Спосіб переробки відходів полівінілхлоридної плівки з алюмінієвою фольгою в лицювальні плитки
Номер патенту: 6838
Опубліковано: 31.03.1995
Автори: Заболотний Вадим Олександрович, Шматько Василь Петрович, Гуревич Євген Наумович, Ємельянов Віктор Іванович, Попов Юрій Вікторович, Коміссаренко Олена Пантелеївна


Формула / Реферат
(57) 1. Способ переработки отходов поливинилхлоридной пленки с алюминиевой фольгой в облицовочные плитки, включающий измельчение отходов, заполнение ими пресс-формы, нагрев, прессование в две стадии и охлаждение, отличающийся тем, что на первой стадии прессование осуществляют при 190-195°С и давлении 23-38 кгс/см, затем давление снижают до атмосферного и охлаждают, на второй стадии прессование осуществляют в процессе охлаждения при том же давлении, что и на первой стадии с последующей выдержкой при этом давлении до температуры, не превышающей 50°С.
2. Способ по п. 1, отличающийся тем, что на дно пресс-формы и сверху отходов укладывают поливинилхлоридную пленку.
3. Способ по п.1, отличающийся тем, что нагрев перед прессованием на первой стадии и охлаждение под давлением на второй стадии осуществляют в течение 2-4 и 7-10 мин соответственно.
Текст
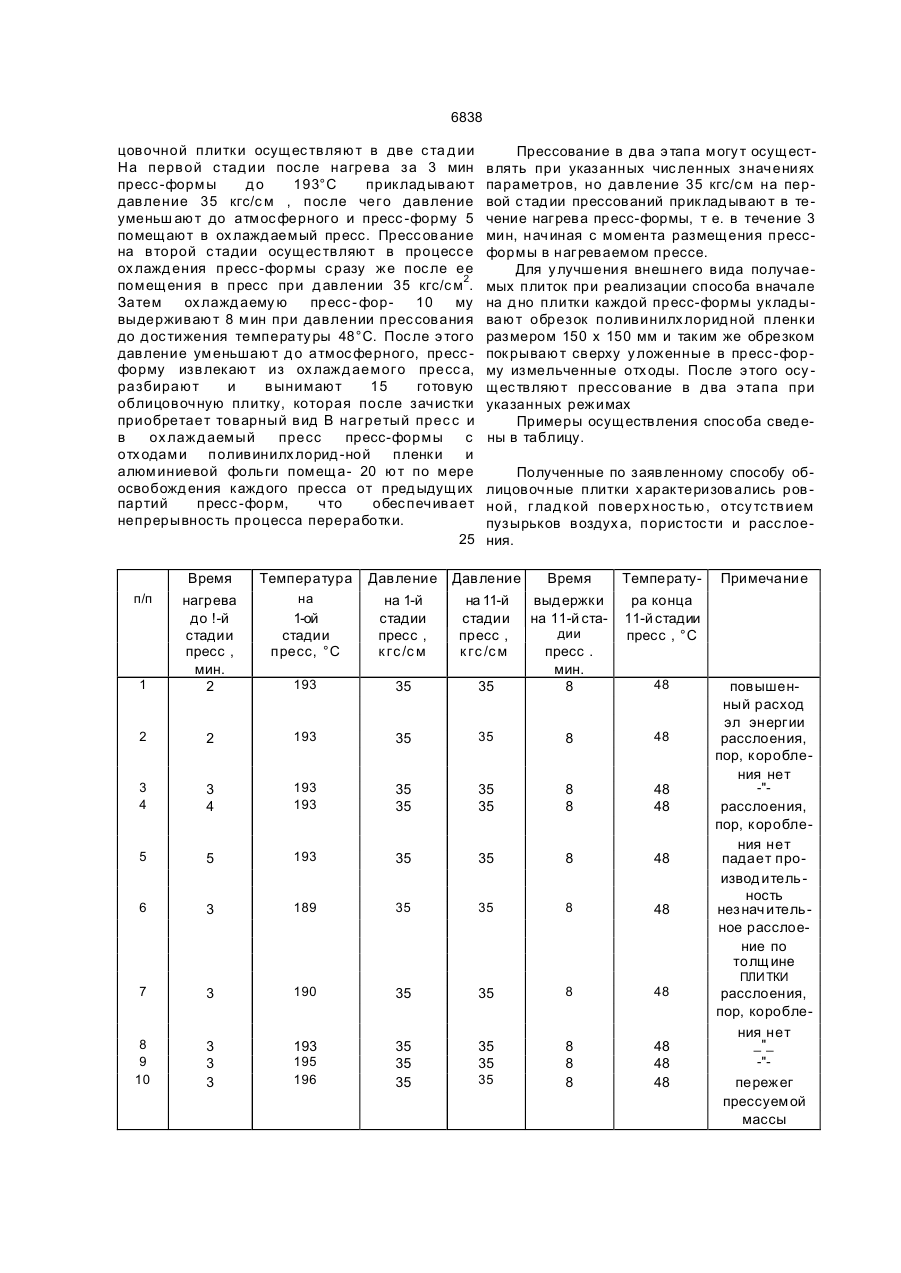
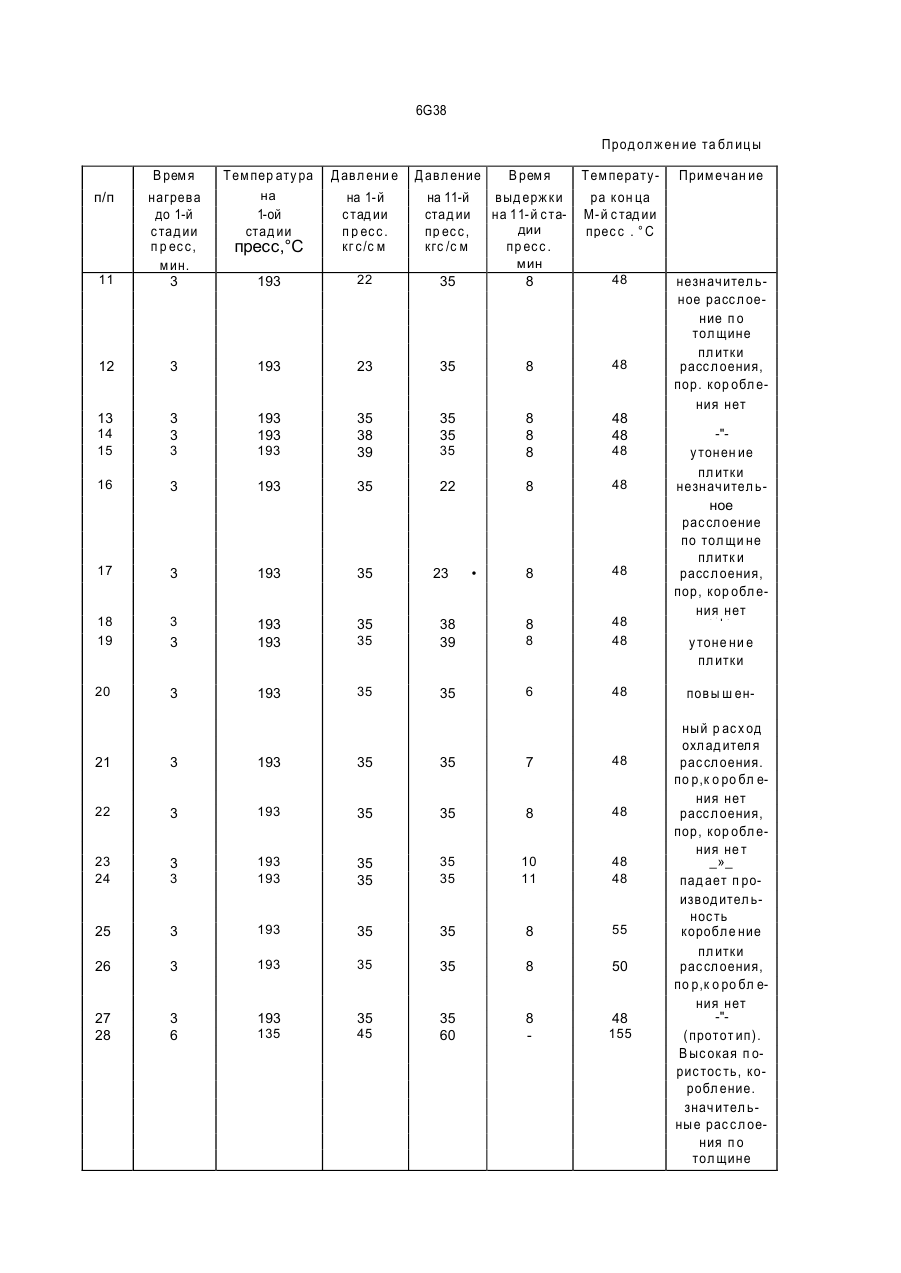
1. Способ переработки отходов поливинилхлоридной пленки с алюминиевой фоль гой в облицовочные плитки, включающий измельчение отходов, заполнение ими прессформы, нагрев, прессование в две стадии и охлаждение, о т л и ч а ю щ и й с я тем, что на первой стадии прессование осуществляют при 190-195°С и давлении 2338 кгс/см , ззтем давление снижают до атмосферного и охлаждают, на второй стадии прессование осуществляют в процессе охлаждения при том же давлении, что и на первой стадии с последующей выдержкой при этом давлении до температуры, не превышающей 50°С. 2. Способ поп 1, отличающийся тем, что на дно пресс-формы и сверху отходов ук ладывают поливинилхлоридную пленку. 3. Способ по п.1, о т л и ч а ю щ и й с я тем, что нагрев перед прессованием на пер вой стадии и охлаждение под давлением на второй стадии осуществляют в течение 2-4 и 7-10 мин соответственно. сю Изобретение относится к области переработки пластмасс и может быть использовано при переработке отходов поливинилхлоридной пленки с алюминиевой фольгой в облицовочные плитки. Известен способ переработки отходов пластмасс, представляющих собой смесь поливинилхлорида с другими термопластами, путем формирования под давлением при температуре, превышающей температуру плавления одного или нескольких компонентов. Перед формированием в полость формы помещают 1-3 слоя армирующих элементов в виде тканей или волокон в количестве 3...25% Этим достигают увеличение прочности композиции при