Спосіб виготовлення дроту
Номер патенту: 90288
Опубліковано: 26.05.2014
Автори: Бєлкіна Анна Олександрівна, Бєлкін Олександр Миколайович
Формула / Реферат
Спосіб виготовлення дроту, що включає безперервну подачу заготовки у вогнище деформації, деформацію в радіальному напрямку для зміни форми перерізу і подальше волочіння, який відрізняється тим, деформацію в радіальному напрямку здійснюють шляхом кування.
Текст
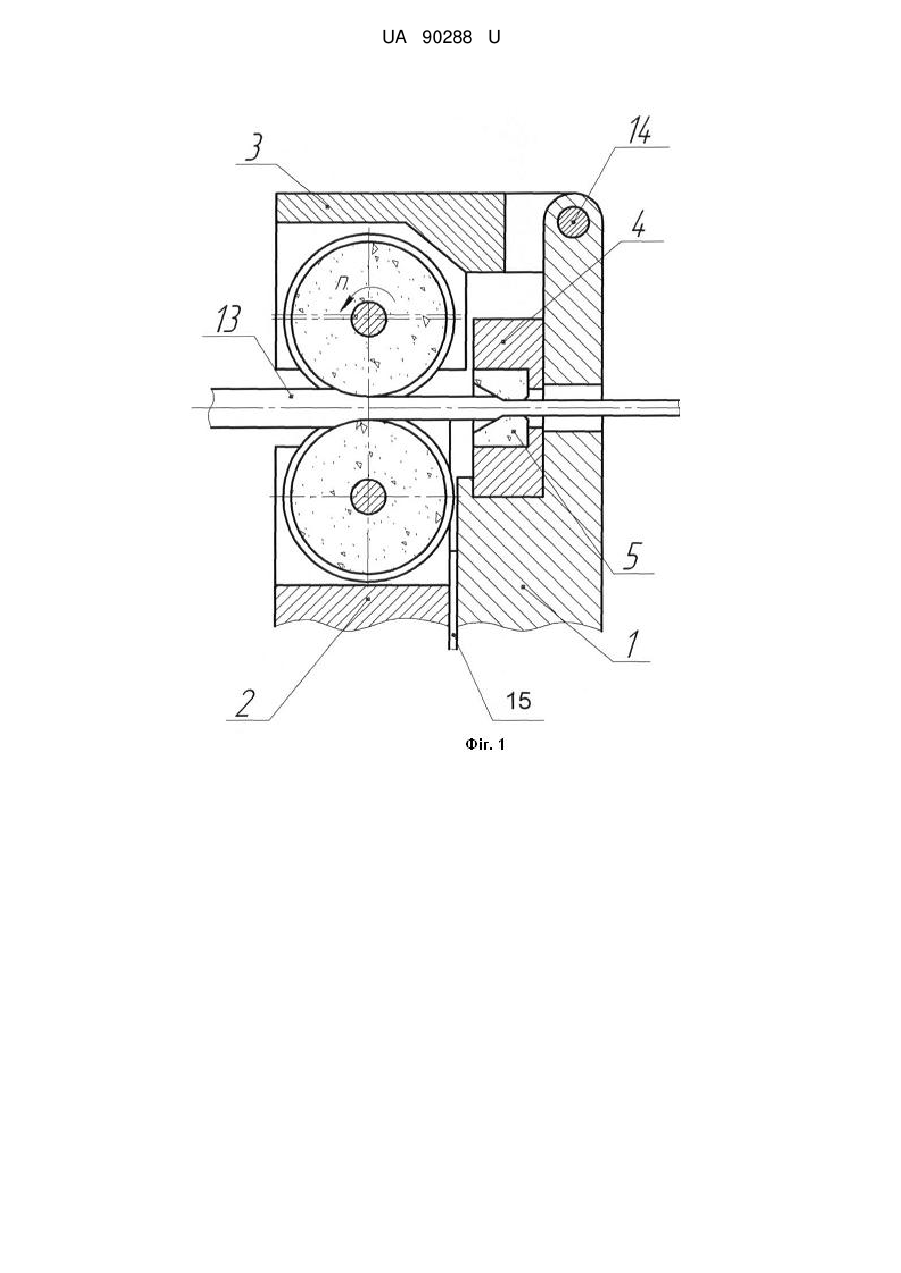
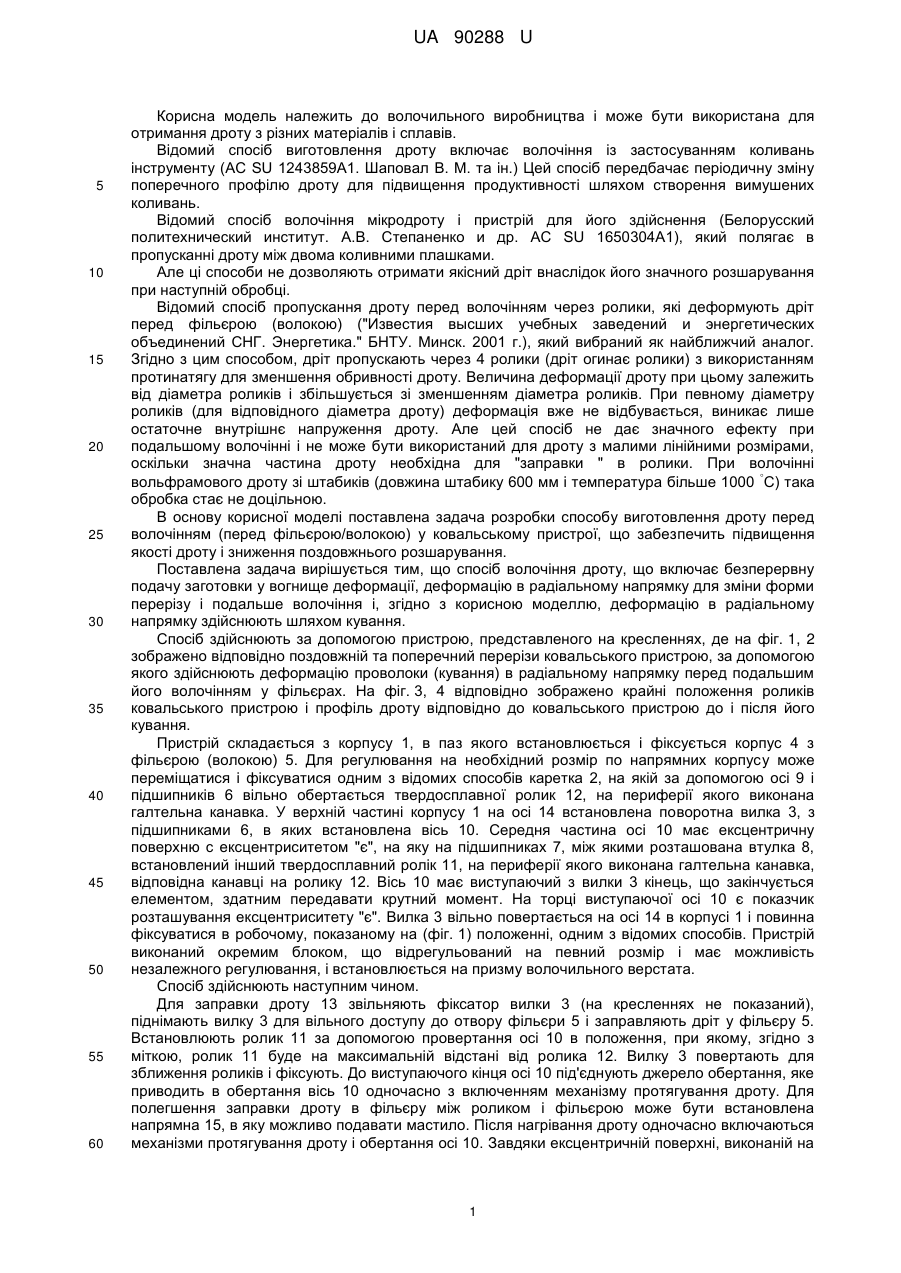
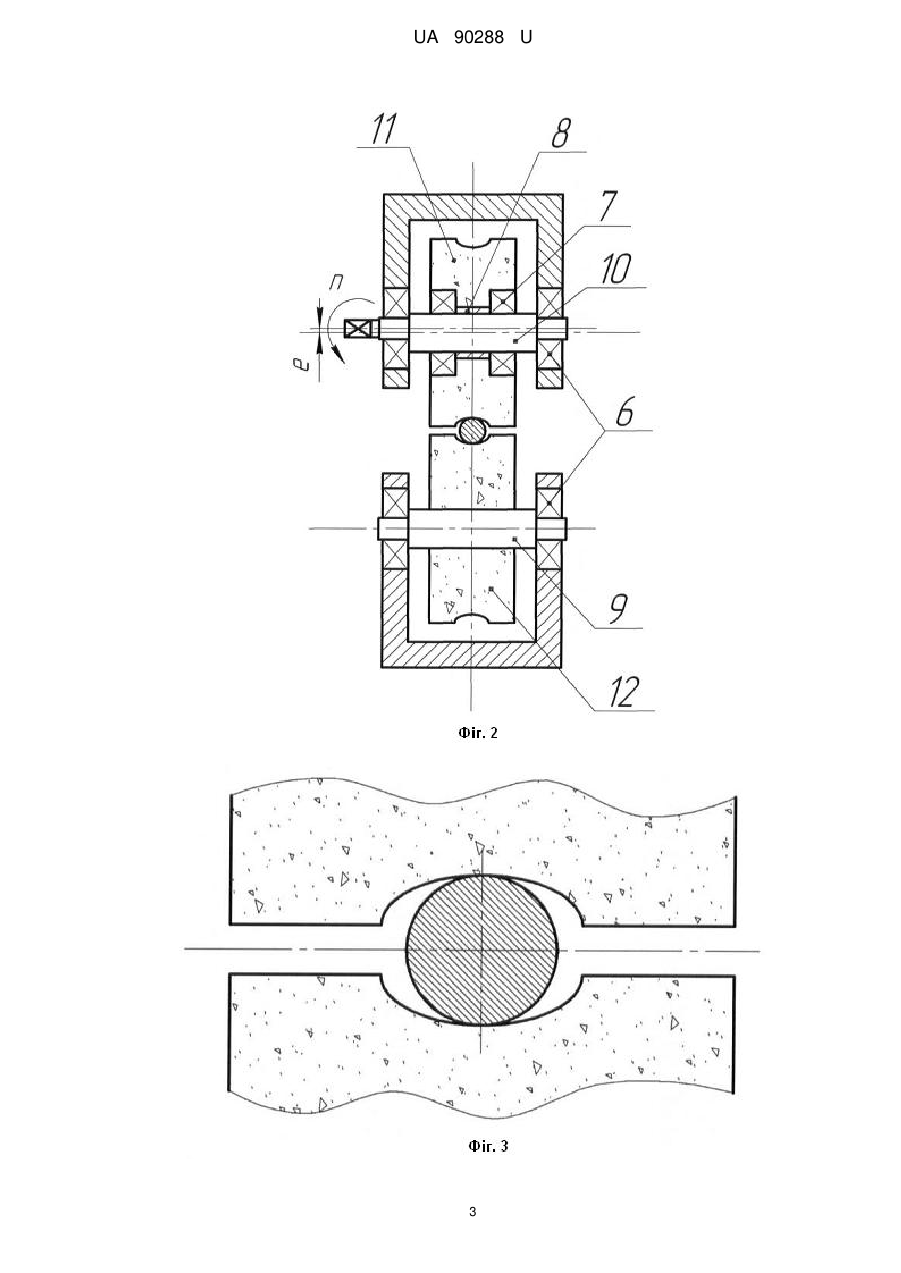
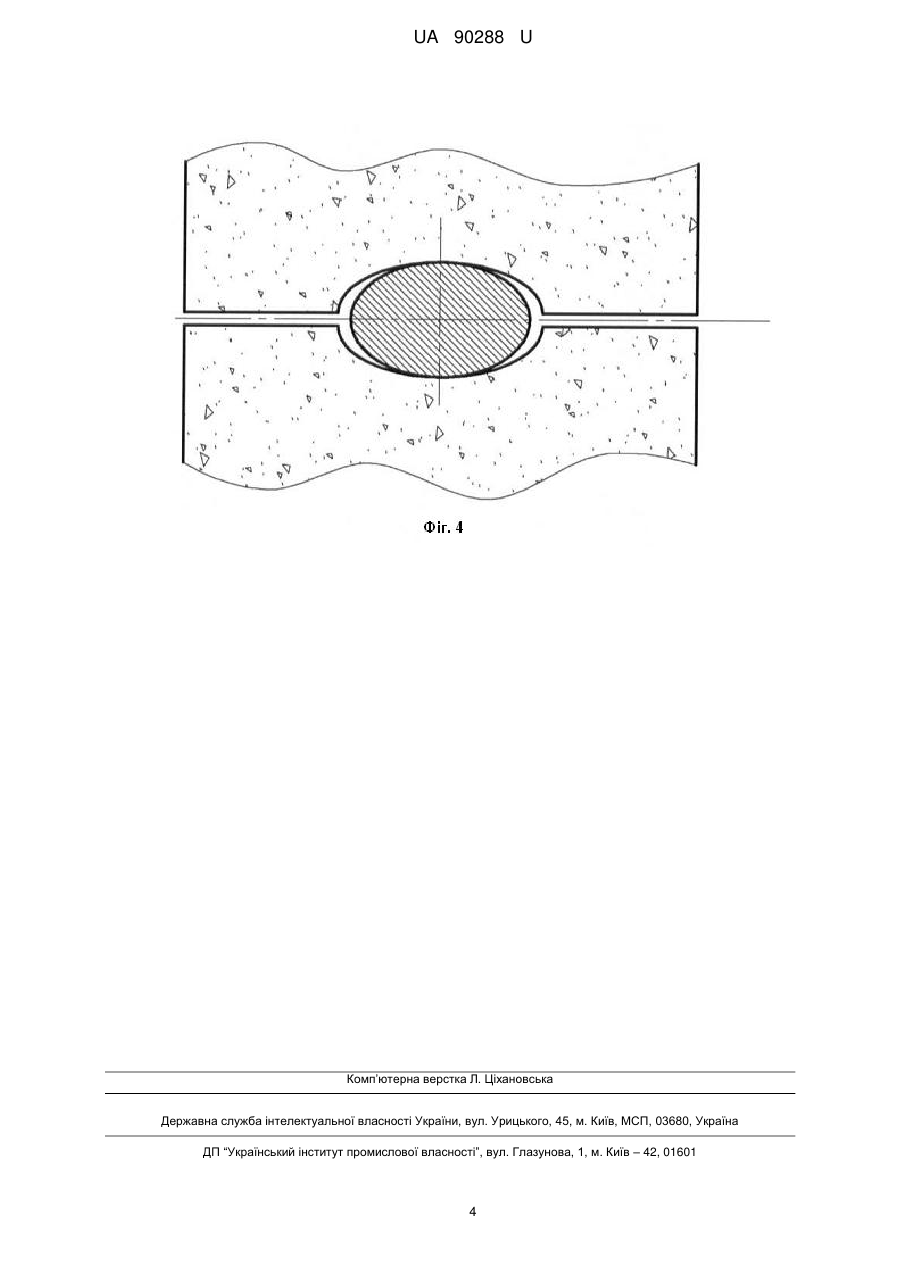
Реферат: UA 90288 U UA 90288 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до волочильного виробництва і може бути використана для отримання дроту з різних матеріалів і сплавів. Відомий спосіб виготовлення дроту включає волочіння із застосуванням коливань інструменту (AC SU 1243859А1. Шаповал В. М. та ін.) Цей спосіб передбачає періодичну зміну поперечного профілю дроту для підвищення продуктивності шляхом створення вимушених коливань. Відомий спосіб волочіння мікродроту і пристрій для його здійснення (Белорусский политехнический институт. А.