Технологічна лінія для виготовлення композитного спірально армованого наповнювача з елементами трансверсального посилення
Номер патенту: 88930
Опубліковано: 10.04.2014
Автори: Кірєєв Ігор Юлійович, Іванівський Володимиир Самуїлович, Кірєєв Данило Ігорович, Могильний Геннадій Анатолійович

Формула / Реферат
Технологічна лінія для виготовлення композиційного спірально армованого наповнювача з елементами трансверсального посилення, яка містить шпулярник з бобінами армуючого матеріалу, пристрій натягу основної арматури, вузол просочення і віджиму сполучного, комбіновану дюзу, обмотувальник та вузол намотування готової спірально армованої арматури, яка відрізняється тим, що в лінію на ділянці від комбінованої дюзи до вузла намотування готового спірально армованого наповнювача вбудована система розтискних напрямних роликів, конвеєрний механізм петлеутворення, а як обмотувальник використовується човниковий обмотувальник, що складається з с-подібної планшайби з напрямної, по якій рухається с-подібний човник, на якому розміщені бобіни з обмотувальним матеріалом і механізм натягу і розкладки, при цьому планшайба може міняти положення по відношенню до лінії горизонту від вертикального до горизонтального, переміщатися вверх, вниз, обертатися навколо опорного механізму, змінюючи положення прорізі, та весь механізм обмотувальника має можливість переміщатися по лінії руху основної арматури.
Текст
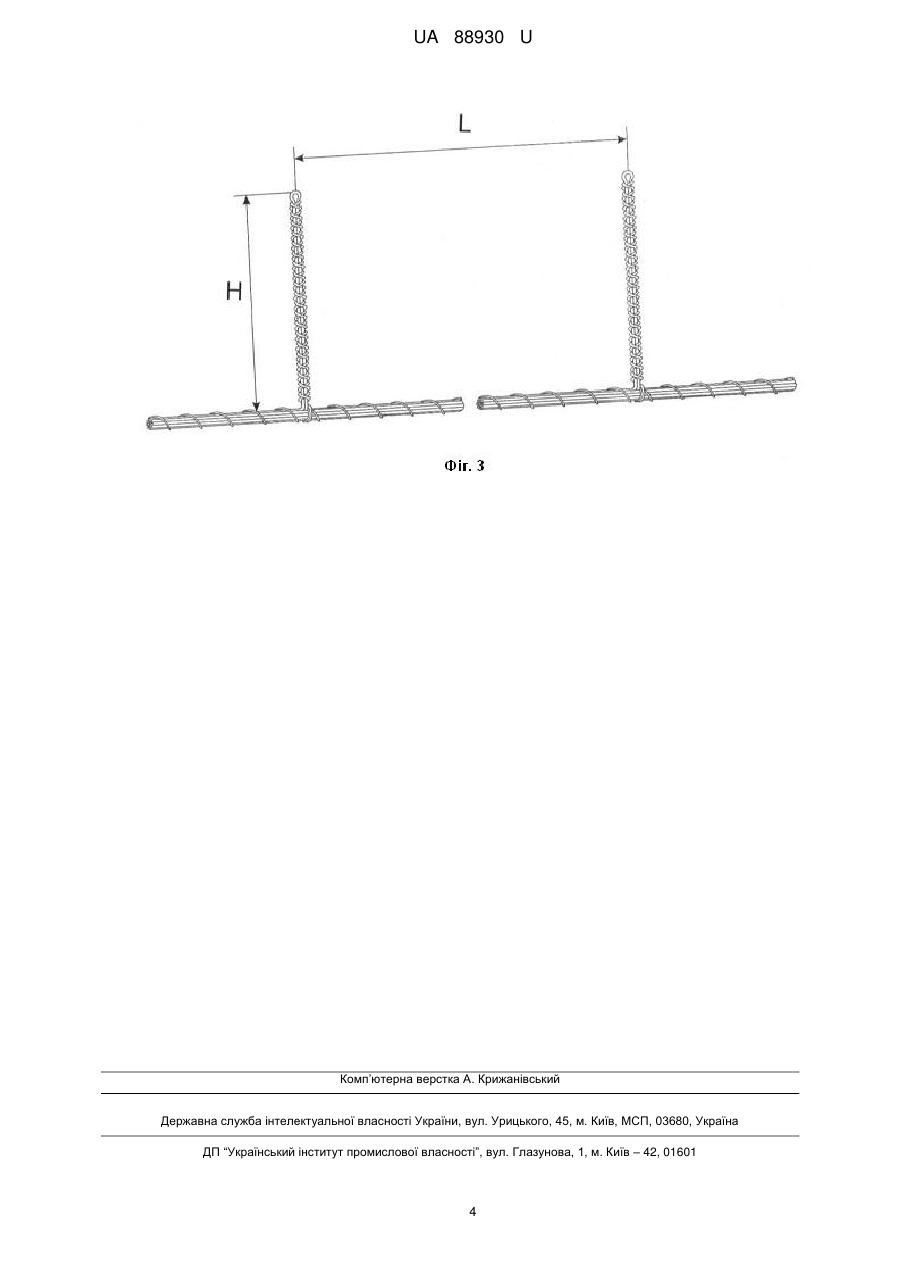
Реферат: Технологічна лінія для виготовлення композиційного спірально армованого наповнювача з елементами трансверсального посилення, яка включає шпулярник з бобінами армуючого матеріалу, пристрій натягу основної арматури, вузол просочення і віджиму сполучного, комбіновану дюзу, обмотувальник та вузол намотування готової спірально армованої арматури, причому в лінію на ділянці від комбінованої дюзи до вузла намотування готового спірально армованого наповнювача вбудована система розтискних напрямних роликів, конвеєрний механізм петлеутворення, а як обмотувальник використовується човниковий обмотувальник, що складається з с-подібної планшайби з напрямної, по якій рухається с-подібний човник, на якому розміщені бобіни з обмотувальним матеріалом і механізм натягу і розкладки, при цьому планшайба може міняти положення по відношенню до лінії горизонту від вертикального до горизонтального, переміщатися вверх, вниз, обертатися навколо опорного механізму, змінюючи положення прорізі, та весь механізм обмотувальника має можливість переміщатися по лінії руху основної арматури. UA 88930 U (12) UA 88930 U UA 88930 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель стосується технологічних комплексів для виготовлення спірально армованих наповнювачів для напівфабрикатів, виробів з полімерних композиційних матеріалів (ПКМ), які можуть бути отримані методами викладки і намотування, і може бути використана для отримання довгомірних виробів у машинобудівній, авіаційній, нафтовій промисловості. Відома технологічна лінія для виготовлення композитної арматури за патентом РФ № 2287646 (опубл. 