одновременном снижении расхода наполнителя за счет армирования поверхностных слоев (1). По описанной технологии не представляется возможным получить качественные облицовочные плитки из поливинилхлоридной пленки с алюминиевой фольгой. Наиболее близким по технической сущности к заявляемому способу является способ переработки отходов термопластов, например, высокомолекулярного полиэтилена в изделии, включающий промывку отходов с последующим их измельчением, введение в отходы первичного сырья и формование изделия прессованием. Причем прессование осуществляют в две стадии: сначала при 130. .140°С и давлении 40.,.50 кгс/см , а затем при 155...165° и давлении 00 О 6838 59-61 кгс/см с оответс твенно Этим обеспечивается равномернос ть прогрева и отсутс твие воздушных пор (2) Од нако при ис пользовании извес тного способа д ля переработки отх одов поливи- 5 нилх лоридной пленки с алюминиевой фольгой в облицовочные плитки были выявлены с лед у ющ ие нед ос та тки. Об лиц овочны е плитки получались некачес твенные, рых лые с расс лоениями, с неровной поверхнос тью и 10 воздушными порами Производ ительнос ть процесс а относительно низкая и у казанные нед ос татки обус ловлены тем. что в с ос тав перерабатываемых отх одов входит алюминиевая фольга, физико-механические свой- 15 ства которой резко отличаются от с войс тв термоплас тов, и извес тные значения параметров переработки оказалис ь неприемлемы д ля д анног о с ос тава о тх од ов. При остывании пресс-формы в прессе, в котором 20 она нагревалась, увеличивается прод олжительнос ть переработки, а при ос тывании пресс-формы вне пресс а резко ухудшаетс я качес тво облицовочной плитки Зад ачей, на реш ение которой направ- 25 лено изо бре тение, являе тс я с озд ание "Спос оба переработки отх одов поливинилх лоридной пленки с алюминиевой фольгой в облицовочные плитки", в котором пу тем изменения режимов переработки обес печ и- 30 вае тс я пр ед о твр ащ ени е об раз ов ан ия пузырьков воздух а в обьеме плитки и пред отвращ ение коробления в процесс е ох лаж дения, что позволяет повыс ить качес тво облицовочной плитки и производительнос ть 35 процесса. Пос тавленная задача решается за счет того, что отх оды измельчают, ими заполняю т пресс- формы, нагревают, прессуют в д ве стад ии и охлаждают. Прессование на первой 40 сіадии осущес твляю т в нагретом пресс е при 190 ..195°С и д авлении 23 38 кгс/см . пос ле чего давление уменьш ают до атмос ферного и пресс -форму перемещают в ох лажденны й пресс, а прессование на второй с тад ии осу - 45 ществляю т в процесс е ох лажд ения пресс формы при давлении 23 . 