Спосіб цементації сталевих деталей електроерозійним легуванням
Номер патенту: 66993
Опубліковано: 25.01.2012
Автори: Тарельник В'ячеслав Борисович, Братущак Максим Петрович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
Формула / Реферат
1. Спосіб цементації сталевих деталей електроерозійним легуванням, при якому використовують як анод графітовий електрод, а як катод - сталеву деталь і після цементації виконують подальше електроерозійне легування одержаної поверхні деталі вуглецем, який відрізняється тим, що подальше електроерозійне легування поверхні деталі виконують тим же графітовим електродом, що і цементацію, але поетапно, при цьому на кожному подальшому етапі знижують енергію розряду режиму електроерозійного легування.
2. Спосіб за п. 1, який відрізняється тим, що на кожному подальшому етапі виконують електроерозійне легування графітовим електродом у режимі з такою енергією розряду, при якій формують поверхню з шорсткістю в 2-3 рази нижче, ніж на попередньому етапі, порівняно з шорсткістю поверхні деталі з нелегованого матеріалу до цементації.
3. Спосіб за будь-яким з пп. 1-2, який відрізняється тим, що електроерозійне легування графітовим електродом здійснюють за один прохід для зниження величини шорсткості в 2 рази, при цьому за один прохід здійснюють електроерозійне легування графітовим електродом усієї заданої площі поверхні деталі з продуктивністю, відповідною до енергії розряду, що використовують.
4. Спосіб за будь-яким з пп. 1-2, який відрізняється тим, що електроерозійне легування графітовим електродом здійснюють за два проходи для зниження величини шорсткості в 3 рази, при цьому за один прохід здійснюють електроерозійне легування графітовим електродом усієї заданої площі поверхні деталі з продуктивністю, відповідною до енергії розряду, що використовують.
Текст
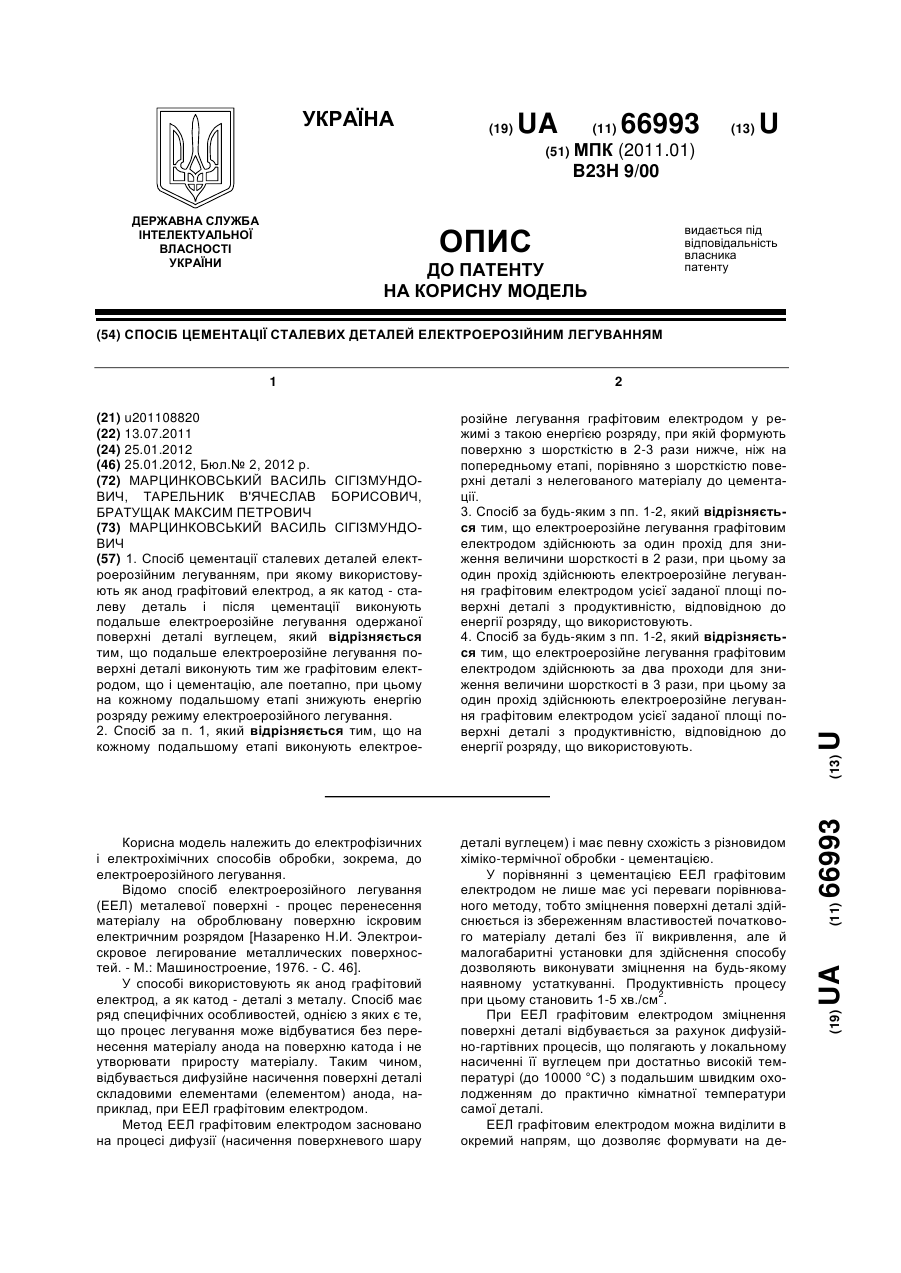
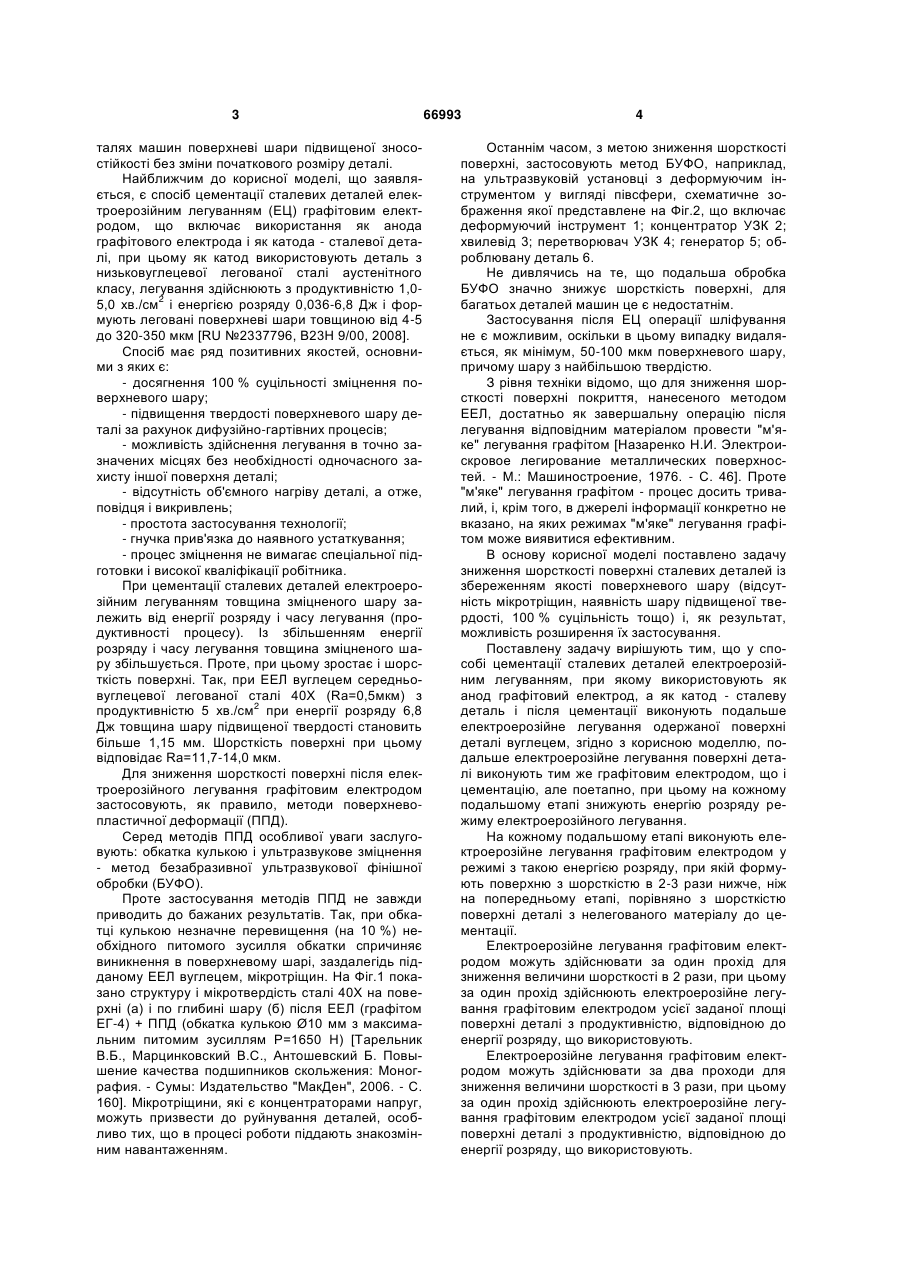
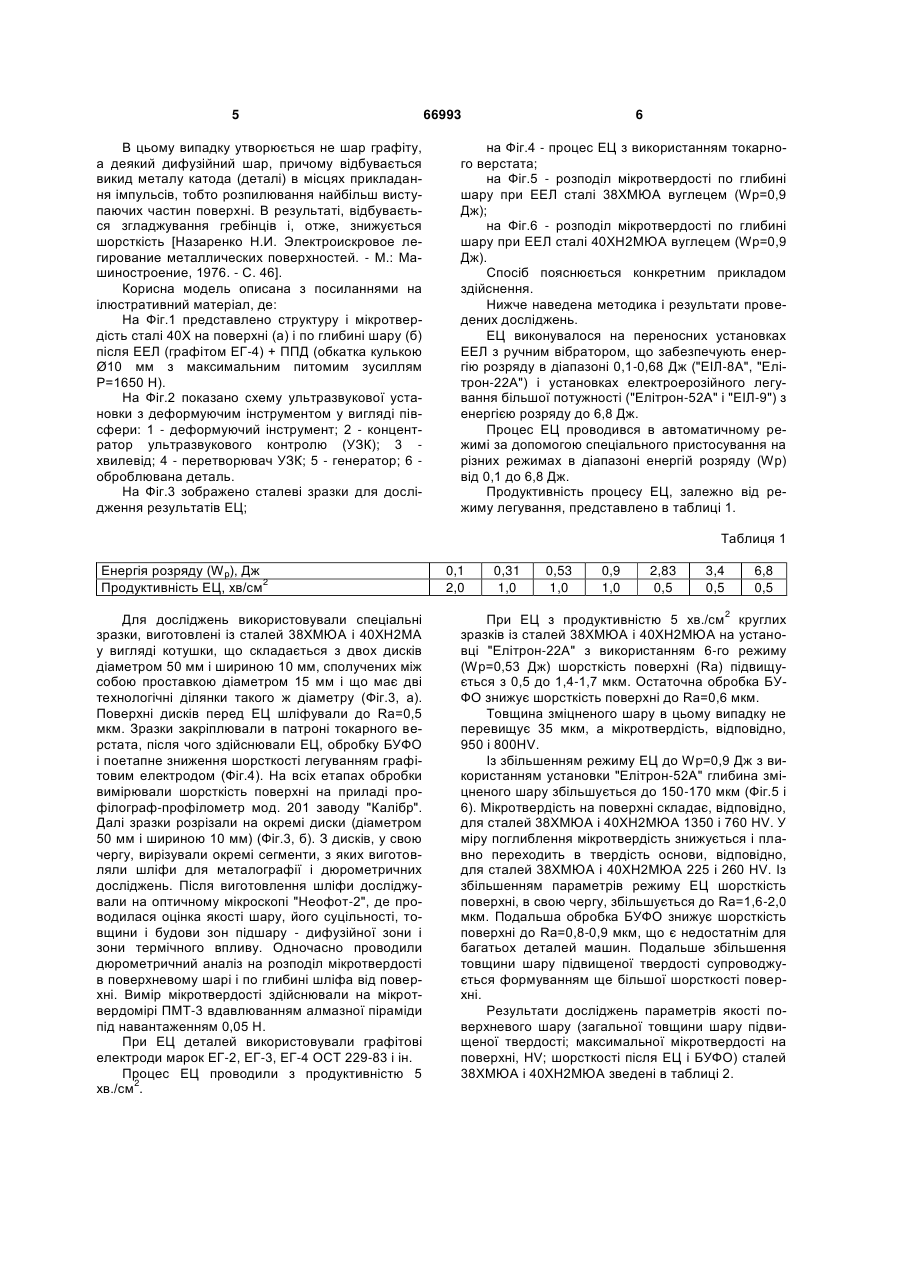
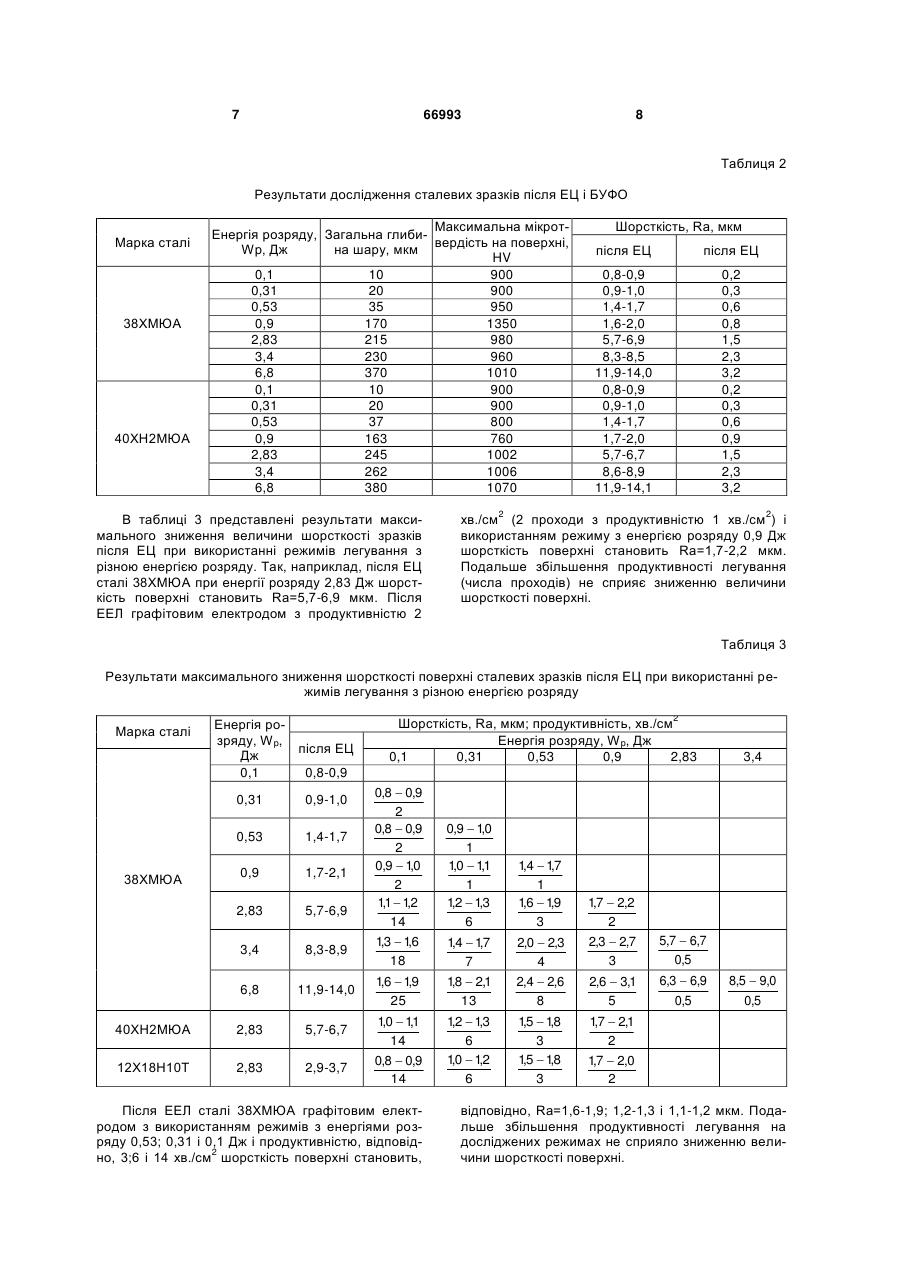
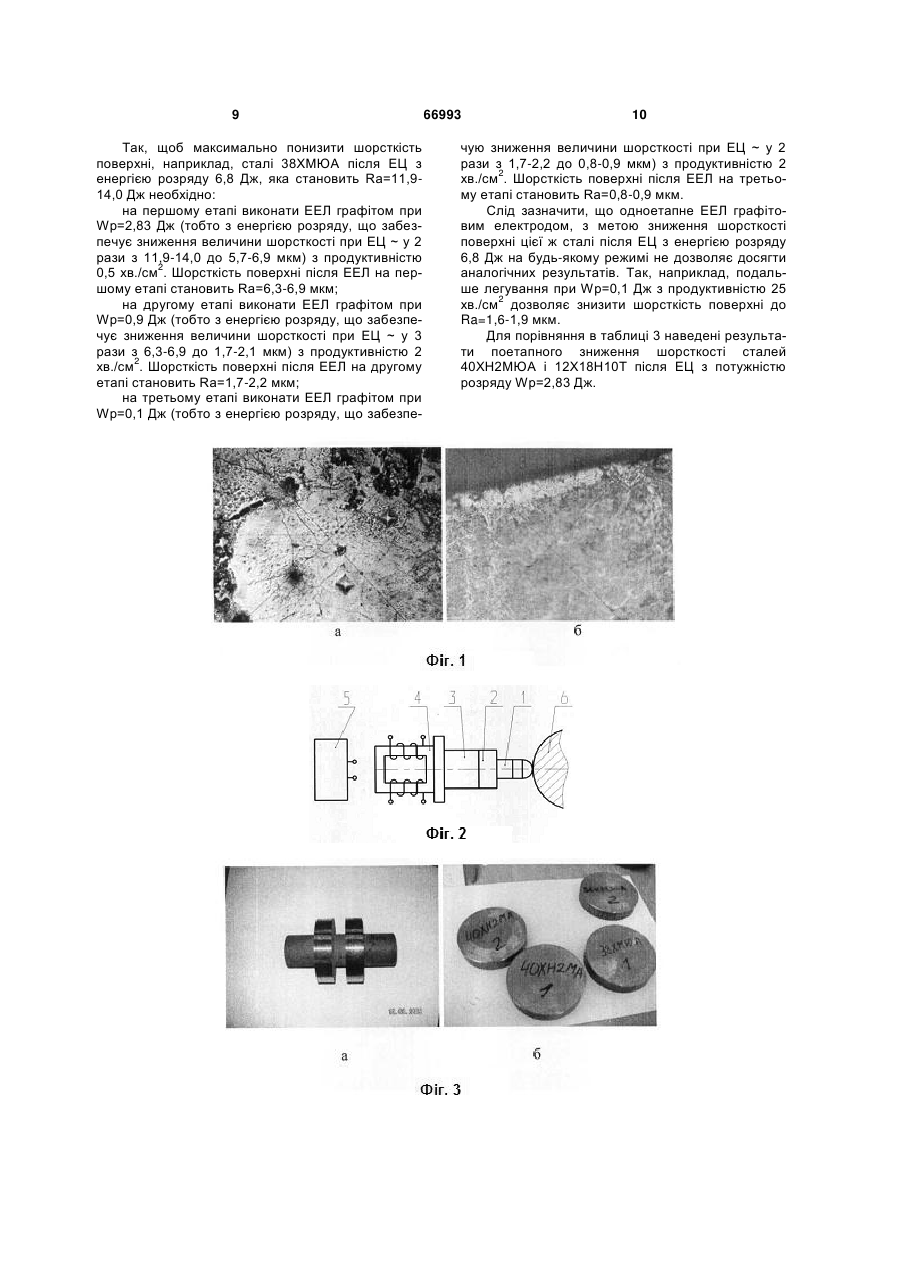
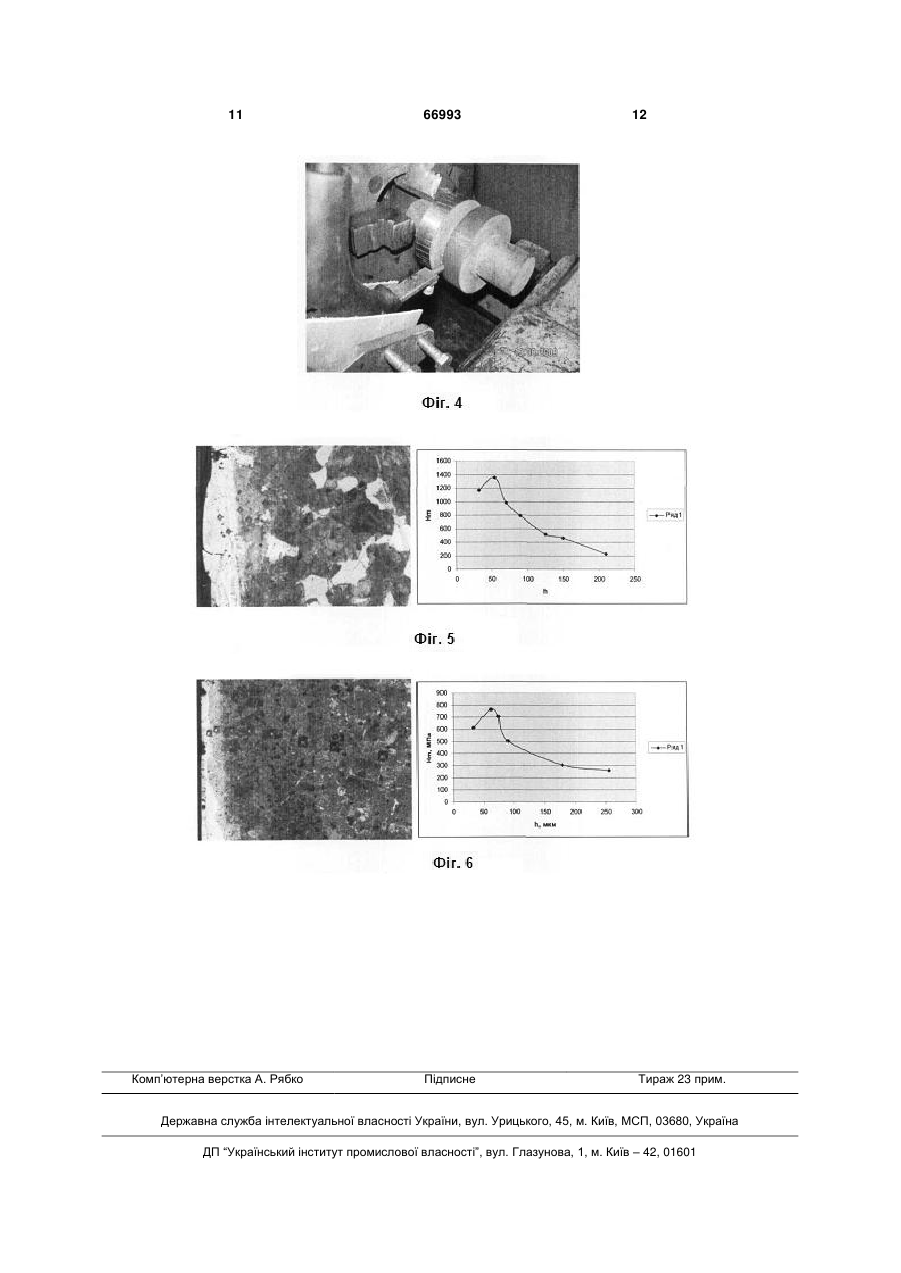
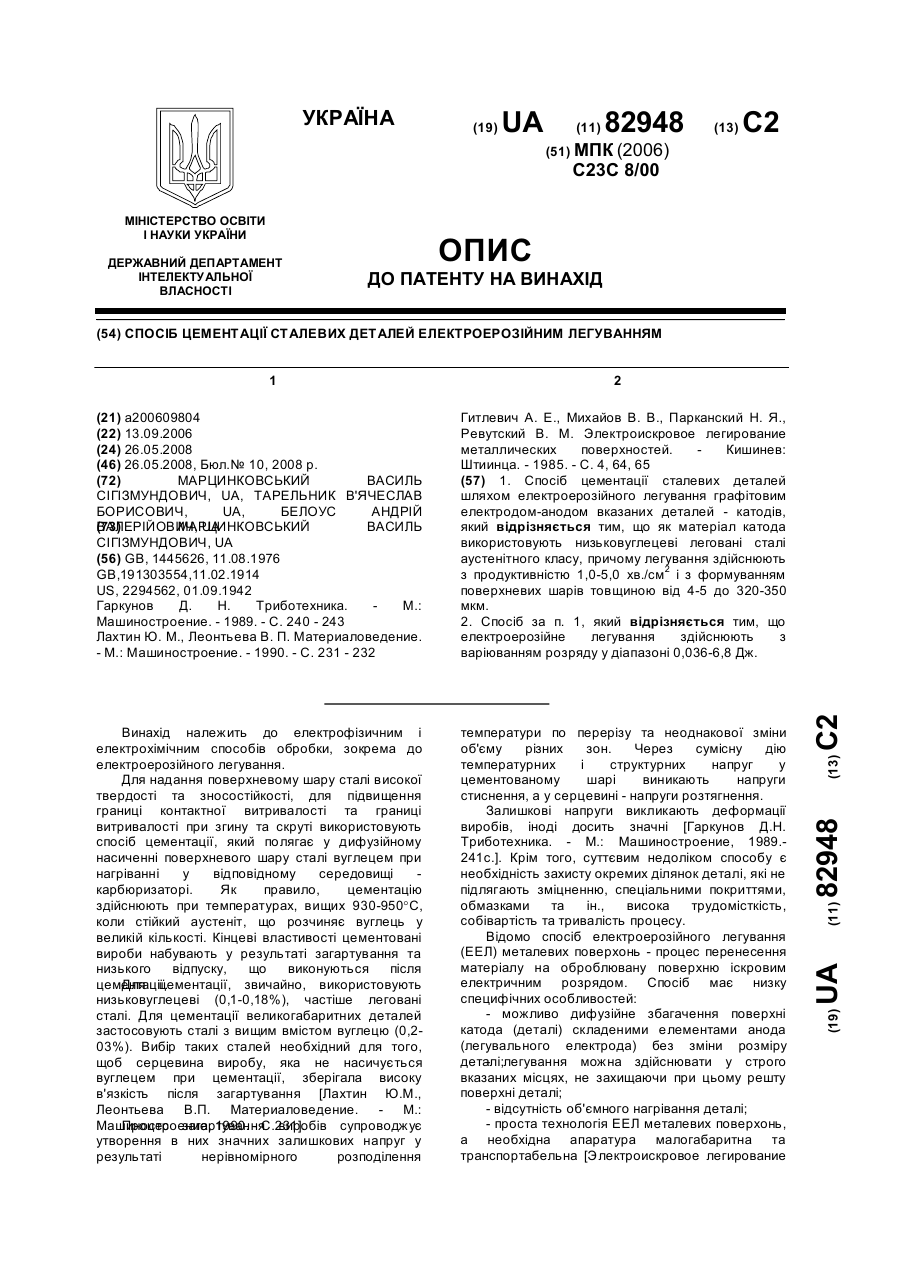
1. Спосіб цементації сталевих деталей електроерозійним легуванням, при якому використовують як анод графітовий електрод, а як катод - сталеву деталь і після цементації виконують подальше електроерозійне легування одержаної поверхні деталі вуглецем, який відрізняється тим, що подальше електроерозійне легування поверхні деталі виконують тим же графітовим електродом, що і цементацію, але поетапно, при цьому на кожному подальшому етапі знижують енергію розряду режиму електроерозійного легування. 