Безперервний сортопрокатний стан
Номер патенту: 78530
Опубліковано: 10.04.2007
Автори: Паламар Дмитро Григорович, Лохматов Олександр Павлович, Бабенко Михайло Антонович, Жучков Сергій Михайлович, Тряпічкін Михайло Георгійович, Спіняков Віктор Костянтинович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович, Кулаков Леонід Васильович, Сокуренко Анатолій Валентинович, Костюченко Михайло Іванович
Формула / Реферат
Безперервний сортопрокатний стан, що містить нагрівальні печі, робочі кліті, що утворюють лінію прокатки, установлені послідовно одна за одною і згруповані в чорнову, проміжну та дві чистові групи клітей, передатні столи, установлені співвісно з лінією прокатки у всіх міжклітьових проміжках робочих клітей, що з'єднують вихідну сторону попередньої робочої кліті з вхідною стороною наступної робочої кліті, і передатні рольганги, що з'єднують вікна видачі нагрівальних печей з першою кліттю чорнової групи стана, вихідну сторону останньої робочої кліті чорнової групи з вхідною стороною першої кліті проміжної групи клітей і вихідну сторону останньої робочої кліті проміжної групи з вхідною стороною перших клітей чистових груп, який відрізняється тим, що передатні рольганги виконані у вигляді наскрізних теплоізолюючих тунелів, передатні столи, що встановлені в чорновій і проміжній групах клітей, виконані у вигляді наскрізних теплоізолюючих тунелів, оснащених засобами дискретного дроселювання їх внутрішнього простору, а передатні столи, які встановлені в міжклітьових проміжках чистової групи робочих клітей, виконані у вигляді наскрізних тунелів, оснащених засобами охолодження їх внутрішнього простору.
Текст
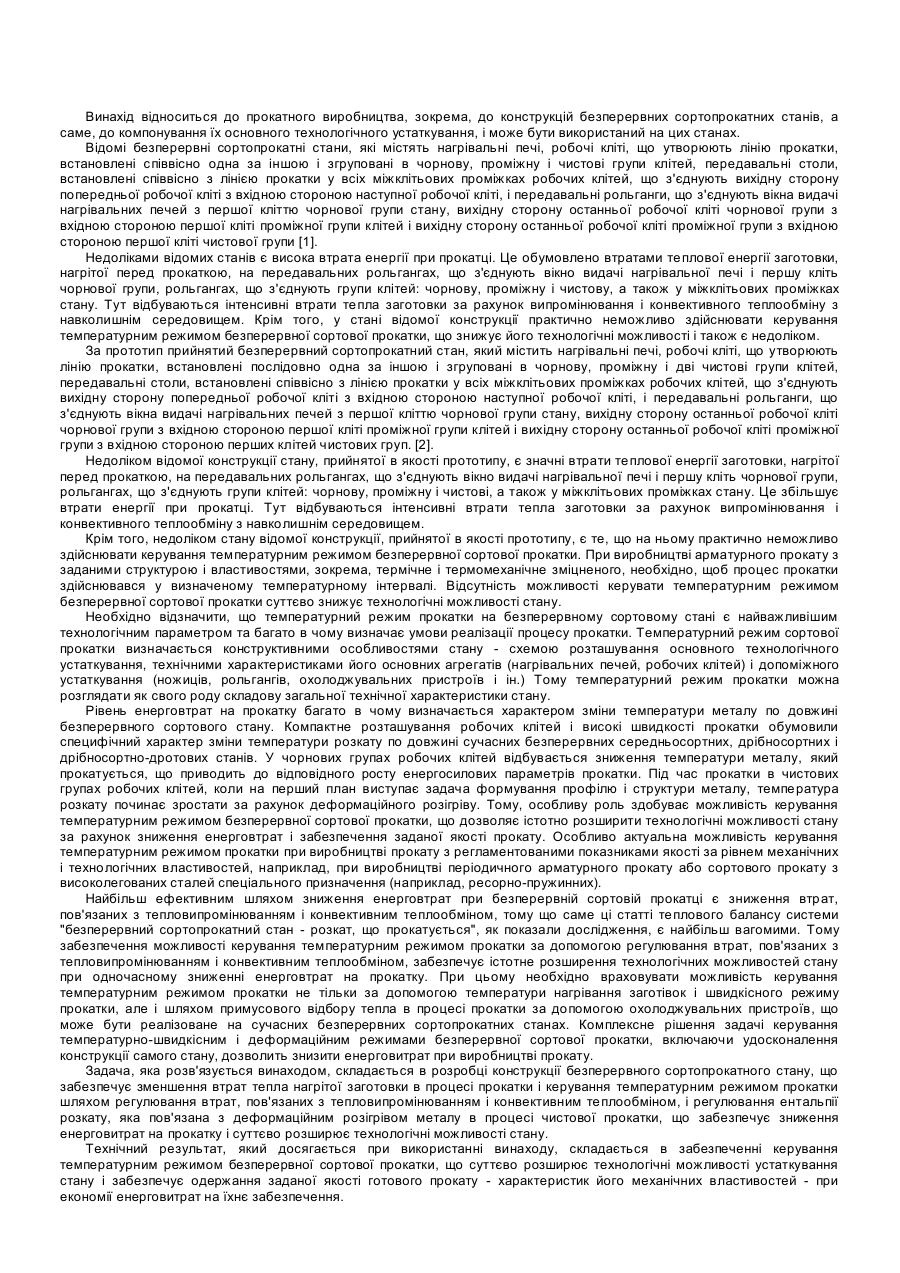
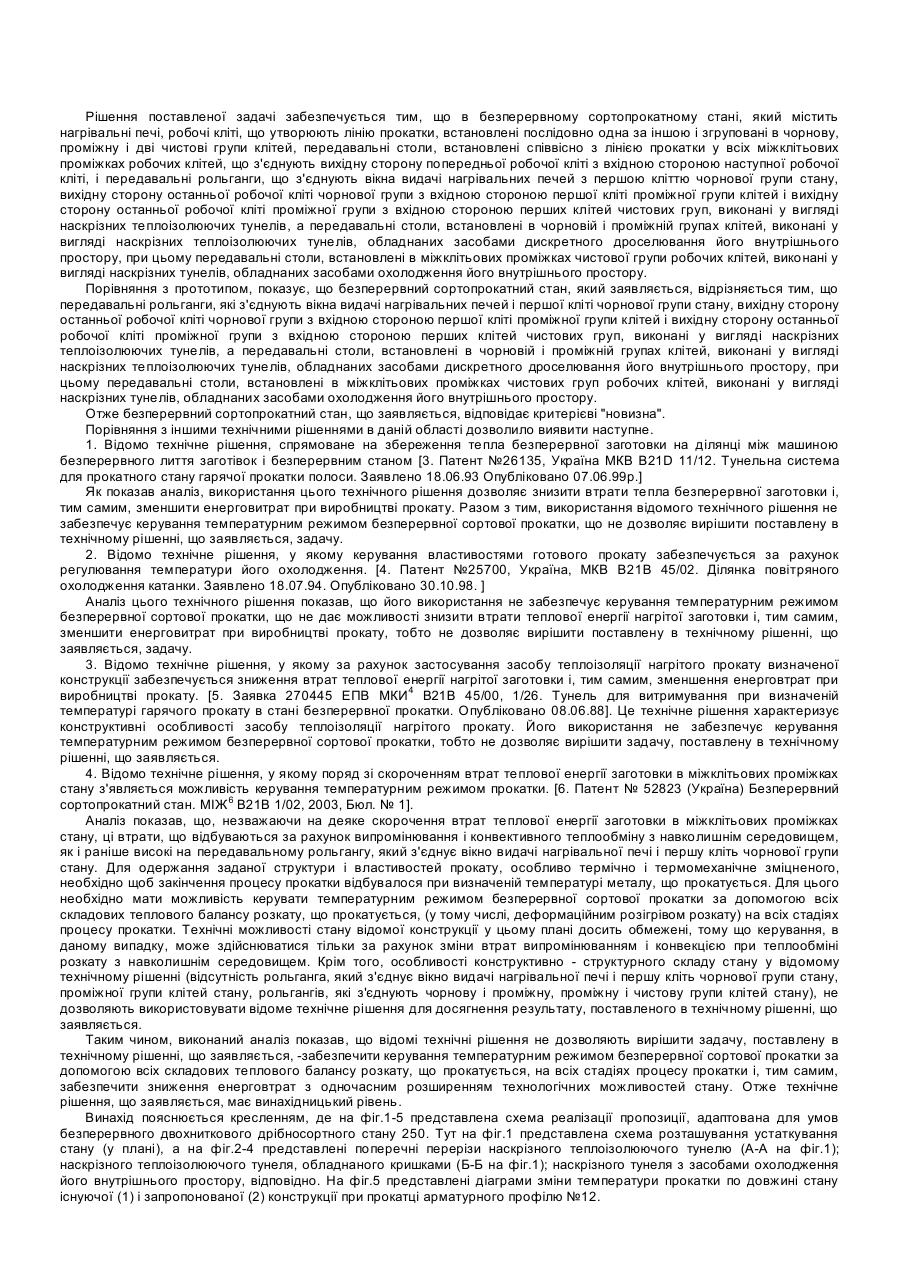
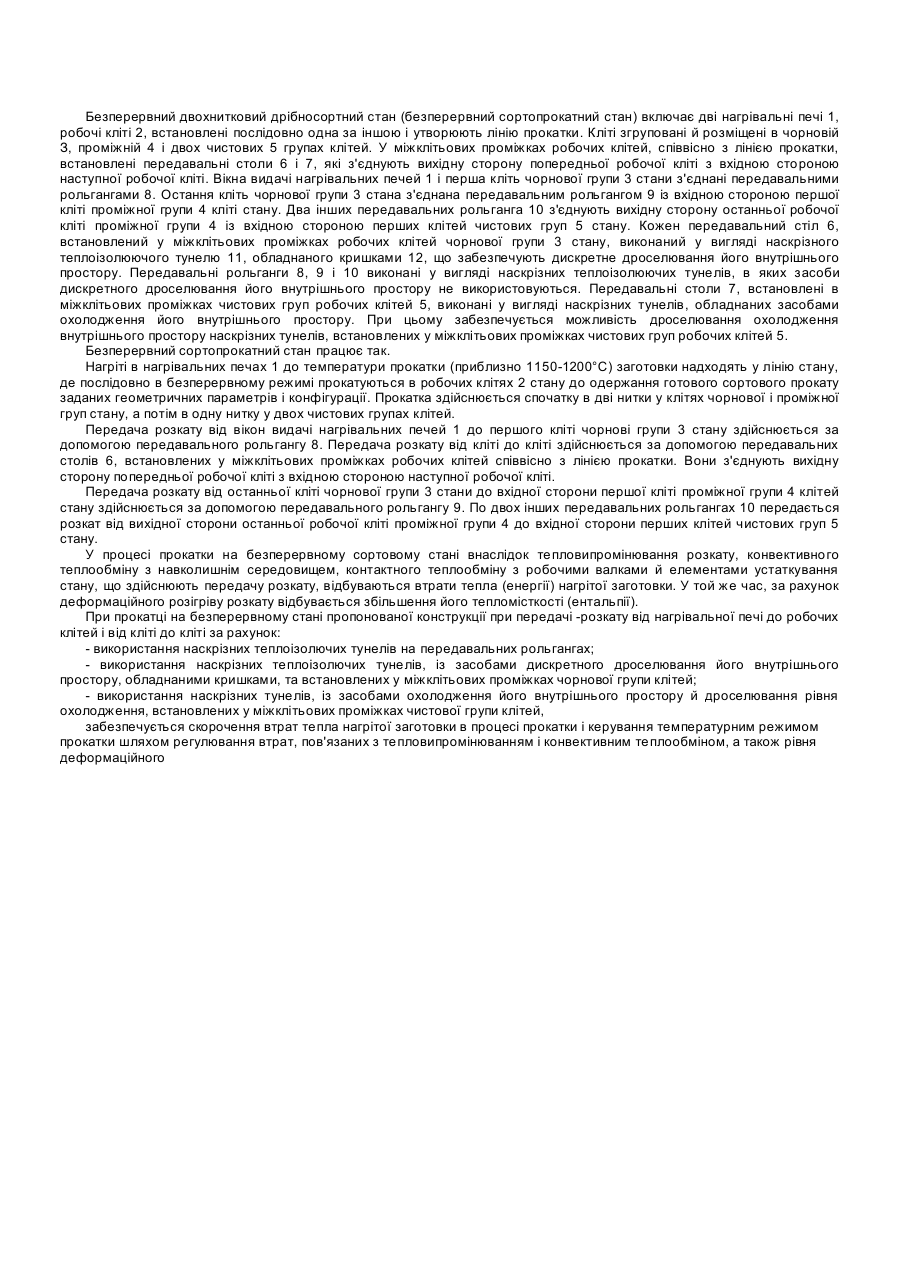
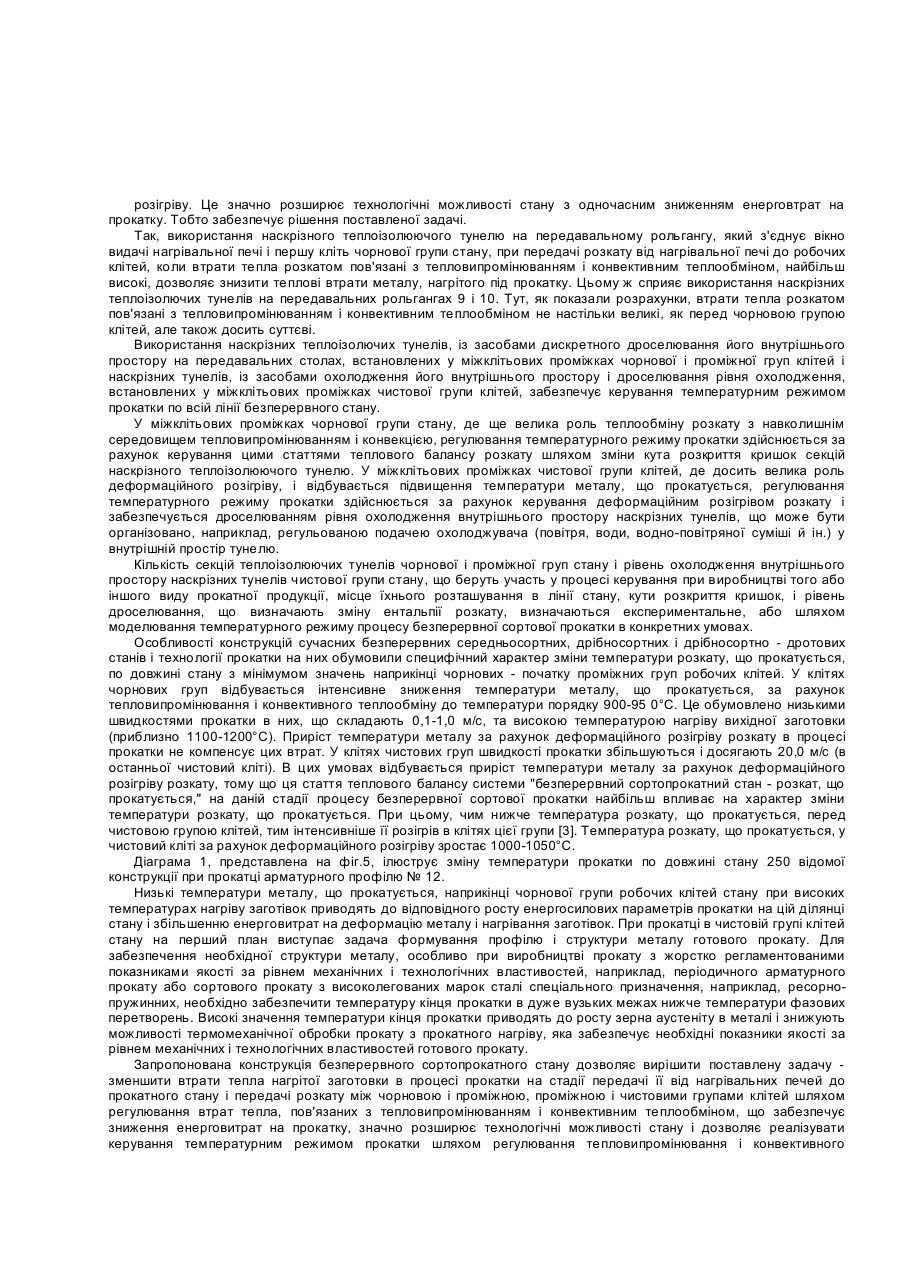
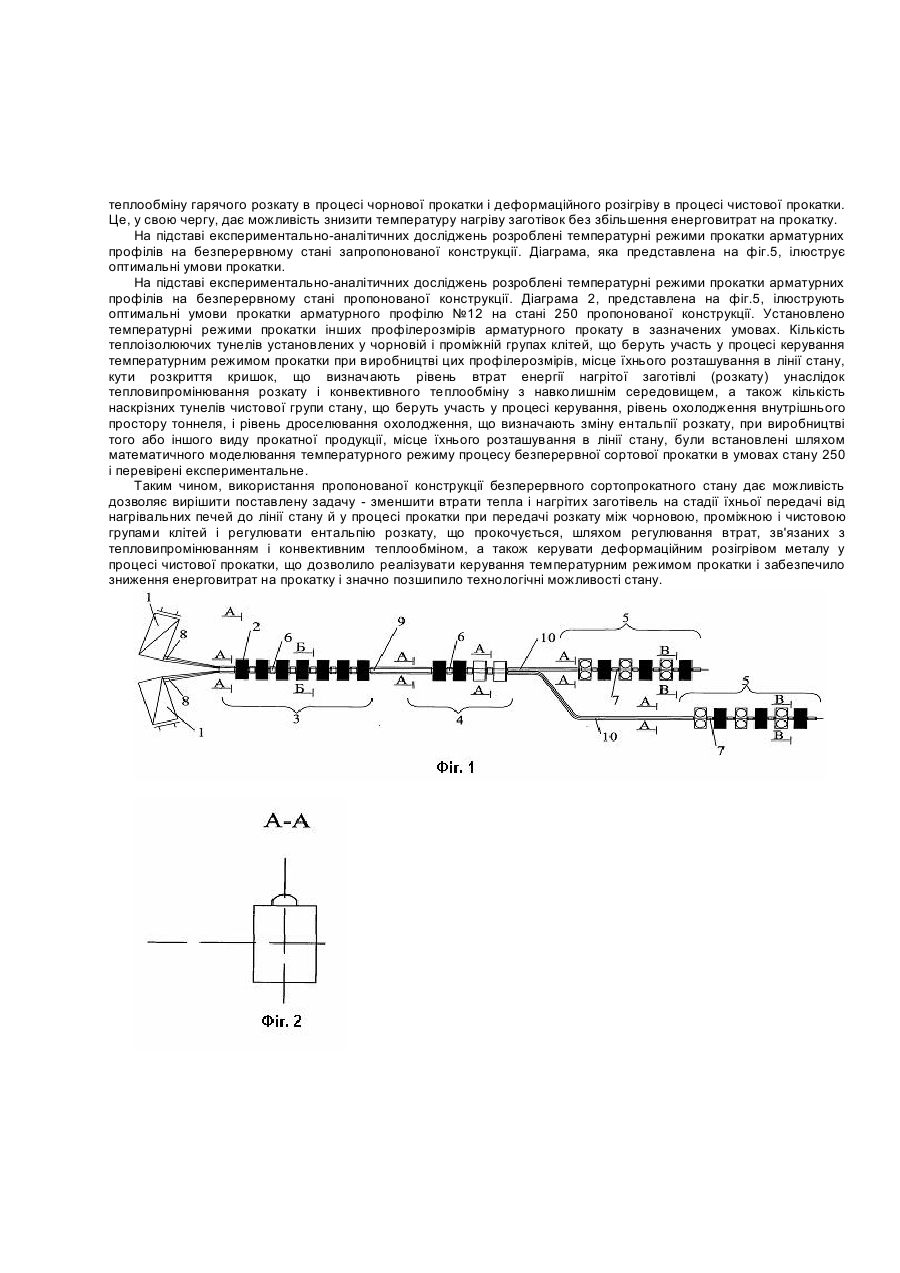
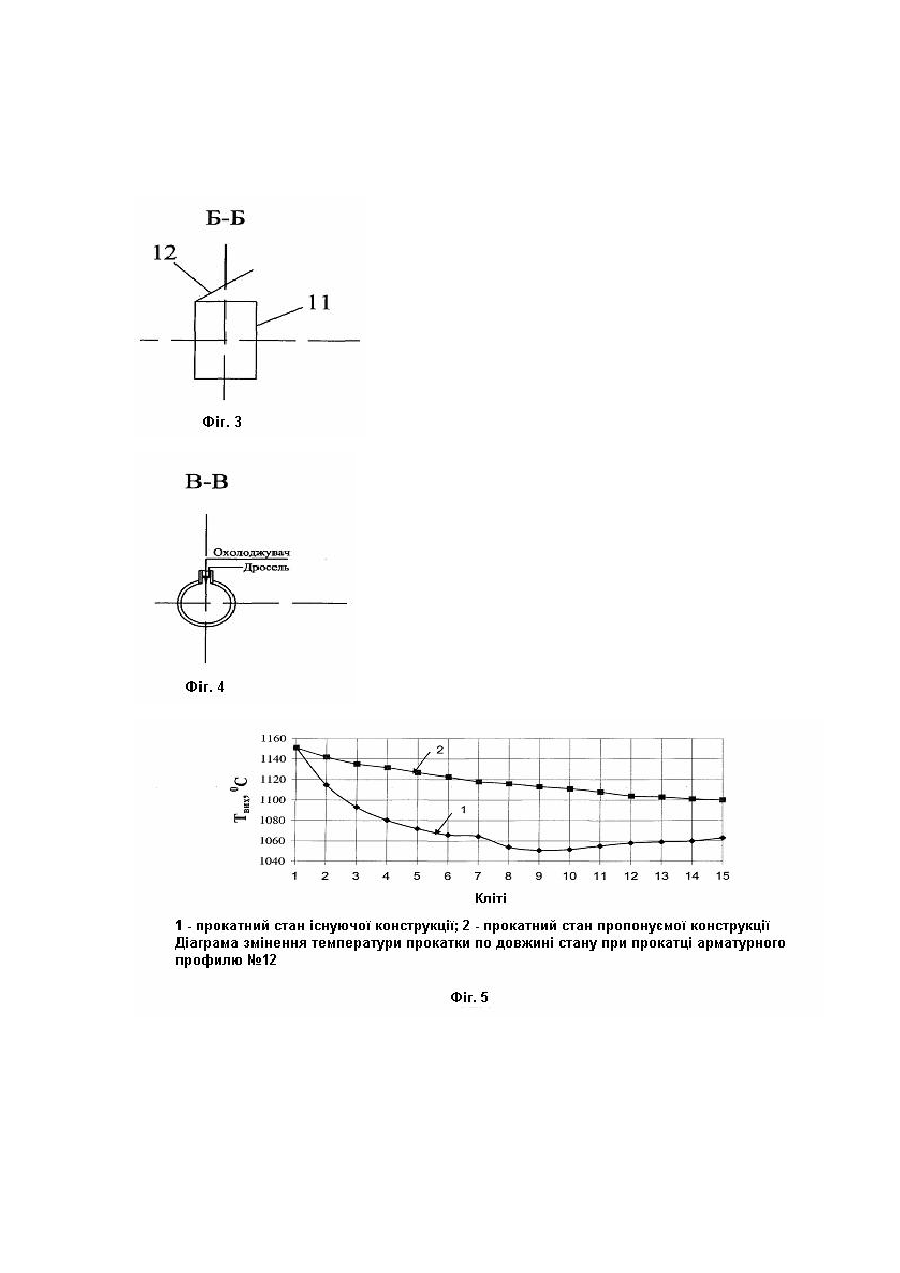
Винахід відноситься до прокатного виробництва, зокрема, до конструкцій безперервних сортопрокатних станів, а саме, до компонування їх основного технологічного устаткування, і може бути використаний на цих станах. Відомі безперервні сортопрокатні стани, які містять нагрівальні печі, робочі кліті, що утворюють лінію прокатки, встановлені співвісно одна за іншою і згруповані в чорнову, проміжну і чистові групи клітей, передавальні столи, встановлені співвісно з лінією прокатки у всіх міжклітьових проміжках робочих клітей, що з'єднують вихідну сторону попередньої робочої кліті з вхідною стороною наступної робочої кліті, і передавальні рольганги, що з'єднують вікна видачі нагрівальних печей з першої кліттю чорнової групи стану, вихідну сторону останньої робочої кліті чорнової групи з вхідною стороною першої кліті проміжної групи клітей і вихідну сторону останньої робочої кліті проміжної групи з вхідною стороною першої кліті чистової групи [1]. Недоліками відомих станів є висока втрата енергії при прокатці. Це обумовлено втратами теплової енергії заготовки, нагрітої перед прокаткою, на передавальних рольгангах, що з'єднують вікно видачі нагрівальної печі і першу кліть чорнової групи, рольгангах, що з'єднують групи клітей: чорнову, проміжну і чистову, а також у міжклітьових проміжках стану. Тут відбуваються інтенсивні втрати тепла заготовки за рахунок випромінювання і конвективного теплообміну з навколишнім середовищем. Крім того, у стані відомої конструкції практично неможливо здійснювати керування температурним режимом безперервної сортової прокатки, що знижує його технологічні можливості і також є недоліком. За прототип прийнятий безперервний сортопрокатний стан, який містить нагрівальні печі, робочі кліті, що утворюють лінію прокатки, встановлені послідовно одна за іншою і згруповані в чорнову, проміжну і дві чистові групи клітей, передавальні столи, встановлені співвісно з лінією прокатки у всіх міжклітьових проміжках робочих клітей, що з'єднують вихідну сторону попередньої робочої кліті з вхідною стороною наступної робочої кліті, і передавальні рольганги, що з'єднують вікна видачі нагрівальних печей з першої кліттю чорнової групи стану, вихідну сторону останньої робочої кліті чорнової групи з вхідною стороною першої кліті проміжної групи клітей і вихідну