Спосіб локального згинання листових деталей
Номер патенту: 94825
Опубліковано: 10.12.2014
Автори: Шлик Сергій Вікторович, Драгобецький Володимир В'ячеславович, Троцко Олег Валерійович, Мосьпан Денис Владиславович

Формула / Реферат
Спосіб локального згинання листових деталей, при якому формування криволінійної поверхні заготовки із пласкої в конічну виконується конічним пуансоном із давильними ребрами, який обертається навколо своєї осі, а також навколо осі, що проходить крізь його вершину перпендикулярно до поверхні жорсткої основи, який відрізняється тим, що для зниження зусиль деформації та уникнення зворотного пружинення здійснюється формування криволінійної поверхні додатковими ребрами, які розташовані між давильними ребрами, при цьому висота додаткових ребер не повинна перевищувати 0,2 товщини деформованого металу.
Текст
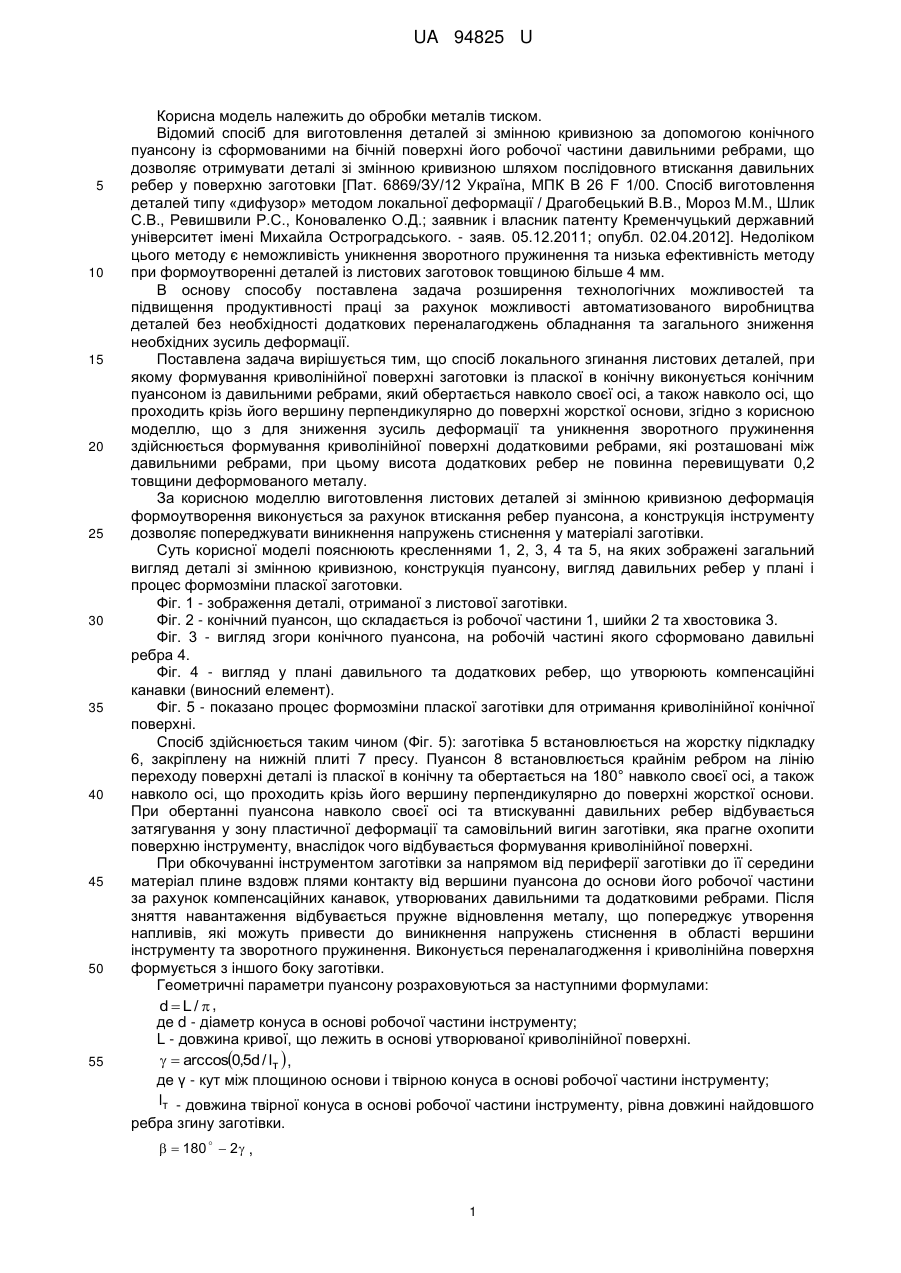
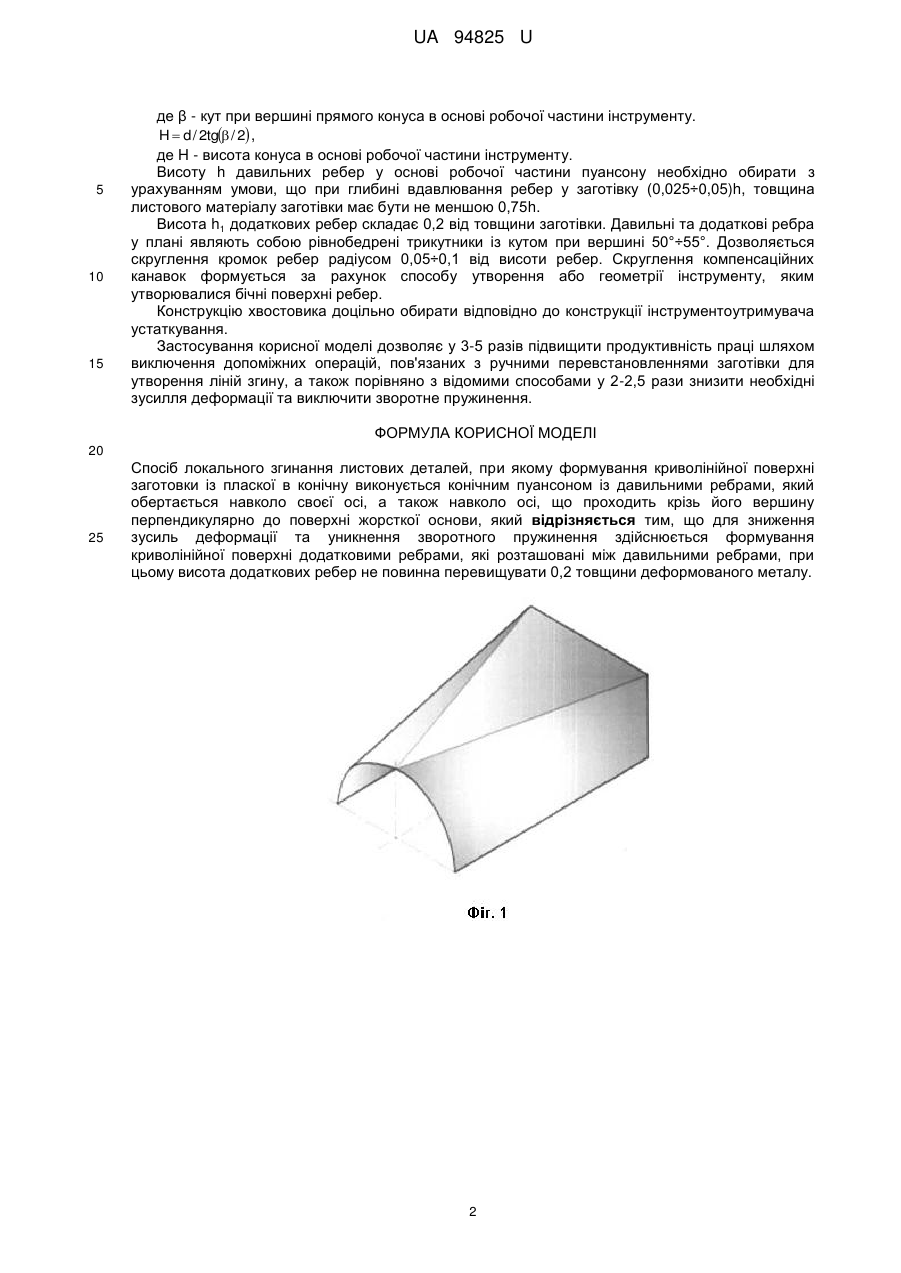
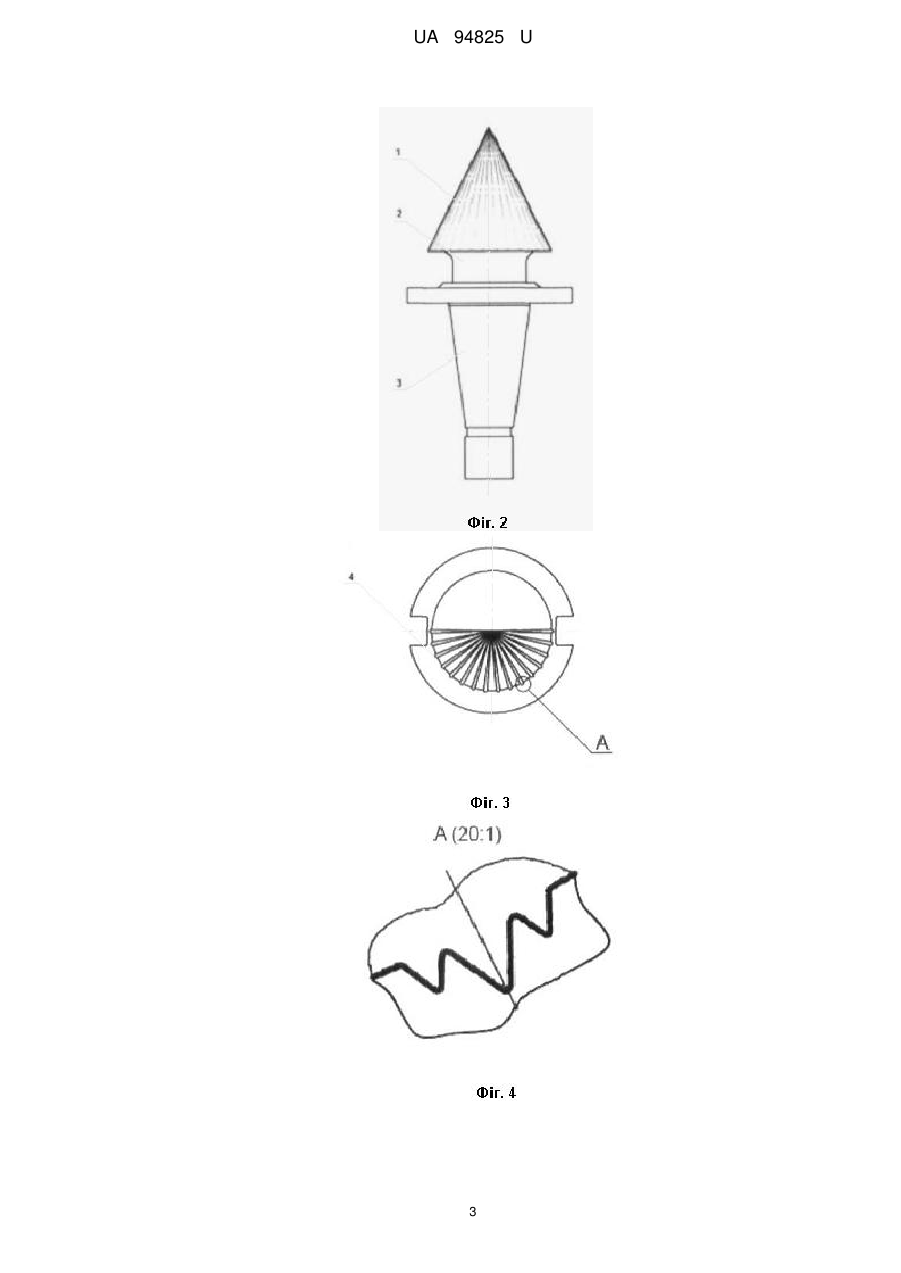
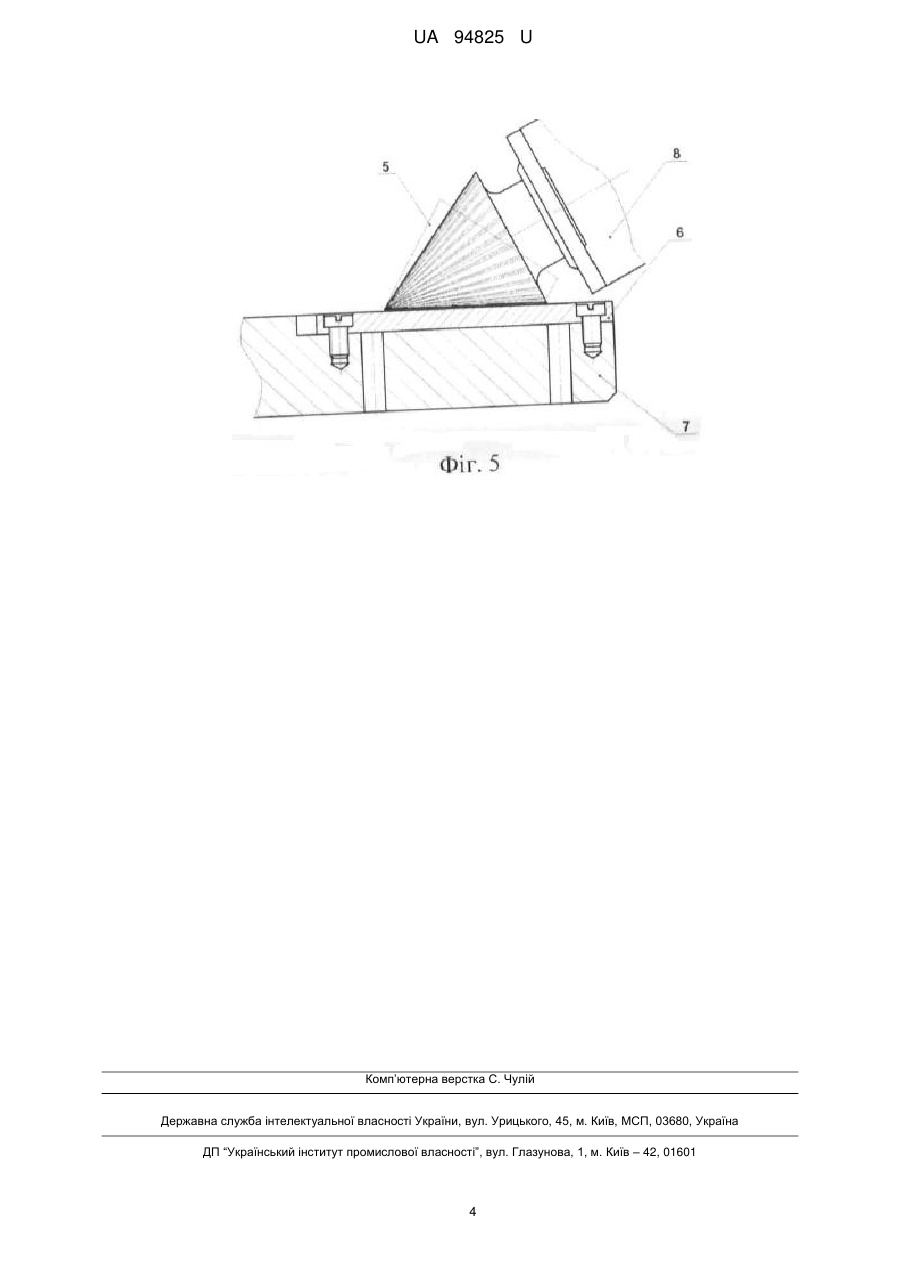
Реферат: Спосіб локального згинання листових деталей включає формування криволінійної поверхні заготовки із пласкої в конічну виконується конічним пуансоном із давильними ребрами, який обертається навколо своєї осі, а також навколо осі, що проходить крізь його вершину перпендикулярно до поверхні жорсткої основи. Для зниження зусиль деформації та уникнення зворотного пружинення здійснюється формування криволінійної поверхні додатковими ребрами, які розташовані між давильними ребрами. UA 94825 U (54) СПОСІБ ЛОКАЛЬНОГО ЗГИНАННЯ ЛИСТОВИХ ДЕТАЛЕЙ UA 94825 U UA 94825 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском. Відомий спосіб для виготовлення деталей зі змінною кривизною за допомогою конічного пуансону із сформованими на бічній поверхні його робочої частини давильними ребрами, що дозволяє отримувати деталі зі змінною кривизною шляхом послідовного втискання давильних ребер у поверхню заготовки [Пат. 6869/ЗУ/12 Україна, МПК В 26 F 1/00. Спосіб виготовлення деталей типу «дифузор» методом локальної деформації / Драгобецький В.В., Мороз М.М., Шлик С.В., Ревишвили Р.С., Коноваленко О.Д.; заявник і власник патенту Кременчуцький державний університет імені Михайла Остроградського. - заяв. 05.12.2011; опубл. 02.04.2012]. Недоліком цього методу є неможливість уникнення зворотного пружинення та низька ефективність методу при формоутворенні деталей із листових заготовок товщиною більше 4 мм. В основу способу поставлена задача розширення технологічних можливостей та підвищення продуктивності праці за рахунок можливості автоматизованого виробництва деталей без необхідності додаткових переналагоджень обладнання та загального зниження необхідних зусиль деформації. Поставлена задача вирішується тим, що спосіб локального згинання листових деталей, при якому формування криволінійної поверхні заготовки із пласкої в конічну виконується конічним пуансоном із давильними ребрами, який обертається навколо своєї осі, а також навколо осі, що проходить крізь його вершину перпендикулярно до поверхні