В. Степаненко и др. AC SU 1650304A1), який полягає в пропусканні дроту між двома коливними плашками. Але ці способи не дозволяють отримати якісний дріт внаслідок його значного розшарування при наступній обробці. Відомий спосіб пропускання дроту перед волочінням через ролики, які деформують дріт перед фільєрою (волокою) ("Известия высших учебных заведений и энергетических объединений СНГ. Энергетика." БНТУ. Минск. 2001 г.), який вибраний як найближчий аналог. Згідно з цим способом, дріт пропускають через 4 ролики (дріт огинає ролики) з використанням протинатягу для зменшення обривності дроту. Величина деформації дроту при цьому залежить від діаметра роликів і збільшується зі зменшенням діаметра роликів. При певному діаметру роликів (для відповідного діаметра дроту) деформація вже не відбувається, виникає лише остаточне внутрішнє напруження дроту. Але цей спосіб не дає значного ефекту при подальшому волочінні і не може бути використаний для дроту з малими лінійними розмірами, оскільки значна частина дроту необхідна для "заправки " в ролики. При волочінні вольфрамового дроту зі штабиків (довжина штабику 600 мм і температура більше 1000 С) така обробка стає не доцільною. В основу корисної моделі поставлена задача розробки способу виготовлення дроту перед волочінням (перед фільєрою/волокою) у ковальському пристрої, що забезпечить підвищення якості дроту і зниження поздовжнього розшарування. Поставлена задача вирішується тим, що