Комбінована головка для обробки поверхні отворів
Номер патенту: 70011
Опубліковано: 25.05.2012
Автори: Аветісян Віктор Казарович, Бантковський В'ячеслав Анатолійович, Карпусенко Віктор Пилипович, Польотов Василь Андрійович, Новіков Ігор Віталійович
Формула / Реферат
1. Комбінована головка для обробки поверхні отворів, що містить чашковий обертовий різець і розкочувальні елементи, яка відрізняється тим, що тримач чашкового обертового різця встановлений перпендикулярно осі головки з можливістю зміни кута нахилу ріжучого леза різця, а вісь обертання різця розташована перпендикулярно осі тримача, при цьому ріжуче лезо різця розташоване в площині, що проходить через вісь тримача.
2. Комбінована головка за п. 1, яка відрізняється тим, що розкочувальні елементи розташовані в контакті з бічною поверхнею конуса і вкладиша через шток поршня, забезпечуючи натяг.
Текст
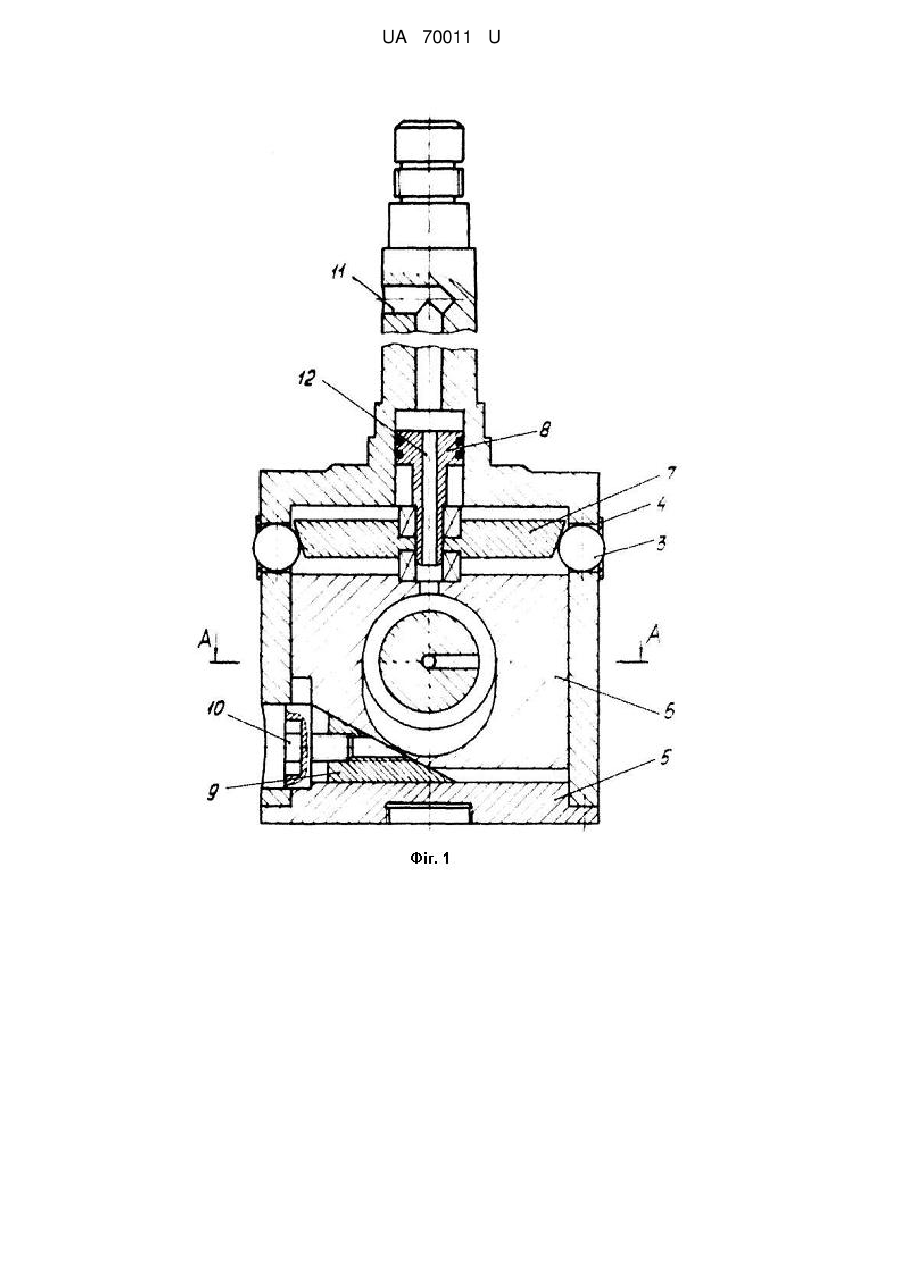
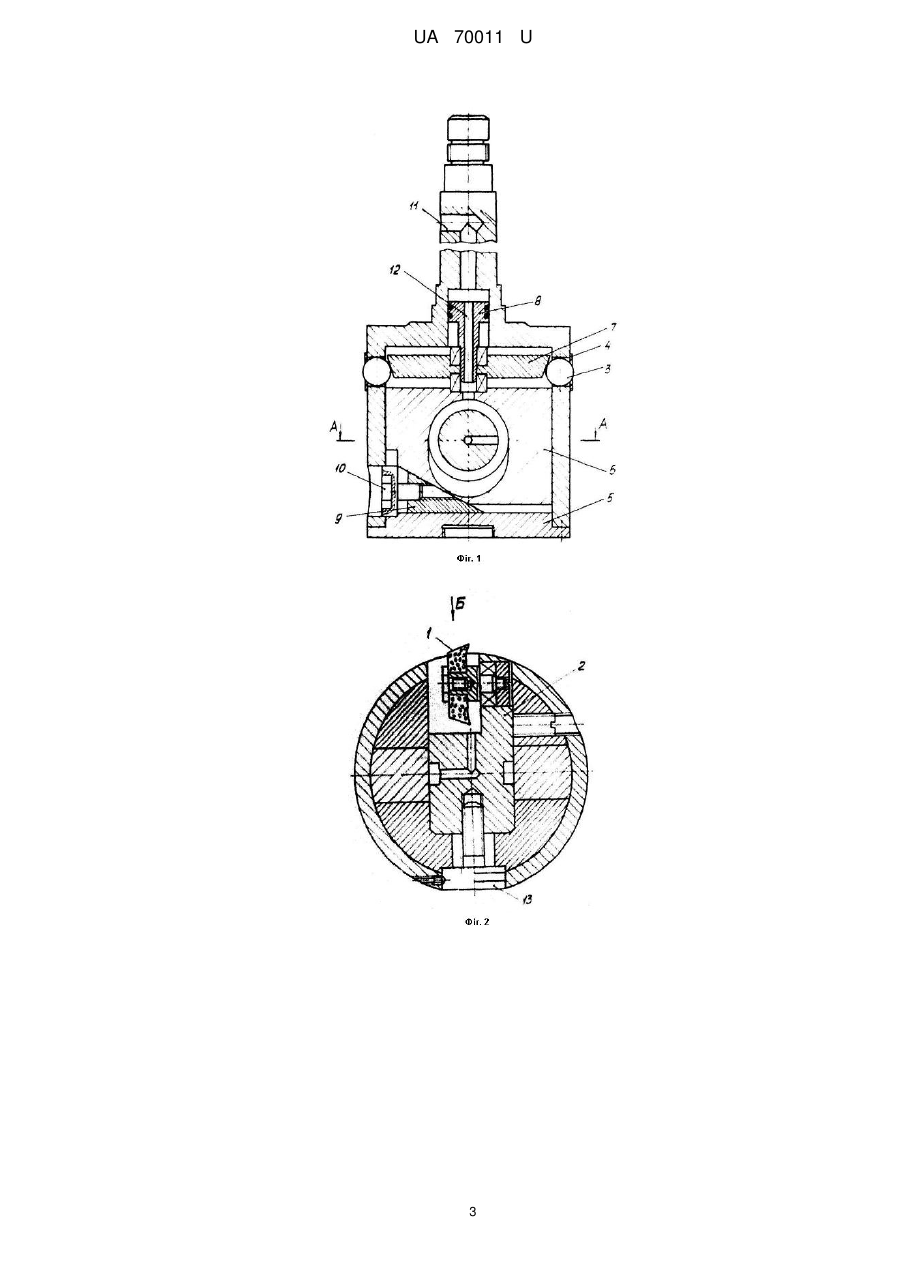
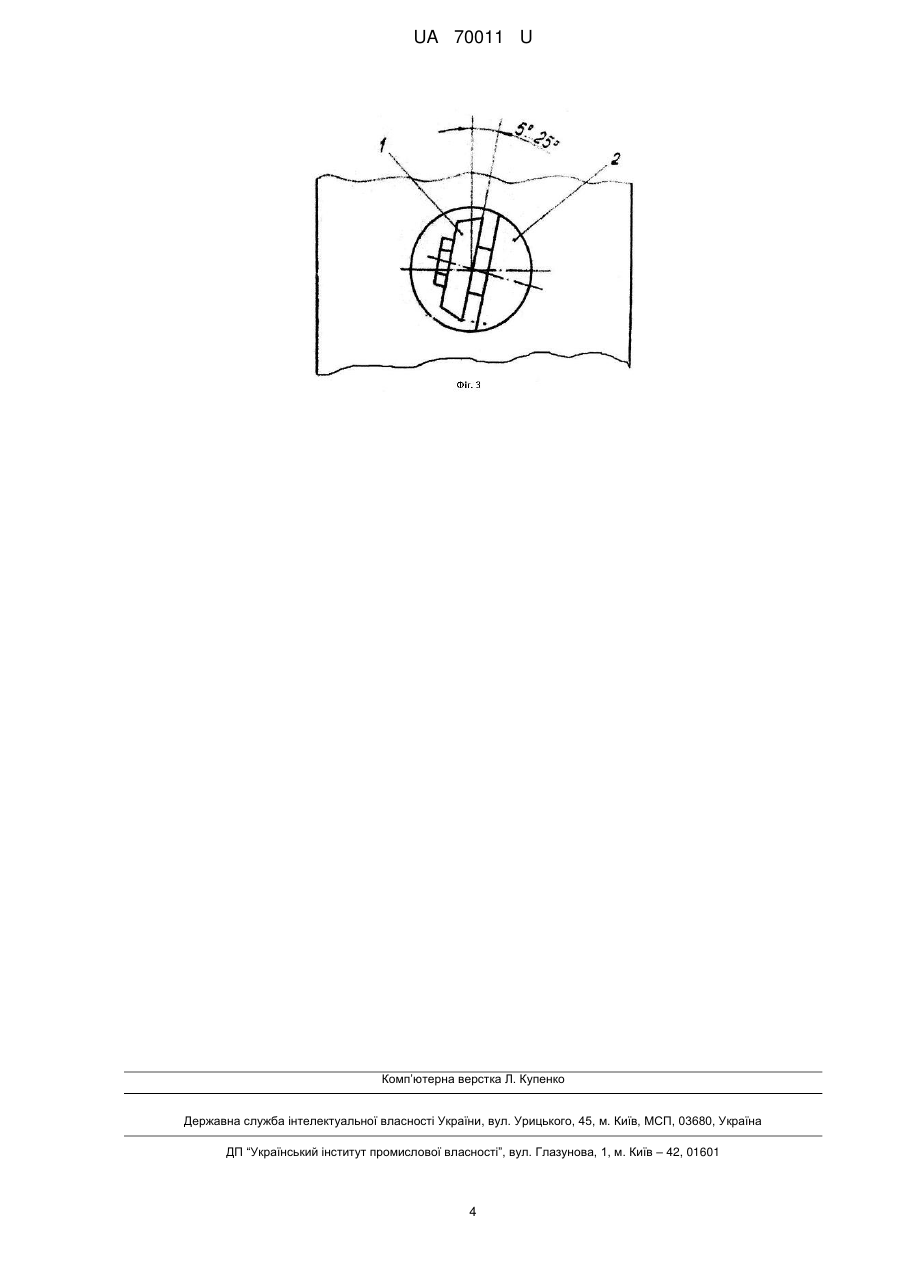
Реферат: Комбінована головка для обробки поверхні отворів містить чашковий обертовий різець і розкочувальні елементи. Тримач чашкового обертового різця встановлений перпендикулярно осі головки з можливістю зміни кута нахилу ріжучого леза різця, а вісь обертання різця розташована перпендикулярно осі тримача. При цьому ріжуче лезо різця розташоване в площині, що проходить через вісь тримача. UA 70011 U (12) UA 70011 U UA 70011 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до пристроїв для обробки поверхні отворів і може бути застосована, головним чином, в ремонтному виробництві при відновленні дзеркала гільз циліндрів автотракторних двигунів під ремонтні розміри поршнів. Відомий такий пристрій для обробки поверхні отворів як накатна головка для зміцнювальнокалібрувальної обробки дзеркала циліндрів і тонкостінних гільз [1], який містить накатні кульки, поміщені на пружних поворотних в осьовій площині планках, скобу, рухливу в осьовому спрямовуючому пазу, що несе упорний стрижень, встановлену в передній частині корпусу головки, яка впливає своїми внутрішніми скосами на скоси вільних