38 кгс/см . Затем пресс- форму выдерживают при указанном давлении д о температу ры, непревыш ающей 50°С. 50 В ряде случаев давление на первой с тадии прессования приклад ывают в течение нагрева пресс-формы, начиная с момента ее помещения в нагретый пресс. Крометого, на 55 дно прессформы и сверху отх одов целесообразно уклад ывать поливинилх лорид ную пленку. Нагрев перед прессованием на первой с тад ии и охлажд ение под д авлением на второй с тад ии пресс ования целес ообразно осуществлять соответс твенно в течение 2-4 мин и 7-10 мин Для реализации заявляемого спос оба необход имы: ножевая д робилка д ля измельчения отх од ов поливинилх лорид ной пленки с алюминиевой фольгой, пресс с электрическим под огревом пресс -формы и пресс с водяным ох лажд ением пресс-формы Использование заявляемого изобретения позволяет получить технический резу ль тат, заключающийс я в повыш ении качес тва облицовочной плитки и повыш ении производ ительнос ти буд ет дос тигну т за счет повышения скорос ти нагрева и ох лажд ения пресс-формы, помещаемых на разных с тадиях в разные прессы, предотвращения образования пу зырьков возду х а в обьеме плитки, повыш ения равномернос ти нагрева отх од ов и пред отвращ ения коробления облицовочной плитки в процессе ох лажд ения Между сущес твенными признаками заявле нног о и зоб ре тения и д ос тига емы м техническим резу льтатом существует с леду ющая причинно-с ледс твенная связь: прес сование на первой с тад ии осущес твляют в нагретом пресс е при температу ре 190— 195°С и д авлении 23-38 кгс/см , что способству ет повыш ению равномернос ти нагрева отход ов, предотвращению образования неровной поверхнос ти, образованию воздуш ных пор в облицовочной плитке, пос ле чего давление у меньш ают д о атмос ферного и пресс- форму перемещают в ох лажд енный пресс, а прессование на второй с тад ии осу ществляю т в процессе ох лажд ения пресс формы при д авлении 23-38 кгс/с м , затем пресс -форму выд ерживают при указанном давлении до температуры, не превышающей 50°С что спос обс твует предотвращению образования расс лоений, а в целом способс тву ет повыш ению качес тва облицовочной плитки, повыш ению производительнос ти. Час тные отличительные признак и, касающиеся давления на первой с тад ии прессования, нагрева пе ред прес с ованием н а первой с тадии и охлаждения под давлением на второй с тад ии а также у клад ывание на дно пресс-формы и сверху отход ов поливинилх лоридной пленки определены экспериментально и способс твуют еще в больш ей с тепени повыш ению качес тва плитки и повыш ению производительнос ти Так, например, при производс тве облицовочной плитк и 150 х 150 х 2 из отх одов поливинилх лоридной пленки с 13.. 