция выполнена в виде стакана с всасывающими и нагнетательными отверстиями в основании и размещена на клапанной плите над каждым цилиндром, опираясь в его торец, при этом клапанный узел снабжен втулкой с...
Сапун для вентиляції масляного картера поршневого компресора
Номер патенту: 13534
Опубліковано: 25.04.1997
Автори: Хижук Олександр Григорович, Яковлева Наталія Вікторовна, Ігнатьєв Валерій Олександрович, Фукс Марк Лейбович
МПК: F04B 39/02
Мітки: сапун, поршневого, компресора, картера, вентиляції, масляного
Формула / Реферат:
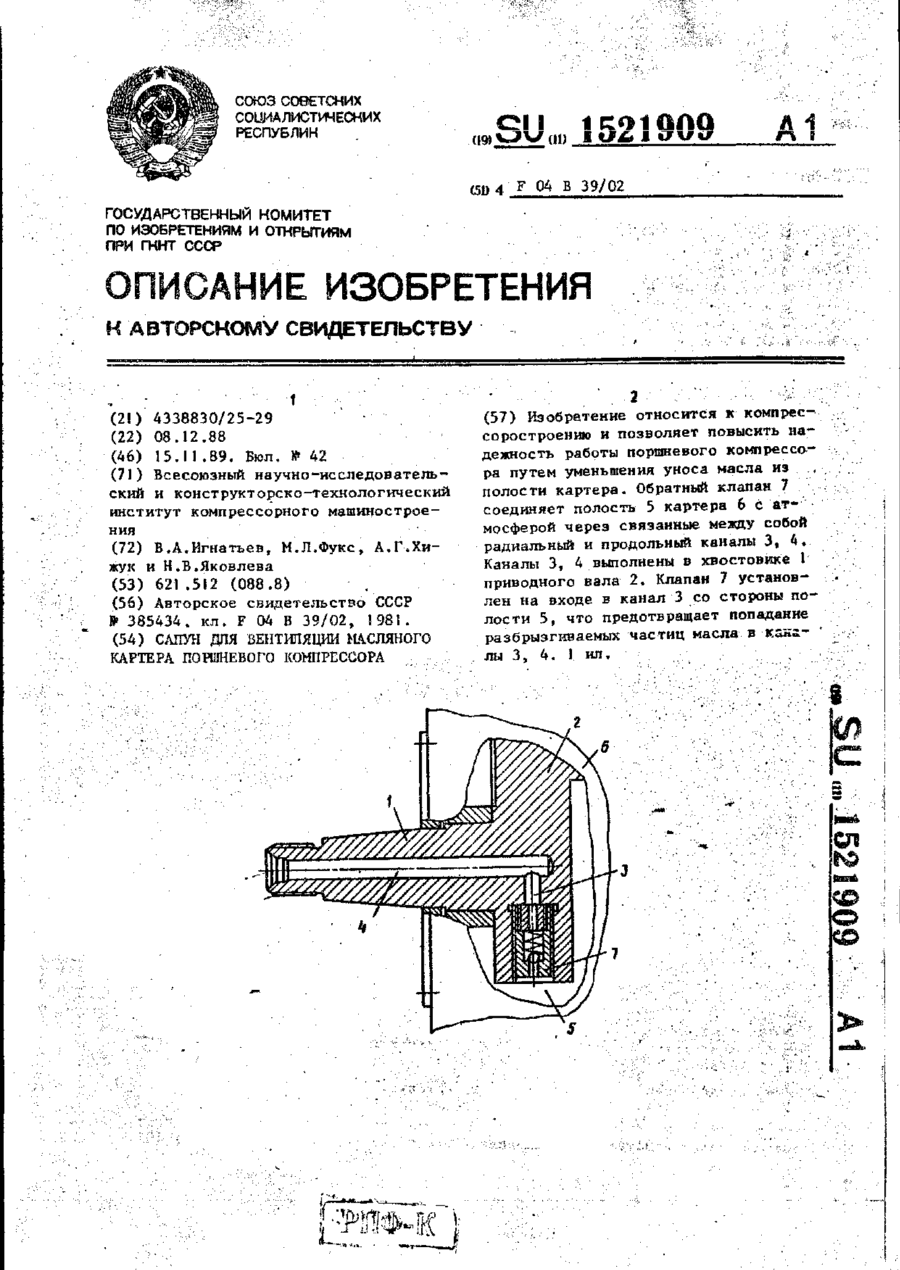
Сапун для вентиляции масляного картера поршневого компрессора, содержащий обратный клапан, соединяющий полость картера с атмосферой через связанные между собой радиальный и продольный каналы, выполненные в хвостовике приводного вала компрессора, отличающийся тем, что, с целью повышения надежности работы компрессора путем уменьшения уноса масла из полости картера, обратный клапан установлен на входе в радиальный канал со стороны полости...
Попередній патент: Застосування 1′-гідрокси-пропан-3′-іміноцимарину як засобу з кардіотонічною, діуретичною та протизапальною дією
Наступний патент: Спосіб отримання сирного продукту м’якого на основі сухого знежиреного молока з використанням борошна кукурудзи
Випадковий патент: Безпечний здвоєний поліспаст