Спосіб виготовлення згортної втулки
Номер патенту: 78307
Опубліковано: 11.03.2013
Автори: Кривінський Петро Петрович, Бондаренко Олександр Леонідовіч, Кобельник Володимир Романович, Сеник Андрій Антонович, Кривий Петро Дмитрович

Формула / Реферат
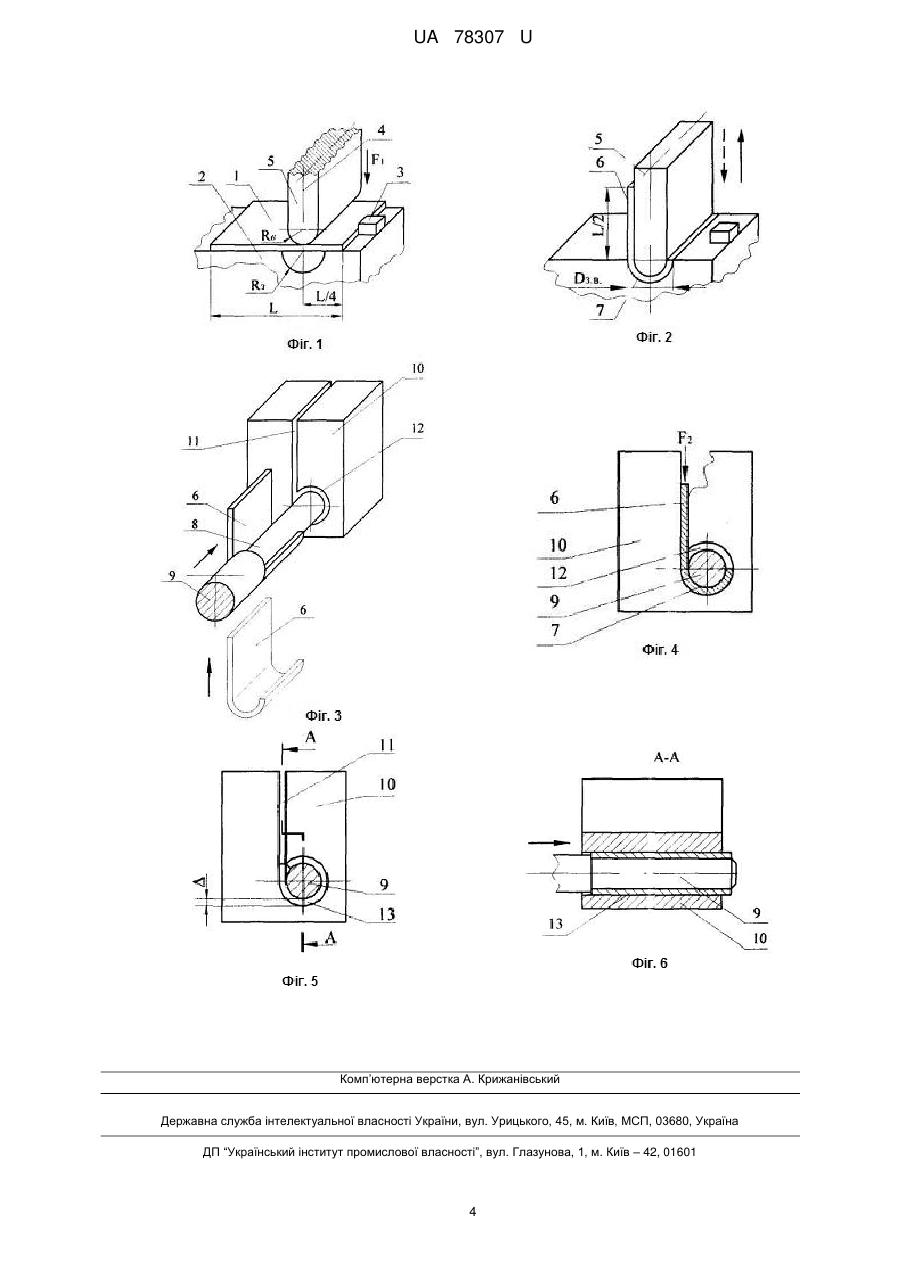
Спосіб виготовлення згортної втулки, при якому плоску карточку матеріалу, з якого має бути сформована втулка, подають тангенціально у прямолінійно-кільцеву порожнину, утворену двома стінками із зазором між ними, і внутрішня стінка кільцевої порожнини сформована оправкою, на циліндричній поверхні якої виконані виступи або ролики, і цю оправку обертають навколо своєї осі, яка є співвісною із зовнішньою циліндричною стінкою матриці, і при обертанні оправки карточку формують так, щоб вона відповідала формі кільцевої порожнини, один кінець карточки додатково деформують, а після формування втулки її виштовхують в осьовому напрямі з кільцевої порожнини у наступну камеру, де втулку калібрують, який відрізняється тим, що перед подачею плоскої карточки тангенціально у прямолінійно-кільцеву порожнину формуючої матриці, карточку встановлюють на першу матрицю до упора, розміщеного на віддалі від правого торця карточки до поздовжньої осі пуансона, що дорівнює чверті довжини карточки, переміщають пуансон вниз і формують з карточки нерівносторонню U-подібну заготовку з прямолінійною ділянкою довжиною, яка дорівнює половині довжини карточки, і півциліндричною ділянкою із зовнішнім діаметром, що дорівнює зовнішньому діаметру втулки, і цю U-подібну заготовку переміщають вертикально вгору до контакту її внутрішньої циліндричної поверхні півциліндричної ділянки з циліндричною поверхнею оправки, після чого співвісно горизонтально переміщають оправку із заготовкою в прямолінійно-кільцеву порожнину формуючої матриці, а потім U-подібну заготовку переміщають вертикально вниз по прямолінійній та кільцевій порожнинах цієї матриці, і в процесі такого переміщення формують згортну втулку.
Текст
Реферат: Спосіб виготовлення згортної втулки, при якому плоску карточку матеріалу, з якого має бути сформована втулка, подають тангенціально у прямолінійно-кільцеву порожнину, утворену двома стінками із зазором між ними, і внутрішня стінка кільцевої порожнини сформована оправкою, на циліндричній поверхні якої виконані виступи або ролики, і цю оправку обертають навколо своєї осі, яка є співвісною із зовнішньою циліндричною стінкою матриці, і при обертанні оправки карточку формують так, щоб вона відповідала формі кільцевої порожнини, один кінець карточки додатково деформують, а після формування втулки її виштовхують в осьовому напрямі з кільцевої порожнини у наступну камеру, де втулку калібрують, крім того перед подачею плоскої карточки тангенціально у прямолінійно-кільцеву порожнину формуючої матриці, карточку встановлюють на першу матрицю до упора, розміщеного на віддалі від правого торця карточки до поздовжньої осі пуансона, що дорівнює чверті довжини карточки, переміщають пуансон вниз і формують з карточки нерівносторонню U-подібну заготовку з прямолінійною ділянкою довжиною, яка дорівнює половині довжини карточки, і півциліндричною ділянкою із зовнішнім діаметром, що дорівнює зовнішньому діаметру втулки, і цю U-подібну заготовку переміщають вертикально вгору до контакту її внутрішньої циліндричної поверхні півциліндричної ділянки з циліндричною поверхнею оправки, після