жорсткої основи, згідно з корисною моделлю, що з для зниження зусиль деформації та уникнення зворотного пружинення здійснюється формування криволінійної поверхні додатковими ребрами, які розташовані між давильними ребрами, при цьому висота додаткових ребер не повинна перевищувати 0,2 товщини деформованого металу. За корисною моделлю виготовлення листових деталей зі змінною кривизною деформація формоутворення виконується за рахунок втискання ребер пуансона, а конструкція інструменту дозволяє попереджувати виникнення напружень стиснення у матеріалі заготівки. Суть корисної моделі пояснюють кресленнями 1, 2, 3, 4 та 5, на яких зображені загальний вигляд деталі зі змінною кривизною, конструкція пуансону, вигляд давильних ребер у плані і процес формозміни пласкої заготовки. Фіг. 1 - зображення деталі, отриманої з листової заготівки. Фіг. 2 - конічний пуансон, що складається із робочої частини 1, шийки 2 та хвостовика 3. Фіг. 3 - вигляд згори конічного пуансона, на робочій частині якого сформовано давильні ребра 4. Фіг. 4 - вигляд у плані давильного та додаткових ребер, що утворюють компенсаційні канавки (виносний елемент). Фіг. 5 - показано процес формозміни пласкої заготівки для отримання криволінійної конічної поверхні. Спосіб здійснюється таким чином (Фіг. 5): заготівка 5 встановлюється на жорстку підкладку 6, закріплену на нижній плиті 7 пресу. Пуансон 8 встановлюється крайнім ребром на лінію переходу поверхні деталі із пласкої в конічну та обертається на 180° навколо своєї осі, а також