2. Спосіб за п. 1, який відрізняється тим, що на кожному подальшому етапі виконують електрое U 1 3 талях машин поверхневі шари підвищеної зносостійкості без зміни початкового розміру деталі. Найближчим до корисної моделі, що заявляється, є спосіб цементації сталевих деталей електроерозійним легуванням (ЕЦ) графітовим електродом, що включає використання як анода графітового електрода і як катода - сталевої деталі, при цьому як катод використовують деталь з низьковуглецевої легованої сталі аустенітного класу, легування здійснюють з продуктивністю 1,02 5,0 хв./см і енергією розряду 0,036-6,8 Дж і формують леговані поверхневі шари товщиною від 4-5 до 320-350 мкм [RU №2337796, В23Н 9/00, 2008]. Спосіб має ряд позитивних якостей, основними з яких є: - досягнення 100 % суцільності зміцнення поверхневого шару; - підвищення твердості поверхневого шару деталі за рахунок дифузійно-гартівних процесів; - можливість здійснення легування в точно зазначених місцях без необхідності одночасного захисту іншої поверхня деталі; - відсутність об'ємного нагріву деталі, а отже, повідця і викривлень; - простота застосування технології; - гнучка прив'язка до наявного устаткування; - процес зміцнення не вимагає спеціальної підготовки і високої кваліфікації робітника. При цементації сталевих деталей електроерозійним легуванням товщина зміцненого шару залежить від енергії розряду і часу легування (продуктивності процесу). Із збільшенням енергії розряду і часу легування товщина зміцненого шару збільшується. Проте, при цьому зростає і шорсткість поверхні. Так, при ЕЕЛ вуглецем середньовуглецевої легованої сталі 40Х (Ra=0,5мкм) з 2 продуктивністю 5 хв./см при енергії розряду 6,8 Дж товщина шару підвищеної твердості становить більше 1,15 мм. Шорсткість поверхні при цьому відповідає Ra=11,7-14,0 мкм. Для зниження шорсткості поверхні після електроерозійного легування графітовим електродом застосовують, як правило, методи поверхневопластичної деформації (ППД). Серед методів ППД особливої уваги заслуговують: обкатка кулькою і ультразвукове зміцнення - метод безабразивної ультразвукової фінішної обробки (БУФО). Проте застосування методів ППД не завжди приводить до бажаних результатів. Так, при обкатці кулькою незначне перевищення (на 10 %) необхідного питомого зусилля обкатки спричиняє виникнення в поверхневому шарі, заздалегідь підданому ЕЕЛ вуглецем, мікротріщин. На Фіг.1 показано структуру і мікротвердість сталі 40Х на поверхні (а) і по глибині шару (б) після ЕЕЛ (графітом ЕГ-4) + ППД (обкатка кулькою Ø10 мм з максимальним питомим зусиллям Р=1650 Н) [Тарельник В.Б., Марцинковский B.C., Антошевский Б. Повышение качества подшипников скольжения: Монография. - Сумы: Издательство "МакДен", 2006. - С. 160]. Мікротріщини, які є концентраторами напруг, можуть призвести до руйнування деталей, особливо тих, що в процесі роботи піддають знакозмінним навантаженням. 