Спосіб очистки різального інструмента при виготовленні деталі
Номер патенту: 98799
Опубліковано: 12.05.2015
Автори: Клочко Тетяна Реджинальдівна, Скицюк Володимир Іванович


Формула / Реферат
Спосіб очистки різального інструмента при виготовленні деталі, заснований на тому, що утворюють обертальний момент руху очисного вузла разом із різальним інструментом, а різальне лезо інструмента очищують під час зворотно-поступального руху різального інструмента, який відрізняється тим, що очисний вузол з'єднують із металевою радіальною щіткою, в автоматизованому режимі подають повітря під тиском через очисний вузол, утворюють обертальний момент руху металевої щітки разом із зворотно-поступальним рухом інструмента, а також отримують додатковий ефект вібраційної очистки різального леза внаслідок динамічної нестабільності елементів металевої щітки при обертанні.
Текст
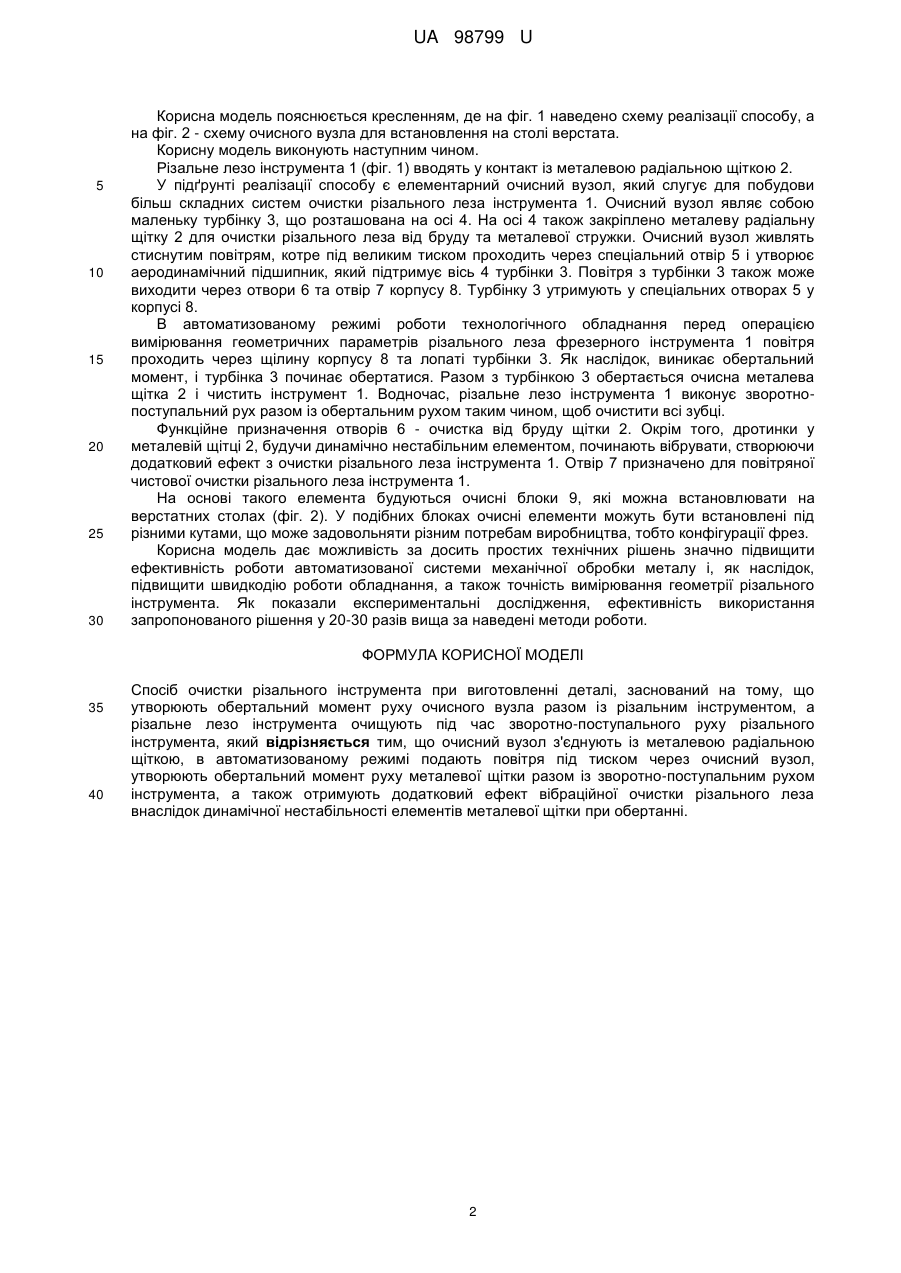
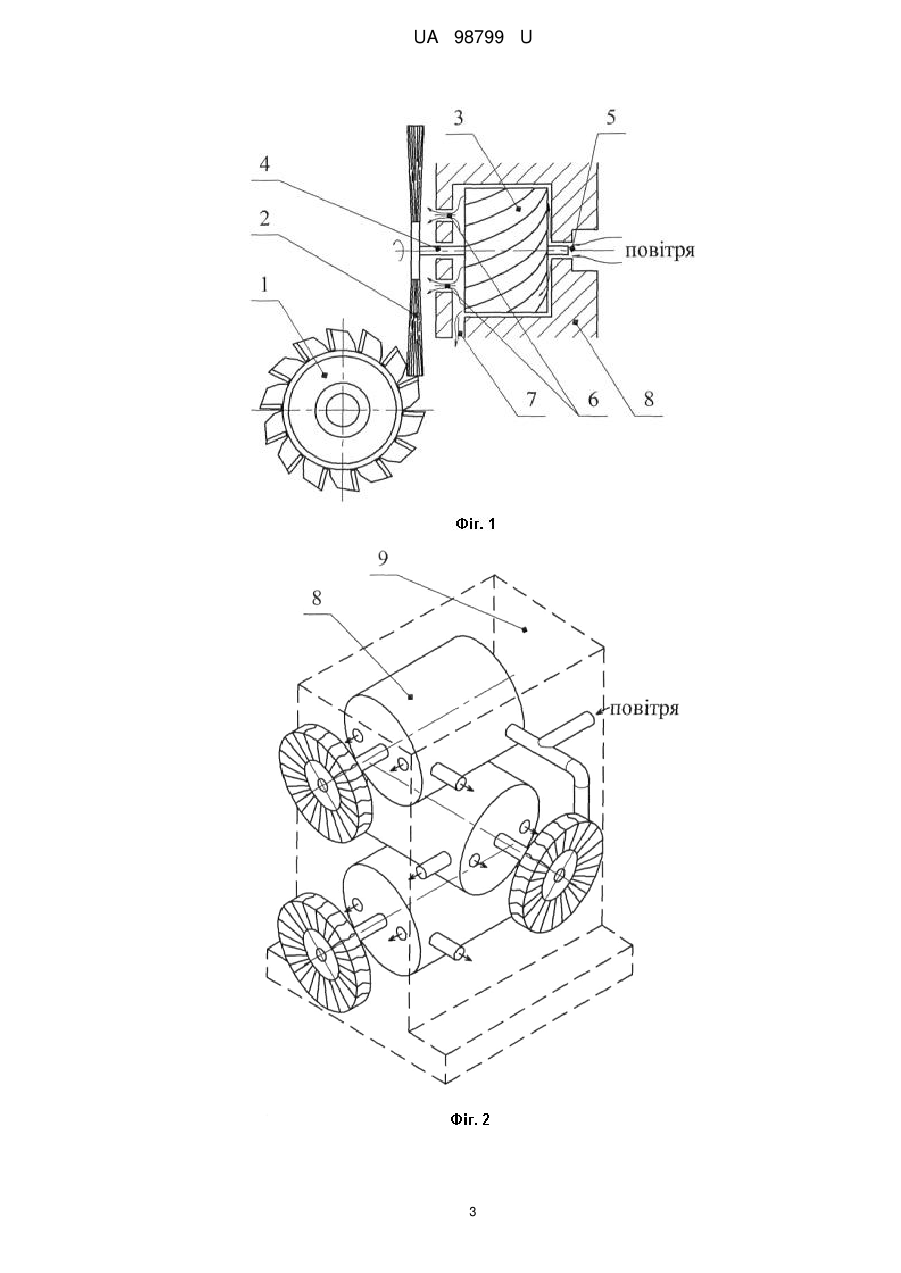
Реферат: UA 98799 U UA 98799 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до автоматизації контролю технологічного процесу металообробки на верстатах із системою числового програмного керування типу ЧПК (числового програмного керування). Призначено для підготовки поверхні інструмента до вимірювання геометрії різального леза. Наразі вимірювання геометрії різального інструмента є вкрай необхідною задачею при механічній обробці металу. Особливо це стосується технологічних процесів, які відбуваються в автоматичному режимі. Серед таких процесів є фрезерування, коли необхідно в автоматичному режимі виміряти геометрію фрези. Для того, щоб провести це вимірювання, необхідно очистити інструмент від бруду та, особливо, металевої стружки, яка утворюється при різанні. Це вимагає зупинки обробного верстата і, як наслідок, всього технологічного потоку. Очистка при цьому виконується вручну металевою щіткою та стиснутим повітрям. Подібне вирішення технологічної задачі вимірювання геометрії різального леза інструмента є вкрай неоптимальним з огляду на втрати часу в технологічному потоці і, як наслідок, є основою економічних збитків при виготовленні деталей точних приладів. Відомий аналог є спосіб очистки різального інструмента при виготовленні деталі (а. с. 1135602 МПК B23Q 11/02, опубл. 