навколо осі, що проходить крізь його вершину перпендикулярно до поверхні жорсткої основи. При обертанні пуансона навколо своєї осі та втискуванні давильних ребер відбувається затягування у зону пластичної деформації та самовільний вигин заготівки, яка прагне охопити поверхню інструменту, внаслідок чого відбувається формування криволінійної поверхні. При обкочуванні інструментом заготівки за напрямом від периферії заготівки до її середини матеріал плине вздовж плями контакту від вершини пуансона до основи його робочої частини за рахунок компенсаційних канавок, утворюваних давильними та додатковими ребрами. Після зняття навантаження відбувається пружне відновлення металу, що попереджує утворення напливів, які можуть привести до виникнення напружень стиснення в області вершини інструменту та зворотного пружинення. Виконується переналагодження і криволінійна поверхня формується з іншого боку заготівки. Геометричні параметри пуансону розраховуються за наступними формулами: dL/, де d - діаметр конуса в основі робочої частини інструменту; L - довжина кривої, що лежить в основі утворюваної криволінійної поверхні. arccos0,5d / lт , де γ - кут між площиною основи і твірною конуса в основі робочої частини інструменту; lт - довжина твірної конуса в основі робочої частини інструменту, рівна довжині найдовшого ребра згину заготівки. 180 2 , 1 UA 94825 U 5 10 15 де β - кут при вершині прямого конуса в основі робочої частини інструменту. H d / 2tg / 2 , де H - висота конуса в основі робочої частини інструменту. Висоту h давильних ребер у основі робочої частини пуансону необхідно обирати з урахуванням умови, що при глибині вдавлювання ребер у заготівку (0,025÷0,05)h, товщина листового матеріалу заготівки має бути не меншою 0,75h. Висота h1 додаткових ребер складає 0,2 від товщини заготівки. Давильні та додаткові ребра у плані являють собою рівнобедрені трикутники із кутом при вершині 50°÷55°. Дозволяється скруглення кромок ребер радіусом 0,05÷0,1 від висоти ребер. Скруглення компенсаційних канавок формується за рахунок способу утворення або геометрії інструменту, яким утворювалися бічні поверхні ребер. Конструкцію хвостовика доцільно обирати відповідно до конструкції інструментоутримувача устаткування. Застосування корисної моделі дозволяє у 3-5 разів підвищити продуктивність праці шляхом виключення допоміжних операцій, пов'язаних з ручними перевстановленнями заготівки для утворення ліній згину, а також порівняно з відомими способами у 2-2,5 рази знизити необхідні зусилля деформації та виключити зворотне пружинення. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Спосіб локального згинання листових деталей, при якому формування криволінійної поверхні заготовки із пласкої в конічну виконується конічним пуансоном із давильними ребрами, який обертається навколо своєї осі, а також навколо осі, що проходить крізь його вершину перпендикулярно до поверхні жорсткої основи, який відрізняється тим, що для зниження зусиль деформації та уникнення зворотного пружинення здійснюється формування криволінійної поверхні додатковими ребрами, які розташовані між давильними ребрами, при цьому висота додаткових ребер не повинна перевищувати 0,2 товщини деформованого металу. 