Безперервний сортопрокатний стан
Номер патенту: 52823
Опубліковано: 15.01.2003
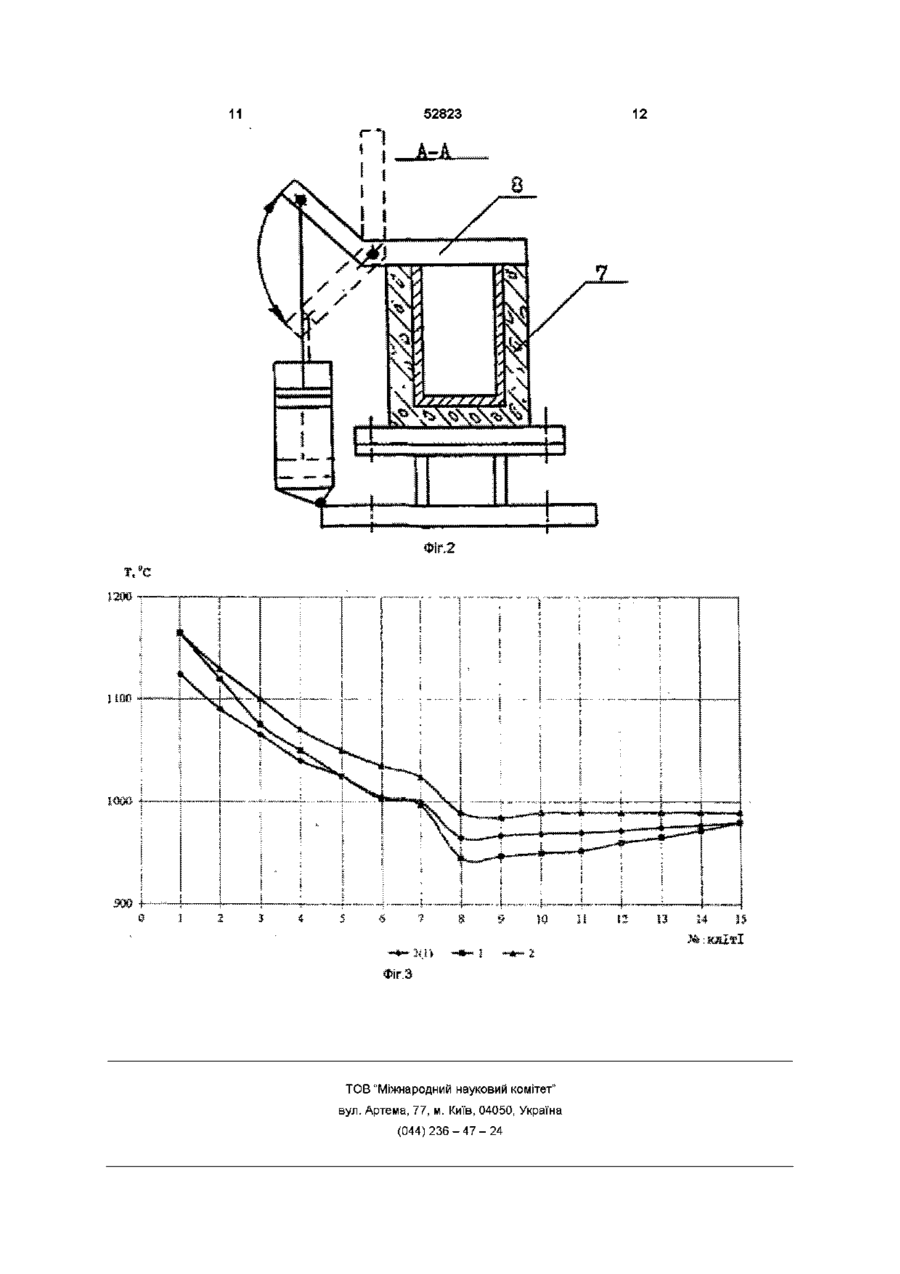
Автори: Макаров Костянтин Григорович, Кулаков Леонід Васильович, Сівак Едуард Володимирович, Омесь Микола Михайлович, Кисельов Олександр Павлович, Шеремет Володимир Олександрович, Лохматов Олександр Павлович, Любимов Іван Михайлович, Кекух Анатолій Володимирович, Жучков Сергій Михайлович, Ноговіцин Олексій Володимирович
Формула / Реферат
(21) 2000116437
(57)
1.Безперервний сортопрокатний стан, що містить робочі кліті, які установлені послідовно одна за іншою і утворюють лінію прокатування, передатні столи, що встановлені в міжклітьових проміжках робочих клітей співвісно з лінією прокатування та з’єднують вихідну сторону попередньої робочої кліті з вхідною стороною наступної робочої кліті, кожний з яких виконаний у вигляді наскрізного тунелю , що теплоізолює, який відрізняється тим, що наскрізній тунель, що теплоізолює, утворений секціями, що зістиковані між собою та розміщені уздовж лінії прокатування, при цьому кожна секція оснащена засобами дискретного дроселювання внутрішнього простору тунелю.
