Спосіб чорнової одночасної обробки електричною дугою циліндричних поверхонь двох твердосплавних прокатних валків з різними за об’ємом припусками

Формула / Реферат
Спосіб чорнової одночасної обробки електричною дугою циліндричних поверхонь двох твердосплавних прокатних валків з різними за об'ємом припусками, із зануренням зони обробки в робочу рідину, з осьовим обертанням валків в протилежних напрямках, з дискретною радіальною та осьовою зворотно-поступальною подачею одного із валків, який відрізняється тим, що обробку здійснюють у два етапи зі зміною полярності: на першому етапі на уніполярному режимі (пряма або зворотна полярність), що забезпечує нерівномірне знімання частини припусків до моменту вирівнювання їх залишків за об'ємами на обох валках, а на другому етапі - на біполярному режимі зі зміною частоти у межах від 0,01 до 50 Гц, що забезпечує рівномірне за об'ємом знімання залишкових припусків, причому величини проміжних припусків пов'язані з геометричними параметрами валків та з коефіцієнтом уніполярності обробки співвідношеннями:
де: ![]() - діаметри заготовок, відповідно першого та другого валків;
- діаметри заготовок, відповідно першого та другого валків; ![]() - діаметр обробки першого та другого валків;
- діаметр обробки першого та другого валків; ![]() - лінійні припуски обробки, відповідно першого та другого валків на уніполярному режимі, що відповідають першому етапу обробки;
- лінійні припуски обробки, відповідно першого та другого валків на уніполярному режимі, що відповідають першому етапу обробки; ![]() - коефіцієнт уніполярності, що визначається експериментально та відповідає вибраній полярності першого етапу, режиму обробки, матеріалу та геометричним параметрам валків;
- коефіцієнт уніполярності, що визначається експериментально та відповідає вибраній полярності першого етапу, режиму обробки, матеріалу та геометричним параметрам валків; ![]() - об'єми проміжних припусків обробки, відповідно першого та другого валків на уніполярному режимі, що відповідають першому етапу обробки;
- об'єми проміжних припусків обробки, відповідно першого та другого валків на уніполярному режимі, що відповідають першому етапу обробки; ![]() - ширина, відповідно першого та другого валка.
- ширина, відповідно першого та другого валка.
Текст
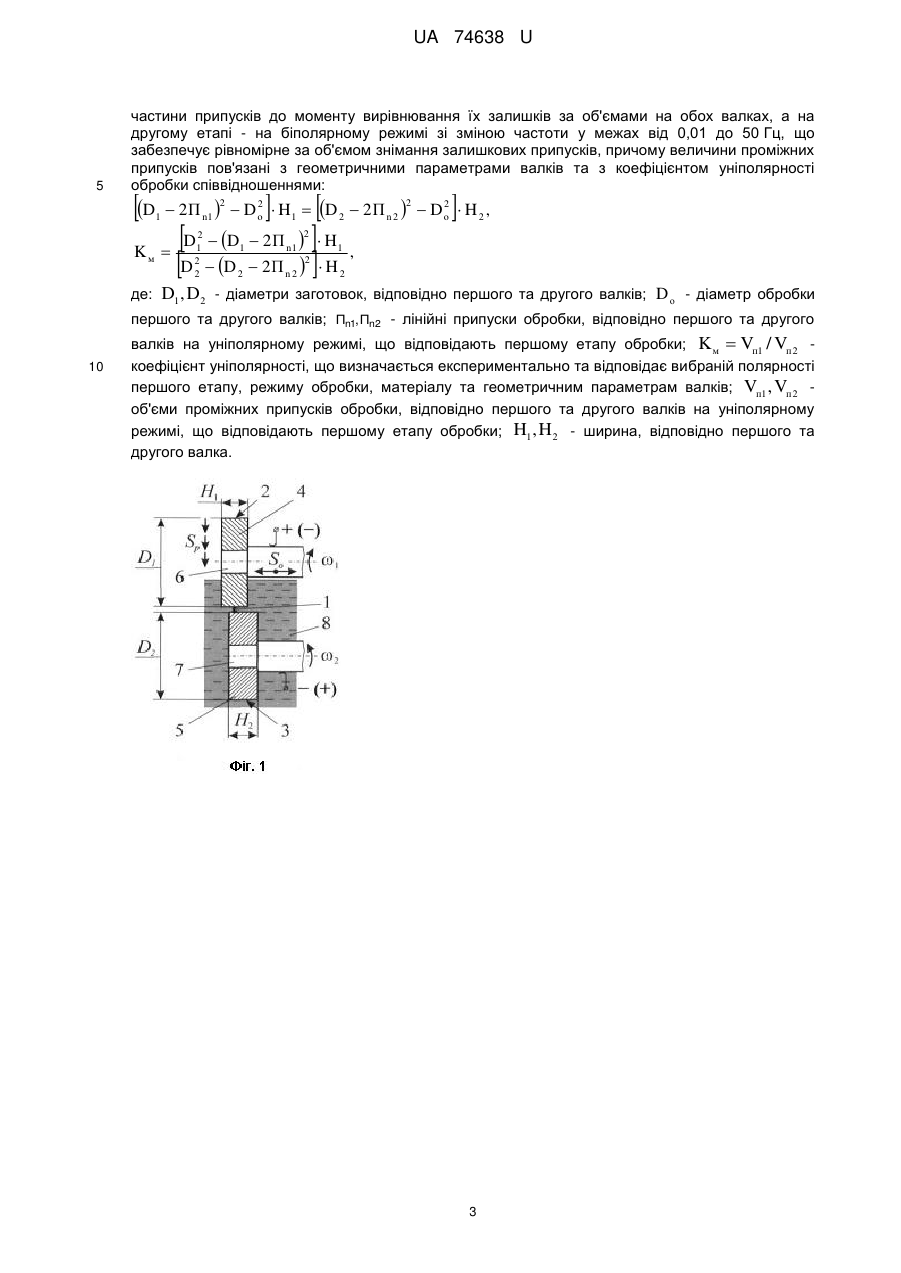
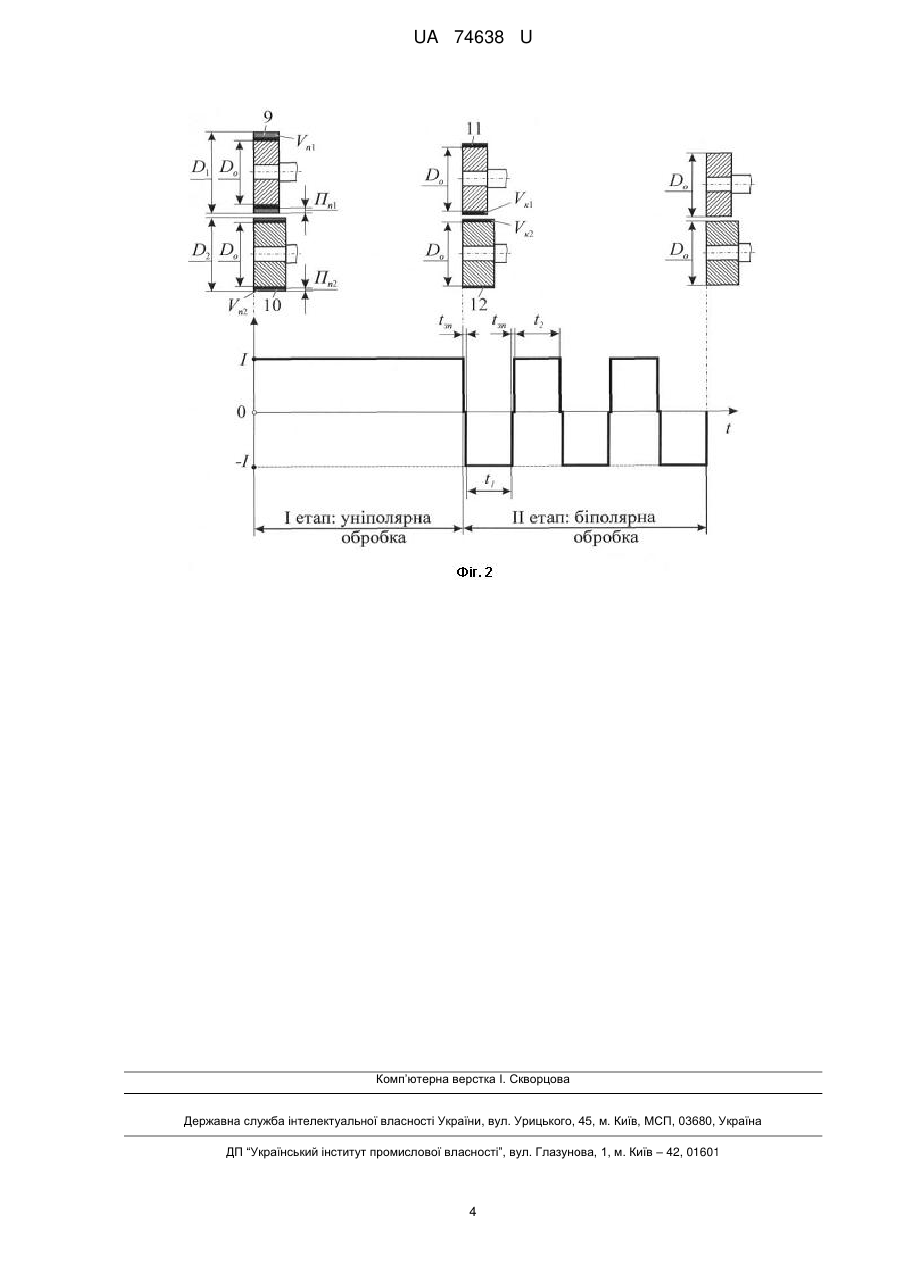
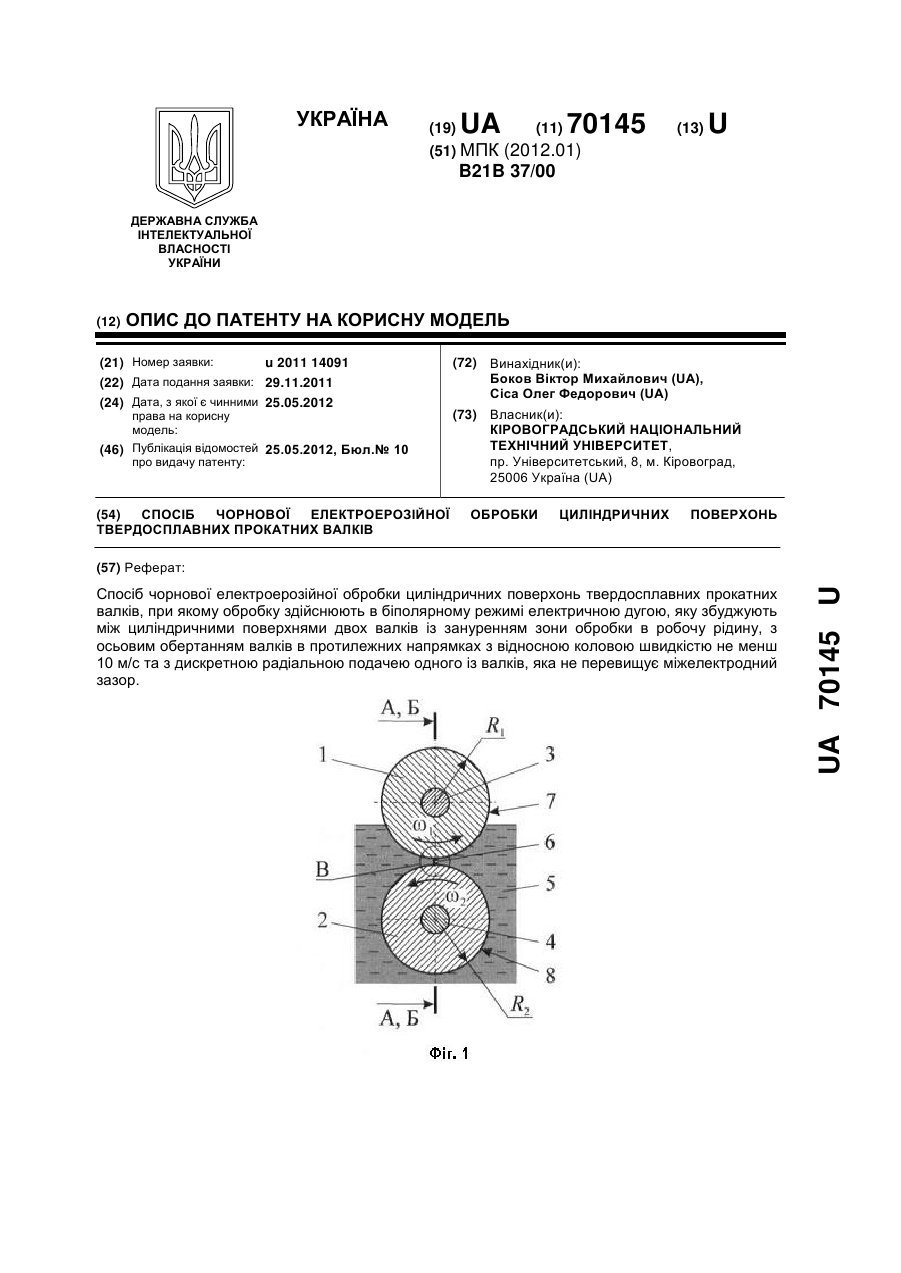