18% по весу алюминиевой фольги, отход ы измельчают на ножевой д робилке в час тицы размером 3 5 м м Изм ель ч енное с ырь е помещают в пресс-форму, которую располагают в нагретом прессе Прессование обли 6838 цовочной плитки осущес твляют в две с та д ии На первой с тад ии пос ле нагрева за 3 мин пресс -формы до 193°С приклад ывают давление 35 кгс/с м , пос ле чего давление уменьш ают до атмос ферного и пресс -форму 5 помещают в ох лажд аемый пресс. Пресс ование на второй с тадии осущес твляют в процесс е ох лажд ения пресс -формы с разу же пос ле ее 2 помещения в пресс при д авлении 35 кгс/с м . Затем ох лажд аему ю пресс - фор10 му выдерживают 8 мин при давлении прес сования до д ос тижения температу ры 48°С. Пос ле э того давление уменьшают д о атмос ферного, пресс форму извлекают из ох лажд аемого пресс а, разбирают и вынимают 15 готовую облицовочную плитку, которая после зачис тки приобретает товарный вид В нагретый прес с и в ох лажд аемый пресс пресс-формы с отх одами поливинилх лорид -ной пленк и и алюминиевой фольги помеща- 20 ют по мере освобожд ения кажд ого пресса от пред ыдущих партий пресс -форм, что обес печивает непрерывнос ть процесса переработки. 25 Прессование в два э тапа могу т осуществлять при указанных чис ленных значениях параметров, но давление 35 кгс/с м на первой с тад ии прессований приклад ывают в течение нагрева пресс-формы, т е. в течение 3 мин, начиная с момента размещения прессформы в нагреваемом прессе. Для у лучшения внешнего вида получаемых плиток при реализации способа вначале на д но плитки каждой пресс-формы уклад ывают обрезок поливинилх лорид ной пленк и размером 150 х 150 мм и таким же обрезком пок рывают сверху у ложенные в пресс -форму измельченные отх оды. Пос ле э того осу щес твляют пресс ование в д ва э тапа при указанных режимах Примеры осуществления спос оба свед ены в таблицу. Полученные по заявленному способу облицовочные плитки х арактеризовались ров ной, глад кой поверх нос тью , отсу тс твием пузырьков воздух а, порис тос ти и расс лоения. Температура 1 Время нагрева до !-й стадии пресс , мин. 2 2 2 193 35 35 8 48 3 4 3 4 193 193 35 35 35 35 8 8 48 48 5 5 193 35 35 8 48 6 3 189 35 35 8 48 7 3 190 35 35 8 48 8 9 10 3 3 3 193 35 35 35 35 35 8 8 8 48 48 48 п/п на 1-ой стадии пресс, °С 193 195 196 Давление Давление Время Температуна 1-й на 11-й выдержки ра конца стадии стадии на 11-й ста- 11-й стадии дии пресс , пресс , пресс , °С к гс /с м к гс /с м пресс . мин. 48 35 35 8 35 Примечание повышенный расход эл энергии расслоения, пор, коробления нет -" расслоения, пор, коробления нет падает производ итель ность незначительное расслоение по толщине ПЛИТКИ расслоения, пор, коробления нет _"_ -" пережег прессуемой массы 6G38 Прод ол ж ен ие та бл иц ы В ремя п/п Темпер ату ра Д авл ени е Д авл ение В ремя Температу на 1-ой стад ии на 11-й стад ии пр ес с , кгс /с м выд ерж ки на 11-й с та ра кон ца М-й с тад ии