Спосіб одержання покриття з градієнтною пористою структурою на металевій поверхні стента й покриття, що одержане цим способом
Номер патенту: 84089
Опубліковано: 10.09.2008
Автори: Устінов Анатолій Іванович, Ляпіна Кіра Володимирівна, Мельниченко Тетяна Всеволодівна, Патон Борис Євгенович, Мовчан Борис Олексійович
Формула / Реферат
1. Спосіб одержання покриття з градієнтною пористою структурою на металевій поверхні стента, який включає нанесення матеріалу на металеву поверхню зі змінними параметрами відкритої пористості, який відрізняється тим, що матеріал одностадійно наносять на металеву поверхню електронно-променевим випаровуванням і осаджуванням матеріалу із парової фази, при цьому сумісно й одночасно осаджують паровий потік металу, вибраного з групи Fe, Ni, Cr, Ті або сплавів на їх основі, і паровий потік солі, вибраної із групи NaCl, KC1, NaF, LiCl або їх сумішей, неперервно або дискретно змінюють співвідношення сіль/метал від 0 до 30 % в процесі осадження пари на металеву поверхню, яку нагрівають до температури плавлення вказаної солі або її суміші.
2. Покриття з градієнтною пористою структурою, яке відрізняється тим, що одержане способом за п. 1.
Текст
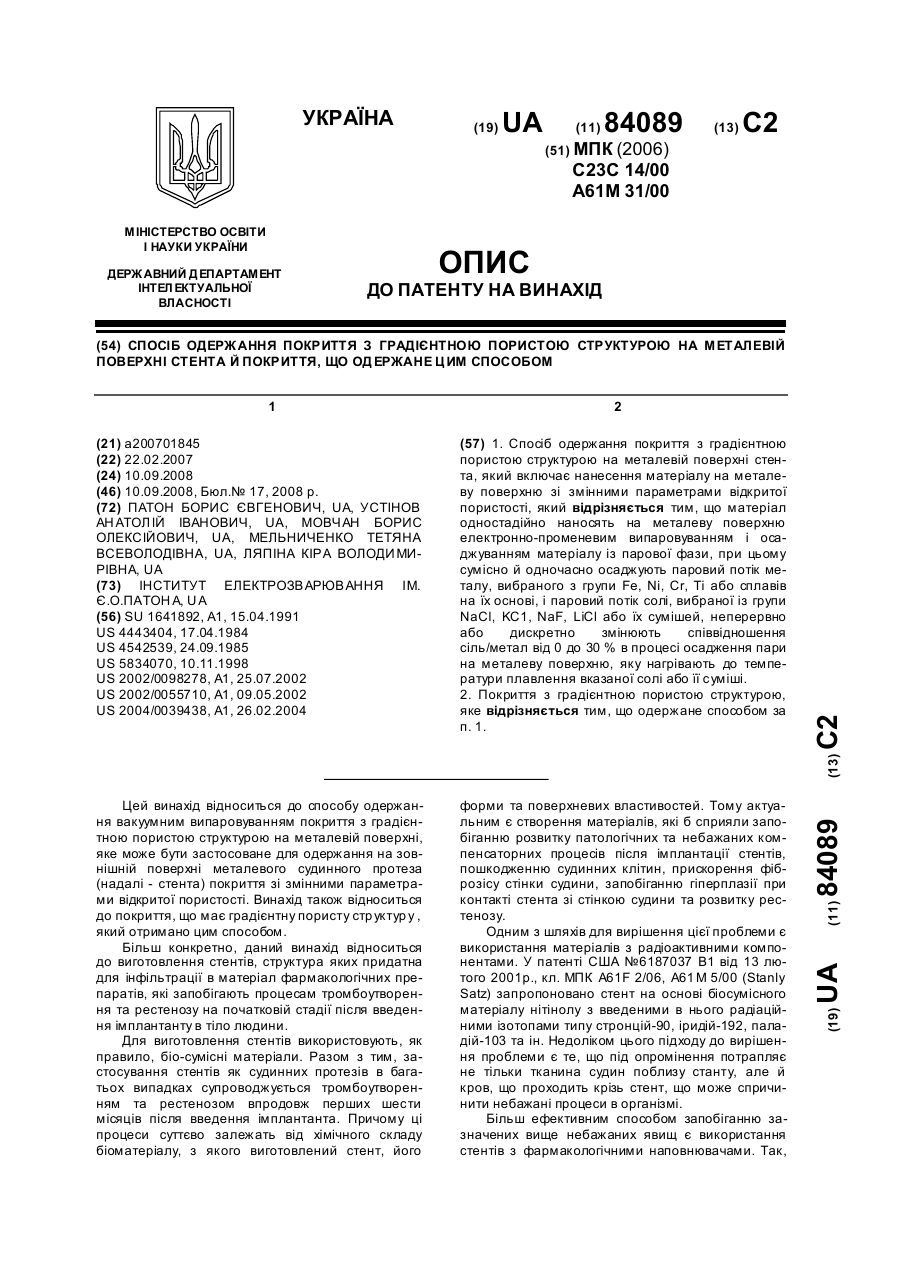
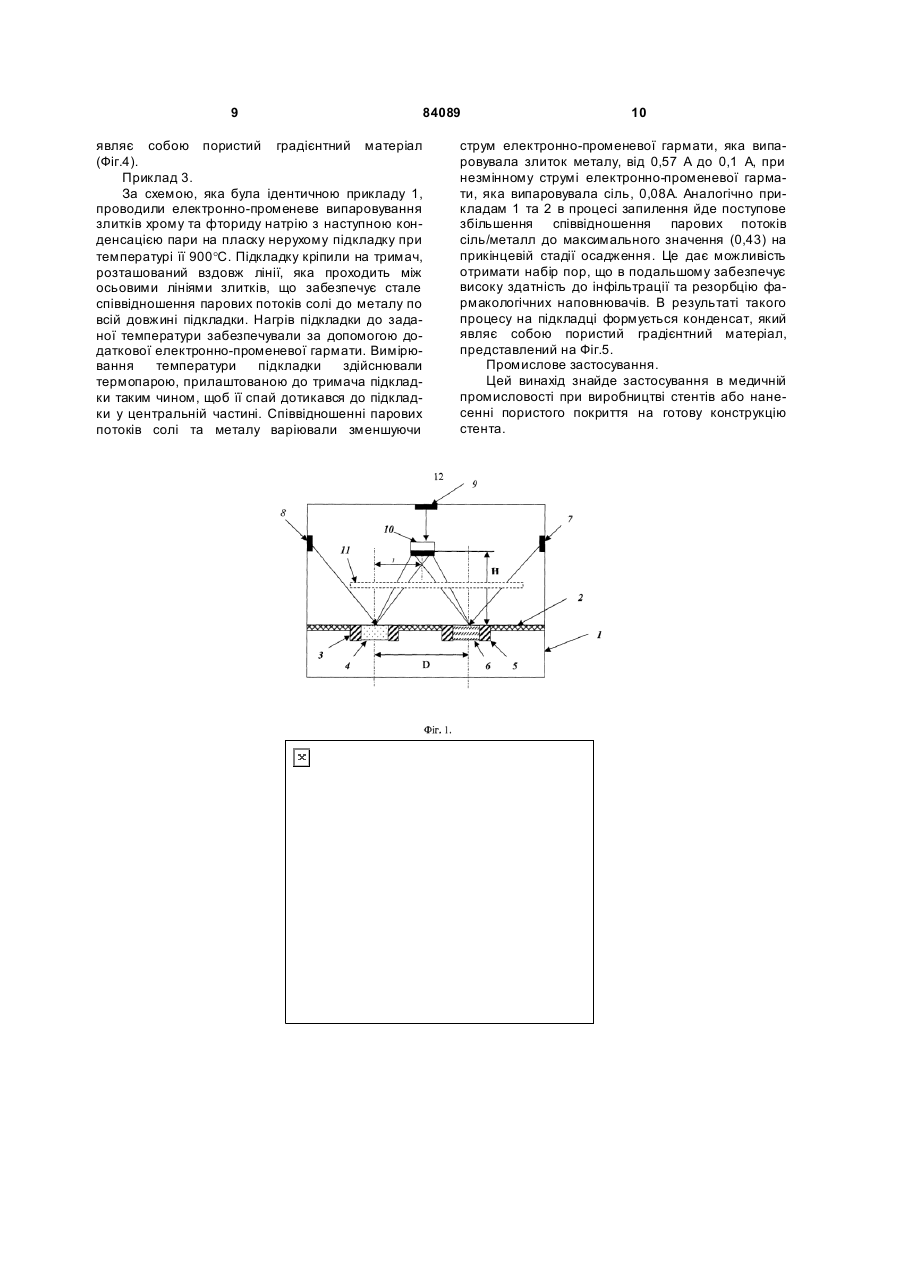
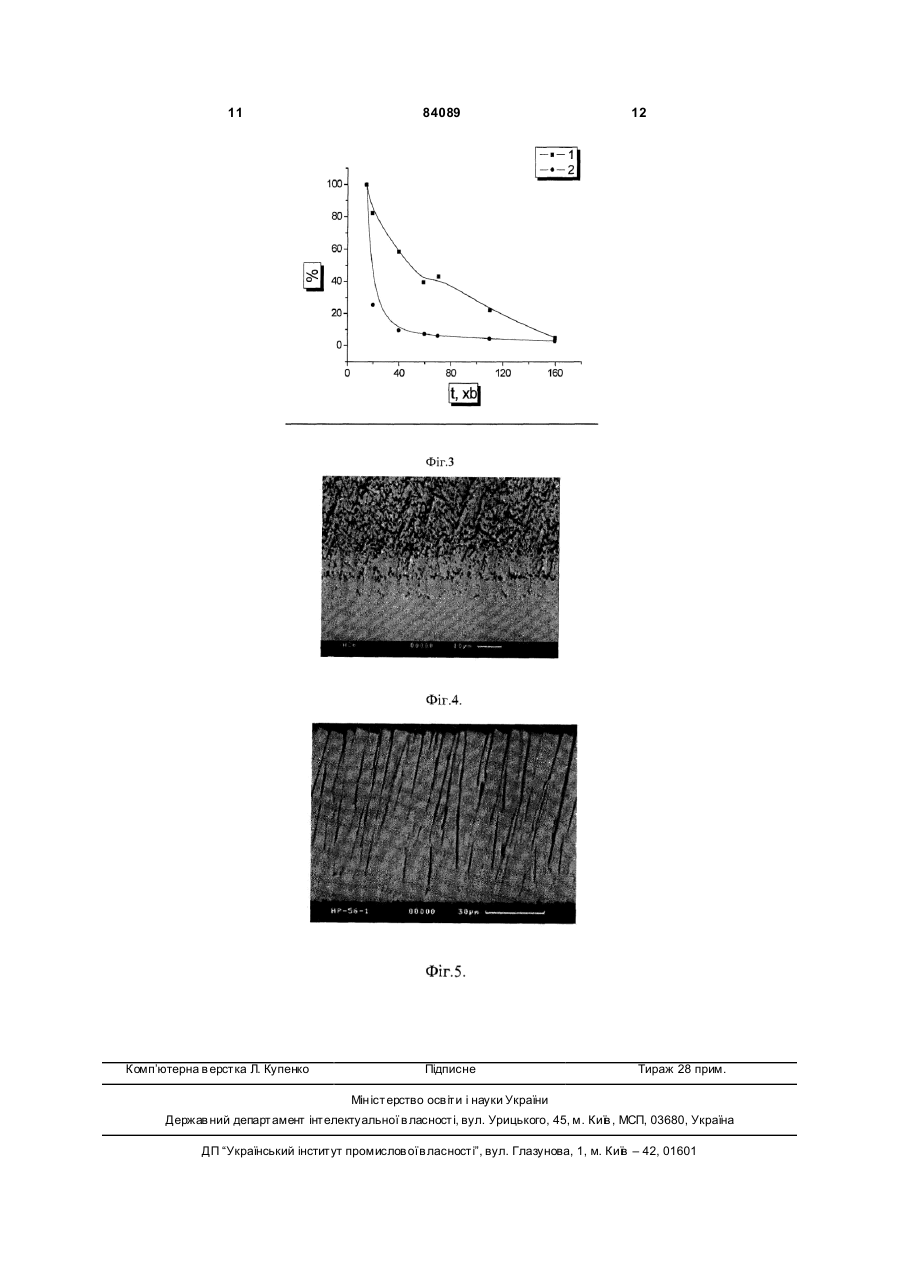
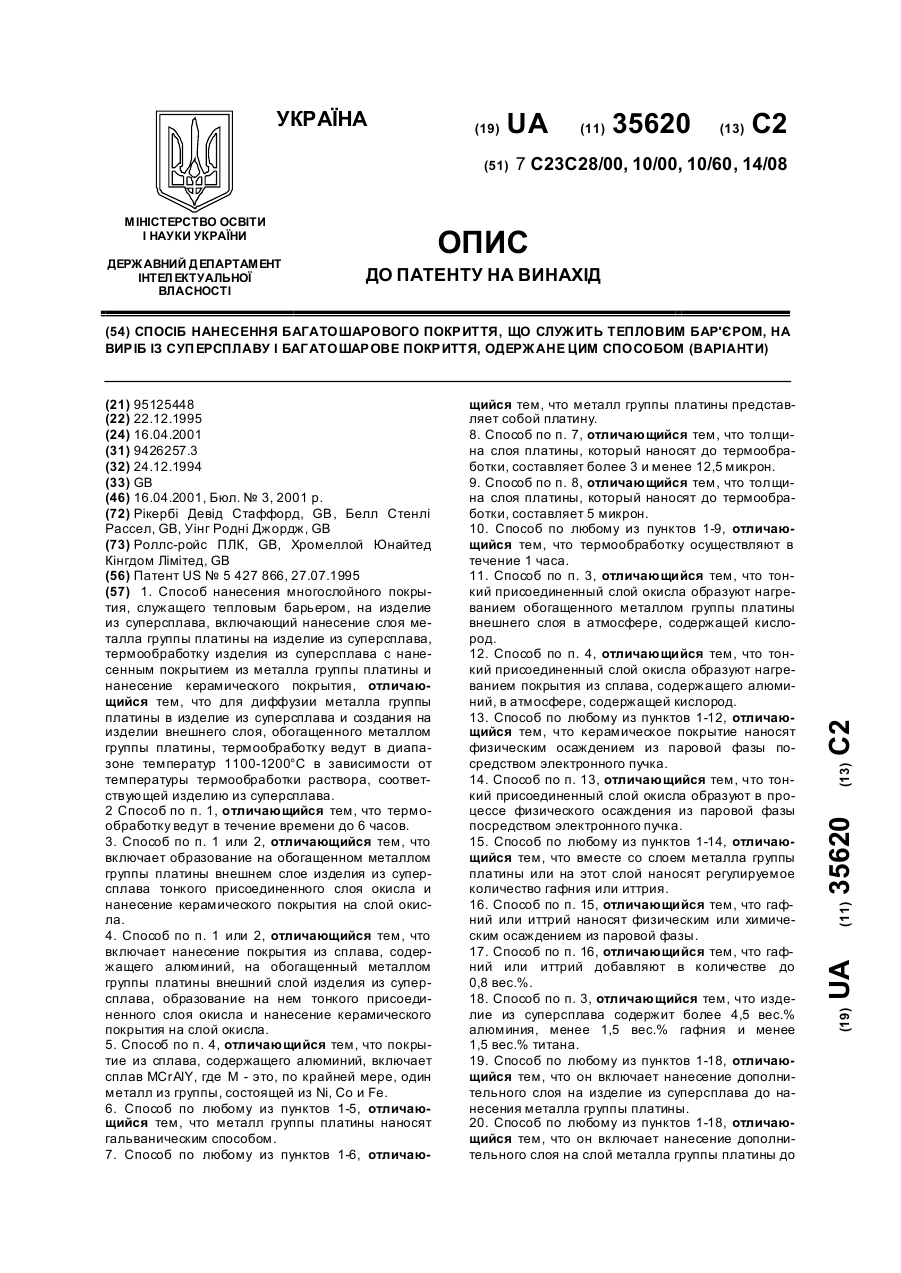
1. Спосіб одержання покриття з градієнтною пористою структурою на металевій поверхні стента, який включає нанесення матеріалу на металеву поверхню зі змінними параметрами відкритої пористості, який відрізняється тим, що матеріал одностадійно наносять на металеву поверхню електронно-променевим випаровуванням і осаджуванням матеріалу із парової фази, при цьому сумісно й одночасно осаджують паровий потік металу, вибраного з групи Fe, Ni, Cr, Ті або сплавів на їх основі, і паровий потік солі, вибраної із групи NaCl, KC1, NaF, LiCl або їх сумішей, неперервно або дискретно змінюють співвідношення сіль/метал від 0 до 30 % в процесі осадження пари на металеву поверхню, яку нагрівають до температури плавлення вказаної солі або її суміші. 2. Покриття з градієнтною пористою структурою, яке відрізняється тим, що одержане способом за п. 1. Цей винахід відноситься до способу одержання вакуумним випаровуванням покриття з градієнтною пористою структурою на металевій поверхні, яке може бути застосоване для одержання на зовнішній поверхні металевого судинного протеза (надалі - стента) покриття зі змінними параметрами відкритої пористості. Винахід також відноситься до покриття, що має градієнтну пористу стр уктур у , який отримано цим способом. Більш конкретно, даний винахід відноситься до виготовлення стентів, структура яких придатна для інфільтрації в матеріал фармакологічних препаратів, які запобігають процесам тромбоутворення та рестенозу на початковій стадії після введення імплантанту в тіло людини. Для виготовлення стентів використовують, як правило, біо-сумісні матеріали. Разом з тим, застосування стентів як судинних протезів в багатьох випадках супроводжується тромбоутворенням та рестенозом впродовж перших шести місяців після введення імплантанта. Причому ці процеси суттєво залежать від хімічного складу біоматеріалу, з якого виготовлений стент, його форми та поверхневих властивостей. Тому актуальним є створення матеріалів, які б сприяли запобіганню розвитку патологічних та небажаних компенсаторних процесів після імплантації стентів, пошкодженню судинних клітин, прискорення фіброзісу стінки судини, запобіганню гіперплазії при контакті стента