сторону останньої робочої кліті проміжної групи з вхідною стороною перших клітей чистових груп. [2]. Недоліком відомої конструкції стану, прийнятої в якості прототипу, є значні втрати теплової енергії заготовки, нагрітої перед прокаткою, на передавальних рольгангах, що з'єднують вікно видачі нагрівальної печі і першу кліть чорнової групи, рольгангах, що з'єднують групи клітей: чорнову, проміжну і чистові, а також у міжклітьових проміжках стану. Це збільшує втрати енергії при прокатці. Тут відбуваються інтенсивні втрати тепла заготовки за рахунок випромінювання і конвективного теплообміну з навколишнім середовищем. Крім того, недоліком стану відомої конструкції, прийнятої в якості прототипу, є те, що на ньому практично неможливо здійснювати керування температурним режимом безперервної сортової прокатки. При виробництві арматурного прокату з заданими структурою і властивостями, зокрема, термічне і термомеханічне зміцненого, необхідно, щоб процес прокатки здійснювався у визначеному температурному інтервалі. Відсутність можливості керувати температурним режимом безперервної сортової прокатки суттєво знижує технологічні можливості стану. Необхідно відзначити, що температурний режим прокатки на безперервному сортовому стані є найважливішим технологічним параметром та багато в чому визначає умови реалізації процесу прокатки. Температурний режим сортової прокатки визначається конструктивними особливостями стану - схемою розташування основного технологічного устаткування, технічними характеристиками його основних агрегатів (нагрівальних печей, робочих клітей) і допоміжного устаткування (ножиців, рольгангів, охолоджувальних пристроїв і ін.) Тому температурний режим прокатки можна розглядати як свого роду складову загальної технічної характеристики стану. Рівень енерговтрат на прокатку багато в чому визначається характером зміни температури металу по довжині безперервного сортового стану. Компактне розташування робочих клітей і високі швидкості прокатки обумовили специфічний характер зміни температури розкату по довжині сучасних безперервних середньосортних, дрібносортних і дрібносортно-дротових станів. У чорнових групах робочих клітей відбувається зниження температури металу, який прокатується, що приводить до відповідного росту енергосилових параметрів прокатки. Під час прокатки в чистових групах робочих клітей, коли на перший план виступає задача формування профілю і структури металу, температура розкату починає зростати за рахунок деформаційного розігріву. Тому, особливу роль здобуває можливість керування температурним режимом безперервної сортової прокатки, що дозволяє істотно розширити технологічні можливості стану за рахунок зниження енерговтрат і забезпечення заданої якості прокату. Особливо актуальна можливість керування температурним режимом прокатки при виробництві прокату з регламентованими показниками якості за рівнем механічних і технологічних властивостей, наприклад, при виробництві періодичного арматурного прокату або сортового прокату з високолегованих сталей спеціального призначення (наприклад, ресорно-пружинних). Найбільш ефективним шляхом зниження енерговтрат при безперервній сортовій прокатці є зниження втрат, пов'язаних з тепловипромінюванням і конвективним теплообміном, тому що саме ці статті теплового балансу системи "безперервний сортопрокатний стан - розкат, що прокатується", як показали дослідження, є найбільш вагомими. Тому забезпечення можливості керування температурним режимом прокатки за допомогою регулювання втрат, пов'язаних з тепловипромінюванням і конвективним теплообміном, забезпечує істотне розширення технологічних можливостей стану при одночасному зниженні енерговтрат на прокатку. При цьому необхідно враховувати можливість керування температурним режимом прокатки не тільки за допомогою температури нагрівання заготівок і швидкісного режиму прокатки, але і шляхом примусового відбору тепла в процесі прокатки за допомогою охолоджувальних пристроїв, що може бути реалізоване на сучасних безперервних сортопрокатних станах. Комплексне рішення задачі керування температурно-швидкісним і деформаційним режимами безперервної сортової прокатки, включаючи удосконалення конструкції самого