чого співвісно горизонтально переміщають оправку із заготовкою в прямолінійно-кільцеву порожнину формуючої матриці, а потім U-подібну заготовку переміщають вертикально вниз по прямолінійній та кільцевій порожнинах цієї матриці, і в процесі такого переміщення формують згортну втулку. UA 78307 U (54) СПОСІБ ВИГОТОВЛЕННЯ ЗГОРТНОЇ ВТУЛКИ UA 78307 U UA 78307 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель "Спосіб виготовлення згортної втулки" належить до машинобудування і може мати практичне використання при виготовленні згортних втулок особливо для приводних роликових і втулкових ланцюгів. Відоме технічне рішення (аналог) для виготовлення згортних втулок, при якому заготовку у вигляді прямокутної карточки певної кривизни встановлюють у транспортну криволінійну щілину з такою кривизною, як і у заготовці, і останню під дією прикладеного зусилля транспортують по щілині до циліндричної філь'єри, в якій заготовка формується у циліндричну згортну втулку, яку потім пропускають через фільєри і калібрують [див. Деклараційний патент на винахід 55106 А Україна B21D05/10 Пристрій для формування згортних втулок / опубл. 17.03.2003. Бюл. № 3]. Недоліком відомого технічного рішення є те, що при калібруванні у фільєрах через недостатню точність форми (відхилення від круглості) втулок виникають значні ударні навантаження в одному і тому ж місці фільєр, що призводить до зниження границі втомної міцності і, як наслідок, до суттєвого зменшення стійкості дорогих твердосплавних філь'єр та необхідності додаткових фінансових витрат. Відомим є також технічне рішення, в якому плоску листову заготовку (карточку) встановлюють в прямолінійно-циліндричну щілину матриці, прикладають до верхнього торця карточки зусилля, під його дією карточку переміщають у щілині і на циліндричній ділянці матриці карточку деформують та згортають, формуючи таким чином згортну втулку [див. А.с. №615987 СССР М. Кл B21D5/10. Устройство для изготовления втулок из листовых заготовок / опубл. 25.07.78. Бюл. № 27]. Недоліком відомого технічного рішення є те, що при цьому не забезпечується належна точність форми зортної втулки (відхилення від круглості). Найбільш близьким за технічною суттю і досягнутим результатом є відоме технічне рішення, в якому карточку матеріалу, з якої формується втулка, подають тангенціально у прямолінійнокільцеву порожнину, утворену двома стінками із зазором між ними, і внутрішня стінка кільцевої порожнини сформована циліндричною оправкою, на циліндричній поверхні якої виконані виступи або ролики, і цю оправку обертають навколо своєї осі, співвісної із зовнішньою циліндричною стінкою матриці, і при обертанні оправки карточку формують так, щоб вона відповідала формі кільцевої порожнини, й один кінець карточки додатково деформують, а після формування втулки її виштовхують в осьовому напрямі з кільцевої порожнини у наступну камеру, в якій калібрують втулку [див. Пат. 1,139,809 London, МПК В 21 d 53/10. Method and apparatus for forming cylindrical members / опубл. 