кінців поворотних планок з кульками, що забезпечує швидкий автоматичний відвід кульок від стінок отвору в момент виходу з нього головки за допомогою упору. Для здійснення одночасного розточування і накатування отвори в корпусі накатної головки перед накатними кульками встановлений розточувальний різець з гвинтовим регулюванням в радіальному напрямку, що дозволяє здійснювати комбіновану обробку поверхні. Недоліками даного пристрою є складність виготовлення, мала стійкість різця, а також відсутність пристроїв, які дозволяють видаляти продукти різання із зони деформування. Найбільш близьким до технічного рішення, що заявляється, є комбінована головка, що складається з чашкового обертового різця і розкочувальних елементів [2] та призначена для поєднання зенкерування і розточування в один прохід. Недоліком цієї комбінованої головки є низька продуктивність процесу, тому що при збільшенні швидкості розточування вище 120 м/хв погіршується жорсткість системи "верстат пристосування - інструмент - деталь", що виникає внаслідок появи вібрацій, чим і обумовлюється погіршення якості обробки. Крім того, комбінована головка має великі зусилля розкочування, які призводять до спотворення геометричної форми внутрішньої поверхні гільз циліндрів. Ще одним недоліком є недостатня точність розмірно-чистової обробки гільз циліндрів розкочуванням, що з'являється внаслідок того, що величина натягу розкочувальних елементів фіксується контргайкою, похибка при цьому буде в межах натягу розкочувальних елементів. В основу корисної моделі поставлена задача створення такої комбінованої головки, в якій шляхом удосконалення конструкції утримувача чашкового обертового різця і забезпечення натягу елементів для поверхневого пластичного деформування досягається поєднання процесу розточування й поверхневого пластичного деформування та підвищення продуктивності процесу відновлення дзеркала гільз циліндрів, а також точність їх обробки при покращенні їх механічних властивостей та збільшення строку експлуатації. Поставлена задача вирішується тим, що у відомій комбінованій головці для обробки поверхні