стану, дозволить знизити енерговитрат при виробництві прокату. Задача, яка розв'язується винаходом, складається в розробці конструкції безперервного сортопрокатного стану, що забезпечує зменшення втрат тепла нагрітої заготовки в процесі прокатки і керування температурним режимом прокатки шляхом регулювання втрат, пов'язаних з тепловипромінюванням і конвективним теплообміном, і регулювання ентальпії розкату, яка пов'язана з деформаційним розігрівом металу в процесі чистової прокатки, що забезпечує зниження енерговитрат на прокатку і суттєво розширює технологічні можливості стану. Технічний результат, який досягається при використанні винаходу, складається в забезпеченні керування температурним режимом безперервної сортової прокатки, що суттєво розширює технологічні можливості устаткування стану і забезпечує одержання заданої якості готового прокату - характеристик його механічних властивостей - при економії енерговитрат на їхнє забезпечення. Рішення поставленої задачі забезпечується тим, що в безперервному сортопрокатному стані, який містить нагрівальні печі, робочі кліті, що утворюють лінію прокатки, встановлені послідовно одна за іншою і згруповані в чорнову, проміжну і дві чистові групи клітей, передавальні столи, встановлені співвісно з лінією прокатки у всіх міжклітьових проміжках робочих клітей, що з'єднують вихідну сторону попередньої робочої кліті з вхідною стороною наступної робочої кліті, і передавальні рольганги, що з'єднують вікна видачі нагрівальних печей з першою кліттю чорнової групи стану, вихідну сторону останньої робочої кліті чорнової групи з вхідною стороною першої кліті проміжної групи клітей і вихідну сторону останньої робочої кліті проміжної групи з вхідною стороною перших клітей чистових груп, виконані у вигляді наскрізних теплоізолюючих тунелів, а передавальні столи, встановлені в чорновій і проміжній групах клітей, виконані у вигляді наскрізних теплоізолюючих тунелів, обладнаних засобами дискретного дроселювання його внутрішнього простору, при цьому передавальні столи, встановлені в міжклітьових проміжках чистової групи робочих клітей, виконані у вигляді наскрізних тунелів, обладнаних засобами охолодження його внутрішнього простору. Порівняння з прототипом, показує, що безперервний сортопрокатний стан, який заявляється, відрізняється тим, що передавальні рольганги,які з'єднують вікна видачі нагрівальних печей і першої кліті чорнової групи стану, вихідну сторону останньої робочої кліті чорнової групи з вхідною стороною першої кліті проміжної групи клітей і вихідну сторону останньої робочої кліті проміжної групи з вхідною стороною перших клітей чистових груп, виконані у вигляді наскрізних теплоізолюючих тунелів, а передавальні столи, встановлені в чорновій і проміжній групах клітей, виконані у вигляді наскрізних теплоізолюючих тунелів, обладнаних засобами дискретного дроселювання його внутрішнього простору, при цьому передавальні столи, встановлені в міжклітьових проміжках чистових груп робочих клітей, виконані у вигляді наскрізних тунелів, обладнаних засобами охолодження його внутрішнього простору. Отже безперервний сортопрокатний стан, що заявляється, відповідає критерієві "новизна". Порівняння з іншими технічними рішеннями в даній області дозволило виявити наступне. 1. Відомо технічне рішення, спрямоване на збереження тепла безперервної заготовки на ділянці між машиною безперервного лиття заготівок і безперервним станом [3. Патент №26135, Україна МКВ B21D 11/12. Тунельна система для прокатного стану гарячої прокатки полоси. Заявлено 18.06.93 Опубліковано 07.06.99р.] Як показав аналіз, використання цього технічного рішення дозволяє знизити втрати тепла безперервної заготовки і, тим самим, зменшити енерговитрат при виробництві прокату. Разом з тим, використання відомого технічного рішення не забезпечує керування температурним режимом безперервної сортової прокатки, що не дозволяє вирішити поставлену в технічному рішенні, що заявляється, задачу. 