2.Безперервний сортопрокатний стан за п.1 , який відрізняється тим, що засоби дискретного дроселювання внутрішнього простору кожної секції наскрізного тунелю, що теплоізолює, виконані у вигляді кришок, які установлені з можливістю зміни кута їхнього розкриття і фіксації в заданому положенні.
Начальник відділу
К.В. Жданенко
Виконавець
І.Ю. Бойцова
Текст
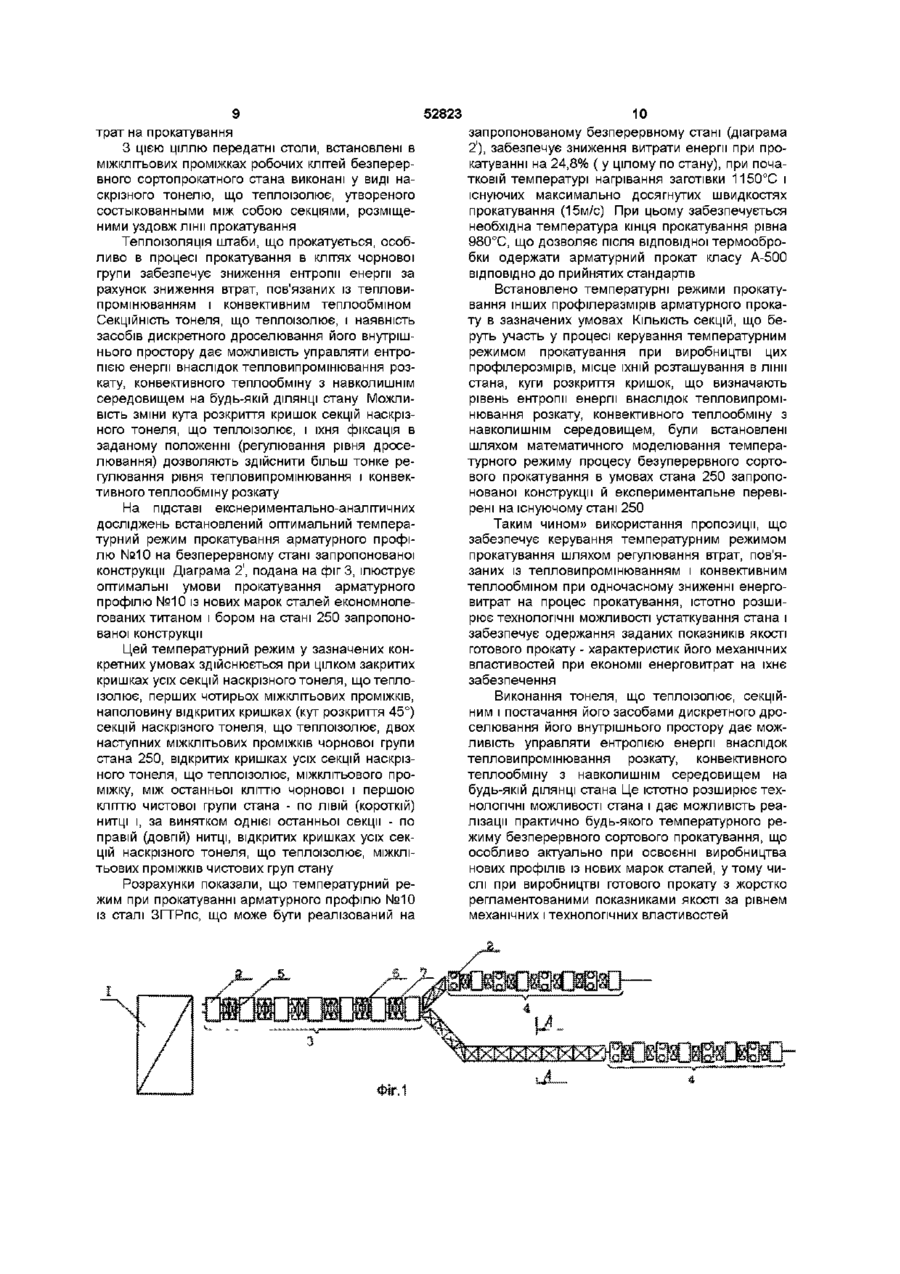
1 Безперервний сортопрокатний стан, що Винахід відноситься до прокатного виробництва, зокрема, до конструкцій безперервних сортопрокатних станів, як-от до компонування їх основного технологічного устаткування, і може бути використану на цих станах Відомий безперервний сортопрокатний стан, що містить робочі КЛІТІ, установлені послідовно одна за іншою і утворюючі ЛІНІЮ прокатування, передатні столи, встановлені в МІЖКЛІТЬОВИХ проміжках робочих клітей совісно з ЛІНІЄЮ прокатування і з'єднуючі ВИХІДНІ сторони попередньої робочої КЛІТІ з вхідною стороною наступної робочої КЛІТІ КЛІТІ стана можуть бути згруповані й утворювати чорнову і чистову групи, між якими розташований наскрізний тонель, що теплоізолює [1] Недоліком відомого стану є підвищені витрати енергії при прокатуванні Це обумовлено втратами теплової енергії заготівки, нагрітої перед прокатуванням, у робочих клітях і МІЖКЛІТЬОВИХ проміжках стану Відома конструкція стану забез містить робочі КЛІТІ, які установлені послідовно одна за іншою і утворюють ЛІНІЮ прокатування, передатні столи, що встановлені в МІЖКЛІТЬОВИХ проміжках робочих клітей СПІВВІСНО з ЛІНІЄЮ прока тування та з'єднують вихідну сторону попередньої робочої КЛІТІ з вхідною стороною наступної робочої КЛІТІ, кожний з яких виконаний у вигляді наскрізного тунелю , що теплоізолює, який відрізняється тим, що наскрізній тунель, що теплоїзолює, утворений секціями, що зістиковані між собою та розміщені уздовж лінії прокатування, при цьому кожна секція оснащена засобами дискретного дроселювання внутрішнього простору тунелю 2 Безперервний сортопрокатний стан за п 1 , який відрізняється тим, що засоби дискретного дроселювання внутрішнього простору кожної секції наскрізного тунелю, що теплоізолює, виконані у вигляді кришок, які установлені з можливістю зміни кута їхнього розкриття і фіксації в заданому положенні печує зберігання тепла тільки в проміжку між групами клітей У МІЖКЛІТЬОВИХ проміжках власне груп клітей стану відбуваються інтенсивні втрати тепла заготівки за рахунок випромінювання і конвективного теплообміну з навколишнім середовищем Крім того, відома конструкція не дозволяє здійснювати керування температурним режимом безперервного сортового прокатування, що знижує и технологічні можливості і також є недоліком У якості прототипу прийнятий безперервний прокатний стан, що містить робочі КЛІТІ, установлені послідовно одна за іншою і утворюючі ЛІНІЮ прокатування, передатні столи, встановлені в МІЖКЛІТЬОВИХ проміжках робочих клітей совісно з ЛІНІЄЮ прокатування і з'єднуючої ВИХІДНІ сторони попередньої робочої КЛІТІ з вхідною стороною наступної робочої КЛІТІ ДЛЯ захисту металу, нагрітого до температури прокатування, від утрат тепла при транспортуванні між клітями прокатного стану, стан постачений наскрізними кожухами, О СО сч 00 сч ю 52823 що теплоізолюють (тонелями), розміщеними між клітями стану, що переміщаються разом із нагрітим розкатом від попередньої КЛІТІ ДО наступної КЛІТІ [2] Недоліком прототипу є те, що відома конструкція стану не дозволяє управляти температурним режимом безперервного сортового прокатування, що знижує його технологічні можливості Відомо, ЩО температурний режим прокатування на безперервному сортовому стані є найважливішим технологічним параметром і багато в чому визначає умови реалізації процесу прокатування Це свого роду складова технічної характеристики стана температурний режим прокатування визначається конструктивними особливостями стана - схемою розташування основного технологічного устаткування, технічними характеристиками його основних агрегатів нагрівальних печей, робочих клітей, допоміжного устаткування ножиць, рольгангів, пристроїв, що охолоджують І ІН Характер зміни розміру абсолютних значень температури металу по довжині безперервного сортового стану багато в чому визначають рівень енерговнтрат на прокатування Крім того, компактне розташування робочих клітей і високі швидкості прокатування обумовили специфічний характер зміни температури штаби, що прокатується, по довжині сучасних безперервних