20.11.2006 p.), яка включає шпулярник з бобінами ровінгу, компенсаційний пристрій, камеру відпалу, просочувальну ванну з натяжним пристроєм, віджимний пристрій, формувальний вузол, пристрій поперечного намотування з одною намотувальною котушкою, полімеризаційні камери, вузли змотування, різання арматури і тягнучий пристрій, причому формувальний вузол виконаний у вигляді матриці з поздовжніми каналами, яка встановлена безпосередньо перед зоною поперечного намотування на відстані від точки намотування обплітальної нитки, рівній 1-10 d, де d - діаметр арматури. Дане обладнання призначене для випуску композитної арматури з однозахідною спіральною арматурою. Недоліком даної технологічної лінії разом з тим, що вона орієнтована на випуск затверділого наповнювача, є також те, що при підвищенні продуктивності процесу зростають обороти обмотувальника з обмотувальною котушкою, що призводить до провисання обмотуючого джгута в ніттетракті, і, як наслідок, до заплутування і обриву джгута. Відома технологічна лінія для виготовлення неметалевої арматури (Фролов Н.Л. Стеклопластиковая арматура и стеклобетонные конструкции, Москва, Стройиздат, 1980 г., - С. 20-24), яка включає шпулярник з бобінами ровінгу, компенсаційний пристрій, камеру відпалу, просочувальну ванну з натяжним пристроєм, віджимний пристрій, формувальний вузол, пристрій спіральної намотки, полімеризаційні камери, тягнучий пристрій, вузли різання і змотування. Недоліком даного рішення є складність і недостатньо висока продуктивність лінії, а також неможливість отримання композитного армованого наповнювача для напівфабрикатів виробів з ПКМ. Найбільш близьким рішенням з рівня техніки за технічною суттю є технологічна лінія для виготовлення спірально армованого наповнювача (Фрегер Г.Е. Механика спирально анизотропных сред: Монография/ Г.Е. Фрегер, Д.Г. Фрегер; СНУ им. В. Даля. - Луганск: издательство СНУ им. В. Даля, 2002-319 с. 269) Ця лінія складається з шпулярника, пристрою натягу основної арматури, вузла просочення і віджиму сполучного, комбінованої дюзи, аксіального обмотувальника, який складається з бобін допоміжного матеріалу і натягувача допоміжної арматури, і вузла намотування готової спірально армованої арматури. Запропонована лінія досить проста і має високу продуктивність при збереженні основних технологічних параметрів, а саме-натягу обмотування арматури і кроку обмотки. Однак, технологічний процес виготовлення спірально армованого наповнювача на запропонованій технологічній лінії не передбачає можливості створення елементів трансверсального посилення, що в подальшому призводить до необхідності введення додаткових технологічних операцій при виготовленні напівфабрикатів для створення композитних виробів. В основу корисної моделі поставлено задачу створення технологічної лінії, в якій одночасно зі створенням спірально армованого наповнювача передбачена можливість формування елементів трансверсального посилення як з частини основного матеріалу, так і з допоміжної арматури. Поставлена задача вирішується тим, що у відомій технологічній лінії, яка складається з шпулярника, пристрою натягу основної арматури, вузла просочення і віджиму сполучного, комбінованої дюзи, аксіального обмотувальника і вузла намотування готової спірально армованої арматури, на ділянці від комбінованої дюзи до вузла намотування готового спірально армованого наповнювача розміщена система розтискних напрямних роликів і конвеєрний механізм петлеутворення з можливістю спіральної закрутки петлі, а як обмотувальник використовується човниковий обмотувальник, що складається з с-подібної планшайби з напрямною, по якій рухається с-подібний човник з бобінами обмотувального матеріалу і механізмом натягу і розкладки, при цьому планшайба може міняти положення по відношенню до лінії горизонту від вертикального до горизонтального, переміщатися вверх, вниз, і обертатися навколо опорного механізму, змінюючи положення прорізі. Крім того весь механізм обмотувальника має можливість переміщатися по лінії руху основної арматури. Завдяки наявності вище визначених механізмів автоматична лінія має змогу формувати елементи трансверсального посилення в спірально армованому наповнювачі при збереженні високої продуктивності автоматичної лінії. 