спосіб волочіння дроту, що включає безперервну подачу заготовки у вогнище деформації, деформацію в радіальному напрямку для зміни форми перерізу і подальше волочіння і, згідно з корисною моделлю, деформацію в радіальному напрямку здійснюють шляхом кування. Спосіб здійснюють за допомогою пристрою, представленого на кресленнях, де на фіг. 1, 2 зображено відповідно поздовжній та поперечний перерізи ковальського пристрою, за допомогою якого здійснюють деформацію проволоки (кування) в радіальному напрямку перед подальшим його волочінням у фільєрах. На фіг. 3, 4 відповідно зображено крайні положення роликів ковальського пристрою і профіль дроту відповідно до ковальського пристрою до і після його кування. Пристрій складається з корпусу 1, в паз якого встановлюється і фіксується корпус 4 з фільєрою (волокою) 5. Для регулювання на необхідний розмір по напрямних корпусу може переміщатися і фіксуватися одним з відомих способів каретка 2, на якій за допомогою осі 9 і підшипників 6 вільно обертається твердосплавної ролик 12, на периферії якого виконана галтельна канавка. У верхній частині корпусу 1 на осі 14 встановлена поворотна вилка 3, з підшипниками 6, в яких встановлена вісь 10. Середня частина осі 10 має ексцентричну поверхню с ексцентриситетом "є", на яку на підшипниках 7, між