середньосортних дрібносортних і дрібносортно-дротових станів Спочатку в чорнових групах робочих клітей і частини робочих клітей проміжних груп відбувається зниження температури металу, що прокатується (від 1100-1200°С до 900-950°С), що призводить до ВІДПОВІДНОГО росту енергосилових параметрів деформації, а потім, коли на перший план виступає задача формування профілю і структури металу готового прокату, температура розкату, що прокатується, починає рости за рахунок деформаційного розігріву і досягає 1000-1050°С У цьому зв'язку, особливу роль грає можливість керування температурним режимом безперервного сортового прокатування, що дозволить істотно розширити його технологічні можливості за рахунок зниження енерговитрат і забезпечення заданої якості прокату Це особливо актуально при виробництві готового прокату з жорстко регламентованими показниками якості за рівнем механічних і технологічних властивостей, наприклад, при виробництві періодичного арматурного прокату або сортового прокату з високолегованих марок стали спеціального призначення, наприклад, ресорно-пружинних Сучасні конструкції безперервних сортопрокатних станів забезпечують керування температурним режимом прокатування тільки за допомогою температури нагрівання заготівов, швидкісного режиму прокатування або шляхом примусового відбору тепла в процесі прокатування за допомогою охолодних устроїв Ці ШЛЯХИ керування температурним режимом безперервного сортового прокатування, як правило, призводять до збільшених енерговитрат Водночас, найбільше ефективним шляхом зниження енерговитрат при безперервному сортовому прокатуванні є зниження втрат, пов'яза них із тепловипромінюванням і конвективним теплообміном, тому що саме ці статті теплового балансу системи "безперервний сортопрокатний стан - штаба, що прокатується", як показали дослідження, є ний більш є значимими Тому забезпечення можливості керування температурним режимом прокатування за допомогою регулювання втрат, пов'язаних із тепловипромінюванням і конвективним теплообміном, забезпечує істотне розширення технологічних можливостей стана при одночасному зниженні енерговитрат на прокатування Задача, розв'язувана винаходом, складається в розробці конструкції безперервного сортопрокатного стана, що забезпечує керування температурним режимом прокатування шляхом регулювання втрат, пов'язаних із тепловипромінюванням і конвективним теплообміном, що забезпечує зниження енерговитрат на прокатування і значно розширює технологічні можливості стану Технічний результат, що досягається при використанні винаходу, складається в забезпеченні керування температурним режимом безупинного сортового прокатування при одночасному зниженні енерговитрат на и здійснення, що істотно розширює технологічні можливості устаткування стану і забезпечує одержання заданих показників якості готового прокату - характеристик його механічних властивостей при економії енерговитрат на їхнє забезпечення Рішення поставленої задачі забезпечується тим, що в безперервному сортопрокатному стані, що містять робочі КЛІТІ, установлені послідовно одна за іншою і утворюючі ЛІНІЮ прокатування, передатні столи, встановлені в МІЖКЛІТЬОВНХ проміжках робочих клітей совісно з ЛІНІЄЮ прокатування і з'єднуючої вихідну сторону попередньої робочої КЛІТІ з вхідною стороною наступної робочої КЛІТІ, кожний Із яких виконаний у виді наскрізною тонеля, що теплоізолює, наскрізний тонель, що теплоізолюе, утворений состикованими між собою секціями, розміщеними уздовж лінії прокатування, а також тим, що кожна секція наскрізного тонелю, що теплоізолюе, постачена засобами дискретного дроселювання його внутрішнього простору, причому засоби дискретного дроселювання внутрішнього простору кожної секції наскрізного тонелю, що теплоізолює, виконані у виді кришок, установлених із можливістю зміни кута їхнього розкриття і фіксації в заданому положенні Порівняння з прототипом, показує, що безперервний сортопрокатний стан, що заявляється відрізняється тим, що наскрізний тонель, що теплоїзолює, утворений состикованими між собою секціями, розміщеними уздовж лінії прокатування, і тим, що кожна секція наскрізного тонелю, що теплоизолює, постачена засобами дискретного дроселювання його внутрішнього простору, а також тим, що засоби дискретного дроселювання внутрішнього простору кожної секції наскрізного тонелю, що теплоізолює, виконані у виді кришок, установлених із можливістю зміни кута їхнього розкриття і фіксації в заданому