зі стінкою судини та розвитку рестенозу. Одним з шляхів для вирішення цієї проблеми є використання матеріалів з радіоактивними компонентами. У патенті США №6187037 B1 від 13 лютого 2001p., кл. МПК A61F 2/06, А61 М 5/00 (Stanly Satz) запропоновано стент на основі біосумісного матеріалу нітінолу з введеними в нього радіаційними ізотопами типу стронцій-90, іридій-192, паладій-103 та ін. Недоліком цього підходу до вирішення проблеми є те, що під опромінення потрапляє не тільки тканина судин поблизу станту, але й кров, що проходить крізь стент, що може спричинити небажані процеси в організмі. Більш ефективним способом запобіганню зазначених вище небажаних явищ є використання стентів з фармакологічними наповнювачами. Так, (19) UA (11) 84089 (13) (21) a200701845 (22) 22.02.2007 (24) 10.09.2008 (46) 10.09.2008, Бюл.№ 17, 2008 р. (72) ПАТОН БОРИС ЄВГЕНОВИЧ, UA, УСТІНОВ АН АТОЛІЙ ІВАНОВИЧ, UA, МОВЧАН БОРИС ОЛЕКСІЙОВИЧ, UA, МЕЛЬНИЧЕНКО ТЕТЯНА ВСЕВОЛОДІВНА, UA, ЛЯПІНА КІРА ВОЛОДИ МИРІВНА, UA (73) ІНСТИТУТ ЕЛЕКТРОЗВАРЮВАННЯ ІМ. Є.О.ПАТОН А, U A (56) SU 1641892, A1, 15.04.1991 US 4443404, 17.04.1984 US 4542539, 24.09.1985 US 5834070, 10.11.1998 US 2002/0098278, A1, 25.07.2002 US 2002/0055710, A1, 09.05.2002 US 2004/0039438, A1, 26.02.2004 C2 1 3 84089 у публікації заявки на патент США №2002/098278 від 25 липня 2002р, кл. МПК A61L27/54; A61L31/16; A61L27/00; A61L31/14; (ІРС1-7): B05D3/12 (BATES BRIAN L. і інші) запропоновано метод отримання стента з наповнювачем. Основа стенту виготовляється з таких біосумісних матеріалів як надчиста сталь, тантал, нітинол, золото, платина, титан та інших металів або сплавів. Подальшою обробкою стенту будь-яким методом створюють грубу, шорстку, нерівну або текстуровану поверхню, на яку наносять медичну речовину типа естроген, гепарин, тромбін, герудин та ін. Головним недоліком зазначеного методу є те, що шорстка поверхня не може забезпечити утримання достатнього об'єму фармакологічного препарату та запобігти його сповільненого виходу в середовище, яке оточує стент. Для збільшення об'єму фармакологічного препарату шорсткість поверхні збільшують шляхом нанесення покриттів. Так, у публікації заявки на патент США №2004/039438 від 26 лютого 2004p., кл. МПК A61F2/06; A61F2/00; A61F2/06; A61F2/00; (IPC1-7): A61F2/06 (ALT ECKHARD) запропоновано метод виготовлення трубок з платиноіридієвого сплаву з подальшим формуванням із них стентів шляхом нанесення шорсткого шару нітриду титану або іридієвого окисла та просочування поверхневого шару антитромбічними та антипроліферативними ліками. Але и в цьому випадку об'єм препарату, який може бути утриманим на шорсткій поверхні, також є недостатнім, а його вихід в судинну тканину важко контролювати. Крім того, при нанесенні покриття, що відрізняється за хімічним складом від підкладки, ускладнюється можливість отримання високої адгезійної міцності між покриттям та підкладкою, що значно знижує можливості використання таких стентів. Збільшення шорсткості поверхні отримували також методом гарячого пресування порошку, який складався з округлих та витягн ути х частинок металів, таких як нержавіюча сталь, тантал, золото, магній і сплавів нітинол, платина-іридій, молібденреній, що забезпечує пористість, необхідну для просочування терапевтичною речовиною, як описано у публікації заявки на патент Канади №2235031 від 15 жовтня 1998p., кл. МПК A61F2/06; A61L31/14; A61L31/16; A61F2/00; A61F2/06; A61L31/14; A61F2/00; (ІРС1-7): A61L33/00; A61F2/06; A61L27/00 (YAN JOHN Y). Але пористий матеріал має більш низькі