2 UA 94825 U 3 UA 94825 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюTrotsko Oleh Valeriiovych, Mospan Denys Vladyslavovych, Shlyk Serhii Viktorovych, Drahobetskyi Volodymyr Viacheslavovych
Автори російськоюТроцко Олег Валерьевич, Мосьпан Денис Владиславович, Шлык Сергей Викторович, Драгобецкий Владимир Вячеславович
МПК / Мітки
МПК: B26F 1/00
Мітки: деталей, листових, локального, спосіб, згинання
Код посилання
<a href="https://ua.patents.su/6-94825-sposib-lokalnogo-zginannya-listovikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб локального згинання листових деталей</a>
Спосіб виготовлення деталей типу “дифузор” методом локальної деформації
Номер патенту: 70772
Опубліковано: 25.06.2012
Автори: Коноваленко Олександр Дмитрович, Мороз Микола Миколайович, Драгобецький Володимир В'ячеславович, Ревишвили Резо Сергійович, Шлик Сергій Вікторович
МПК: B26F 1/00
Мітки: деформації, деталей, спосіб, типу, локальної, дифузор, методом, виготовлення
Формула / Реферат:
Спосіб виготовлення деталей типу "дифузор" методом локальної деформації, який відрізняється тим, що формування криволінійної поверхні заготовки із пласкої в конічну виконується конічним пуансоном із давильними ребрами, який обертається навколо своєї осі а також навколо осі, що проходить крізь його вершину перпендикулярно до поверхні жорсткої основи.