положенні Отже, що заявляється безупинний сортопрокатний стан 52823 відповідають критерію новизна Порівняння з іншими технічними рішеннями в даній області дозволило виявити таке 1 ВІДОМІ технічні рішення, спрямовані на зберігання тепла нагрітої заготівки перед безперервним станом, наприклад на ДІЛЯНЦІ МІЖ машиною безперервного лиття заготівок і безперервним станом, Наприклад, патент №26135, Україна МКВ B21D 11/12, Тунельна система для прокатного стана гарячого прокатування полоси Заявлено 18 06 93 Опубліковано 07 06 99 ) Аналіз цього технічного рішення показав, що його використання дозволяє знизити втрати теплової енергії безперервно литої заготівки, і зменшити тим самим енерговитрати при виробництві прокату Проте використання цього технічного рішення не дозволяє вирішити задану, поставлену в технічному рішенні, що заявляється, - забезпечити керування температурним режимом безперервного сортового прокатування Це звужує технологічні можливості відомого технічного рішення 2 ВІДОМІ технічні рішення, спрямовані на рішення задачі керування властивостями готового прокату шляхом керування температурою охолодження готового прокату Наприклад, патент №25700, Україна МСВ В21В 45/02 Ділянка повітряного охолодження катанки Заявлено 18 07 94 Опубліковано ЗО 10 98 Аналіз цього технічного рішення показав, що його використання дозволяє управляти температурою охолодження готового прокату і забезпечити задані властивості готового прокату Проте використання цього технічного рішення не дозволяє вирішити задачу, поставлену в технічному рішенні, що заявляється, - забезпечити керування температурним режимом безперервного сортового прокатування, а також знизити втрати теплової енергії нагрітої заготівки і зменшити, тим самим, енерговитрати при виробництві прокату Це звужує технологічні можливості відомого технічного рішення 3 ВІДОМІ технічні рішення, спрямовані на рішення задачі зниження втрат теплової енергії нагрітої заготівлі і зменшення тим самим енерговитрат при виробництві прокату Ці технічні рішення характеризують конструктивні особливості засобів теплоізоляції нагрітого прокату різноманітного типу Наприклад, заявка 270445 ЕПВ МКИ4 В21В 45/00, 1/26 Тунель для витримування при визначеній температурі гарячого прокату в стані безперервного прокатування Опубліковано 08 06 88 Аналіз цього технічного рішення показав, що його використання дозволяє знизити втрати теплової енергії нагрітої заготівки в лінії безперервного стану і зменшити тим самим енерговитрати при виробництві прокату Проте використання цього технічного рішення не дозволяє вирішити задачу, поставлену в технічному рішенні, що заявляється, - забезпечити керування температурним режимом безперервного сортового прокатування Це звужує технологічні можливості відомого технічного рішення Виконаний аналіз показав, що ВІДОМІ технічні рішення не дозволяють вирішити задачу, постав лену в технічному рішенні, що заявляється, - забезпечити керування температурним режимом безперервного сортового проказування і забезпечити тим самим зниження енерговитрат і одночасно розширення технологічних можливостей стану Отже, технічне рішення, що заявляється, має винахідницький рівень Винахід пояснюється кресленням, де на фіг 1-3 подана схема реалізації пропозиції, адаптована для умов безупинного двониткового дрібносортного стана 250 Тут на фіг 1 подана схема розташування устаткування стана (у плані), а на фіг 2 поперечний перетин наскрізного тонеля, що теплоізолює, (А-А на фіг1) На фіг 3 подані діаграми зміни температури прокатування по довжині стана в існуючої (1) і запропонованої (2) конструкції Температурний режим прокатування на безперервному стані запропонованої конструкції (діаграма 2і) ілюструє оптимальні умови прокатування арматурного профілю №10 Безперервний двонитковий дрібносортний стан (безперервний сортопрокатний стан) включає нагрівальну піч 1 Робочі КЛІТІ 2, установлені послідовно одна за іншою, утворюють ЛІНІЮ прокатування КЛІТІ згруповані і утворюють чорнову З і дві чистові 4 групи клітей У МІЖКЛІТЬОВИХ проміжках робочих клітей, совісно з ЛІНІЄЮ прокатування, установлені передатні столи 5, що з'єднують вихідну сторону попередньої робочої КЛІТІ з вхідною стороною наступної робочої КЛІТІ Передатні столи 5 установлені також між чорновою 3 і двома чистовими групами клітей Кожний передатний стіл виконаний у виді наскрізного тонеля 6, що теплоізолює Наскрізний тонель 6, що теплоізолює, утворений состикованими