2. Відомо технічне рішення, у якому керування властивостями готового прокату забезпечується за рахунок регулювання температури його охолодження. [4. Патент №25700, Україна, МКВ В21В 45/02. Ділянка повітряного охолодження катанки. Заявлено 18.07.94. Опубліковано 30.10.98. ] Аналіз цього технічного рішення показав, що його використання не забезпечує керування температурним режимом безперервної сортової прокатки, що не дає можливості знизити втрати теплової енергії нагрітої заготовки і, тим самим, зменшити енерговитрат при виробництві прокату, тобто не дозволяє вирішити поставлену в технічному рішенні, що заявляється, задачу. 3. Відомо технічне рішення, у якому за рахунок застосування засобу теплоізоляції нагрітого прокату визначеної конструкції забезпечується зниження втрат теплової енергії нагрітої заготовки і, тим самим, зменшення енерговтрат при виробництві прокату. [5. Заявка 270445 ЕПВ МКИ4 В21В 45/00, 1/26. Тунель для витримування при визначеній температурі гарячого прокату в стані безперервної прокатки. Опубліковано 08.06.88]. Це технічне рішення характеризує конструктивні особливості засобу теплоізоляції нагрітого прокату. Його використання не забезпечує керування температурним режимом безперервної сортової прокатки, тобто не дозволяє вирішити задачу, поставлену в технічному рішенні, що заявляється. 4. Відомо технічне рішення, у якому поряд зі скороченням втрат теплової енергії заготовки в міжклітьових проміжках стану з'являється можливість керування температурним режимом прокатки. [6. Патент № 52823 (Україна) Безперервний сортопрокатний стан. МІЖ 6 В21В 1/02, 2003, Бюл. № 1]. Аналіз показав, що, незважаючи на деяке скорочення втрат теплової енергії заготовки в міжклітьових проміжках стану, ці втрати, що відбуваються за рахунок випромінювання і конвективного теплообміну з навколишнім середовищем, як і раніше високі на передавальному рольгангу, який з'єднує вікно видачі нагрівальної печі і першу кліть чорнової групи стану. Для одержання заданої структури і властивостей прокату, особливо термічно і термомеханічне зміцненого, необхідно щоб закінчення процесу прокатки відбувалося при визначеній температурі металу, що прокатується. Для цього необхідно мати можливість керувати температурним режимом безперервної сортової прокатки за допомогою всіх складових теплового балансу розкату, що прокатується, (у тому числі, деформаційним розігрівом розкату) на всіх стадіях процесу прокатки. Технічні можливості стану відомої конструкції у цьому плані досить обмежені, тому що керування, в даному випадку, може здійснюватися тільки за рахунок зміни втрат випромінюванням і конвекцією при теплообміні розкату з навколишнім середовищем. Крім того, особливості конструктивно - структурного складу стану у відомому технічному рішенні (відсутність рольганга, який з'єднує вікно видачі нагрівальної печі і першу кліть чорнової групи стану, проміжної групи клітей стану, рольгангів, які з'єднують чорнову і проміжну, проміжну і чистову групи клітей стану), не дозволяють використовувати відоме технічне рішення для досягнення результату, поставленого в технічному рішенні, що заявляється. Таким чином, виконаний аналіз показав, що відомі технічні рішення не дозволяють вирішити задачу, поставлену в технічному рішенні, що заявляється, -забезпечити керування температурним режимом безперервної сортової прокатки за допомогою всіх складових теплового балансу розкату, що прокатується, на всіх стадіях процесу прокатки і, тим самим, забезпечити зниження енерговтрат з одночасним розширенням технологічних можливостей стану. Отже технічне рішення, що заявляється, має винахідницький рівень. Винахід пояснюється кресленням, де на фіг.1-5 представлена схема реалізації пропозиції, адаптована для умов безперервного двохниткового дрібносортного стану 250. Тут на фіг.1 представлена схема розташування устаткування стану (у плані), а на фіг.2-4 представлені поперечні перерізи наскрізного теплоізолюючого тунелю (А-А на фіг.1); наскрізного теплоізолюючого тунеля, обладнаного кришками (Б-Б на фіг.1); наскрізного тунеля з засобами охолодження його внутрішнього простору, відповідно. На фіг.5 представлені діаграми зміни температури прокатки по довжині стану існуючої (1) і запропонованої (2) конструкції при прокатці арматурного профілю №12. Безперервний двохнитковий дрібносортний стан (безперервний сортопрокатний стан) включає дві нагрівальні печі 1, робочі кліті 2, встановлені послідовно одна