15.01.69]. Основним недоліком відомого способу, найбільш близького за технічною суттю і досягнутим результатом, є утворення при формуванні карточки на оправці на циліндричній поверхні втулки огранки з кількістю граней, що відповідають кількості виступів чи роликів, що призводить до затруднения отримання правильної циліндричної форми при подальшому калібруванні. В основу корисної моделі поставлена задача вдосконалення способу виготовлення згортної втулки шляхом здійснення попереднього деформування частини карточки, з якої виготовляється згортна втулка, і формування на цій частині карточки напівциліндричної поверхні такої ж кривизни, як і втулка, що дозволить підвищити точність форми згортної втулки і стійкість калібруючих філь'єр. Поставлена задача вирішується запропонованим способом виготовлення згортної втулки, при якому плоску карточку матеріалу, з якого має бути сформована втулка, подають тангенціально у прямолінійно-кільцеву порожнину, утворену двома стінками із зазором між ними, і внутрішня стінка кільцевої порожнини сформована оправкою, на циліндричній поверхні якої виконані виступи або ролики, і цю оправку обертають навколо своєї осі, яка є співвісною із зовнішньою циліндричною стінкою матриці, і при обертанні оправки карточку формують так, щоб вона відповідала формі кільцевої порожнини, один кінець карточки додатково деформують, а після формування втулки її виштовхують в осьовому напрямі з кільцевої порожнини у наступну камеру, де втулку калібрують, причому перед подачею плоскої карточки тангенціально у прямолінійно-кільцеву порожнину формуючої матриці, карточку встановлюють на першу матрицю до упора, розміщеного на віддалі від правого торця карточки до поздовжньої осі пуансона, що дорівнює чверті довжини карточки, переміщають пуансон вниз і формують з карточки нерівносторонню U-подібну заготовку з прямолінійною ділянкою довжиною, яка дорівнює половині довжини карточки, і півциліндричною ділянкою із зовнішнім діаметром, що дорівнює зовнішньому діаметру втулки, і цю U-подібну заготовку переміщають вертикально вгору до контакту її внутрішньої циліндричної поверхні півциліндричної ділянки з циліндричною поверхнею оправки, після чого співвісно горизонтально переміщають оправку із заготовкою в прямолінійно-кільцеву порожнину формуючої матриці, а потім U-подібну заготовку переміщають 1 UA 78307 U 5 10 15 20 25 30 35 40 45 50 вертикально вниз по прямолінійній та кільцевій порожнинах цієї матриці, і в процесі такого переміщення формують згортну втулку. Спосіб виготовлення згортної втулки проілюстровано графічними матеріалами: На фіг. 1 показано початкове положення пуансона перед попереднім деформуванням силою F1 частини карточки, на фіг. 2 - кінцеве положення пуансона і форма нерівносторонньої U-подібної заготовки, отриманої після попереднього деформування силою F1 частини карточки, на фіг. 3 початкове положення нерівносторонньої U-подібної заготовки перед її встановленням у формуючу матрицю, на фіг. 4 - кінцеве положення нерівносторонньої U-подібної заготовки після встановлення її у формуючу матрицю, і початок деформування силою F2 нерівносторонньої Uподібної заготовки, на фіг. 5 сформована згортна втулка у формуючій матриці, на фіг. 6 переріз А-А фіг. 5, проміжне положення сформованої згортної втулки у формуючій матриці при виштовхуванні згортної втулки для подальшого її калібрування. Спосіб реалізується наступним чином. На першому переході (фіг. 1) карточку 1 встановлюють на першу матрицю 2 до упора 3, який розміщують на віддалі яка дорівнює L/4 від правого торця карточки 1 до поздовжньої осі 4 пуансона 5, що знаходиться у верхньому крайньому положенні, де L - довжина карточки. На другому переході (фіг. 2) пуансон 5 переміщають вертикально вниз, в результаті чого карточку 1 (фіг. 1) деформують і отримують нерівносторонню U-подібну заготовку 6 з прямолінійною ділянкою довжиною L/2 та півциліндричною ділянкою 7, в якої діаметр зовнішньої циліндричної поверхні дорівнює діаметру зовнішньої циліндричної поверхні втулки Dз.