якими розташована втулка 8, встановлений інший твердосплавний ролік 11, на периферії якого виконана галтельна канавка, відповідна канавці на ролику 12. Вісь 10 має виступаючий з вилки 3 кінець, що закінчується елементом, здатним передавати крутний момент. На торці виступаючої осі 10 є показчик розташування ексцентриситету "є". Вилка 3 вільно повертається на осі 14 в корпусі 1 і повинна фіксуватися в робочому, показаному на (фіг. 1) положенні, одним з відомих способів. Пристрій виконаний окремим блоком, що відрегульований на певний розмір і має можливість незалежного регулювання, і встановлюється на призму волочильного верстата. Спосіб здійснюють наступним чином. Для заправки дроту 13 звільняють фіксатор вилки 3 (на кресленнях не показаний), піднімають вилку 3 для вільного доступу до отвору фільєри 5 і заправляють дріт у фільєру 5. Встановлюють ролик 11 за допомогою провертання осі 10 в положення, при якому, згідно з міткою, ролик 11 буде на максимальній відстані від ролика 12. Вилку 3 повертають для зближення роликів і фіксують. До виступаючого кінця осі 10 під'єднують джерело обертання, яке приводить в обертання вісь 10 одночасно з включенням механізму протягування дроту. Для полегшення заправки дроту в фільєру між роликом і фільєрою може бути встановлена напрямна 15, в яку