за іншою і утворюють лінію прокатки. Кліті згруповані й розміщені в чорновій З, проміжній 4 і двох чистових 5 групах клітей. У міжклітьових проміжках робочих клітей, співвісно з лінією прокатки, встановлені передавальні столи 6 і 7, які з'єднують вихідну сторону попередньої робочої кліті з вхідною стороною наступної робочої кліті. Вікна видачі нагрівальних печей 1 і перша кліть чорнової групи 3 стани з'єднані передавальними рольгангами 8. Остання кліть чорнової групи 3 стана з'єднана передавальним рольгангом 9 із вхідною стороною першої кліті проміжної групи 4 кліті стану. Два інших передавальних рольганга 10 з'єднують вихідну сторону останньої робочої кліті проміжної групи 4 із вхідною стороною перших клітей чистових груп 5 стану. Кожен передавальний стіл 6, встановлений у міжклітьових проміжках робочих клітей чорнової групи 3 стану, виконаний у вигляді наскрізного теплоізолюючого тунелю 11, обладнаного кришками 12, що забезпечують дискретне дроселювання його внутрішнього простору. Передавальні рольганги 8, 9 і 10 виконані у вигляді наскрізних теплоізолюючих тунелів, в яких засоби дискретного дроселювання його внутрішнього простору не використовуються. Передавальні столи 7, встановлені в міжклітьових проміжках чистових груп робочих клітей 5, виконані у вигляді наскрізних тунелів, обладнаних засобами охолодження його внутрішнього простору. При цьому забезпечується можливість дроселювання охолодження внутрішнього простору наскрізних тунелів, встановлених у міжклітьових проміжках чистових груп робочих клітей 5. Безперервний сортопрокатний стан працює так. Нагріті в нагрівальних печах 1 до температури прокатки (приблизно 1150-1200°С) заготовки надходять у лінію стану, де послідовно в безперервному режимі прокатуються в робочих клітях 2 стану до одержання готового сортового прокату заданих геометричних параметрів і конфігурації. Прокатка здійснюється спочатку в дві нитки у клітях чорнової і проміжної груп стану, а потім в одну нитку у двох чистових групах клітей. Передача розкату від вікон видачі нагрівальних печей 1 до першого кліті чорнові групи 3 стану здійснюється за допомогою передавального рольгангу 8. Передача розкату від кліті до кліті здійснюється за допомогою передавальних столів 6, встановлених у міжклітьових проміжках робочих клітей співвісно з лінією прокатки. Вони з'єднують вихідну сторону попередньої робочої кліті з вхідною стороною наступної робочої кліті. Передача розкату від останньої кліті чорнової групи 3 стани до вхідної сторони першої кліті проміжної групи 4 клітей стану здійснюється за допомогою передавального рольгангу 9. По двох інших передавальних рольгангах 10 передається розкат від вихідної сторони останньої робочої кліті проміжної групи 4 до вхідної сторони перших клітей чистових груп 5 стану. У процесі прокатки на безперервному сортовому стані внаслідок тепловипромінювання розкату, конвективного теплообміну з навколишнім середовищем, контактного теплообміну з робочими валками й елементами устаткування стану, що здійснюють передачу розкату, відбуваються втрати тепла (енергії) нагрітої заготовки. У той же час, за рахунок деформаційного розігріву розкату відбувається збільшення його тепломісткості (ентальпії). При прокатці на безперервному стані пропонованої конструкції при передачі -розкату від нагрівальної печі до робочих клітей і від кліті до кліті за рахунок: - використання наскрізних теплоізолючих тунелів на передавальних рольгангах; - використання наскрізних теплоізолючих тунелів, із засобами дискретного дроселювання його внутрішнього простору, обладнаними кришками, та встановлених у міжклітьових проміжках чорнової групи клітей; - використання наскрізних тунелів, із засобами охолодження його внутрішнього простору й дроселювання рівня охолодження, встановлених у міжклітьових проміжках чистової групи клітей, забезпечується скорочення втрат тепла нагрітої заготовки в процесі прокатки і керування температурним режимом прокатки шляхом регулювання втрат, пов'язаних з тепловипромінюванням і конвективним теплообміном, а також рівня деформаційного розігріву. Це значно розширює технологічні можливості стану з одночасним зниженням енерговтрат на прокатку. Тобто забезпечує рішення