в., після чого пуансон 5 переміщають у верхнє початкове положення. На третьому переході (фіг. 3) отриману на другому переході (фіг. 2) нерівносторонню Uподібну заготовку 6 переміщають вертикально вгору до контакту внутрішньої циліндричної поверхні півциліндричної ділянки 7 заготовки 6 з циліндричною поверхнею 8 оправки 9, після чого співвісно переміщають оправку 9 із нерівностороньою U-подібною заготовкою 6 у формуючу матрицю 10, в якій є прямолінійна порожнина 11, спряжена із кільцевою порожниною 12. На фіг. 4 показано кінцеве положення нерівносторонньої U-подібної заготовки 6 у формуючій матриці 10 після закінчення третього переходу. На четвертому переході (фіг. 4) під дією деформуючого зусилля F2 нерівносторонню Uподібну заготовку 6 переміщають по прямолінійній 11 і тангенціально кільцевій 12 порожнинах формуючої матриці 10 і в процесі переміщення заготовки 6 формують згортну втулку 13. На фіг. 5 подано кінцеве положення заготовки 6 у формуючій матриці 10 після виконання четвертого переходу. На п'ятому переході (фіг. 6) оправку 9 переміщають зліва направо і виштовхують втулку 13 з кільцевої порожнини 12 формуючої матриці 10 у фільєри (на кресл. не показано) для подальшого її калібрування. Після чого оправку 9 повертають у вихідне положення і процес формування повторюють. Приклад конкретного виконання способу виготовлення згортної втулки для приводного роликового і втулкового ланцюга ПР-19,05-31,8 ДСТУ ГОСТ 13568: 2006 (USO 606-94) (ISO 606: 1994, NEQ). Матеріал згортної втулки - Сталь 65Г. За кресленнями згортна втулка має такі розміри: зовнішній діаметр D=8,6-0,02 мм; внутрішній +0,05 діаметр J=6,06 мм; висота втулки Н=17,75-0,15 мм. Спочатку визначимо довжину L карточки. Середні значення діаметрів згортної втулки відповідно будуть Dср=8,59 мм; dср=6,085 мм. Радіус кривизни нейтрального шару rн згортної втулки як бруса великої кривизни (
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing wrapped bushing
Автори англійськоюSenyk Andrii Antonovych, Kryvyi Petro Dmytrovych, Kobelnyk Volodymyr Romanovych, Bondarenko Oleksandr Leonidovych, Kryvinskyi Petro Petrovych
Назва патенту російськоюСпособ изготовления свёртной втулки
Автори російськоюСеник Андрей Антонович, Кривой Петр Дмитриевич, Кобельник Владимир Романович, Бондаренко Александр Леонидович, Кривинский Петр Петрович
МПК / Мітки
МПК: B21D 5/00
Мітки: згортної, спосіб, виготовлення, втулки
Код посилання
<a href="https://ua.patents.su/6-78307-sposib-vigotovlennya-zgortno-vtulki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення згортної втулки</a>
Спосіб виготовлення заготовки втулки шплінтона
Номер патенту: 3595
Опубліковано: 15.12.2004
Автори: Євстратов Віталій Олексійович, Губачева Лариса Олександрівна
МПК: B21D 5/00
Мітки: шплінтона, спосіб, втулки, заготовки, виготовлення
Формула / Реферат:
1. Спосіб виготовлення заготовки втулки шплінтона, при якому металеві листи або стрічки розрізають на прямокутні картки з розмірами BL, де B - ширина картки, L - довжина картки, згинають до одержання циліндричної заготовки діаметром , який відрізняється тим, що після згинання застосовують пряме видавлювання...