1 UA 88930 U 5 10 15 20 25 30 35 40 45 На фіг. 1 показана схема технологічної лінії для виготовлення композитного спірально армованого наповнювача з елементами трансверсального посилення. На фіг. 2 показаний варіант спірально армованого наповнювача з елементами трансверсального посилення у вигляді закручених петель, розташованих на відстані L і довжиною Н. На фіг. 3 показаний варіант спірально армованого наповнювача з елементами трансверсального посилення у вигляді петель, оповитих по спіралі допоміжним матеріалом, розташованих на відстані L і довжиною Н. Технологічна лінія для виготовлення композитного спірально армованого наповнювача з елементами трансверсального посилення (фіг. 1) складається з послідовно встановлених шпулярника з бобінами армуючого матеріалу 1, пристрою натягу основної арматури 2, вузла просочення і віджиму сполучного 3, комбінованої дюзи 4, системи направляючих розтискних роликів 7, які дозволяють пропускати робочі поверхні щогл, що формують петлі (на фіг 1. показана умовно однією парою роликів), обмотувальника човникового типу 8, вузла намотування готової спірально армованої арматури 9, у лінію також вбудований конвеєрний механізм 5, що дозволяє вводити в джгут основного матеріалу на ділянці від комбінованої дюзи до першого каскаду розтискних напрямних роликів робочу поверхню щогл, що формують петлі з подальшим їх переміщенням до зони формування петель, формувати петлі, у разі необхідності здійснювати їх закручення або обмотку допоміжним матеріалом і здійснювати вивід робочих поверхонь щогл, що формують петлі з петель. Технологічна лінія для виготовлення композитного спірально армованого наповнювача з елементами трансверсального посилення працює таким чином. Ровінги зі скляних, органічних, вуглецевих або інших волокон змотуються з бобін, які розміщені на шпулярнику 1, проходять через механізм натягу 2, просочуються сполучною і проходять віджим надлишків сполучного у вузлі просочення і віджимання 3, далі потрапляють у комбіновану дюзу 4, де розміщуються в джгуті необхідним чином, при цьому та частина, яка бере участь в утворенні елементів трансверсального посилення, виводиться окремо від основного джгута на значній відстані вгорі таким чином, щоб забезпечити можливість введення робочої поверхні щогли 6 конвеєрного механізму 5. При цьому швидкість руху конвеєрного механізму відповідає швидкості руху джгута основної арматури. Потім джгут з введеним робочим органом щогли проходить розтискні ролики і потрапляє в зону обмотки, де в наслідок синхронізації обертання човника з рухом щогли проходить крізь прорізь в обмотувальному механізмі і здійснює вертикальне переміщення, формуючи петлю, а в разі потреби, і закручує отриману петлю, отримуючи структуру показану на Фіг. 2. Потім щогла, що формує петлю, виходить з джгута і отриманий армуючий матеріал намотується на приймальну бобіну вузла намотування готової спірально армованої арматури 9. У разі виготовлення спірально армованого наповнювача з елементами трансверсального посилення у вигляді петель, оповитих по спіралі допоміжним матеріалом (фіг. 3) технологічна лінія працює до моменту досягнення щогл, що формують петлі обмотувальника ідентично попередній послідовності з тією лише різницею, що петля оформляється до обмотувальника, при цьому планшайба обмотувальника розміщується так, щоб прорізь у ній була вертикально внизу, після утворення петлі