між собою секціями 7, розміщеними уздовж лінії прокатування Кожна секція наскрізного тонеля 6, що теплоізолює, постачена засобами дискретного дроселювання його внутрішнього простору, виконаними у виді кришок 8, установлених із можливістю зміни кута їхній розкриття і фіксації в заданому положенні Безперервний сортопрокатний стан працює таким чином Нагріта в нагрівальній печі 1 до температури прокатування(порядку 1150-1200°С) заготівка надходить у ЛІНІЮ стана, де послідовно в безперервному режимі прокатується в робочих клітях 2 стана до одержання готового сортового прокату заданих геометричних параметрів і конфігурації Прокатування здійснюється спочатку в дві нитки в клітях чорнової групи стана, а потім в одну нитку в чистових групах клітей Передача розкату від КЛІТІ ДО КЛІТІ ЗДІЙСНЮ ЄТЬСЯ за допомогою передатних столів 5, встановлених у МІЖКЛІТЬОВИХ проміжках робочих клітей совісно з ЛІНІЄЮ прокатування Вони з'єднують вихідну сторону попередньої робочої КЛІТІ з вхідною стороною наступної робочої КЛІТІ Передатні столи 5 з'єднують також останню робочу кліть чорнової 3 і перших клітей двох чистових груп клітей У процесі прокатування на безперервному сортовому стані відбувається ентропія енергії нагрітої заготівки Втрати тепла відбуваються внаслідок тепловипромінювання розкату, конвек 52823 тивного теплообміну з навколишнім середовищем, контактного теплообміну з робочими валками й елементами устаткування стана, що здійснюють передачу розкату 3 іншого боку, за рахунок деформаційного розігріву відбувається збільшення тепломісткості розкату У процесі прокатування на запропонованому стані при передачі розкату від КЛІТІ ДО КЛІТІ за допомогою засобів дискретного дроселювання внутрішнього простору наскрізного тонелю, що теплоїзолює, утвореного состикованими між собою секціями, здійснюють керування температурою розкату Це здійснюється шляхом зміни куга розкриття кришок секцій наскрізного тонеля, що тепло ізолює, і їхньої фіксації в заданому положенні КІЛЬКІСТЬ секцій, що беруть участь у процесі керування при виробництві того або іншого виду прокатної продукції, місце їхнього розташування в лінії стана, кути розкриття кришок, що визначають рівень ентропії енергії внаслідок тепловипромінювання розкату, конвективного теплообміну з навколишнім середовищем, можуть бути визначені або експериментальними шляхом, або шляхом моделювання температурного режиму процесу безперервного сортового прокатування в конкретних умовах Особливості конструкцій сучасних безперервних середньосортних дрібносортних і дрібносортно-дротових станів і технології прокатування на них обумовили специфічний характер зміни температури розкату, що прокатується по довжині стану з мінімумом значень наприкінці чорнових груп робочих клітей У клітях чорнових груп відбувається інтенсивне зниження температури металу, що прокатується, за рахунок тепловипромінювання і конвективного теплообміну до температури порядку 900-950°С Це обумовлено низькими швидкостями прокатування в них, які складають 0,1-1,0м/с, і високою температурою нагрівання вихідної заготівки (порядку 11001200°С) Приріст температури металу за рахунок деформаційного розігріву розкату в процесі прокатування не компенсує цих утрат У клітях чистових груп швидкості прокатування збільшуються і досягають 20,0м/с (в останні числовій КЛІТІ) У ЦИХ умовах відбувається приріст температури металу за рахунок деформаційного розігріву розкату, тому що ця стаття теплового балансу системи "безперервний сортопрокатний стан - штаба, що прокатується" на даній стадії процесу безперервного сортового прокатування робить найбільш значимий вплив на характер зміни температури штаби, що прокатується При цьому, чим нижче температура штаби, що прокатується, перед чистовою групою клітей, тим інтенсивніше її розігрів у клітях цієї групи [3] Температура розкату, що прокатується, в чистової КЛІТІ за рахунок деформаційного розігріву зростає до 1000-1050°С Діаграма 1, подана на фіг 3, ілюструє зміну температури прокатування по довжині стану 250 відомої конструкції при прокатуванні арматурного профілю №10 Низькі температури металу, що прокатується, наприкінці чорнової групи робочих клітей стану при високих температурах нагрівання заготівок 8 призводять до ВІДПОВІДНОГО росту енергосилових параметрів прокатування на цій ДІЛЯНЦІ стану і збільшенню енерговитрат на деформацію металу і нагрів заготівок На стадії чистового прокатування на перший план виступає задача