механічні властивості в порівнянні з таким самим матеріалом але з більш щільною структурою. Тому для забезпечення стенту необхідної міцності товщина його стінок повинна бути більшою, що при заданому розмірі судин приведе до зниження протоку крові. З цієї точки зору більш вдалим є використання пористої структури в якості покриття. Так, в патенті США №4443404 від 17 квітня 1984р., кл. МПК B22F7/00; B22F7/06; B22F7/00; B22F7/06; (IPC1-7): B22F3/00 (TSUDA MASATOSHI і інші) описаний спосіб формування пористого градієнтного покриття шляхом спікання порошку нанесеного на поверхню при пропусканні електричного струму. Такий метод дає можливість одержання на поверхні сте 4 нту пористої структури з набором різних за формою пор, не знижуючи при цьому його механічні властивості. Разом з тим, в процесі нанесення такого покриття сам матеріал може нагріватися, що, з урахуванням його геометрії та розмірів, може призвести до деформації самого стенту. Основним недоліком відомих подібних способів є неможливість одержання наперед заданої градієнтної структури, багатостадійність технології, використання допоміжної органічної плівки, яка може викликати негативні наслідки при імплантації. Найбільш близьким за сукупністю істотних ознак до пропонованого винаходу й обраний як прототип є розкритий у патенті США №4542539 від 24 вересня 1985р., кл. МПК A61L27/30; A61L27/56; B22F7/00; С23С4/02; A61F2/00; A61F2/30; A61L27/00; B22F7/00; С23С4/02; A61F2/00; (IPC17): A61F5/04 (ROWE JR RUSSELL H. і інші) спосіб одержання покриття з градієнтною пористою структурою на поверхні металевого стента, який включає нанесення на поверхню стента матеріалу зі змінними параметрами відкритої пористості. В даному способі за допомогою газо-плазмової технології на поверхні стента формують градієнту пористу стр уктур у, яка характеризується великою щільністю відкритих пор, здатних до утримання фармакологічних препаратів, що запобігають утворенню тромбів та виникненню рестенозу. Спосіб полягає в тому що, матеріал покриття з градієнтною пористою структурою отримують шляхом пошарового нанесення покриття таким чином, що при формуванні кожного наступного шару змінюються розміри частинок. При цьому початкові шари покриття формуються за рахунок розпилення частинок більшого діаметру, а наступні шари - частинок меншого діаметру. Врахо вуючи те, що параметри пористої структури визначаються головним чином розмірами порошинок, пошарове нанесення покриття з використанням частинок різного розміру забезпечує параметри градієнтної пористої структури, необхідні для інфільтрації та утримання в них терапевтичної речовини. Основним недоліком прототипу є те, що процес формування пористого градієнтного матеріалу представляє собою багатостадійний процес, що значно знижує стабільність отримання певних властивостей таких матеріалів. Крім того, використання методу газо-плазмового осадження покриттів не може забезпечити їм високу адгезійну міцність та вносить в структуру дефекти в вигляді оксидних фаз, що значно знижує механічні властивості самих покриттів. Найбільш близьким за сукупністю істотних ознак до пропонованого винаходу й обране як прототип є розкрите у патенті США №5834070 від 10 листопада 1998р., кл. МПК С23С14/02; С23С14/06; С23С14/30 (MOVCHAN BORIS A та інші) покриття з градієнтною структурою на металевій поверхні, одержане за допомогою електронно-променевого осадження. Основним недоліком цього покриття є відсутність пористої структури здатної до інфільтрації фармакологічних препаратів. 