66993 4 Останнім часом, з метою зниження шорсткості поверхні, застосовують метод БУФО, наприклад, на ультразвуковій установці з деформуючим інструментом у вигляді півсфери, схематичне зображення якої представлене на Фіг.2, що включає деформуючий інструмент 1; концентратор УЗК 2; хвилевід 3; перетворювач УЗК 4; генератор 5; оброблювану деталь 6. Не дивлячись на те, що подальша обробка БУФО значно знижує шорсткість поверхні, для багатьох деталей машин це є недостатнім. Застосування після ЕЦ операції шліфування не є можливим, оскільки в цьому випадку видаляється, як мінімум, 50-100 мкм поверхневого шару, причому шару з найбільшою твердістю. З рівня техніки відомо, що для зниження шорсткості поверхні покриття, нанесеного методом ЕЕЛ, достатньо як завершальну операцію після легування відповідним матеріалом провести "м'яке" легування графітом [Назаренко Н.И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976. - С. 46]. Проте "м'яке" легування графітом - процес досить тривалий, і, крім того, в джерелі інформації конкретно не вказано, на яких режимах "м'яке" легування графітом може виявитися ефективним. В основу корисної моделі поставлено задачу зниження шорсткості поверхні сталевих деталей із збереженням якості поверхневого шару (відсутність мікротріщин, наявність шару підвищеної твердості, 100 % суцільність тощо) і, як результат, можливість розширення їх застосування. Поставлену задачу вирішують тим, що у способі цементації сталевих деталей електроерозійним легуванням, при якому використовують як анод графітовий електрод, а як катод - сталеву деталь і після цементації виконують подальше електроерозійне легування одержаної поверхні деталі вуглецем, згідно з корисною моделлю, подальше електроерозійне легування поверхні деталі виконують тим же графітовим електродом, що і цементацію, але поетапно, при цьому на кожному подальшому етапі знижують енергію розряду режиму електроерозійного легування. На кожному подальшому етапі виконують електроерозійне легування графітовим електродом у режимі з такою енергією розряду, при якій формують поверхню з шорсткістю в 2-3 рази нижче, ніж на попередньому етапі, порівняно з шорсткістю поверхні деталі з нелегованого матеріалу до цементації. Електроерозійне легування графітовим електродом можуть здійснювати за один прохід для зниження величини шорсткості в 2 рази, при цьому за один прохід здійснюють електроерозійне легування графітовим електродом усієї заданої площі поверхні деталі з продуктивністю, відповідною до енергії розряду, що використовують. Електроерозійне легування графітовим електродом можуть здійснювати за два проходи для зниження величини шорсткості в 3 рази, при цьому за один прохід здійснюють електроерозійне легування графітовим електродом усієї заданої площі поверхні деталі з продуктивністю, відповідною до енергії розряду, що використовують. 