поставленої задачі. Так, використання наскрізного теплоізолюючого тунелю на передавальному рольгангу, який з'єднує вікно видачі нагрівальної печі і першу кліть чорнової групи стану, при передачі розкату від нагрівальної печі до робочих клітей, коли втрати тепла розкатом пов'язані з тепловипромінюванням і конвективним теплообміном, найбільш високі, дозволяє знизити теплові втрати металу, нагрітого під прокатку. Цьому ж сприяє використання наскрізних теплоізолючих тунелів на передавальних рольгангах 9 і 10. Тут, як показали розрахунки, втрати тепла розкатом пов'язані з тепловипромінюванням і конвективним теплообміном не настільки великі, як перед чорновою групою клітей, але також досить суттєві. Використання наскрізних теплоізолючих тунелів, із засобами дискретного дроселювання його внутрішнього простору на передавальних столах, встановлених у міжклітьових проміжках чорнової і проміжної груп клітей і наскрізних тунелів, із засобами охолодження його внутрішнього простору і дроселювання рівня охолодження, встановлених у міжклітьових проміжках чистової групи клітей, забезпечує керування температурним режимом прокатки по всій лінії безперервного стану. У міжклітьових проміжках чорнової групи стану, де ще велика роль теплообміну розкату з навколишнім середовищем тепловипромінюванням і конвекцією, регулювання температурного режиму прокатки здійснюється за рахунок керування цими статтями теплового балансу розкату шляхом зміни кута розкриття кришок секцій наскрізного теплоізолюючого тунелю. У міжклітьових проміжках чистової групи клітей, де досить велика роль деформаційного розігріву, і відбувається підвищення температури металу, що прокатується, регулювання температурного режиму прокатки здійснюється за рахунок керування деформаційним розігрівом розкату і забезпечується дроселюванням рівня охолодження внутрішнього простору наскрізних тунелів, що може бути організовано, наприклад, регульованою подачею охолоджувача (повітря, води, водно-повітряної суміші й ін.) у внутрішній простір тунелю. Кількість секцій теплоізолюючих тунелів чорнової і проміжної груп стану і рівень охолодження внутрішнього простору наскрізних тунелів чистової групи стану, що беруть участь у процесі керування при виробництві того або іншого виду прокатної продукції, місце їхнього розташування в лінії стану, кути розкриття кришок, і рівень дроселювання, що визначають зміну ентальпії розкату, визначаються експериментальне, або шляхом моделювання температурного режиму процесу безперервної сортової прокатки в конкретних умовах. Особливості конструкцій сучасних безперервних середньосортних, дрібносортних і дрібносортно - дротових станів і технології прокатки на них обумовили специфічний характер зміни температури розкату, що прокатується, по довжині стану з мінімумом значень наприкінці чорнових - початку проміжних груп робочих клітей. У клітях чорнових груп відбувається інтенсивне зниження температури металу, що прокатується, за рахунок тепловипромінювання і конвективного теплообміну до температури порядку 900-95 0°С. Це обумовлено низькими швидкостями прокатки в них, що складають 0,1-1,0 м/с, та високою температурою нагріву вихідної заготовки (приблизно 1100-1200°С). Приріст температури металу за рахунок деформаційного розігріву розкату в процесі прокатки не компенсує цих втрат. У клітях чистових груп швидкості прокатки збільшуються і досягають 20,0 м/с (в останньої чистовий кліті). В цих умовах відбувається приріст температури металу за рахунок деформаційного розігріву розкату, тому що ця стаття теплового балансу системи "безперервний сортопрокатний стан - розкат, що прокатується," на даній стадії процесу безперервної сортової прокатки найбільш впливає на характер зміни температури розкату, що прокатується. При цьому, чим нижче температура розкату, що прокатується, перед чистовою групою клітей, тим інтенсивніше її розігрів в клітях цієї групи [3]. Температура розкату, що прокатується, у чистовий кліті за рахунок деформаційного розігріву зростає 1000-1050°С. Діаграма 1, представлена на фіг.5, ілюструє зміну температури прокатки по довжині стану 250 відомої конструкції при прокатці арматурного профілю № 12. Низькі температури металу, що