отворів, яка включає чашковий обертовий різець і розкочувальні елементи, згідно з корисною моделлю, тримач чашкового обертового різця встановлений перпендикулярно осі головки з можливістю зміни кута нахилу ріжучого леза різця, а вісь обертання різця розташована перпендикулярно осі тримача, при цьому ріжуче лезо різця розташоване в площині, що проходить через вісь тримача. Крім того, розкочувальні елементи розташовані в контакті з бічною поверхнею конуса і вкладиша через шток поршня, забезпечуючи натяг. Установка чашкового обертового різця перпендикулярно осі головки з можливістю зміни кута нахилу ріжучого леза різця до осі головки дозволяє виконувати розточування з ковзанням, так зване "бриюче" розточування і отримувати шорсткість розточеної поверхні в межах Ra=1,25…0,63 мкм, і тому при розкочуванні до шорсткості поверхні в межах R a=0,32…0,16 мкм потрібні менші зусилля розкочування, які не призводять до спотворення геометричної форми гільз циліндрів, що дуже важливо для експлуатації двигунів. При цьому забезпечується поєднаний процес розточування й поверхневого пластичного деформування, що дозволяє підвищити продуктивність процесу відновлення дзеркала гільз циліндрів. Розташування розкочувальних елементів вконтакті з бічною поверхнею конуса і вкладиша через шток забезпечує натяг. При цьому натяг створюється тиском рідини на поршень, шток якого з'єднаний з вкладишем та конусом, який своєю бічною поверхнею розсовує розкочувальні елементи. Конус не може розсунути розкочувальні елементи більше розміру встановленого лімбом регулювання розкочувальних елементів який би тиск не чинили на поршень тому, що клин, взаємодіючи з вкладишем, перешкоджає руху поршня вниз, тобто не дає розсунути розкочувальні елементи більше встановленого розміру, тим самим підтримується точність розмірно-чистової обробки дзеркала гільз циліндрів поверхневим пластичним деформуванням. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 зображено загальний вид комбінованої головки для обробки поверхні отворів, на фіг. 2 - розріз А-А фіг. 1, на фіг. 3 - вид Б фіг. 2. 