Прокатний стан з пристроєм охолодження та спосіб прокатки
Формула / Реферат
1. Прокатний стан (1) для металевих виробів, що містить принаймні одну пару робочих валків і принаймні один пристрій (2) охолодження, виконаний з можливістю випуску множини охолоджуючих струменів під тиском на принаймні один робочий валок (R) і додаткового випуску принаймні одного очищаючого струменя між охолоджуючими струменями і прокатуваним металевим виробом, причому очищаючий струмінь орієнтований в необхідному напрямку потоку з дотриманням вхідного кута щодо нормалі до поверхні робочого валка (R) і направляє потоки охолоджуючої рідини по дотичній до валка (R).
2. Прокатний стан (1) за п. 1, який відрізняється тим, що охолоджуючі струмені перпендикулярні поверхні робочого валка (R).
3. Прокатний стан (1) за п. 1 або п. 2, який відрізняється тим, що охолоджуючі струмені розташовані горизонтальними рядами, причому кожен суміжний ряд зміщений в поперечному напрямі для формування розташування в шаховому порядку.
4. Прокатний стан (1) за будь-яким із пп. 1-3, який відрізняється тим, що виходи охолоджуючих струменів розташовані уздовж криволінійної поверхні, радіус кривизни якої більший радіуса робочого валка.
5. Прокатний стан (1) за будь-яким із пп. 1-4, який відрізняється тим, що пристрій (2) охолодження має множину випускних отворів (5, 6) для випуску на робочий валок (R) охолоджуючих та очищаючих струменів.
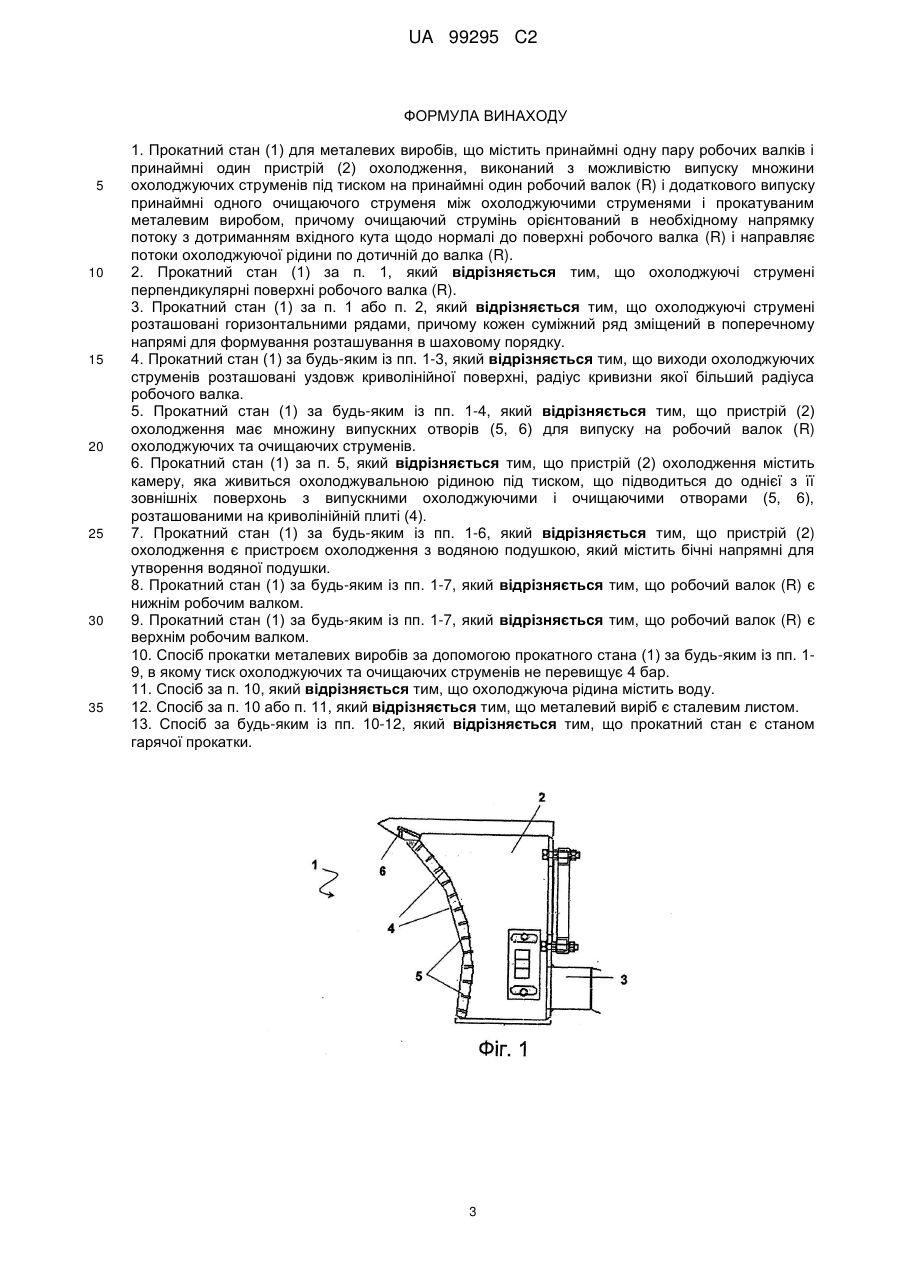
6. Прокатний стан (1) за п. 5, який відрізняється тим, що пристрій (2) охолодження містить камеру, яка живиться охолоджувальною рідиною під тиском, що підводиться до однієї з її зовнішніх поверхонь з випускними охолоджуючими і очищаючими отворами (5, 6), розташованими на криволінійній плиті (4).