Реферат: Спосіб чорнової одночасної обробки електричною дугою циліндричних поверхонь двох твердосплавних прокатних валків з різними за об'ємом припусками, із зануренням зони обробки в робочу рідину, з осьовим обертанням валків в протилежних напрямках, з дискретною радіальною та осьовою зворотно-поступальною подачею одного із валків. Обробку здійснюють у два етапи зі зміною полярності: на першому етапі на уніполярному режимі, а на другому етапі - на біполярному режимі зі зміною частоти. UA 74638 U (54) СПОСІБ ЧОРНОВОЇ ОДНОЧАСНОЇ ОБРОБКИ ЕЛЕКТРИЧНОЮ ДУГОЮ ЦИЛІНДРИЧНИХ ПОВЕРХОНЬ ДВОХ ТВЕРДОСПЛАВНИХ ПРОКАТНИХ ВАЛКІВ З РІЗНИМИ ЗА ОБ'ЄМОМ ПРИПУСКАМИ UA 74638 U UA 74638 U 5 10 15 20 25 30 35 Корисна модель належить до області електроерозійної обробки і може бути використана в машинобудуванні як високопродуктивний спосіб чорнової одночасної обробки електричною дугою циліндричних поверхонь двох твердосплавних прокатних валків з різними за об'ємом та значними за величиною (більше 5 мм на сторону) припусками. Відомі аналогічні способи електроерозійної обробки, які можуть бути використані для обробки циліндричних поверхонь твердосплавних валків [1], де обробку здійснюють в уніполярному режимі імпульсним електричним розрядом, який збуджують між електродомінструментом та електродом-заготовкою (валком) з обертанням електродів. Недоліком даних способів є низька продуктивність обробки, що пов'язана з дискретним підведенням енергії в зону обробки (обробка з паузами). Відомий спосіб чорнової одночасної обробки електричною дугою циліндричних поверхонь двох твердосплавних прокатних валків з різними за об'ємом припусками, із зануренням зони обробки в робочу рідину, з осьовим обертанням валків в протилежних напрямках, з дискретною радіальною та осьовою зворотно-поступальною подачею одного із валків [2]. Обробку здійснюють в біполярному режимі, що забезпечує рівномірне за об'ємом знімання припуску з обох валків. Даний спосіб володіє значно більшою продуктивністю обробки, так як процес здійснюється з безперервним підведенням енергії в зону обробки (без пауз). Однак, відомий спосіб не дозволяє одночасно обробити два валка з різними припусками на один розмір за діаметром, що пов'язано саме з біполярним рівномірним зніманням припуску з обох валків. Тому оброблений даним способом один із двох валків (валок більшого діаметра) потребує додаткової обробки відомими малопродуктивними методами, наприклад чорновим шліфуванням. Це суттєво обмежує технологічні можливості