формування профілю і структури металу готового прокату Для забезпечення необхідної структури металу особливо при виробництві прокату з жорстко регламентованими показниками якості за рівнем механічних і технологічних властивостей, наприклад, періодичного арматурного прокату або сортового прокату з внсоколегованих марок сталі спеціального призначення, наприклад, ресорнопружинних, необхідно щоб значення температури кінця прокатування складали 900-1000°С Більш високі значення температури кінця прокатування призводять до росту зерна аустеніту в металі і знижують можливості термомеханічної обробки прокату з прокатного нагрівання, із метою забезпечення необхідних показників якості за рівнем механічних і технологічних властивостей готового прокату Таким чином, керування температурним режимом безперервного сортового прокатування дозволяє істотно розширити технологічні можливості безперервного сортопрокатного стана ВІДОМІ конструкції безперервних сортопрокатних станів забезпечують керування температурним режимом прокатування тільки за допомогою температури нагрівання заготівок, швидкісного режиму прокатування або шляхом примусового відбору тепла в процесі прокатування за допомогою охолодних устроїв Ці ШЛЯХИ керування температурним режимом безперервного сортового прокатування звичайно призводять до збільшених енерговитрат Так, керування температурним режимом прокатування за допомогою температури нагрівання заготівок призводить або до росту енергосилових параметрів прокатування на стані - при її зниженні, або до збільшених енерговитрат на нагрів заготівок у нагрівальній печі і необхідності наступного примусового відбору тепла дня забезпечення необхідної температури кінця прокатування Керування температурним режимом прокатування за допомогою швидкості прокатування можливо в дуже вузькому діапазоні, тому що зниження швидкості проказування призводить до ВІДПОВІДНОГО зниження продуктивності стана, а збільшення швидкості прокатування обмежено технічними характеристиками стала Керування температурним режимом прокатування шляхом примусового відбору тепла в процесі прокатування за допомогою охолодних устроїв супроводжують збільшені енерговитрати на його організацію і здійснення Крім того, реалізацію цього шляху керування температурним режимом прокатування супроводжує збільшена ентропія енергії Запропонована конструкція безперервного сортопрокатного стана дозволяє реалізувати керування температурним режимом прокатування шляхом регулювання тепловипромінювання і конвективного теплообміну гарячого розкату, що, у свою чергу, дає можливість знизити температуру нагрівання заготівок без збільшення енергови 52823 трат на прокатування З цією ціллю передатні столи, встановлені в МІЖКЛІТЬОВИХ проміжках робочих клітей безперервного сортопрокатного стана виконані у виді наскрізного тонелю, що теплоізолює, утвореного состыкованными між собою секціями, розміщеними уздовж лінії прокатування Теплоізоляція штаби, що прокатується, особливо в процесі прокатування в клітях чорнової групи забезпечує зниження ентропії енергії за рахунок зниження втрат, пов'язаних із тепловипромінюванням і конвективним теплообміном Секційність тонеля, що теплоізолює, і наявність засобів дискретного дроселювання його внутрішнього простору дає можливість управляти ентропією енергії внаслідок тепловипромінювання розкату, конвективного теплообміну з навколишнім середовищем на будь-якій ДІЛЯНЦІ стану Можливість зміни кута розкриття кришок секцій наскрізного тонеля, що теплоізолює, і їхня фіксація в заданому положенні (регулювання рівня дроселювання) дозволяють здійснити більш тонке регулювання рівня тепловипромінювання і конвективного теплообміну розкату На підставі екснериментально-аналітичних досліджень встановлений оптимальний температурний режим прокатування арматурного профілю №10 на безперервному стані запропонованої конструкції Діаграма 2і, подана на фіг 3, ілюструє оптимальні умови прокатування арматурного профілю №10 із нових марок сталей економнолегованих титаном і бором на стані 250 запропонованої конструкції Цей температурний режим у зазначених конкретних умовах здійснюється при цілком закритих кришках усіх секцій наскрізного тонеля, щотеплоізолює, перших чотирьох МІЖКЛІТЬОВИХ проміжків, наполовину відкритих кришках (кут розкриття 45°) секцій наскрізного тонеля, що теплоізолює, двох наступних МІЖКЛІТЬОВИХ проміжків чорнової групи стана 250, відкритих кришках усіх секцій наскрізного тонеля, що