5 В цьому випадку утворюється не шар графіту, а деякий дифузійний шар, причому відбувається викид металу катода (деталі) в місцях прикладання імпульсів, тобто розпилювання найбільш виступаючих частин поверхні. В результаті, відбувається згладжування гребінців і, отже, знижується шорсткість [Назаренко Н.И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976. - С. 46]. Корисна модель описана з посиланнями на ілюстративний матеріал, де: На Фіг.1 представлено структуру і мікротвердість сталі 40Х на поверхні (а) і по глибині шару (б) після ЕЕЛ (графітом ЕГ-4) + ППД (обкатка кулькою Ø10 мм з максимальним питомим зусиллям Р=1650 Н). На Фіг.2 показано схему ультразвукової установки з деформуючим інструментом у вигляді півсфери: 1 - деформуючий інструмент; 2 - концентратор ультразвукового контролю (УЗК); 3 хвилевід; 4 - перетворювач УЗК; 5 - генератор; 6 оброблювана деталь. На Фіг.3 зображено сталеві зразки для дослідження результатів ЕЦ; 66993 6 на Фіг.4 - процес ЕЦ з використанням токарного верстата; на Фіг.5 - розподіл мікротвердості по глибині шару при ЕЕЛ сталі 38ХМЮА вуглецем (Wp=0,9 Дж); на Фіг.6 - розподіл мікротвердості по глибині шару при ЕЕЛ сталі 40ХН2МЮА вуглецем (Wp=0,9 Дж). Спосіб пояснюється конкретним прикладом здійснення. Нижче наведена методика і результати проведених досліджень. ЕЦ виконувалося на переносних установках ЕЕЛ з ручним вібратором, що забезпечують енергію розряду в діапазоні 0,1-0,68 Дж ("ЕІЛ-8А", "Елітрон-22А") і установках електроерозійного легування більшої потужності ("Елітрон-52А" і "ЕІЛ-9") з енергією розряду до 6,8 Дж. Процес ЕЦ проводився в автоматичному режимі за допомогою спеціального пристосування на різних режимах в діапазоні енергій розряду (Wp) від 0,1 до 6,8 Дж. Продуктивність процесу ЕЦ, залежно від режиму легування, представлено в таблиці 1. Таблиця 1 Енергія розряду (W p), Дж 2 Продуктивність ЕЦ, хв/см Для досліджень використовували спеціальні зразки, виготовлені із сталей 38ХМЮА і 40ХН2МА у вигляді котушки, що складається з двох дисків діаметром 50 мм і шириною 10 мм, сполучених між собою проставкою діаметром 15 мм і що має дві технологічні ділянки такого ж діаметру (Фіг.3, а). Поверхні дисків перед ЕЦ шліфували до Ra=0,5 мкм. Зразки закріплювали в патроні токарного верстата, після чого здійснювали ЕЦ, обробку БУФО і поетапне зниження шорсткості легуванням графітовим електродом (Фіг.4). На всіх етапах обробки вимірювали шорсткість поверхні на приладі профілограф-профілометр мод. 201 