відомого способу обробки, та збільшує тривалість циклу і вартість обробки валків. Задачею корисної моделі є розширення технологічних можливостей способу та зменшення тривалості циклу і вартості обробки валків. Поставлена задача вирішується тим, що у способі чорнової одночасної обробки електричною дугою циліндричних поверхонь двох твердосплавних прокатних валків з різними за об'ємом припусками, із зануренням зони обробки в робочу рідину, з осьовим обертанням валків в протилежних напрямках, з дискретною радіальною та осьовою зворотно-поступальною подачею одного із валків, у якому, згідно з корисною моделлю, обробку здійснюють у два етапи зі зміною полярності: на першому етапі на уніполярному режимі (пряма або зворотна полярність), що забезпечує нерівномірне знімання частини припусків до моменту вирівнювання їх залишків за об'ємами на обох валках, а на другому етапі - на біполярному режимі зі зміною частоти у межах від 0,01 до 50 Гц, що забезпечує рівномірне за об'ємом знімання залишкових припусків, причому величини проміжних припусків пов'язані з геометричними параметрами валків та з коефіцієнтом уніполярності обробки співвідношеннями: D 2П D H D 2П D D 2П H K D D 2П H , 2 1 м де: n1 2 1 2 2 D1, D2 2 o 1 2 2 2 Do H2, 2 1 n1 1 2 2 n2 2 - діаметри заготовок, відповідно першого та другого валків; Dо - діаметр обробки першого та другого валків; 40 n2 Пn1, Пn2 - лінійні припуски обробки, відповідно першого та другого валків на уніполярному режимі, що відповідають першому етапу обробки; Kм Vп1 / Vп2 коефіцієнт уніполярності, що визначається експериментально та відповідає вибраній полярності V ,V першого етапу, режиму обробки, матеріалу та геометричним параметрам валків; п1 п2 об'єми проміжних припусків обробки, відповідно першого та другого валків на уніполярному 45 50 режимі, що відповідають першому етапу обробки; H1, H2 - ширина, відповідно першого та другого валка. На кресленні зображено: фіг. 1 - принципова схема реалізації способу, що заявляється; фіг. 2 - типовий графік зміни полярності технологічного струму зі схематичним зображенням валків перед початком обробки, після закінчення першого етапу та після закінчення другого етапу, тобто після обробки. Для чорнової одночасної обробки електричною дугою 1 циліндричних поверхонь 2, 3 двох твердосплавних прокатних валків 4, 5 з різними за об'ємом припусками (діаметр H1 H2 D1 D2 , ширина ) способом, що заявляється (фіг. 1, 2), валки нерухомо