5 84089 В основу винаходу поставлено задачу розробки способу одержання покриття з градієнтною пористою структурою на металевій поверхні стента, який, завдяки використанню одностадійного електронно-променевого метода випаровування матеріалів, забезпечував би формування в умовах вакуум у на металевій поверхні стенту покриття з високою адгезійною міцністю та високими механічними властивостями завдяки відсутності у стр уктурі покриття таких структурних дефектів як оксидні фази. Поставлена задача вирішена тим, що запропонований спосіб одержання покриття з градієнтною пористою структурою на металевій поверхні стента, який включає нанесення на металеву поверхню матеріалу зі змінними параметрами відкритої пористості, в якому, за винаходом, матеріал одностадійно наносять на металеву поверхню стента електронно-променевим випаровуванням і осаджуванням матеріалу із парової фази, при цьому сумісно й одночасно осаджують паровий потік металу, обраного з групи Fe, Ni, Cr, Ті або сплавів на їх основі, і паровий потік солі, обраної із групи NaCl, KCl, NaF, LiCl або їх сумішей, неперервно або дискретно змінюючи співвідношення сіль/метал від 0 до 30% в процесі осадження пари на металеву поверхню стента, яку нагрівають до температури плавлення вказаної солі або її суміші. Таке рішення забезпечує формування градієнтної пористої структури в поверхневих шарах стенту з необхідними характеристиками пористої структури та її зміну по товщині покриття. Використання вказаного способу забезпечує формування на поверхні стента відкритої пористості з розмірами пор, які, з одного боку, забезпечують високий рівень інфільтрації фармакологічного препарату в матеріал стента, його утримання і сповільнений вихід в оточуюче середовище, а з іншого боку, за рахунок градієнтної пористої структури, забезпечуються високі механічні властивості покриття на поверхні стенту з високою адгезійною міцністю між покриттям і поверхнею стенту. Технічна суть і принцип дії винаходу пояснюються на прикладах виконання з посиланням на додані креслення, де Фіг.1 представляє схему процесу вакуумного осадження на підкладку покриття з градієнтною пористою структурою на основі металу, обраного з ряду Fe, Ni, Cr, Ті або сплавів при сумісному їх осадженні з сіллю, обраною з ряду NaCl, KCl, NaF, LiCl або їх суміші. Фіг.2 представляє мікроструктур у поперечного перерізу конденсату титану з градієнтною пористою структурою одержаного при Ts=800°C та співвідношенні парових потоків сіль/метал к=0,58; Фіг.3 зображує динаміку вивільнення фармакологічних препаратів в % зі стента, отриманого сумісним випаровуванням титану та солі NaCl при Ts=800°C та співвідношенні парових потоків сіль/метал к=0,58, де 1 - вивільнення водорозчинного фармакологічного препарату, 2 - вивільнення спирторозчинного фармакологічного препарату. Фіг.4. зображує мікроструктур у поперечного перерізу покриття стента з нержавіючої сталі з пористою градієнтною структурою, яка формува 6 лася при Ts=850°C та співвідношенні парових потоків сіль/метал к=0,36. Фіг.5 зображує мікроструктур у поперечного перерізу покриття стента з хрому з пористою градієнтною структурою, яка формувалася при Ts=900°C та співвідношенні парових потоків сіль/метал к=0,43. На Фіг.1 представлена схема процесу вакуумного осадження матеріалу або покриття з градієнтною пористою структурою. Відповідно до Фіг.1 у вакуумній камері 1 на нижній плиті 2 встановлено мідний водоохолоджувальний тигель 3, у якому у вигляді зливку або таблетки 4 поміщений метал, обраний з групи Fe, Ni, Cr, Ті або сплавів на їх основі, та