23.03.85, Бюл. № 3), в якому підрізають частину кореню стружки вздовж торцевих площин різального леза, а зсув стружки здійснюють впливом на частину кореню силою, що спрямована у впадину різального леза інструмента. Недоліками аналога є необхідність виготовлення високоточного додаткового різального інструмента для підрізки бокових площин стружки безпосередньо на поверхні різального леза інструмента, що призводить до можливого пошкодження поверхні різального леза та внаслідок цього до втрати точності виготовлення деталі. Окрім того, цей спосіб не може бути реалізованим при автоматизованому виробництві, оскільки вимагає високоточної орієнтації, що найменше трьох різальних елементів у межах зони обробки металу з відповідними елементами орієнтації та чутливості до визначення координати верхівки інструмента. Невиконання цієї умови призводить до пошкодження поверхні різального леза. Найбільш близький аналогом до корисної моделі є спосіб очистки різального інструмента при виготовленні деталі (а. с. 814656 МПК B23Q 11/02, опубл. 23.03.81, Бюл. № 11), за яким очистка різального леза інструмента відбувається за допомогою спеціалізованої втулки, на внутрішній поверхні якої виконано виступи визначеної конфігурації, узгодженої із формою перерізу різального інструмента, при цьому втулка з очисним вузлом обертається разом із різальним інструментом, а виступи втулки здійснюють очистку різального леза інструмента від стружки під час зворотно-поступального руху різального інструмента. Недоліками найближчого аналога є вузькоспеціалізована номенклатура різального інструмента, який піддається очистці, тобто на кожний тип різального інструмента необхідно виготовляти відповідний очисний вузол. Крім того, цей спосіб вимагає додаткового розташування у зоні обробки додаткових елементів очисного вузла, які будуть заважати установці деталі на стіл верстата. Ще одним недоліком є те, що установка додаткових частин очисного вузла на поверхні деталі обмежує робочий простір верстата і створює проблему обмеження доступу різального інструмента до деяких площин деталі. Окрім того, всі вищенаведені недоліки необхідно буде враховувати у програмному забезпеченні системи керування технологічного обладнання. В основу корисної моделі поставлена задача створення такого способу очистки різального інструмента при виготовленні деталі, за яким очисний вузол живлять стиснутим повітрям, що під великим тиском утворює обертальний момент руху об'єктів технологічної взаємодії, крім того, разом із зворотно-поступальним рухом інструмента створює додатковий ефект вібраційної очистки різального леза інструмента. Поставлена задача вирішується тим, що спосіб очистки різального інструмента при виготовленні деталі утворюють обертальний момент руху очисного вузла разом із різальним інструментом, а різальне лезо інструмента очищують під час зворотно-поступального руху різального інструмента, згідно з корисною