обмотувальник розгортається до горизонтального положення, здійснюючи одночасно обмотку матеріалу петлі, піднімаючись вгору до досягнення необхідної висоти, яка визначається висотою Н, потім опускається вниз, при цьому прорізь у планшайбі провертається в напрямку обертання човника до положення, яке збігається з лінією основного джгута за петлею, і площина обмотувальника повертається до вертикальної. У процесі здійснення спіральної обмотки петлі весь механізм обмотувальника переміщається в напрямку руху основної арматури зі швидкістю, яка дорівнює швидкості руху щогл, що формують петлі, і основної арматури, дане переміщення компенсується до початку наступного циклу обмотки петлі. 50 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 Технологічна лінія для виготовлення композиційного спірально армованого наповнювача з елементами трансверсального посилення, яка містить шпулярник з бобінами армуючого матеріалу, пристрій натягу основної арматури, вузол просочення і віджиму сполучного, комбіновану дюзу, обмотувальник та вузол намотування готової спірально армованої арматури, яка відрізняється тим, що в лінію на ділянці від комбінованої дюзи до вузла намотування готового спірально армованого наповнювача вбудована система розтискних напрямних роликів, конвеєрний механізм петлеутворення, а як обмотувальник використовується човниковий обмотувальник, що складається з с-подібної планшайби з напрямної, по якій рухається с 2 UA 88930 U 5 подібний човник, на якому розміщені бобіни з обмотувальним матеріалом і механізм натягу і розкладки, при цьому планшайба може міняти положення по відношенню до лінії горизонту від вертикального до горизонтального, переміщатися вверх, вниз, обертатися навколо опорного механізму, змінюючи положення прорізі, та весь механізм обмотувальника має можливість переміщатися по лінії руху основної арматури. 3 UA 88930 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюKirieiev Ihor Yuliiovych, Mohylnyi Hennadii Anatoliiovych
Автори російськоюКиреев Игорь Юлиевич, Могильный Геннадий Анатольевич
МПК / Мітки
МПК: B29C 39/00, E04C 5/07
Мітки: посилення, технологічна, наповнювача, трансверсального, армованого, лінія, елементами, спірально, виготовлення, композитного
Код посилання
<a href="https://ua.patents.su/6-88930-tekhnologichna-liniya-dlya-vigotovlennya-kompozitnogo-spiralno-armovanogo-napovnyuvacha-z-elementami-transversalnogo-posilennya.html" target="_blank" rel="follow" title="База патентів України">Технологічна лінія для виготовлення композитного спірально армованого наповнювача з елементами трансверсального посилення</a>
Технологічна лінія для виготовлення фібри (арматурних елементів) з полімерної маси
Номер патенту: 103400
Опубліковано: 10.10.2013
Автори: Піскунов Микола Володимирович, Кірєєв Юрій Миколайович, Дядюшко Віктор Романович, Наумов Микола Іванович, Савченко Костянтин Кирилович, Васильченко Микола Миколайович, Заярнюк Віталій Андрійович
МПК: E04C 5/00, D01D 5/00, D01D 5/098, D01D 5/088, E04C 5/07, D01D 10/00
Мітки: арматурних, полімерної, виготовлення, фібри, технологічна, маси, елементів, лінія
Формула / Реферат:
Технологічна лінія для виготовлення фібри (арматурних елементів) з полімерної маси, що включає розташовані по ходу технологічного процесу екструдер (1), екструзійну головку (2) для формування нитки (3) з полімерної маси, що має задану форму поперечного перерізу, ванну (4) охолодження нитки (3) з охолоджувальною рідиною, тягнучу кліть (5), що містить щонайменше один верхній валок (6) і один нижній валок (7) з S-подібною заправкою нитки (3)...