тигель 5, у якому у вигляді таблетки 6 поміщена сіль, обрана з групи NaCl, KCl, KF, NaF, LiCl, або їх суміші. У верхній частині камери 1 розташовані електронно-променеві гармати 7 та 8 для випаровування та 9 для нагрівання підкладки 10. Між тиглями і підкладкою (стентом) розташований рухливий захисний екран 11, який в одному з робочих положень захищає підкладку від парового потоку, а в іншому забезпечує потрапляння парових потоків на підкладку. Після нагрівання за допомогою електроннопроменевої гармати 9 підкладки 10 до необхідної температури (яка залежить від типу металу та необхідної мікроструктури шар у, що осаджується), на поверхнях металу та солі за допомогою електронно-променевих гармат створюють рідку ванну і починають випаровування металу (сплаву) та солі. Після цього відкривають захисний екран 11 і починають процес конденсації парового потоку на поверхні підкладки 10. Важливе значення для формування градієнтної пористої структури має співвідношення парових потоків солі та металу, з якого формується матеріал або покриття, та температура підкладки на якій конденсується пар. При температурах підкладки вище температури плавлення солі її розплав буде розтікатися по поверхні та проникати у пори, які утворюються по границям стовпчатих кристалітів, попереджаючи їх зрощення та поліпшуючи процеси пороутворення. При температурах підкладки нижче температури плавлення солі, її наявність по границям зерен перешкоджає їх міграції під впливом об’ємної дифузії, а оскільки сіль при цих температурах підкладки осаджується у вигляді частинок, збільшення пористости обумовлено посиленням ефекту «затінення». Доповненням до барьєрної дії солі є вплив процесів, пов’язаних з хімічною взаємодією металу з сіллю, на утворення пористої структури конденсатів. Це обумовлено тим, що при взаємодії, наприклад, хлористого натрію з металом або металами, які входять до складу стенту, відповідно до хімічної реакції NaCl + M(Ti,Fe,Ni,Cr) = M(Ti,Fe,Ni,Cr)Cl + Na будуть утворюватися хлориди відповідних перехідних металів та чистий натрій. Оскільки температуру підкладки вибирають набагато вищою ніж температура плавлення хлоридів металу та натрію, продукти реакції будуть випаровуватися з конденсату і по суті пари хлористого натрію забез 7 84089 печать видалення металу з міжкристалічних проміжків. Із збільшенням співвідношення між паровим потоком солі та металу будуть збільшуватися розміри пор. Таким чином, для формування матеріалу з градієнтною пористою структурою на його поверхні або покриття на поверхні стента з такою ж структурою необхідно в процесі пошарового осадження металу збільшува ти співвідношення сіль/метал неперервно або дискретно. Відправним пунктом для розрахунку необхідного співвідношення парових потоків є швидкість випаровування солі та металу зі злитків. Для її встановлення перш за все необхідно експериментально визначити залежність швидкості випаровування солі та металу від величини стр уму електронного променю при сталій різниці потенціалів катоду та аноду (Vс(I) та Vм (I)). Для отримання необхідного співвідношення парових потоків солі та металу (K) на підкладці, яка розташована на висоті H над випаровувачами, можна скористатися формулою K (l) = Vc cosn {arctg [(D - l ) / H]} VM cosn [arctg (l / H)] де VM - швидкість випаровування злитка металу; Vc - швидкість випаровування злитка солі; H відстань від тигля до підкладки; D - відстань між тиглями; L - довжина чи діаметр підкладки; 1 - відстань, на якій знаходиться підкладка від вісі, що проходить через середину