заводу "Калібр". Далі зразки розрізали на окремі диски (діаметром 50 мм і шириною 10 мм) (Фіг.3, б). З дисків, у свою чергу, вирізували окремі сегменти, з яких виготовляли шліфи для металографії і дюрометричних досліджень. Після виготовлення шліфи досліджували на оптичному мікроскопі "Неофот-2", де проводилася оцінка якості шару, його суцільності, товщини і будови зон підшару - дифузійної зони і зони термічного впливу. Одночасно проводили дюрометричний аналіз на розподіл мікротвердості в поверхневому шарі і по глибині шліфа від поверхні. Вимір мікротвердості здійснювали на мікротвердомірі ПМТ-3 вдавлюванням алмазної піраміди під навантаженням 0,05 Н. При ЕЦ деталей використовували графітові електроди марок ЕГ-2, ЕГ-3, ЕГ-4 ОСТ 229-83 і ін. Процес ЕЦ проводили з продуктивністю 5 2 хв./см . 0,1 2,0 0,31 1,0 0,53 1,0 0,9 1,0 2,83 0,5 3,4 0,5 6,8 0,5 2 При ЕЦ з продуктивністю 5 хв./см круглих зразків із сталей 38ХМЮА і 40ХН2МЮА на установці "Елітрон-22А" з використанням 6-го режиму (Wp=0,53 Дж) шорсткість поверхні (Ra) підвищується з 0,5 до 1,4-1,7 мкм. Остаточна обробка БУФО знижує шорсткість поверхні до Ra=0,6 мкм. Товщина зміцненого шару в цьому випадку не перевищує 35 мкм, а мікротвердість, відповідно, 950 і 800HV. Із збільшенням режиму ЕЦ до Wp=0,9 Дж з використанням установки "Елітрон-52А" глибина зміцненого шару збільшується до 150-170 мкм (Фіг.5 і 6). Мікротвердість на поверхні складає, відповідно, для сталей 38ХМЮА і 40ХН2МЮА 1350 і 760 HV. У міру поглиблення мікротвердість знижується і плавно переходить в твердість основи, відповідно, для сталей 38ХМЮА і 40ХН2МЮА 225 і 260 HV. Із збільшенням параметрів режиму ЕЦ шорсткість поверхні, в свою чергу, збільшується до Ra=1,6-2,0 мкм. Подальша обробка БУФО знижує шорсткість поверхні до Ra=0,8-0,9 мкм, що є недостатнім для багатьох деталей машин. Подальше збільшення товщини шару підвищеної твердості супроводжується формуванням ще більшої шорсткості поверхні. Результати досліджень параметрів якості поверхневого шару (загальної товщини шару підвищеної твердості; максимальної мікротвердості на поверхні, HV; шорсткості після ЕЦ і БУФО) сталей 38ХМЮА і 40ХН2МЮА зведені в таблиці 2. 7 66993 8 Таблиця 2 Результати дослідження сталевих зразків після ЕЦ і БУФО Марка сталі 38ХМЮА 40ХН2МЮА Максимальна мікротЕнергія розряду, Загальна глибивердість на поверхні, Wp, Дж на шару, мкм HV 0,1 10 900 0,31 20 900 0,53 35 950 0,9 170 1350 2,83 215 980 3,4 230 960 6,8 370 1010 0,1 10 900 0,31 20 900 0,53 37 800 0,9 163 760 2,83 245 1002 3,4 262 1006 6,8 380 1070 В таблиці 3 представлені результати максимального зниження величини шорсткості зразків після ЕЦ при використанні режимів легування з різною енергією