1 UA 70011 U 5 10 15 20 25 Комбінована головка для обробки поверхні отворів містить чашковий обертовий різець 1, встановлений в різцетримачі 2, розкочувальні кульки 3, сепаратор 4 для утримання кульок, вставку 5 із вкладишем 6, конус 7, клин 9, обмежує хід конуса через вкладиш 6, гвинт 10 для регулювання виходу кульок, канали 11 і 12, через які подається змивально-охолоджуюча рідина, лімб 13 різцетримача. Комбінована головка працює таким чином. Включають обертання головки і здійснюють подачу шпинделя. Чашковий різець 1 за рахунок сил тертя з поверхнею циліндра провертається, і різання, в кожний наступний момент, проводять новою робочою ділянкою ріжучого леза. Це дає можливість розточувати більшу кількість гільз циліндрів без переточування різця. Робочу рідину подають в зону різання, розкочування і надпоршневий простір і видаляють продукти різання із зони розкочування, охолоджують ріжучий і розкочувальні елементи, а також створюють зусилля розкочування. Розтиск кульок 3 на необхідне зусилля розкочування проводять гідромеханічно наступним чином. Через канал 11 на поршень 8 подають під тиском рідину (індустріальне масло), шток поршня пересуває вкладиш 6 і конус 7, бокова поверхня якого розтискає кульки 3. Клин 9 через вкладиш 6 обмежує хід конуса 7, тим самим підтримується розмір чистової обробки дзеркала циліндрів, встановлений лімбом 13. Така конструкція розтиску розкочувальних елементів усуває гідравлічний удар в момент входу кульки в циліндр, який має місце при гідравлічному розтиску. Дане технічне рішення забезпечує підвищення продуктивності процесу відновлення дзеркала гільз циліндрів поєднаним процесом розточування й поверхневого пластичного деформування, точність обробки дзеркала гільз циліндрів, а також покращує їх механічні властивості і збільшує термін експлуатації. Джерела інформації: 1. Авторське Свідоцтво СРСР № 134541, В23В 27/24, 1960. 2. Коновалов Є. Г. та ін. Прогресивні схеми ротаційного різання металів - Мінськ: Наука і техніка, 1972. - с. 216-217, рис. 92. 