моделлю, очисний вузол з'єднують із металевою радіальною щіткою, в автоматизованому режимі подають повітря під тиском через очисний елемент, утворюють обертальний момент руху металевої щітки разом із зворотнопоступальним рухом інструмента, а також досягають додатковий ефект вібраційної очистки різального леза внаслідок динамічної нестабільності елементів металевої щітки при обертанні. Підвищення ефективності способу очистки різального інструмента при виготовленні деталі вирішується тим, що утворюють інтегрований ефект очистки різального леза шляхом поєднання зворотно-поступального руху інструмента, його обертального руху та вібрації елементів металевої щітки при обертанні під час очистки. 1 UA 98799 U 5 10 15 20 25 30 Корисна модель пояснюється кресленням, де на фіг. 1 наведено схему реалізації способу, а на фіг. 2 - схему очисного вузла для встановлення на столі верстата. Корисну модель виконують наступним чином. Різальне лезо інструмента 1 (фіг. 1) вводять у контакт із металевою радіальною щіткою 2. У підґрунті реалізації способу є елементарний очисний вузол, який слугує для побудови більш складних систем очистки різального леза інструмента 1. Очисний вузол являє собою маленьку турбінку 3, що розташована на осі 4. На осі 4 також закріплено металеву радіальну щітку 2 для очистки різального леза від бруду та металевої стружки. Очисний вузол живлять стиснутим повітрям, котре під великим тиском проходить через спеціальний отвір 5 і утворює аеродинамічний підшипник, який підтримує вісь 4 турбінки 3. Повітря з турбінки 3 також може виходити через отвори 6 та отвір 7 корпусу 8. Турбінку 3 утримують у спеціальних отворах 5 у корпусі 8. В автоматизованому режимі роботи технологічного обладнання перед операцією вимірювання геометричних параметрів різального леза фрезерного інструмента 1 повітря проходить через щілину корпусу 8 та лопаті турбінки 3. Як наслідок, виникає обертальний момент, і турбінка 3 починає обертатися. Разом з турбінкою 3 обертається очисна металева щітка 2 і чистить інструмент 1. Водночас, різальне лезо інструмента 1 виконує зворотнопоступальний рух разом із обертальним рухом таким чином, щоб очистити всі зубці. Функційне призначення отворів 6 - очистка від бруду щітки 2. Окрім того, дротинки у металевій щітці 2, будучи динамічно нестабільним елементом, починають вібрувати, створюючи додатковий ефект з очистки різального леза інструмента 1. Отвір 7 призначено для повітряної чистової очистки різального леза інструмента 1. На основі такого елемента будуються очисні блоки 9, які можна встановлювати на верстатних