теплоізолює, МІЖКЛІТЬОВОГО проміжку, між останньої кліттю чорнової і першою кліттю чистової групи стана - по ЛІВІЙ (короткій) нитці і, за винятком однієї останньої секції - по правій (довгій) НИТЦІ, відкритих кришках усіх секцій наскрізного тонеля, що теплоізолює, МІЖКЛІТЬОВИХ проміжків чистових груп стану Розрахунки показали, що температурний режим при прокатуванні арматурного профілю №10 із сталі ЗГТРпс, що може бути реалізований на 10 запропонованому безперервному стані (діаграма 2і), забезпечує зниження витрати енергії при прокатуванні на 24,8% ( у цілому по стану), при початковій температурі нагрівання заготівки 1150°С і існуючих максимально досягнутих швидкостях прокатування (15м/с) При цьому забезпечується необхідна температура кінця прокатування рівна 980°С, що дозволяє після відповідної термообробки одержати арматурний прокат класу А-500 ВІДПОВІДНО до прийнятих стандартів Встановлено температурні режими прокатування інших профілеразмірів арматурного прокату в зазначених умовах КІЛЬКІСТЬ секцій, що беруть участь у процесі керування температурним режимом прокатування при виробництві цих профілерозмірів, місце їхній розташування в лінії стана, куги розкриття кришок, що визначають рівень ентропії енергії внаслідок тепловипромінювання розкату, конвективного теплообміну з навколишнім середовищем, були встановлені шляхом математичного моделювання температурного режиму процесу безуперервного сортового прокатування в умовах стана 250 запропонованої конструкції й експериментальне перевірені на існуючому стані 250 Таким чином» використання пропозиції, що забезпечує керування температурним режимом прокатування шляхом регулювання втрат, пов'язаних із тепловипромінюванням і конвективним теплообміном при одночасному зниженні енерговитрат на процес прокатування, істотно розширює технологічні можливості устаткування стана і забезпечує одержання заданих показників якості готового прокату - характеристик його механічних властивостей при економії енерговитрат на їхнє забезпечення Виконання тонеля, що теплоізолює, секційним і постачання його засобами дискретного дроселювання його внутрішнього простору дає можливість управляти ентропією енергії внаслідок тепловипромінювання розкату, конвективного теплообміну з навколишнім середовищем на будь-якій ДІЛЯНЦІ стана Це істотно розширює технологічні можливості стана і дає можливість реалізації практично будь-якого температурного режиму безперервного сортового прокатування, що особливо актуально при освоєнні виробництва нових профілів із нових марок сталей, утому числі при виробництві готового прокату з жорстко регламентованими показниками якості за рівнем механічних і технологічних властивостей 11 52823 ТОВ "Міжнародний науковий комітет" вул. Артема, 77, м. Київ, 04050, Україна (044)236-47-24 12
ДивитисяДодаткова інформація
Назва патенту англійськоюContinuous section rolling mill
Автори англійськоюMakarov Kostiantyn Hryhorovych, Zhuchkov Serhii Mykhailovych, Sheremet Volodymyr Oleksandrovych, Omes' Mykola Mykhailovych, Liubimov Ivan Mykhailovych, Kekukh Anatolii Volodymyrovych, Kulakov Leonid Vasyliovych, Lokhmatov Oleksandr Pavlovych
Назва патенту російськоюНепрерывный сортопрокатный стан
Автори російськоюМакаров Константин Григорьевич, Жучков Сергей Михайлович, Шеремет Владимир Александрович, Омесь Никорлай Михайлович, Любимов Иван Михайлович, Кэкух Анатолий Владимирович, Кулаков Леонид Васильевич, Лохматов Александр Павлович
МПК / Мітки
МПК: B21B 1/04, B21B 45/00, B22D 11/12
Мітки: стан, безперервний, сортопрокатний
Код посилання
<a href="https://ua.patents.su/6-52823-bezperervnijj-sortoprokatnijj-stan.html" target="_blank" rel="follow" title="База патентів України">Безперервний сортопрокатний стан</a>
Безперервний стан для прокатки дроту

Номер патенту: 38760
Опубліковано: 15.05.2001
Автори: Калінін Ігор Віталійович, Правдін Юрій Михайлович, Сергєєв Віктор Володимирович, Лобанов Олександр Іванович
МПК: B21B 1/16
Мітки: стан, безперервний, дроту, прокатки
Текст:
...дріт де формується без скручування і метал тече здебільшого у повздовжньому напрямку - у напрямку прокатки. Додатковий рівчак, який фіксує переріз дроту відносно повздовжньої осі, забезпечує стабільне здійснення процесу прокатки и виготовлення дроту без викривлення його геометричних розмірів. При цьому в першій кліті стана використовують калібр у виді стрілчастого трикутника без додаткового рівчака, тому що заготовка, яка надходить в...