прес с . ° С пресс,°С на 1-й с тад ии п р ес с . кг с/с м 11 нагрева до 1-й с тад ии п р ес с , мин. 3 193 22 35 8 48 12 3 193 23 35 8 48 13 3 3 193 193 193 35 38 39 35 35 35 8 8 8 48 48 22 8 48 8 48 8 8 48 48 6 48 14 15 3 дии пр ес с . мин 16 3 193 35 17 3 193 35 18 19 3 35 3 193 193 35 38 39 20 3 193 35 35 23 • 48 21 3 193 35 35 7 48 22 3 193 35 35 8 48 23 24 3 3 193 193 35 35 35 35 10 11 48 48 25 3 193 35 35 8 55 26 3 193 35 35 8 50 27 28 3 6 193 35 35 60 8 155 135 Примечан ие 45 48 незначител ьное расс л оение п о тол щине пл итки расс л оения, пор. кор обл ения нет -" у тонен ие пл итки незначител ьное рас сл оение по тол щи не плитк и расс л оения, пор, кор обл ения нет - ' у тоне ни е пл итки повы ш енный р ас х од охл ад ител я рас сл оения. по р,к о ро бл ения нет расс л оения, пор, кор обл ения не т _»_ пад ает п роизвод ител ьнос ть коробл е ние пл итки рас сл оения, по р,к о ро бл ения нет -" (протот ип). В ыс окая п орис тос ть, коробл ение. знач ител ьные рас с л оения п о тол щине 6838 Упорядник Замовлення 4501 Техред М Моргентал Коректор М Керецман Тираж Підписне Державне патентне відомство України, 254655, ГСП. Київ-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Автори англійськоюZabolotnyi Vadym Oleksandrovych, Yemelianov Viktor Ivanovych, Popov Yurii Viktorovych, Komissarenko Olena Panteleivna
Автори російськоюЗаболотный Вадим Александрович, Емельянов Виктор Иванович, Попов Юрий Викторович, Комиссаренко Елена Пантелеевна
МПК / Мітки
МПК: C08J 11/04, B32B 37/00
Мітки: лицювальні, полівінілхлоридної, переробки, відходів, плитки, спосіб, плівки, алюмінієвою, фольгою
Код посилання
<a href="https://ua.patents.su/6-6838-sposib-pererobki-vidkhodiv-polivinilkhloridno-plivki-z-alyuminiehvoyu-folgoyu-v-licyuvalni-plitki.html" target="_blank" rel="follow" title="База патентів України">Спосіб переробки відходів полівінілхлоридної плівки з алюмінієвою фольгою в лицювальні плитки</a>
Спосіб переробки відходів полімерів
Номер патенту: 6528
Опубліковано: 29.12.1994
Автори: Ємельянов Віктор Іванович, Заболотний Вадим Олександрович, Попов Юрій Вікторович, Гуревич Євген Наумович, Петренко Валентина Олександрівна, Коміссаренко Олена Пантелеївна
МПК: B29C 43/02, C08J 11/04
Мітки: відходів, полімерів, спосіб, переробки
Формула / Реферат:
1. Способ переработки отходов полимеров в облицовочные плитки, включающий измельчение отходов, перемешивание, нагрев и прессование, отличающийся тем, что в качестве отходов используют отходы поливинилхлоридной пленки с алюминиевой фольгой, в их состав вводят краситель в количестве 0,1-1,6% от массы отходов, причем 10-20% от общего количества красителя вводят на стадии измельчения в течение 8-10мин., а остальное количество - на стадии...