7. Прокатний стан (1) за будь-яким із пп. 1-6, який відрізняється тим, що пристрій (2) охолодження є пристроєм охолодження з водяною подушкою, який містить бічні напрямні для утворення водяної подушки.
8. Прокатний стан (1) за будь-яким із пп. 1-7, який відрізняється тим, що робочий валок (R) є нижнім робочим валком.
9. Прокатний стан (1) за будь-яким із пп. 1-7, який відрізняється тим, що робочий валок (R) є верхнім робочим валком.
10. Спосіб прокатки металевих виробів за допомогою прокатного стана (1) за будь-яким із пп. 1-9, в якому тиск охолоджуючих та очищаючих струменів не перевищує 4 бар.
11. Спосіб за п. 10, який відрізняється тим, що охолоджуюча рідина містить воду.
12. Спосіб за п. 10 або п. 11, який відрізняється тим, що металевий виріб є сталевим листом.
13. Спосіб за будь-яким із пп. 10-12, який відрізняється тим, що прокатний стан є станом гарячої прокатки.
Текст
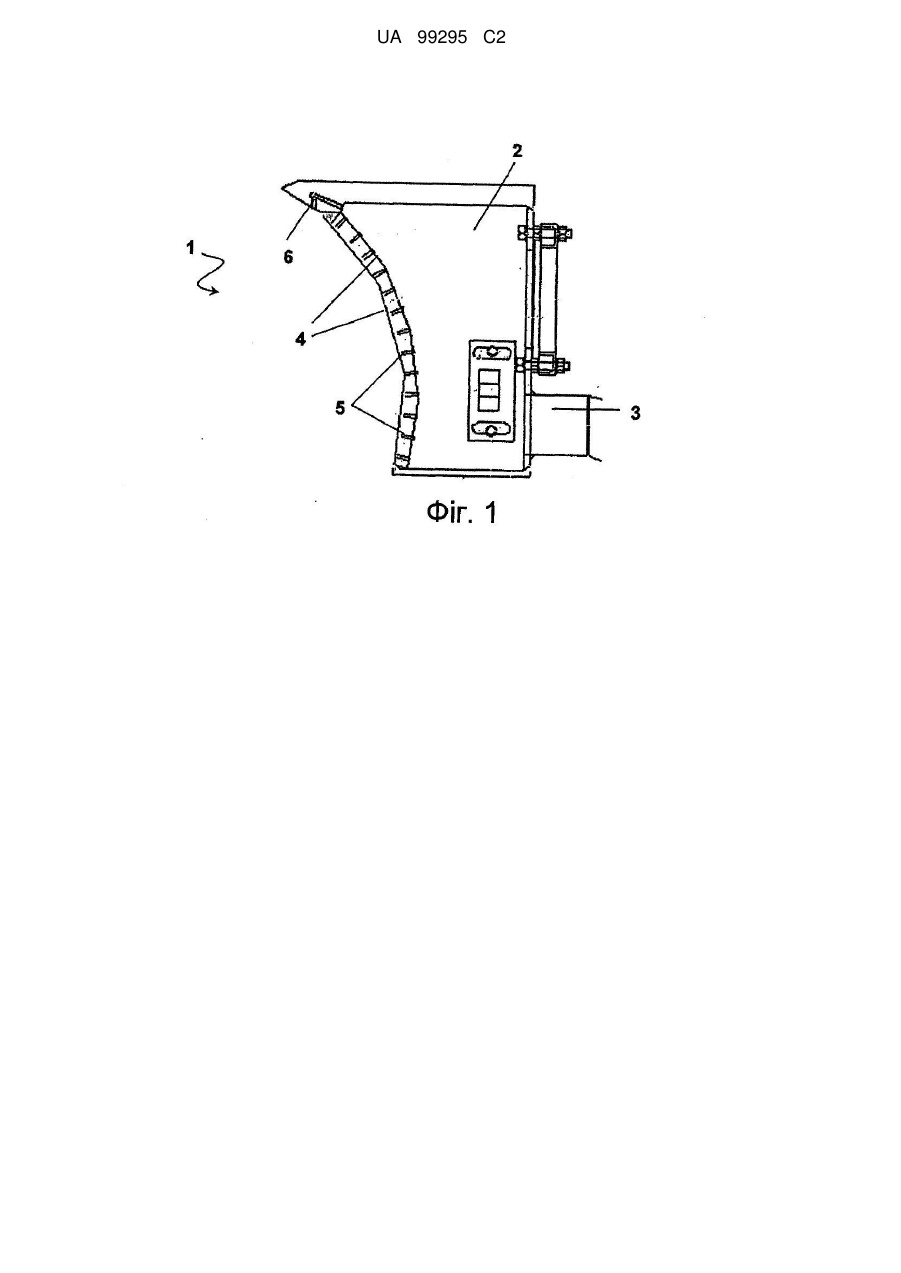
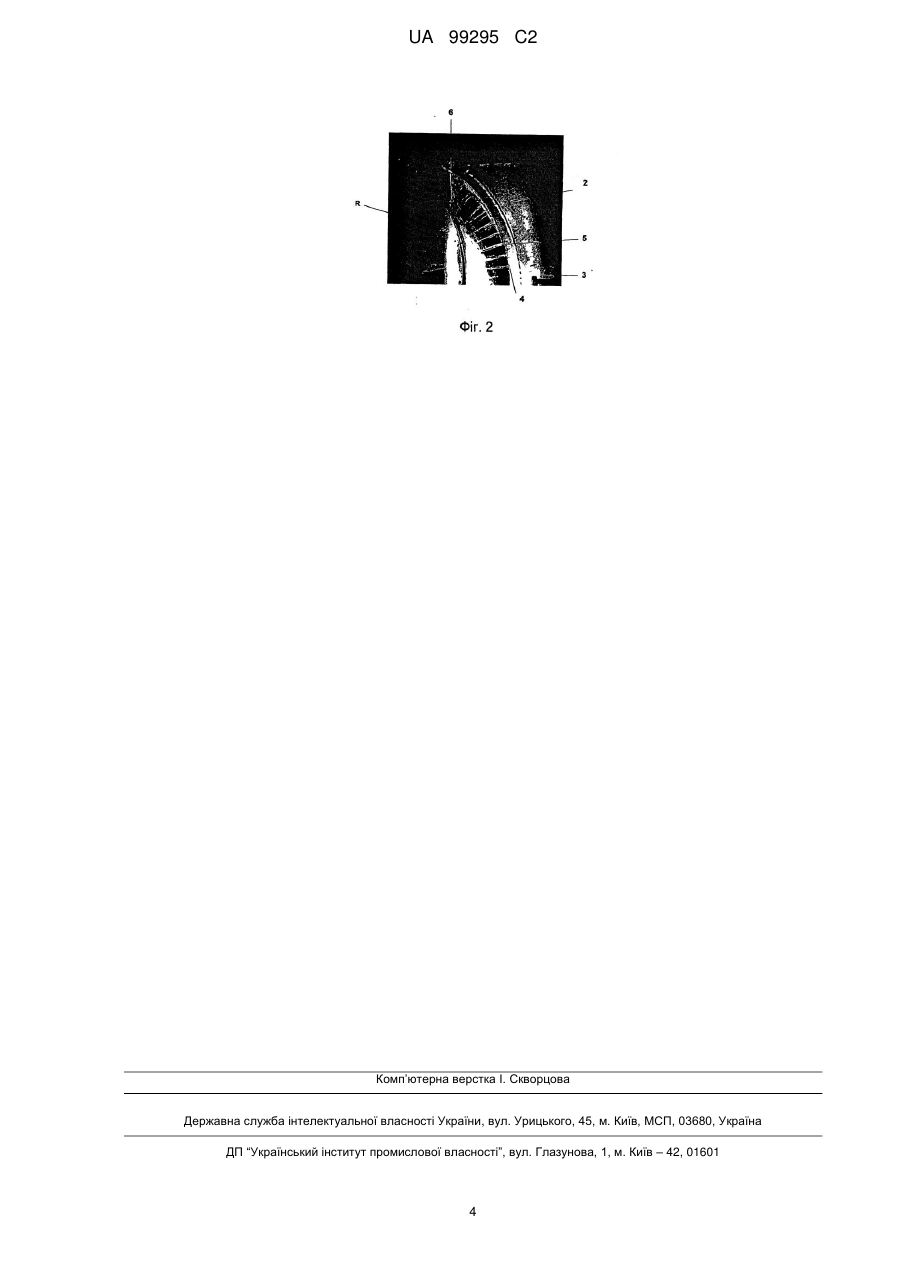
Реферат: Винахід стосується прокатного стана (1) для металевих виробів, що містить принаймні одну пару робочих валків і принаймні один пристрій (2) охолодження, виконаний з можливістю випуску множини струменів під тиском на принаймні один робочий валок і додаткового випуску принаймні одного очищаючого струменя між охолоджуючими струменями і прокатуваним металевим виробом. При цьому очищаючий струмінь орієнтований в необхідному напрямку потоку з дотриманням вхідного кута щодо нормалі до поверхні робочого валка. Також винахід стосується способу прокатки за допомогою такого прокатного стана (1). UA 99295 C2 (12) UA 99295 C2 UA 99295 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід стосується прокатного стану з пристроєм охолодження, який може застосовуватися для гарячої прокатки металевих виробів, наприклад сталевих листів, але не обмежений даним застосуванням. Гаряча прокатка включає нагрів металевого виробу і його пропускання через пари робочих валків, що обертаються, для зменшення товщини нагрітого металевого виробу під дією тиску, що прикладається верхнім і нижним робочими валяннями. Робочі валки нагріваються за рахунок контакту з нагрітими металевим виробами, а також за рахунок свого обертання і вимагають