закріплюють, відповідно, на шпинделях 6, 7. Далі валки 4, 5 разом зі шпинделями 6, 7 повністю занурюють в робочу рідину 8, або так, щоб принаймні робоча зона на 50...100 мм була нижче рівня рідини у ванні 1 UA 74638 U (ванна умовно не показана). Вмикають осьове обертання валків 4, 5 в протилежних напрямках зі швидкістю 1, 2 , осьову зворотно-поступальну подачу Sо валка 4, та радіальну слідкуючу S подачу р валка 4. На першому етапі обробку здійснюють на уніполярному режимі (пряма або зворотна полярність), що забезпечує нерівномірне знімання проміжних припусків 9, 10 на 5 величини Пn1, Пn2 , які відповідають моменту вирівнювання залишкових припусків 11, 12 за об'ємами Vк1, Vк 2 на обох валках. На другому етапі - на біполярному режимі зі зміною частоти у межах від 0,01 до 50 Гц, що забезпечує рівномірне за об'ємом знімання залишкових припусків 11, 12. Результатом обробки є два твердосплавних валка з однаковим зовнішнім діаметром Dо . 10 Величини проміжних припусків Пn1, Пn2 попередньо (перед обробкою) розраховують із наступної системи двох рівнянь з двома невідомими, які встановлюють їх аналітичний зв'язок з геометричними параметрами валків та з коефіцієнтом уніполярності обробки D 2П D H D 2П D D 2П H K D D 2П H , 2 1 м де: n1 2 1 2 2 D1, D2 2 o 1 2 n2 2 2 Do H2, 2 1 n1 1 2 2 n2 2 - діаметри заготовок, відповідно першого та другого валків; Dо - діаметр обробки першого та другого валків; Пn1, Пn2 - лінійні припуски обробки, відповідно першого та другого 15 валків на уніполярному режимі, що відповідають першому етапу обробки; Kм Vп1 / Vп2 коефіцієнт уніполярності, що визначається експериментально та відповідає вибраній полярності першого етапу, режиму обробки, матеріалу та геометричним параметрам валків; Vп1, Vп2 об'єми проміжних припусків, відповідно першого та другого валків на уніполярному режимі, що 20 відповідають першому етапу обробки; H1, H2 - ширина, відповідно першого та другого валка. Завдяки отриманню до початку обробки інформації про кількісні значення проміжних припусків Пn1, Пn2 , є можливим оператору за сумою їх встановити координату переміщення в напрямку радіальної подачі верхнього рухомого валка 4 до моменту закінчення першого етапу, тобто до моменту, коли об'єми Vк1 та Vк 2 залишкових припусків 11, 12 на валках 4, 5 вирівнюються. Таким чином, процес обробки двох твердосплавних валків 4, 5 з різними за 25 об'ємом припусками є керованим та дозволяє отримати їх одного діаметра Dо . Спосіб, що