Спосіб зміцнення контуру листових деталей
Номер патенту: 31436
Опубліковано: 10.04.2008
Автори: Короткий Сергій Олександрович, Тарасов Олександр Федорович
МПК: B21D 28/00
Мітки: зміцнення, деталей, листових, спосіб, контуру
Формула / Реферат:
Спосіб зміцнення контуру листових деталей, згідно з яким в заготовці вздовж контурів, які обробляють шляхом виконання технологічних операцій вирубки-пробивання, формуються бурти, який відрізняється тим, що наприкінці робочого ходу здійснюють переміщення заготовки в напрямку руху верхнього (рухливого) інструмента з осадженням буртів по контуру отриманої деталі та підкарбуванням її бічних поверхонь об інструмент.
Спосіб керованого деформування листових деталей
Номер патенту: 37370
Опубліковано: 25.11.2008
Автори: Коваленко Володимир Сергійович, Кагляк Олексій Дмитрович, Головко Леонід Федорович, Гончарук Олексій Олександрович
МПК: B21D 11/20
Мітки: деталей, деформування, керованого, листових, спосіб
Формула / Реферат:
Спосіб керованого деформування листових деталей, який включає нагрівання концентрованим джерелом енергії поверхневого шару матеріалу вздовж вибраної прямолінійної траєкторії до температур пластичності, який відрізняється тим, що нагріванню концентрованим джерелом енергії, вздовж заданої траєкторії, піддають обидві поверхні деталі.
Спосіб виготовлення деталей з листового матеріалу шляхом згинання та виріб, що містить такі деталі
Номер патенту: 102513
Опубліковано: 25.07.2013
Автори: Верба Юрій Валентинович, Здольник Геннадій Петрович
МПК: B21D 51/16
Мітки: матеріалу, деталей, шляхом, згинання, містить, спосіб, деталі, такі, виготовлення, виріб, листового
Формула / Реферат:
1. Спосіб виготовлення деталей із листового матеріалу шляхом згинання, згідно з яким на листі спочатку виконують розмітку, перфорують лазером за лінією перфорації, елементи якої займають щонайменше 75-90 % довжини лінії перфорації, після чого формують деталь згинанням, який відрізняється тим, що принаймні безпосередньо біля крайнього елемента перфорації створюють з обох боків наскрізний поперечний проріз довжиною (Lпрорізу), що утворює з...
Спосіб витягування деталей з листових заготовок
Номер патенту: 86577
Опубліковано: 10.01.2014
Автори: Коханюк Наталя Сергіївна, Каргін Сергій Борисович, Каргін Борис Сергійович, Вороніна Ніна Олександрівна, Аніщенко Олександр Сергійович, Липчанський Олександр Олександрович
МПК: B21D 22/02
Мітки: заготовок, спосіб, витягування, деталей, листових
Формула / Реферат:
1. Спосіб витягування деталей з листових заготовок, який складається з нанесення полімерної плівки на поверхню заготовки, витягування заготовки пуансоном в порожнину матриці та видалення плівки з поверхні деталі, який відрізняється тим, що перед нанесенням плівки заготовку занурюють у 20-50 % розчин господарського мила і висушують, а плівку наносять поверх шару мила на обидві поверхні заготовки.2. Спосіб за п. 1, який...
Наступний патент: Шайба
Випадковий патент: N-(5,7-диметил-2-оксо-2,3-дигідро-тіазоло[4,5-b]піридин-6-іл)-ацетамід, що проявляє антиоксидантну дію