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 1. Комбінована головка для обробки поверхні отворів, що містить чашковий обертовий різець і розкочувальні елементи, яка відрізняється тим, що тримач чашкового обертового різця встановлений перпендикулярно осі головки з можливістю зміни кута нахилу ріжучого леза різця, а вісь обертання різця розташована перпендикулярно осі тримача, при цьому ріжуче лезо різця розташоване в площині, що проходить через вісь тримача. 2. Комбінована головка за п. 1, яка відрізняється тим, що розкочувальні елементи розташовані в контакті з бічною поверхнею конуса і вкладиша через шток поршня, забезпечуючи натяг. 2 UA 70011 U 3 UA 70011 U Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюCombined head for machining hole surface
Автори англійськоюAvetisian Viktor Kazarovych, Bantkovskyi Viacheslav Anatoliiovych, Karpusenko Viktor Pylypovych, Novikov Ihor Vitaliiovych, Poliotov Vasyl Andriiovych
Назва патенту російськоюКомбинированная головка для обработки поверхности отверстий
Автори російськоюАветисян Виктор Казарович, Бантковский Вячеслав Анатольевич, Карпусенко Виктор Филиппович, Новиков Игорь Витальевич, Полетов Василий Андреевич
МПК / Мітки
МПК: B23B 27/24
Мітки: отворів, обробки, головка, поверхні, комбінована
Код посилання
<a href="https://ua.patents.su/6-70011-kombinovana-golovka-dlya-obrobki-poverkhni-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Комбінована головка для обробки поверхні отворів</a>
Головка для обробки отворів
Номер патенту: 68202
Опубліковано: 26.03.2012
Автори: Гевко Богдан Матвійович, Ляшук Олег Леонтійович, Диня Володимир Іванович, Хорошун Роман Васильович, Івасечко Роман Романович, Гевко Ігор Богданович
МПК: B23B 47/00
Мітки: обробки, головка, отворів
Формула / Реферат:
Головка для обробки отворів, яка виконана у вигляді корпуса, кришки, ведучого вала, інструментальних шпинделів, підшипників ковзання та підшипників кочення, яка відрізняється тим, що як ведучий вал використано вал-шестірню, зуби якого є у взаємодії з веденими приводними шестернями інструментальних шпинделів, які розміщені по колу до вала-шестірні з можливістю кругового провертання як навколо своїх осей, так і відносно вала-шестірні по його...