заявляється, можна реалізувати при умові, коли відношення загальних об'ємних припусків на валках (більшого до меншого) дорівнює або перевищує коефіцієнт уніполярності Kм 30 35 . Використання способу, який заявляється, порівняно з відомим, розширює технологічні його можливості та дозволяє: одночасно обробити два твердосплавних прокатних валка з різними об'ємними припусками на один діаметр; зменшити тривалість циклу обробки у 2...2,5 рази; зменшити вартість обробки на 20...30 %. Джерела інформації: 1. Думпе В. Э. Электроэрозионная обработка деталей. - К.: Техніка, 1975. - 144 с. - С. 38-39, табл. 9, 205-й вариант. 2. Заявка № u 201114091 від 29.11.11 на «Способ чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків», автори Боков В. М., Сіса О. Ф.; заявник та патентоволодар Кіровоградський національний технічний університет. 40 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Спосіб чорнової одночасної обробки електричною дугою циліндричних поверхонь двох твердосплавних прокатних валків з різними за об'ємом припусками, із зануренням зони обробки в робочу рідину, з осьовим обертанням валків в протилежних напрямках, з дискретною радіальною та осьовою зворотно-поступальною подачею одного із валків, який відрізняється тим, що обробку здійснюють у два етапи зі зміною полярності: на першому етапі на уніполярному режимі (пряма або зворотна полярність), що забезпечує нерівномірне знімання 2 UA 74638 U 5 частини припусків до моменту вирівнювання їх залишків за об'ємами на обох валках, а на другому етапі - на біполярному режимі зі зміною частоти у межах від 0,01 до 50 Гц, що забезпечує рівномірне за об'ємом знімання залишкових припусків, причому величини проміжних припусків пов'язані з геометричними параметрами валків та з коефіцієнтом уніполярності обробки співвідношеннями: D 2П D H D D D 2П H K D D 2П H 2 1 м 2 o n1 2 1 2 2 1 2 2П n 2 D o H 2 , 2 2 2 1 n1 1 2 2 n2 , 2 де: D1 , D 2 - діаметри заготовок, відповідно першого та другого валків; D о - діаметр обробки першого та другого валків; Пn1, Пn2 - лінійні припуски обробки, відповідно першого та другого 10 валків на уніполярному режимі, що відповідають першому етапу обробки; K м Vп1 / Vп 2 коефіцієнт уніполярності, що визначається експериментально та відповідає вибраній полярності першого етапу, режиму обробки, матеріалу та геометричним параметрам валків; Vп1 , Vп 2 об'єми проміжних припусків обробки, відповідно першого та другого валків на уніполярному режимі, що відповідають першому етапу обробки; H1 , H 2 - ширина, відповідно першого та другого валка. 3 UA 74638 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of simultaneous rough processing by electrical arc of cylindrical surfaces of two hard rolls with different volume allowances