безперервного рівномірного охолодження. Пристрої охолодження, що містять камеру з множиною просвердлених отворів, можуть використовуватися для випуску охолоджувальної рідини під тиском на робочі валки під час прокатки. Для запобігання контакту використовуваної для охолодження валків рідини з прокатуваним металевим виробом використовують механічний скребок. Механічний скребок знаходиться у контакті з валком і механічно блокує потік охолоджувальної рідини . Цей скребок перекриває прохід охолоджувальної рідини, що надходить з пристрою охолодження валків, не допускаючи контакту рідини з металевим виробом, що могло б впливати негативно на виріб. Проте такий механічний скребок піддається дії безлічі теплових і механічних чинників і вимагає дуже частої заміни, що призводить до переривання процесу прокатки. Завданням винаходу є створення прокатного стану з вдосконаленим пристроєм охолодження, в якому усунені вищезгадані недоліки і який забезпечує підвищений термін служби пристрою охолодження без зупинки виробництва. Першим об'єктом винаходу є прокатний стан для металевих виробів, що містить принаймні одну пару робочих валків і принаймні один пристрій охолодження, виконаний з можливістю випуску множини охолоджуючих струменів під тиском на принаймні один робочий валок та додаткового випуску принаймні одного" очищаючого струменя між охолоджуючими струменями і прокатуваним металевим виробом, причому очищаючі струмені орієнтовані в необхідному напрямку потоку з дотриманням вхідного кута щодо нормалі до поверхні робочого валка. Згідно винаходу прокатний стан може мати також наступні ознаки або їх поєднання: - охолоджуючі струмені перпендикулярні поверхні робочого валка; - охолоджуючі струмені розташовані горизонтальними рядами, причому кожен суміжний ряд зміщений в поперечному напрямку для формування розташування в шаховому порядку; виходи охолоджуючих струменів розташовані на криволінійній поверхні, радіус кривизни якої більший радіусу робочого валка; пристрій охолодження має множину вихідних отворів, через які виходять охолоджуючі і очищаючі струмені на робочий валок; - пристрій охолодження містить камеру, що живиться охолоджувальною рідиною під тиском, яка підводиться до однієї з її