Пристрій для розточування і поверхневої пластичної деформації отворів

Номер патенту: 31097
Опубліковано: 25.03.2008
Автори: Автухов Анатолій Кузьмич, Польотов Василь Андрійович, Попов Олег Олександрович, Сідашенко Олександр Іванович, Сайчук Олександр Васильович, Аветісян Віктор Казарович
МПК: B23P 6/00
Мітки: отворів, деформації, пристрій, розточування, пластичної, поверхневої
Формула / Реферат:
1. Пристрій для розточування і поверхневої пластичної деформації отворів, що включає різець і кульки для поверхневої пластичної деформації, який відрізняється тим, що містить компенсатори, встановлені в площині дії радіальної складової сили різання і симетрично осі різця, при цьому центральний кут між компенсаторами і віссю різця складає 120 градусів.2. Пристрій за п. 1, який відрізняється тим, що компенсатори виконані у вигляді...
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею
Номер патенту: 55619
Опубліковано: 15.04.2003
Автори: Боков Віктор Михайлович, Шмельов Віталій Миколайович
МПК: B23H 1/00, B23H 3/00, B23K 7/00
Мітки: торцевою, поверхні, глухих, обробки, розмірної, електричною, дугою, спосіб, відношенню, похилою, поверхнею, отворів, стрижнів, електрода-заготовки, стартової
Формула / Реферат:
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею, при якому робочу рідину прокачують крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку в початковій фазі процесу здійснюють при прокачуванні робочої рідини крізь штучний торцевий міжелектродний зазор, який утворено торцевою поверхнею...
Розпилювальна головка електрометалізатора для нанесення металевих покриттів на внутрішні циліндричні поверхні
Номер патенту: 46176
Опубліковано: 10.12.2009