металевого злитку; n = 2,3. З цієї формули видно, що на величину співвідношення парових потоків впливають не тільки відносна швидкість випаровування солі до металу, а й геометрія розташування підкладки. З представленого виразу видно, що при незмінному розташуванні підкладки відносно випаровувачів шля хом зміни швидкості випаровування однієї з компонент (збільшенням швидкості випаровування солі або зменшенням швидкості випаровування металу) або одночасною синфазною зміною швидкостей випаровування солі та металу за рахунок зміни величини струму електроннопроменевих гармат можна змінювати співвідношення парових потоків солі та металу в необхідних межах. Вищеописаний винахід може бути краще зрозумілим з нижчеподаних прикладів. Приклад 1. Вакуумне осадження матеріалу для стента з градієнтною структурою з титан у та хлориду натрію, обраних в якості модельного, проводилося за наступною методикою. У вакуумній камері електронно-променевої установки в мідних водоохолоджуваних тиглях розміщували злитки титану та солі діаметром 68мм, які випаровували за допомогою електроннопроменевих гармат, з наступним сумісним осадженням їх парових потоків на пласку нерухому підкладку, розташовану на висоті 300мм від тиглів та попередньо нагріту до 800°C (Фіг.1). Підкладку кріпили на тримач, розташований вздовж лінії, яка проходить між осьовими лініями злитків, що забезпечує стале співвідношення парових потоків солі до металу по всій довжині підкладки. Нагрів підкладки до заданої температури забезпечували за допомогою додаткової електронно-променевої 8 гармати. Вимірювання температури підкладки здійснювали термопарою, прилаштованою до тримача підкладки таким чином, щоб її спай дотикався до підкладки у центральній частині, для кожного процесу температура підкладки є фіксованою. Співвідношення парових потоків солі та металу варіювали зменшуючи стр ум електроннопроменевої гармати, яка випаровувала злиток металу, від 1,2 А до 0,8А, при незмінному струмі електронно-променевої гармати, яка випаровувала сіль, 0,1А. При величині току електроннопроменевої гармати, що випаровує метал, 1,2А співвідношення парових потоків складало 0,1. Як показано на Фіг.2 при такому співвідношенні парових потоків сіль/метал початкові шари конденсату майже компактні. При поступовому зменшенні сили струм у електронно-променевої гармати, що випаровує метал, співвідношення парових потоків сіль/метал поступово збільшується до величини 0.3. З представленої мікроструктури конденсату (Фіг.2) видно, що при цьому відбувається поступове збільшення пористості, що забезпечує формування градієнтної пористої структури ти тану. Просочування пористого матеріалу фармакологічними препаратами проводили за стандартною процедурою, шляхом занурення стенту у водний або спиртовий розчин цього препарату. Вміст пористої складової склав 15,9%. При занурені матеріалу з інфільтрованим в нього фармакологічним препаратом в воду або спирт відбувається вивільнення цього препарату в розчин. Динаміка вивільнення водорозчинного та спирторозчинного фармакологічних препаратів представлена відповідно на Фіг.3. Приклад 2. За схемою, яка була ідентичною прикладу 1, проводили електронно-променеве випаровування злитків нержавіючої сталі Х18Н9Т та хлориду натрію з наступною конденсацією пари на пласку нерухому підкладку при температурі її 850°C. Підкладку кріпили на тримач, розташований вздовж лінії, яка проходить між осьовими лініями злитків, що забезпечує стале співвідношення парових потоків солі до металу по всій довжині підкладки. Нагрів підкладки