розряду. Так, наприклад, після ЕЦ сталі 38ХМЮА при енергії розряду 2,83 Дж шорсткість поверхні становить Ra=5,7-6,9 мкм. Після ЕЕЛ графітовим електродом з продуктивністю 2 Шорсткість, Ra, мкм після ЕЦ після ЕЦ 0,8-0,9 0,9-1,0 1,4-1,7 1,6-2,0 5,7-6,9 8,3-8,5 11,9-14,0 0,8-0,9 0,9-1,0 1,4-1,7 1,7-2,0 5,7-6,7 8,6-8,9 11,9-14,1 0,2 0,3 0,6 0,8 1,5 2,3 3,2 0,2 0,3 0,6 0,9 1,5 2,3 3,2 2 2 хв./см (2 проходи з продуктивністю 1 хв./см ) і використанням режиму з енергією розряду 0,9 Дж шорсткість поверхні становить Ra=1,7-2,2 мкм. Подальше збільшення продуктивності легування (числа проходів) не сприяє зниженню величини шорсткості поверхні. Таблиця 3 Результати максимального зниження шорсткості поверхні сталевих зразків після ЕЦ при використанні режимів легування з різною енергією розряду Марка сталі Енергія розряду, W p, після ЕЦ Дж 0,1 0,8-0,9 0,31 0,9-1,0 0,53 1,4-1,7 0,9 1,7-2,1 2,83 5,7-6,9 3,4 8,3-8,9 6,8 11,9-14,0 40ХН2МЮА 2,83 5,7-6,7 12Х18Н10Т 2,83 2,9-3,7 38ХМЮА 2 Шорсткість, Ra, мкм; продуктивність, хв./см Енергія розряду, W p, Дж 0,1 0,31 0,53 0,9 2,83 0,8 0,9 2 0,8 0,9 2 0,9 1,0 2 11 1 2 , , 14 13 1 6 , , 18 0,9 1,0 1 10 11 , , 1 1 2 13 , , 6 1 4 17 , , 1 1 6 19 , , 3 1 4 17 , , 7 1 6 19 , , 25 10 11 , , 14 0,8 0,9 14 Після ЕЕЛ сталі 38ХМЮА графітовим електродом з використанням режимів з енергіями розряду 0,53; 0,31 і 0,1 Дж і продуктивністю, відповід2 но, 3;6 і 14 хв./см шорсткість поверхні становить, 2,0 2,3 4 1,7 2,2 2 2,3 2,7 3 5,7 6,7 0,5 18 2,1 , 13 2,4 2,6 8 2,6 3,1 5 6,3 6,9 0,5 1 2 13 , , 6 10 1 2 , , 6 15 18 , , 3 15 18 , , 3 3,4 17 2,1 , 2 1,7 2,0 2 8,5 9,0 0,5 відповідно, Ra=1,6-1,9; 1,2-1,3 і 1,1-1,2 мкм. Подальше збільшення продуктивності легування на досліджених режимах не сприяло зниженню величини шорсткості поверхні. 9 Так, щоб максимально понизити шорсткість поверхні, наприклад, сталі 38ХМЮА після ЕЦ з енергією розряду 6,8 Дж, яка становить Ra=11,914,0 Дж необхідно: на першому етапі виконати ЕЕЛ графітом при Wp=2,83 Дж (тобто з енергією розряду, що забезпечує зниження величини шорсткості при ЕЦ ~ у 2 рази з 11,9-14,0 до 5,7-6,9 мкм) з продуктивністю 2 0,5 хв./см . Шорсткість поверхні після ЕЕЛ на першому етапі становить Ra=6,3-6,9 мкм; на другому етапі виконати ЕЕЛ графітом при Wp=0,9 Дж (тобто з енергією розряду, що забезпечує зниження величини шорсткості при ЕЦ ~ у 3 рази з 6,3-6,9 до 1,7-2,1 мкм) з продуктивністю 2 2 хв./см . Шорсткість поверхні після ЕЕЛ на другому етапі становить Ra=1,7-2,2 мкм; на третьому етапі виконати ЕЕЛ графітом при Wp=0,1 Дж (тобто з енергією розряду, що забезпе 66993 10 чую зниження величини шорсткості при ЕЦ ~ у 2 рази з 1,7-2,2 до 0,8-0,9мкм) з продуктивністю 2 2 хв./см . Шорсткість поверхні після ЕЕЛ на