столах (фіг. 2). У подібних блоках очисні елементи можуть бути встановлені під різними кутами, що може задовольняти різним потребам виробництва, тобто конфігурації фрез. Корисна модель дає можливість за досить простих технічних рішень значно підвищити ефективність роботи автоматизованої системи механічної обробки металу і, як наслідок, підвищити швидкодію роботи обладнання, а також точність вимірювання геометрії різального інструмента. Як показали експериментальні дослідження, ефективність використання запропонованого рішення у 20-30 разів вища за наведені методи роботи. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Спосіб очистки різального інструмента при виготовленні деталі, заснований на тому, що утворюють обертальний момент руху очисного вузла разом із різальним інструментом, а різальне лезо інструмента очищують під час зворотно-поступального руху різального інструмента, який відрізняється тим, що очисний вузол з'єднують із металевою радіальною щіткою, в автоматизованому режимі подають повітря під тиском через очисний вузол, утворюють обертальний момент руху металевої щітки разом із зворотно-поступальним рухом інструмента, а також отримують додатковий ефект вібраційної очистки різального леза внаслідок динамічної нестабільності елементів металевої щітки при обертанні. 2 UA 98799 U 3 UA 98799 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюSkytsiuk Volodymyr Ivanovych, Klochko Tetiana Redzhynaldivna
Автори російськоюСкицюк Владимир Иванович, Клочко Татьяна Реджинальдовна
МПК / Мітки
МПК: B23Q 11/02
Мітки: деталі, інструмента, спосіб, очистки, виготовленні, різального
Код посилання
<a href="https://ua.patents.su/6-98799-sposib-ochistki-rizalnogo-instrumenta-pri-vigotovlenni-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб очистки різального інструмента при виготовленні деталі</a>
Спосіб визначення координати торкання поверхні різального інструмента до деталі
Номер патенту: 92156
Опубліковано: 11.08.2014
Автори: Скицюк Володимир Іванович, Клочко Тетяна Реджинальдівна
МПК: B23Q 17/00
Мітки: координати, деталі, поверхні, торкання, спосіб, різального, інструмента, визначення
Формула / Реферат:
Спосіб визначення координати торкання поверхні різального інструмента до деталі, заснований на тому, що формують інформаційний сигнал, за параметрами якого визначають момент фізичного торкання поверхні інструмента до деталі, який відрізняється тим, що контролюють робочу частоту інформаційного сигналу, порівнюють її із частотою керуючого сигналу та виконують підтримку стабілізації резонансної частоти інформаційного сигналу.