до заданої температури забезпечували за допомогою додаткової електроннопроменевої гармати. Вимірювання температури підкладки здійснювали термопарою, прилаштованою до тримача підкладки таким чином, щоб її спай дотикався до підкладки у центральній частині. Співвідношення парових потоків солі та металу варіювали зменшуючи струм електроннопроменевої гармати, яка випаровувала злиток металу від 1,2 А до 0,7 А, при незмінному струмі електронно-променевої гармати, яка випаровувала сіль, 0,07А. Як показано на Фіг.4, при такому співвідношенні парових потоків сіль/метал початкові шари конденсату майже компактні. В процесі запилення йде поступове збільшення співвідношення парових потоків до максимального значення (0,36) на прикінцевій стадії осадження. Це дає можливість отримати набір пор, що в подальшому забезпечує високу інфільтрацію та резорбцію фармакологічних наповнювачів. В результаті такого процесу на підкладці формується конденсат, який 9 84089 являє собою пористий градієнтний матеріал (Фіг.4). Приклад 3. За схемою, яка була ідентичною прикладу 1, проводили електронно-променеве випаровування злитків хрому та фториду натрію з наступною конденсацією пари на пласку нерухому підкладку при температурі її 900°C. Підкладку кріпили на тримач, розташований вздовж лінії, яка проходить між осьовими лініями злитків, що забезпечує стале співвідношення парових потоків солі до металу по всій довжині підкладки. Нагрів підкладки до заданої температури забезпечували за допомогою додаткової електронно-променевої гармати. Вимірювання температури підкладки здійснювали термопарою, прилаштованою до тримача підкладки таким чином, щоб її спай дотикався до підкладки у центральній частині. Співвідношенні парових потоків солі та металу варіювали зменшуючи 10 струм електронно-променевої гармати, яка випаровувала злиток металу, від 0,57 А до 0,1 А, при незмінному струмі електронно-променевої гармати, яка випаровувала сіль, 0,08А. Аналогічно прикладам 1 та 2 в процесі запилення йде поступове збільшення співвідношення парових потоків сіль/металл до максимального значення (0,43) на прикінцевій стадії осадження. Це дає можливість отримати набір пор, що в подальшому забезпечує високу здатність до інфільтрації та резорбцію фармакологічних наповнювачів. В результаті такого процесу на підкладці формується конденсат, який являє собою пористий градієнтний матеріал, представлений на Фіг.5. Промислове застосування. Цей винахід знайде застосування в медичній промисловості при виробництві стентів або нанесенні пористого покриття на готову конструкцію стента. 11 Комп’ютерна в ерстка Л. Купенко 84089 Підписне 12 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining of coating with gradient porous structure on stent metal surface and coating which is obtained by this method
Автори англійськоюPaton Borys Yevhenovych, Ustinov Anatolii Ivanovych, Movchan Borys Oleksiiovych, Melnychenko Tetiana Vsevolodivna, Liapina Kira Volodymyrivna
Назва патенту російськоюСпособ получения покрытия с градиентной пористой структурой на металлической поверхности стента и покрытие, которое получено этим способом
Автори російськоюПатон Борис Евгеньевич, Устинов Анатолий Иванович, Мовчан Борис Александрович, Мельниченко Татьяна Всеволодовна, Ляпина Кира Владимировна
МПК / Мітки
МПК: A61M 31/00, C23C 14/00
Мітки: покриття, стента, градієнтною, одержання, поверхні, цим, структурою, металевій, пористою, способом, одержане, спосіб
Код посилання