Технологічна лінія для виготовлення в’яжучого
Номер патенту: 36034
Опубліковано: 10.10.2008
Автори: Пілов Петро Іванович, Струтинський В'ячеслав Анатолійович, Кравченко Володимир Петрович, Трубніков Володимир Іванович, Горобець Лариса Жанівна, Мацегора Семен Сергійович
МПК: C04B 7/00
Мітки: в'яжучого, лінія, технологічна, виготовлення
Формула / Реферат:
Технологічна лінія для виготовлення в'яжучого, що включає сушильний барабан з бункером, дробарку з накопичувальним бункером, живильником і елеватором, завантажувальні елеватори й бункери готової продукції, яка відрізняється тим, що для виготовлення в'яжучого, що заміняє цемент, шляхом утилізації гранульованих доменних шлаків і зниження при цьому енерговитрат, у технологічній лінії після дробарки встановлений струминний млин тонкодисперсного...
Технологічна лінія для виготовлення в’яжучого
Номер патенту: 36035
Опубліковано: 10.10.2008
Автори: Струтинський В'ячеслав Анатолійович, Кравченко Володимир Петрович, Матвієнков Сергій Анатолійович, Савощенко Олександр Володимирович
МПК: C04B 7/00
Мітки: лінія, в'яжучого, виготовлення, технологічна
Формула / Реферат:
Технологічна лінія для виготовлення в'яжучого, що містить сушильний барабан з бункером, дробарку з накопичувальним бункером, струминний млин тонкодисперсного здрібнювання, завантажувальні елеватори й бункери готової продукції, яка відрізняється тим, що для підвищення якості в'яжучого вона додатково містить після бункера для тонкодисперсного граншлаку бункер для подачі цементу, причому всі бункери в нижній частині оснащені дозаторами, шнековим...
Технологічна лінія для виготовлення цементу
Номер патенту: 36800
Опубліковано: 10.11.2008
Автори: Трубніков Володимир Іванович, Кравченко Володимир Петрович, Савощенко Олександр Володимирович, Матвієнков Сергій Анатолійович, Струтинський В'ячеслав Анатолійович
МПК: C04B 7/00
Мітки: технологічна, лінія, виготовлення, цементу
Формула / Реферат:
1. Технологічна лінія для виготовлення цементу, яка включає ділянку одержання клінкера й ділянку млива цементу, яка відрізняється тим, що на ділянці млива цементу після дозування й попереднього дроблення суміші компонентів цементу встановлений млин тонкодисперсного здрібнювання цементних компонентів (наприклад, струминний) із двоступінчастим осадженням здрібненого матеріалу (цементу) у циклоні й фільтрі.2. Технологічна лінія за п. 1,...
Технологічна лінія для виготовлення дрібноштучних будівельних виробів
Номер патенту: 44480
Опубліковано: 12.10.2009
Автори: Головач Олександр Миколайович, Головач Микола Максимович
МПК: B28B 15/00
Мітки: виробів, виготовлення, технологічна, лінія, будівельних, дрібноштучних
Формула / Реферат:
1. Технологічна лінія для виготовлення дрібноштучних будівельних виробів, що містить зв'язані транспортними засобами і розташовані по ходу технологічного процесу бункери з компонентами суміші, оснащені дозаторами, змішувач, прес, причому бункери з компонентами суміші зв'язані зі змішувачем загальним транспортним засобом, яка відрізняється тим, що вона додатково містить кран-мініпулятор з грейфером для подачі компонентів суміші на необхідну...
Попередній патент: Повітряний сепаратор очищення і сортування зерна
Наступний патент: Спосіб промивання бавовняних текстильних матеріалів після фарбування активними барвниками
Випадковий патент: Спосіб дії на привибійну зону пласта