Пристрій контролю торкання різального інструмента поверхні деталі при токарній обробці
Номер патенту: 59356
Опубліковано: 10.05.2011
Автори: Ткаченко Іван Анатолійович, Ковальчук Олександр Павлович, Скицюк Володимир Іванович
МПК: G08B 21/00, G01B 7/008
Мітки: обробці, поверхні, різального, торкання, інструмента, пристрій, деталі, токарний, контролю
Формула / Реферат:
Пристрій контролю торкання різального інструмента поверхні деталі при токарній обробці, що містить електромагнітний відчутник, підключений до електронного блока обробки сигналу, який відрізняється тим, що до електронного блока обробки сигналу включено блок підналагодження частоти електромагнітного відчутника, вихід блока через лінійний підсилювач підключено до перших входів компаратора високого рівня та компаратора низького рівня, до других...
Пристрій для контролю торкання різального інструмента до деталі при токарній обробці
Номер патенту: 40137
Опубліковано: 25.03.2009
Автори: Скицюк Володимир Іванович, Клочко Тетяна Реджинальдівна
МПК: B23Q 11/00, G08B 21/00
Мітки: пристрій, деталі, різального, контролю, інструмента, токарний, торкання, обробці
Формула / Реферат:
Пристрій для контролю торкання різального інструмента до деталі при токарній обробці, що містить електромагнітний відчутник з осердям із намотаною котушкою, модуль обробки сигналу відчутника, який відрізняється тим, що вхід закріпленого на різальному інструменті електромагнітного відчутника підключений до приладу налагодження робочої частоти, вхід якого підключений до стабілізатора напруги, а вихід електромагнітного відчутника підключений до...
Спосіб зміцнення різального інструмента
Номер патенту: 69699
Опубліковано: 15.09.2004
Автори: Розов Юрій Георгійович, Сошко Віктор Олександрович
МПК: C21D 6/00, C23C 22/00
Мітки: зміцнення, спосіб, інструмента, різального
Формула / Реферат:
Спосіб зміцнення різального інструмента, який здійснюють шляхом хіміко-термічної обробки його в активному середовищі, який відрізняється тим, що хіміко-термічну обробку здійснюють шляхом різання ним металевої заготовки з загартованої сталі на металорізальному верстаті в середовищі, що містить полімер.
Спосіб оцінки зносу та стійкості лезового різального інструмента
Номер патенту: 91817
Опубліковано: 10.07.2014
Автори: Нагорний Володимир В'ячеславович, Залога Вільям Олександрович
МПК: G01N 3/58
Мітки: інструмента, спосіб, різального, зносу, лезового, оцінки, стійкості
Формула / Реферат:
Спосіб оцінки зносу та стійкості лезового різального інструмента, при якому здійснюють процес різання при заданих режимах та проводять виміри механічних коливань системи ВПІД у формі віброакустичних сигналів, який відрізняється тим, що додатково вимірюють звуковий сигнал за допомогою мікрофона, який встановлюють в безпосередній близькості до зони різання, а вимірювання механічних коливань системи ВПІД проводять на супорті в боковому напрямку,...
Попередній патент: Пристрій для геоліоустановки
Наступний патент: Спосіб виробництва вина газованого “ізабелла руж преміум”
Випадковий патент: Фармацевтична композиція для перорального застосування, що містить комбінацію антиретровірусних речовин