прокатується, наприкінці чорнової групи робочих клітей стану при високих температурах нагріву заготівок приводять до відповідного росту енергосилових параметрів прокатки на цій ділянці стану і збільшенню енерговитрат на деформацію металу і нагрівання заготівок. При прокатці в чистовій групі клітей стану на перший план виступає задача формування профілю і структури металу готового прокату. Для забезпечення необхідної структури металу, особливо при виробництві прокату з жорстко регламентованими показниками якості за рівнем механічних і технологічних властивостей, наприклад, періодичного арматурного прокату або сортового прокату з високолегованих марок сталі спеціального призначення, наприклад, ресорнопружинних, необхідно забезпечити температуру кінця прокатки в дуже вузьких межах нижче температури фазових перетворень. Високі значення температури кінця прокатки приводять до росту зерна аустеніту в металі і знижують можливості термомеханічної обробки прокату з прокатного нагріву, яка забезпечує необхідні показники якості за рівнем механічних і технологічних властивостей готового прокату. Запропонована конструкція безперервного сортопрокатного стану дозволяє вирішити поставлену задачу зменшити втрати тепла нагрітої заготовки в процесі прокатки на стадії передачі її від нагрівальних печей до прокатного стану і передачі розкату між чорновою і проміжною, проміжною і чистовими групами клітей шляхом регулювання втрат тепла, пов'язаних з тепловипромінюванням і конвективним теплообміном, що забезпечує зниження енерговитрат на прокатку, значно розширює технологічні можливості стану і дозволяє реалізувати керування температурним режимом прокатки шляхом регулювання тепловипромінювання і конвективного теплообміну гарячого розкату в процесі чорнової прокатки і деформаційного розігріву в процесі чистової прокатки. Це, у свою чергу, дає можливість знизити температуру нагріву заготівок без збільшення енерговитрат на прокатку. На підставі експериментально-аналітичних досліджень розроблені температурні режими прокатки арматурних профілів на безперервному стані запропонованої конструкції. Діаграма, яка представлена на фіг.5, ілюструє оптимальні умови прокатки. На підставі експериментально-аналітичних досліджень розроблені температурні режими прокатки арматурних профілів на безперервному стані пропонованої конструкції. Діаграма 2, представлена на фіг.5, ілюструють оптимальні умови прокатки арматурного профілю №12 на стані 250 пропонованої конструкції. Установлено температурні режими прокатки інших профілерозмірів арматурного прокату в зазначених умовах. Кількість теплоізолюючих тунелів установлених у чорновій і проміжній групах клітей, що беруть участь у процесі керування температурним режимом прокатки при виробництві цих профілерозмірів, місце їхнього розташування в лінії стану, кути розкриття кришок, що визначають рівень втрат енергії нагрітої заготівлі (розкату) унаслідок тепловипромінювання розкату і конвективного теплообміну з навколишнім середовищем, а також кількість наскрізних тунелів чистової групи стану, що беруть участь у процесі керування, рівень охолодження внутрішнього простору тоннеля, і рівень дроселювання охолодження, що визначають зміну ентальпії розкату, при виробництві того або іншого виду прокатної продукції, місце їхнього розташування в лінії стану, були встановлені шляхом математичного моделювання температурного режиму процесу безперервної сортової прокатки в умовах стану 250 і перевірені експериментальне. Таким чином, використання пропонованої конструкції безперервного сортопрокатного стану дає можливість дозволяє вирішити поставлену задачу - зменшити втрати тепла і нагрітих заготівель на стадії їхньої передачі від нагрівальних печей до лінії стану й у процесі прокатки при передачі розкату між чорновою, проміжною і чистовою групами клітей і регулювати ентальпію розкату, що прокочується, шляхом регулювання втрат, зв'язаних з тепловипромінюванням і конвективним теплообміном, а також керувати деформаційним розігрівом металу у процесі чистової прокатки, що дозволило реалізувати керування температурним режимом прокатки і забезпечило зниження енерговитрат на прокатку і значно позшипило технологічні можливості стану.