Автори англійськоюBokov Viktor Myhailovych, Sisa Oleh Fedorovych
Назва патенту російськоюСпособ черновой одновременной обработки электрической дугой цилиндрических поверхностей двух твердосплавных прокатных валков с различными по объему припусками
Автори російськоюБоков Виктор Михайлович, Сиса Олег Федорович
МПК / Мітки
МПК: B21B 37/00
Мітки: припусками, різними, валків, електричною, об'ємом, двох, обробки, спосіб, прокатних, дугою, поверхонь, циліндричних, твердосплавних, одночасної, чорнової
Код посилання
<a href="https://ua.patents.su/6-74638-sposib-chornovo-odnochasno-obrobki-elektrichnoyu-dugoyu-cilindrichnikh-poverkhon-dvokh-tverdosplavnikh-prokatnikh-valkiv-z-riznimi-za-obehmom-pripuskami.html" target="_blank" rel="follow" title="База патентів України">Спосіб чорнової одночасної обробки електричною дугою циліндричних поверхонь двох твердосплавних прокатних валків з різними за об’ємом припусками</a>
Спосіб чорнової одночасної обробки електричною дугою плоских торцевих поверхонь двох твердосплавних прокатних валків в біполярному режимі з прокачуванням робочої рідини в торцевому зазорі
Номер патенту: 74250
Опубліковано: 25.10.2012
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23H 9/04
Мітки: рідини, одночасної, валків, обробки, електричною, чорнової, зазорі, торцевому, робочої, твердосплавних, дугою, двох, поверхонь, режимі, спосіб, біполярному, прокатних, прокачуванням, торцевих, плоских
Формула / Реферат:
1. Спосіб чорнової одночасної обробки електричною дугою плоских торцевих поверхонь двох твердосплавних прокатних валків в біполярному режимі з прокачуванням робочої рідини в торцевому зазорі, який відрізняється тим, що напрямок прокачування робочої рідини в торцевому зазорі періодично змінюють.2. Спосіб за п. 1, який відрізняється тим, що частоту зміни напрямку...
Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей з різними припусками на обробку
Номер патенту: 48189
Опубліковано: 10.03.2010
Автори: Сіса Олег Федорович, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: деталей, обробку, двох, поверхонь, різними, електричною, припусками, розмірної, торцевих, плоских, спосіб, одночасної, дугою, обробки