можливо подавати мастило. Після нагрівання дроту одночасно включаються механізми протягування дроту і обертання осі 10. Завдяки ексцентричній поверхні, виконаній на 1 UA 90288 U 5 осі 10, ролик 11 буде виконувати кругові рухи, деформуючи в поперечному напрямку дріт, що протягується. Швидкість волочіння і частоту обертання осі 10 визначають простими геометричними співвідношеннями. Перевагою застосування такого пристосування є те, що відбувається деформація дроту в радіальному напрямку, що зменшує дефекти при волочінні. Деформований в пристрої дріт далі піддають будь-якому волочінню, в залежності від призначення та розміру дроту. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб виготовлення дроту, що включає безперервну подачу заготовки у вогнище деформації, деформацію в радіальному напрямку для зміни форми перерізу і подальше волочіння, який відрізняється тим, деформацію в радіальному напрямку здійснюють шляхом кування. 2 UA 90288 U 3 UA 90288 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21C 1/26
Мітки: дроту, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/6-90288-sposib-vigotovlennya-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення дроту</a>
Спосіб виготовлення дроту періодичного профілю
Номер патенту: 30290
Опубліковано: 15.11.2000
Автори: Реньга Вадим Романович, Овчаренко Володимир Михайлович, Кременчуцька Маргарита Костянтинівна, Чигріна Марія Петрівна, Ханонкін Олександр Аркадійович
МПК: B21C 1/00
Мітки: спосіб, виготовлення, дроту, періодичного, профілю
Формула / Реферат:
Спосіб виготовлення дроту періодичного профілю, що включає операції волочіння і профілювання, який відрізняється тим, що профілювання здійснюється шляхом дії на дріт імпульсного електричного струму в процесі волочіння.
Спосіб виготовлення холоднотягненого дроту
Номер патенту: 26810
Опубліковано: 10.10.2007
Автори: Співак Олександр Юрійович, Огородніков Віталій Антонович
МПК: B21C 1/00
Мітки: виготовлення, холоднотягненого, дроту, спосіб
Формула / Реферат:
Спосіб виготовлення холоднотягненого дроту, що включає деформацію заготовки шляхом волочіння її крізь волоку, причому волочіння виконують із зменшенням часткового обтиснення від попередньої волоки до наступної, який відрізняється тим, що величину обтиснення заготовки у волоці вибирають на підставі діаграми пластичності і використаного ресурсу пластичності заготовки, в якому враховують попередню історію деформування заготовки, можливий...
Спосіб виготовлення мідного дроту
Номер патенту: 8326
Опубліковано: 15.07.2005
Автори: Клюєв Андрій Петрович, Шпаковскій Вадім, Клюєв Сергій Петрович