зовнішніх поверхонь з випускними охолоджуючими і очищаючими отворами, розташованими на криволінійній плиті; - пристрій охолодження є пристроєм охолодження з водяною подушкою, що містить бічні напрямні для утворення водяної подушки; - охолоджуваним робочим валком є нижній робочий валок і/або верхній робочий валок; - прокатний стан містить принаймні дві прокатні кліті, а пристрій охолодження розташований на першій і/або другій прокатній кліті. Другим об'єктом винаходу є описаний вище пристрій охолодження. Третім об'єктом винаходу є спосіб прокатки металевих виробів за допомогою прокатного стану або пристрою охолодження згідно винаходу, в якому тиск охолоджуючих і очищаючих струменів не перевищує 4 бар, а переважно, -З бар. Спосіб згідно винаходу може також характеризуватися наступними ознаками або їх поєднанням: - охолоджувальна рідина містить воду, - металевий виріб є сталевим листом, - прокатний стан є станом гарячої прокатки. Інші особливості і переваги винаходу будуть детально описані з посиланням на креслення. На Фіг. 1 показаний пристрій охолодження згідно винаходу, вид в розрізі; на Фіг. 2 показана фотографія пристрою охолодження по Фіг. 1 під час експлуатації. Як показано на Фіг. 1, пристрій 1 охолодження згідно винаходу містить камеру 2, сполучену за допомогою живлячого трубопроводу 3 з резервуаром для охолоджувальної рідини , і з насосом (не показані). Охолоджувальна рідина , може бути, наприклад, водою або водомасляною емульсією, стабілізованою або нестабілізованою поверхнево-активними речовинами. 1 UA 99295 C2 5 10 15 20 25 30 35 40 45 50 55 З протилежного боку відносно живлячого трубопроводу З камера 2 містить пару криволінійних плит 4 з множиною випускних отворів- 5, створюючих і направляючих струмені охолоджувальної рідини з камери 2 у напрямку поверхні валків. Як показано на Фіг. 2, випускні отвори 5 переважно розташовані перпендикулярно поверхні робочого валка для забезпечення його рівномірного охолодження. Над випускними охолоджувальними отворами 5 розташовані очищаючі випускні отвори 6, сполучені з внутрішньою частиною камери 2, з якої в них подається охолоджувальна рідина під тиском. На відміну від випускних охолоджувальних отворів 5, очищуючі випускні