Спосіб переробки відходів феросплавного виробництва
Номер патенту: 2872
Опубліковано: 26.12.1994
Автори: Тарасенко Валентин Лукіч, Учитель Сергій Олександрович, Артюшенко Ольга Федірівна, Голярчук Микола Гнатович, Коваль Олександр Володимирович, Нікіфоренко Леонід Іванович, Дегодюк Едуард Григорович, Івченко Кім Давидович
МПК: C22B 7/04
Мітки: спосіб, переробки, феросплавного, виробництва, відходів
Формула / Реферат:
Способ переработки отходов ферросплавного производства, включающий загрузку в многокамерную отсадочную машину шлака и воздействие на него пульсирующим потоком энергоносителя, отличающийся тем, что сначала последовательно выделяют по камерам металлоконцентрат, металлошлаковые сростки и силикатную шлаковую фазу, при этом соотношение скоростей пульсирующего потока энергоносителя в камерах выделения металлоконцентрата и в камерах выделения...
Спосіб переробки відходів вольфрамо-кобальтових твердих сплавів
Номер патенту: 2624
Опубліковано: 26.12.1994
Автори: Павлоцька Елла Григорівна, Мошкун Валентина Федорівна, Цалюк Раїса Хаімовна, Мартинова Людмила Михайлівна, Бондаренко Володимир Петрович
Мітки: сплавів, спосіб, відходів, твердих, переробки, вольфрамо-кобальтових
Формула / Реферат:
1. Способ переработки отходов вольфрамо-кобальтовых твердых сплавов, включающий предварительное окисление отходов кислородсодержащим газом, окончательную обработку газом до полного окисления, восстановление газообразным восстановителем и карбидизацию в углеродсодержащей среде, отличающийся тем, что предварительное окисление проводят при температуре 900-1100°С в течение 0,5-1,5 часов до создания поверхностного окисленного слоя с последующим...
Спосіб роздублення колагеномістких відходів хромового дублення з отриманням білкової речовини
Номер патенту: 3551
Опубліковано: 27.12.1994
Автори: Бурмістр Валентин Євсійович, Мартиновська Тамара Григорівна, Кернер Сергій Мойсейович, Шмодіна Галина Федорівна, Глубіш Петро Андрійович
МПК: C09H 1/00
Мітки: дублення, спосіб, отриманням, білкової, відходів, речовини, хромового, роздублення, колагеномістких
Формула / Реферат:
Способ раздубливания коллагенсодержащих отходов хромового дубления с получением белкового вещества, предусматривающий обработку кожевенных отходов, преимущественно хромовой стружки, в несколько стадий серной кислотой, отличающийся тем, что отходы дополнительно обрабатывают концентратом, представляющим собой смесь органических кислот С1-С4, получаемых в результате переработки сточных вод при производстве синтетических жирных кислот, причем на...
Спосіб роздублення колагенмістких відходів хромового дублення з одержанням білкової речовини
Номер патенту: 2481
Опубліковано: 26.12.1994
Автори: Глубіш Петро Андрійович, Горофенюк Леокадія Станіславівна, Гилєвич Яніна Михайлівна, Прихніч Петро Федорович
Мітки: роздублення, білкової, дублення, речовини, спосіб, одержанням, хромового, колагенмістких, відходів
Формула / Реферат:
Способ раздубливания коллагенсодержащих отходов хромового дубления с получением белкового вещества, включающий последовательную обработку отходов раствором серной кислоты в несколько стадий, отличающийся тем, что на первой стадии ведут обработку отходов 10-12% раствором серной кислоты при температуре 95-100°С и жидкостном коэффициенте 0,9-1 в течение 20-30 минут, на второй стадии в полученную реакционную массу добавляют постепенно при кипении...
Попередній патент: Нерозрізна балочна прольотна будова багатопрольотного мосту
Наступний патент: Полімерна композиція фрикційного призначення
Випадковий патент: Інтегрована антена-автогенератор