третьому етапі становить Ra=0,8-0,9 мкм. Слід зазначити, що одноетапне ЕЕЛ графітовим електродом, з метою зниження шорсткості поверхні цієї ж сталі після ЕЦ з енергією розряду 6,8 Дж на будь-якому режимі не дозволяє досягти аналогічних результатів. Так, наприклад, подальше легування при Wp=0,1 Дж з продуктивністю 25 2 хв./см дозволяє знизити шорсткість поверхні до Ra=1,6-1,9 мкм. Для порівняння в таблиці 3 наведені результати поетапного зниження шорсткості сталей 40ХН2МЮА і 12Х18Н10Т після ЕЦ з потужністю розряду Wp=2,83 Дж. 11 Комп’ютерна верстка А. Рябко 66993 Підписне 12 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of carburizing steel parts by electrodischarge alloying
Автори англійськоюMartsynkovskyi Vasyl Sigizmundovych, Tarelnyk Viacheslav Borysovych, Bratuschak Maksym Petrovych
Назва патенту російськоюСпособ цементации стальных деталей электроэрозионным легированием
Автори російськоюМарцинковский Василий Сигизмундович, Тарельник Вячеслав Борисович, Братущак Максим Петрович
МПК / Мітки
МПК: B23H 9/00
Мітки: спосіб, електроерозійним, цементації, деталей, сталевих, легуванням
Код посилання
<a href="https://ua.patents.su/6-66993-sposib-cementaci-stalevikh-detalejj-elektroerozijjnim-leguvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб цементації сталевих деталей електроерозійним легуванням</a>
Спосіб цементації сталевих деталей електроерозійним легуванням
Номер патенту: 82948
Опубліковано: 26.05.2008
Автори: МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Белоус Андрій Валерійович, Тарельник В'ячеслав Борисович
МПК: C23C 8/00
Мітки: легуванням, цементації, сталевих, спосіб, деталей, електроерозійним
Формула / Реферат:
1. Спосіб цементації сталевих деталей шляхом електроерозійного легування графітовим електродом-анодом вказаних деталей - катодів, який відрізняється тим, що як матеріал катода використовують низьковуглецеві леговані сталі аустенітного класу, причому легування здійснюють з продуктивністю 1,0-5,0 хв./см2 і з формуванням поверхневих шарів товщиною від 4-5 до 320-350 мкм.2. Спосіб за п. 1, який відрізняється тим, що електроерозійне...
Спосіб газової цементації сталевих деталей
Номер патенту: 54731
Опубліковано: 17.03.2003
Автори: Мосолов В'ячеслав Іванович, Мірошниченко Леонід Володимирович, Борозняк Олександр Іванович
Мітки: деталей, спосіб, сталевих, газової, цементації
Формула / Реферат:
Спосіб газової цементації сталевих деталей, який включає їх завантаження за допомогою корзин в муфель шахтної печі, його герметизацію, нагрів до температури обробки, подачу в муфель навуглецьовувального газу, відвід продуктів розпаду газу через свічу та витримку при температурі обробки, який відрізняється тим, що навуглецьовувальний газ подають в нижню частину муфеля, а взаємодію газу з деталями здійснюють при його підйомі до свічі крізь...