МПК: B21D 22/00
Мітки: виготовлення, мідного, дроту, спосіб
Формула / Реферат:
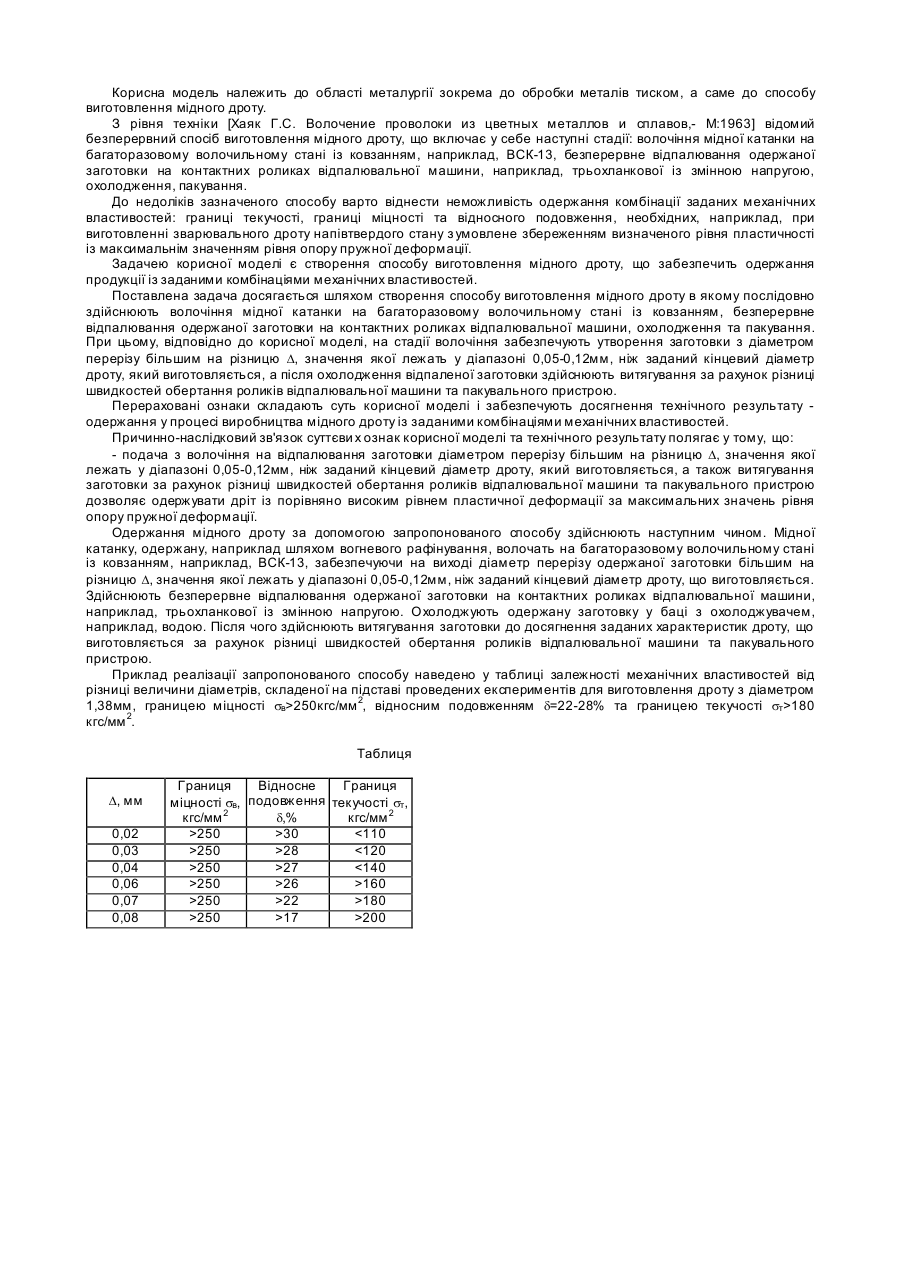
Спосіб виготовлення мідного дроту, що включає послідовне здійснення волочіння мідної катанки на багаторазовому волочильному стані із ковзанням, безперервне відпалювання одержаної заготовки на контактних роликах відпалювальної машини, охолодження та пакування, який відрізняється тим, що на стадії волочіння забезпечують утворення заготовки з діаметром перерізу більшим на різницю Δ, значення якої лежать у діапазоні 0,05-0,12 мм, ніж заданий...
Спосіб виготовлення фібри з дроту
Номер патенту: 85221
Опубліковано: 12.01.2009
Автори: Висоцький Євген Миколайович, Висоцький Ігор Євгенович, Висоцький Дмитро Євгенович
МПК: B21F 1/00, E04C 5/01, B21F 11/00, B21F 23/00, B21H 8/00
Мітки: фібри, спосіб, дроту, виготовлення
Формула / Реферат:
1. Спосіб виготовлення фібри з дроту, згідно з яким фасонне гнуття, деформацію та різання дроту здійснюють формоутворюючою парою роликів, що синхронно обертаються в протилежних напрямках і мають на робочій поверхні ідентичні для кожного з роликів за формою та розмірами профільні осередки, в яких розташовані ріжучі вставки, при цьому ролики в процесі обертання одночасно формують заданий профіль і ріжуть дріт на мірні довжини, який...