Автори: Мажейка Олександр Йосипович, Маркович Сергій Іванович, Похмурський Василь Іванович, Рябоволик Юрій Васильович, Студент Михайло Михайлович
МПК: B05B 7/00
Мітки: покриттів, розпилювальна, циліндричні, поверхні, головка, внутрішні, нанесення, металевих, електрометалізатора
Формула / Реферат:
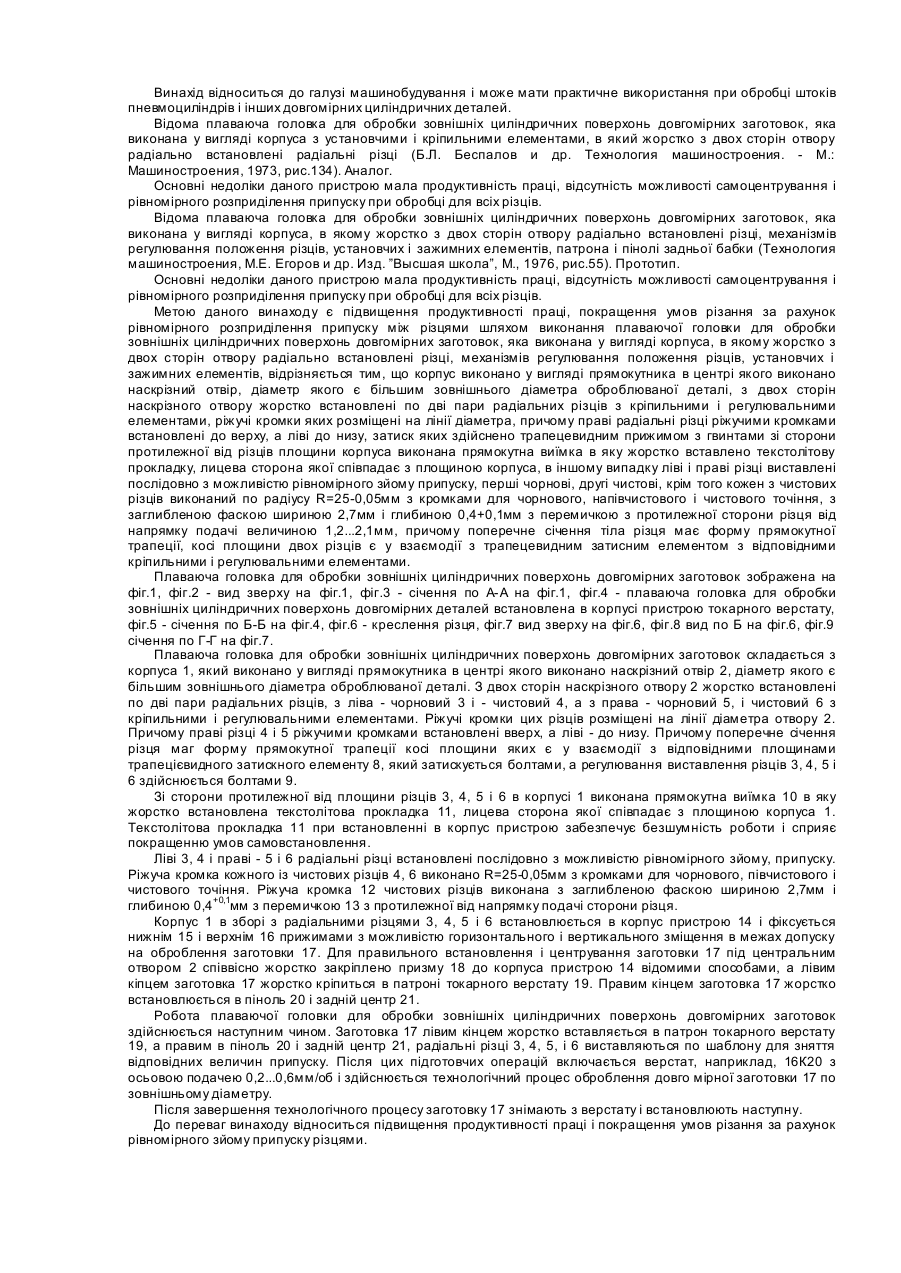
Розпилювальна головка електрометалізатора для нанесення металевих покриттів на внутрішні циліндричні поверхні, в конструкції якої є корпус з розміщеними в ньому струмопідвідними трубками з наконечниками для подачі електродного дроту та повітряною трубкою, яка відрізняється тим, що струмопідвідні трубки з наконечниками з'єднані між собою пластинами із електроізоляційного матеріалу, а наконечники зігнуті по дузі, при цьому повітряне сопло...
Плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок
Номер патенту: 66501
Опубліковано: 17.05.2004
Автори: Вовк Ярослав Юрійович, Гевко Ігор Богданович, Глух Василь Михайлович, Матвійчук Анатолій Васильович, Стойко Ігор Іванович
МПК: B23P 25/00
Мітки: поверхонь, головка, заготовок, обробки, циліндричних, довгомірних, зовнішніх, плаваюча
Формула / Реферат:
1. Плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок, яка виконана у вигляді корпуса, в якому жорстко з двох сторін отвору радіально встановлені різці, механізмів регулювання положення різців, установних і затискних елементів, патрона і пінолі задньої бабки, який відрізняється тим, що корпус виконано у вигляді прямокутника, в центрі якого виконано наскрізний отвір, діаметр якого є більшим за зовнішній діаметр...
Попередній патент: Жувальна карамель з низьким глікемічним індексом
Наступний патент: Спосіб анкерного кріплення виробки
Випадковий патент: Вальці для перероблення гумових сумішей