ДивитисяДодаткова інформація
Назва патенту англійськоюContinuous section rolling mill
Автори англійськоюZhuchkov Serhii Mykhailovych, Kekukh Anatolii Volodymyrovych, Kulakov Leonid Vasyliovych, Sheremet Volodymyr Oleksandrovych, Sokurenko Anatolii Valentynovych, Lokhmatov Oleksandr Pavlovych, Babenko Mykhailo Antonovych, Kostiuchenko Mykhailo Ivanovych, Triapichkin Mykhailo Heorhiiovych, Spiniakov Viktor Kostiantynovych
Назва патенту російськоюНепрерывный сортопрокатный стан
Автори російськоюЖучков Сергей Михайлович, Кэкух Анатолий Владимирович, Кулаков Леонид Васильевич, Шеремет Владимир Александрович, Сокуренко Анатолий Валентинович, Лохматов Александр Павлович, Бабенко Михаил Антонович, Костюченко Михаил Иванович, Тряпичкин Михаил Георгиевич, Спиняков Виктор Константинович
МПК / Мітки
МПК: B21B 1/04, B21B 45/00
Мітки: сортопрокатний, безперервний, стан
Код посилання
<a href="https://ua.patents.su/6-78530-bezperervnijj-sortoprokatnijj-stan.html" target="_blank" rel="follow" title="База патентів України">Безперервний сортопрокатний стан</a>
Безперервний сортопрокатний стан
Номер патенту: 52823
Опубліковано: 15.01.2003
Автори: Жучков Сергій Михайлович, Кекух Анатолій Володимирович, Ноговіцин Олексій Володимирович, Любимов Іван Михайлович, Шеремет Володимир Олександрович, Макаров Костянтин Григорович, Сівак Едуард Володимирович, Лохматов Олександр Павлович, Кулаков Леонід Васильович, Кисельов Олександр Павлович, Омесь Микола Михайлович
МПК: B21B 1/04, B22D 11/12, B21B 45/00
Мітки: безперервний, сортопрокатний, стан
Формула / Реферат:
(21) 2000116437 (57) 1.Безперервний сортопрокатний стан, що містить робочі кліті, які установлені послідовно одна за іншою і утворюють лінію прокатування, передатні столи, що встановлені в міжклітьових проміжках робочих клітей співвісно з лінією прокатування та з’єднують вихідну сторону попередньої робочої кліті з вхідною стороною наступної робочої кліті, кожний з яких виконаний у вигляді наскрізного тунелю , що теплоізолює,...
Безперервний стан для прокатки дроту

Номер патенту: 38760
Опубліковано: 15.05.2001
Автори: Сергєєв Віктор Володимирович, Правдін Юрій Михайлович, Калінін Ігор Віталійович, Лобанов Олександр Іванович
МПК: B21B 1/16
Мітки: прокатки, безперервний, дроту, стан
Текст:
...дріт де формується без скручування і метал тече здебільшого у повздовжньому напрямку - у напрямку прокатки. Додатковий рівчак, який фіксує переріз дроту відносно повздовжньої осі, забезпечує стабільне здійснення процесу прокатки и виготовлення дроту без викривлення його геометричних розмірів. При цьому в першій кліті стана використовують калібр у виді стрілчастого трикутника без додаткового рівчака, тому що заготовка, яка надходить в...
Безперервний стан прокатки дроту
Номер патенту: 17991
Опубліковано: 17.06.1997
Автори: Сергєєв Віктор Володимирович, Крилов Михайло Юрійович, Хаустов Георгій Йосипович, Морозов Рудольф Павлович, Правдін Юрій Михайлович, Лобанов Олександр Іванович
МПК: B21B 1/16
Мітки: дроту, прокатки, безперервний, стан
Формула / Реферат:
Непрерывный стан для прокатки проволоки, содержащий последовательный ряд трехвалковых клетей, в каждой из которых валки расположены по окружности под углом 120°, валки каждой последующей клети относительно валков предыдущей клети смещены на угол 60°, а валки последней клети ряда образуют круглый калибр, отличающийся тем, что трехвалковые клети, расположенные с входной стороны стана, снабжены комплектами валков, контуры рабочих поверхностей...
Неперервний прокатний штабовий стан

Номер патенту: 58129
Опубліковано: 15.07.2003
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: штабовий, стан, прокатній, неперервний
Формула / Реферат:
Неперервний прокатний штабовий стан, який включає багатовалкові кліті, кожна з яких має два опорних валки і два привідних робочих валки, розмотувач і моталку, який відрізняється тим, що як першу кліть встановлено п‘ятивалкову кліть з двома опорними валками, двома привідними робочими валкамита одним непривідним робочим валком, а розмотувач розташовано між першою та другою робочими клітями.
Прокатний стан для виробництва тонкої гарячекатаної штаби
Номер патенту: 73985
Опубліковано: 17.10.2005
Автори: Єлецьких Володимир Іванович, Білобров Юрій Миколайович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович
Мітки: гарячекатаної, тонкої, виробництва, прокатній, стан, штаби
Формула / Реферат:
Прокатний стан для виробництва тонкої гарячекатаної штаби, що містить підігрівальну піч, транспортні і робочі рольганги, чорнову реверсивну кліть, згортальний пристрій, летючі відрізні ножиці, чистову безперервну прокатну групу, що складається з декількох клітей, групу моталок для змотування штаби в рулон, який відрізняється тим, що він обладнаний додатковою реверсивною чорновою кліттю, встановленою між згаданою чорновою реверсивною кліттю і...
Попередній патент: Похідні [[2-(аміно-3,4-діоксо-1-циклобутен-1-іл)аміно]алкіл]-кислоти, які застосовуються для лікування болю
Наступний патент: Спосіб вимірювання іонізуючого випромінювання та пристрій для його реалізації
Випадковий патент: Пристрій для оцінки антропометричних параметрів нижніх кінцівок людини