Спосіб виготовлення порошкового дроту
Номер патенту: 84906
Опубліковано: 11.11.2013
Автори: Чепель Юлія Анатоліївна, Бережна Олена Валеріївна, Данилюк Вікторія Олександрівна, Грибков Едуард Петрович
МПК: B23K 35/40
Мітки: дроту, спосіб, виготовлення, порошкового
Формула / Реферат:
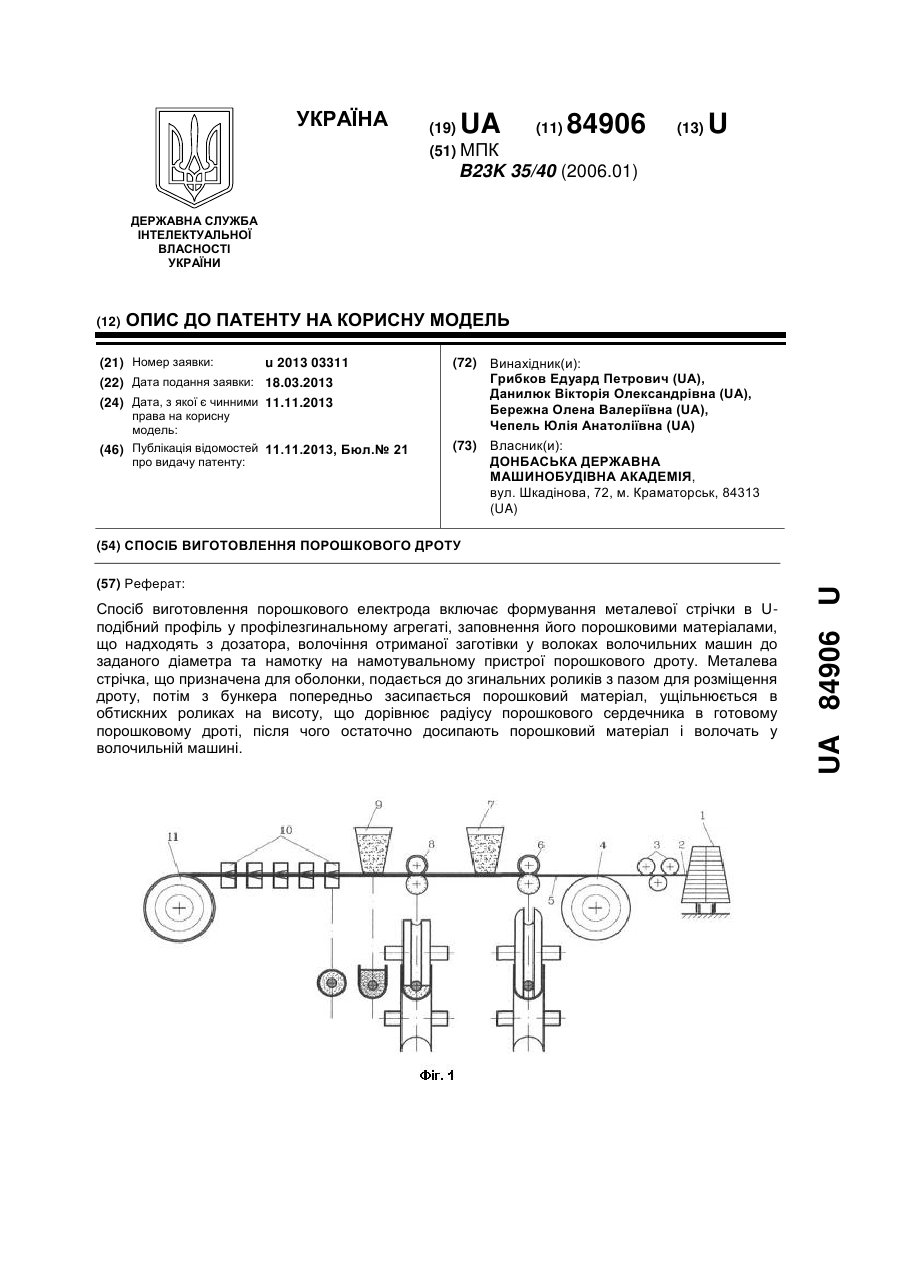
Спосіб виготовлення порошкового дроту, що включає формування металевої стрічки, в U-подібний профіль у профілезгинальному агрегаті, заповнення його порошковими матеріалами, що надходять з дозатора, волочіння отриманої заготівки у волоках волочильних машин до заданого діаметра та намотку на намотувальному пристрої порошкового дроту, який відрізняється тим, що металева стрічка, що призначена для оболонки, подається до згинальних роликів з...
Попередній патент: Спосіб виготовлення спіралі з важкодеформованого малопластичного дроту
Наступний патент: Пристрій для деформування дроту перед волочінням
Випадковий патент: Гербіцидний засіб, який містить бензоїлпіразоли та сафенери, та спосіб боротьби зі шкідливими рослинами