<a href="https://ua.patents.su/6-84089-sposib-oderzhannya-pokrittya-z-gradiehntnoyu-poristoyu-strukturoyu-na-metalevijj-poverkhni-stenta-jj-pokrittya-shho-oderzhane-cim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання покриття з градієнтною пористою структурою на металевій поверхні стента й покриття, що одержане цим способом</a>
Спосіб нанесення багатошарового покриття, що служить тепловим бар’єром, на виріб із суперсплаву і багатошарове покриття, одержане цим способом (варіанти)
Номер патенту: 35620
Опубліковано: 16.04.2001
Автори: Рікербі Девід Стаффорд, Уінг Родні Джордж, Белл Стенлі Рассел
МПК: C23C 14/08, C23C 28/00, C23C 10/60, C23C 10/00
Мітки: способом, служить, одержане, багатошарового, тепловим, виріб, бар'єром, суперсплаву, цим, багатошарове, нанесення, спосіб, покриття, варіанти
Формула / Реферат:
1. Способ нанесения многослойного покрытия, служащего тепловым барьером, на изделие из суперсплава, включающий нанесение слоя металла группы платины на изделие из суперсплава, термообработку изделия из суперсплава с нанесенным покрытием из металла группы платины и нанесение керамического покрытия, отличающийся тем, что для диффузии металла группы платины в изделие из суперсплава и создания на изделии внешнего слоя, обогащенного металлом...
Спосіб отримання зміцнювального покриття на металевій поверхні
Номер патенту: 3644
Опубліковано: 15.12.2004
Автори: Гончар Микола Іванович, Сурков Олександр Євгенович, Саєнко Сергій Юрійович, Габелков Сергій Володимирович
МПК: C23C 10/06
Мітки: металевій, отримання, зміцнювального, спосіб, покриття, поверхні
Формула / Реферат:
1. Спосіб отримання зміцнювального покриття на металевій поверхні, який включає дію на металеву поверхню плазмою тліючого ВЧ-розряду, який створюють у робочій камері, з одночасним пропусканням крізь робочу камеру робочого газу, який активують, який відрізняється тим, що тліючий ВЧ-розряд створюють на частоті 40-150 МГц.2. Спосіб за п.1, який відрізняється тим, що тліючий ВЧ-розряд створюють ємнісного типу.
Спосіб виготовлення роздвоєного стента, роздвоєний стент і комплект для формування роздвоєного стента (варіанти)

Номер патенту: 64727
Опубліковано: 15.03.2004
Автори: Ріхтер Якоб, Пінчасик Грегорі
МПК: A61F 2/06
Мітки: спосіб, роздвоєного, виготовлення, стент, стента, роздвоєний, комплект, варіанти, формування
Апарат для закріплення стента на балонному катетері (варіанти) і спосіб закріплення стента на балонному катетері

Номер патенту: 63957
Опубліковано: 16.02.2004
Автор: Пінчасик Грегорі
МПК: A61F 2/00
Мітки: спосіб, апарат, закріплення, стента, балонному, катетері, варіанти
Спосіб виготовлення двокомпонентного морозива і двокомпонентне морозиво, одержане згідно з цим способом
Номер патенту: 41488
Опубліковано: 17.09.2001
Автор: Беер Ріхард
МПК: A23G 9/44, A23G 9/32, A23G 9/04, A23G 9/52
Мітки: двокомпонентне, виготовлення, способом, одержане, морозива, двокомпонентного, спосіб, цим, морозиво, згідно
Формула / Реферат:
1. Спосіб виготовлення двокомпонентного морозива, згідно з яким поверхню замороженої серцевини із морозива охолоджують до температури нижче, принаймні -15 °С, який відрізняється тим, що серцевину на певний час занурюють у жировмісний покривний розчин, щоб певна кількість розчину утворила покривний шар на серцевині, причому покривний розчин при зануренні серцевини має температуру від 0 °С до 20 °С, вміст жиру у покривному розчині становить від...
Попередній патент: Циліндр із середовищем під тиском з підсиленням тиску
Наступний патент: Пристрій для зважування
Випадковий патент: Спосіб та пристрій для виробництва рідкого чавуну