Спосіб виготовлення втулки на стержні, наприклад, для підвісного високовольтного ізолятора

Номер патенту: 57267
Опубліковано: 25.02.2011
Автори: Головін Владімір Міхайловіч, Бастріков Сєргєй Гєннадьєвіч
МПК: B22D 15/00, H01B 17/02
Мітки: підвісного, наприклад, ізолятора, високовольтного, виготовлення, втулки, стержні, спосіб
Формула / Реферат:
Спосіб виготовлення втулки на стержні, наприклад, для підвісного високовольтного ізолятора, що включає виготовлення литтям, який відрізняється тим, що попередньо оцинкований стержень поміщають в кокіль і на необхідній висоті формують на ньому втулку, подаючи розплав цинку в ливникову систему кокілю, після формування втулки подають додаткову кількість розплаву в зазор між сформованою втулкою і стержнем.
Спосіб виготовлення канавок на внутрішній поверхні втулки
Номер патенту: 45429
Опубліковано: 15.04.2002
Автор: Нахайчук Олег Вікторович
МПК: B21J 5/06, B21D 41/00
Мітки: виготовлення, спосіб, поверхні, втулки, внутрішній, канавок
Формула / Реферат:
Спосіб виготовлення канавок на внутрішній поверхні втулки, при якому оправку, що має форму циліндра, вздовж поверхні котрого розміщені формоутворюючі елементи, розташовують в середині втулки, яку обтискують матрицею, який відрізняється тим, що оправку виготовляють як складений інструмент з поздовжніми пазами, в які вставляють клини з різними кутами при вершинах, втулку фіксують нерухомо і обтискують її за рахунок поздовжнього переміщення...
Спосіб виготовлення деталей типу втулки з зовнішнім фланцем
Номер патенту: 48902
Опубліковано: 12.04.2010
Автори: Алієв Іграмотдін Серажутдінович, Мартинов Сергій Володимирович, Алієва Лейла Іграмотдіновна, Абхарі Пейман
МПК: B21K 21/00
Мітки: деталей, фланцем, спосіб, виготовлення, типу, зовнішнім, втулки
Формула / Реферат:
Спосіб виготовлення деталей типу втулки з зовнішнім фланцем, який полягає у радіальному видавлюванні в кругову порожнину, утворену напівматрицями з подальшою осадкою фланця, який відрізняється тим, що кругова порожнина збільшується від 0,1 до 2 товщин стінки заготовки при переміщенні верхньої напівматриці в протилежному, відносно руху пуансона, напрямку зі швидкістю не більше 0,25 швидкості пуансона, при цьому метал набирається у фланець без...
Спосіб виготовлення деталей типу втулки з фланцем
Номер патенту: 51926
Опубліковано: 10.08.2010
Автори: Алієва Лейла Іграмотдіновна, Мартинов Сергій Володимирович, Москаленко Марія Сергіївна
МПК: B21K 21/00
Мітки: деталей, втулки, типу, виготовлення, фланцем, спосіб
Формула / Реферат:
Спосіб виготовлення деталей типу втулки з фланцем, який полягає у доцентровому радіальному видавлюванні металу в кругову порожнину, утворену оправкою та контрпуансоном, який відрізняється тим, що на першій стадії відбувається, в межах від 20 до 30 %, осадка трубної заготівки в матриці на оправці, котра має менший, порівняно з внутрішнім діаметром заготівки, діаметр.