Спосіб цементації сталевих виробів та склад для його здійснення
Номер патенту: 88013
Опубліковано: 10.09.2009
Автори: Колюча Валентина Дмитрівна, Спиридонова Ірина Михайлівна, Мостовий Володимир Іванович, Федоренкова Любов Іванівна
МПК: C21D 1/74, C23C 10/34
Мітки: виробів, спосіб, цементації, сталевих, склад, здійснення
Формула / Реферат:
1. Спосіб цементації сталевих виробів, що включає цементацію в контейнерах в дві стадії, який відрізняється тим, що першу стадію цементації здійснюють впродовж 2-3 годин при температурі 880-970 °С, після чого розпочинають другу стадію, підіймаючи температуру до 1000-1050 °С, і витримують при ній вироби впродовж 0,2-1,0 години.2. Склад для здійснення цементації за п. 1, який містить деревновугільний карбюризатор як основу, який...
Спосіб електроерозійного легування поверхонь деталей із струмопровідного матеріалу
Номер патенту: 5682
Опубліковано: 15.03.2005
Автори: Марчук Володимир Єфремович, Рудковський Анатолій Віталійович, Шульга Іван Федорович, Кравець Василь Васильович, Ляшенко Борис Артемович, Лабунець Василь Федорович
МПК: B23H 9/00, C25D 13/12, B23H 9/04, B23H 9/10, C25D 13/20, C25D 13/02
Мітки: спосіб, електроерозійного, поверхонь, легування, струмопровідного, деталей, матеріалу
Формула / Реферат:
Спосіб електроерозійного легування поверхонь деталей із струмопровідного матеріалу, що включає нанесення на поверхню деталі шару покриття із легкоплавкого металу, а потім на нього наносять шар покриття зносостійкого металу, який відрізняється тим, що перед нанесенням покриття зносостійкого металу змащують поверхню деталі мастилом нафтового походження, яке служить оточуючим поверхню деталі середовищем в процесі зміцнення.
Спосіб місцевого зміцнення сталевих деталей
Номер патенту: 45984
Опубліковано: 10.12.2009
Автори: Завгородня Катерина Анатоліївна, Тулупов Володимир Іванович, Ковалевський Сергій Вадимович, Пецик Сергій Миколайович
МПК: C23C 26/00
Мітки: спосіб, деталей, зміцнення, місцевого, сталевих
Формула / Реферат:
Спосіб місцевого зміцнення сталевих деталей, що полягає в утворенні поверхневого зміцненого шару з екзотермічної суміші процесом самопоширюваного високотемпературного синтезу (СВС), який ініціюється електричним імпульсом від електрода, і подальшому пластичному деформуванні поверхні деталі, який відрізняється тим, що спосіб включає вигладжування, і процес охолодження здійснюють з використанням масляної суміші.
Попередній патент: Процес отримання одностатево-жіночого потомства у осетрових риб
Наступний патент: Обертова будівельна конструкція
Випадковий патент: Газорозподільна станція