Безперервний стан прокатки дроту
Номер патенту: 17991
Опубліковано: 17.06.1997
Автори: Правдін Юрій Михайлович, Лобанов Олександр Іванович, Крилов Михайло Юрійович, Хаустов Георгій Йосипович, Сергєєв Віктор Володимирович, Морозов Рудольф Павлович
МПК: B21B 1/16
Мітки: дроту, стан, прокатки, безперервний
Формула / Реферат:
Непрерывный стан для прокатки проволоки, содержащий последовательный ряд трехвалковых клетей, в каждой из которых валки расположены по окружности под углом 120°, валки каждой последующей клети относительно валков предыдущей клети смещены на угол 60°, а валки последней клети ряда образуют круглый калибр, отличающийся тем, что трехвалковые клети, расположенные с входной стороны стана, снабжены комплектами валков, контуры рабочих поверхностей...
Стан холодного прокатування труб валкового типу з боковим завантаженням заготівки
Номер патенту: 32164
Опубліковано: 15.12.2000
Автори: Михайленко Михайло Андрійович, Орещенко Віктор Федорович, Шестопалов Ігор Вікторович, Буряк Юрій Григорович, Смолянов Георгій Миколайович, Король Микола Миколайович, Король Родомір Миколайович, Григорченко Віктор Іванович, Журба Олександр Савельович, Калашніков Юрій Леонідович, Півник Юрій Вікторович
МПК: B21B 21/00, B21B 13/18
Мітки: боковим, валкового, типу, стан, труб, холодного, прокатування, завантаженням, заготівки
Текст:
...патрон поворота труби, з'єднаний через иишіїй трансмісійний вал з розподільчим цодавально-поворотнитл механізмом, згідно винаходу паралельно лінії стана уста новлений но ТГІДІШШШЇКОВИХ опорах додатково трансмісійний вал, а патрон заготівки опоряджений рухливим патроном поворота заготівки , який маеt Haприклад,пневматичний затиок заготівки І кінематично з'єднаний з нижнім трансмісійним валом поворота І з додатковим трансміоійним...
Профілезгинальний стан

Номер патенту: 39073
Опубліковано: 15.05.2001
Автори: Докторов Марк Юхимович, Смоляров Анатолій Михайлович, Пшенична Наталя Веніамінівна, Березовський Семен Фриделевич, Ряснов Валерій Миколайович
МПК: B21D 5/06
Мітки: профілезгинальний, стан
Формула / Реферат:
Профілезгинальний стан, що містить ряд послідовно встановлених робочих клітей із спареними в кожній з них по калібру валками, що мають в робочих рівчаках висупи – циліндричні ділянки, які поєднані із торцями завдяки тороїдальних ділянок, який відрізняється тим, що згадані торці виступних циліндричних ділянок валків, принаймі одного валка, виконані конусної форми з кутом нахилу твірної їх конусної поверхні в калібрі до осі валка під кутом, що...
Міні-стан для виробництва гарячокатаної штаби
Номер патенту: 593
Опубліковано: 16.10.2000
Автори: Білобров Юрій Миколайович, Каушанський Ігор Борисович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович
МПК: B21B 1/00
Мітки: гарячокатаної, виробництва, штаби, міні-стан
Формула / Реферат:
Міні-стан для виробництва гарячокатаної штаби, до складу якого входить підігрівальна піч, транспортувальні та робочі рольганги, обладнання для гідрозбиву окалини, чорнова та чистова реверсивні кліті, поміж якими встановлено ножиці для обрізування переднього та останнього кінців підкату, моталки у печах, встановлених перед та за чистовою кліттю, моталки для змотування штаби в рулон, устаткування для транспортування рулону на склад, який...
Попередній патент: Спосіб і пристрій електричного контролю електродної лінії біполярної високовольтної установки електропередачі постійного струму
Наступний патент: Вентиль пневматичної шини
Випадковий патент: Коробка передач