Формула / Реферат:
Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей з різними припусками на обробку, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють в два етапи зі зміною полярності сили технологічного струму: на першому етапі - на уніполярному режимі обробки (пряма або зворотна полярність), що забезпечує нерівномірне знімання...
Спосіб чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків
Номер патенту: 70145
Опубліковано: 25.05.2012
Автори: Сіса Олег Федорович, Боков Віктор Михайлович
МПК: B21B 37/00
Мітки: валків, прокатних, поверхонь, спосіб, чорнової, твердосплавних, циліндричних, обробки, електроерозійної
Формула / Реферат:
1. Спосіб чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків, який відрізняється тим, що обробку здійснюють в біполярному режимі електричною дугою, яку збуджують між циліндричними поверхнями двох валків із зануренням зони обробки в робочу рідину, з осьовим обертанням валків в протилежних напрямках з відносною коловою швидкістю не менш 10 м/с та з дискретною радіальною подачею одного із валків, яка не...
Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей
Номер патенту: 45498
Опубліковано: 10.11.2009
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23H 1/00
Мітки: двох, електричною, спосіб, торцевих, розмірної, поверхонь, плоских, деталей, обробки, дугою, одночасної
Формула / Реферат:
1. Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють при дзеркальному розташуванні торцевих поверхонь деталей і поступальному осьовому відносному їх зустрічному русі, з вилученням робочої рідини із торцевого міжелектродного зазору крізь співвісні отвори в...
Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей
Номер патенту: 32151
Опубліковано: 12.05.2008
Автори: Сіса Олег Федорович, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: розмірної, обробки, електричною, деталей, плоских, торцевих, дугою, кільцевих, спосіб, поверхонь
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одночасно двох деталей, які неспіввісно обертають у протилежних напрямках, а дугу збуджують в торцевому міжелектродному зазорі, що утворений їхніми торцевими поверхнями, причому полярність обробки періодично...
Попередній патент: Пристрій для одержання металевих волокон пресуванням гранул
Наступний патент: Пристрій для контролю довжини стрибка
Випадковий патент: Спосіб виготовлення товстостінних труб високого тиску з внутрішньою рифленою поверхнею