отвори б мають вхідний кут приблизно 45° відносно нормалі до робочого валка. Робочий тиск охолодження переважно складає менше 4 бар, а найпереважніше - менше 3 бар. Підтверджено, що цей тиск є достатнім для забезпечення належного охолодження і обмеження відскоку охолоджувальної рідини від поверхні робочого валка. Випускні охолоджуючі отвори 5 і очищаючі випускні отвори б можуть мати різні форми і/або розміри поперечного перетину. Вони переважно розташовані паралельними рядами, причому кожен ряд зміщений в поперечному напрямі від суміжних рядів для створення розташування в шаховому порядку. Вони також можуть бути замінені поперечними прорізами, що проходять паралельно основі уздовж всього пристрою охолодження або його частини і створюють плоскі струмені. Як показано на Фіг. 2, очищаючі випускні отвори 6 направляють потоки охолоджувальної рідини до основи в необхідному напрямку по дотичній до валка R. Вони утворюють свого роду водяну завісу для запобігання випуску охолоджувальної рідини, у напрямку прокатуваного металевого виробу. Якщо очищення призначене для верхнього робочого валка, то очищаючі випускні отвори направляють потоки охолоджувальної рідини вгору. ι Як показано на Фіг. 2, криволінійні плити 4 переважно мають більший радіус кривизни, ніж радіус робочих валків. Відстань між виходами очищаючих випускних отворів 6 і поверхнею робочого валка R повинна бути достатньою для виключення прямої взаємодії очищаючих і суміжних охолоджуючих струменів, щоб не зменшити ефективність охолоджувального пристрою. Також важливо не розташовувати вихід очищаючих струменів близько до поверхні робочого валка R, щоб уникнути випуску охолоджувальної рідини на металевий виріб, що може виникати при зіткненні самих очищаючих струменів. Наприклад, встановлено, що для робочого валка діаметром 745 мм підходить відстань менша 20 мм. Зрозуміло, показана на Фіг. 1 конструкція може бути змінена. Наприклад, зовнішню криволінійну плиту 4 можна не встановлювати, а встановити тільки внутрішню плиту 4 із зовнішніми виступаючими випускними отворами. Криволінійні плити 4 і внутрішні випускні отвори 5 також можуть бути замінені товстими плитами з множиною просвердлених наскрізних отворів, що виконують ту ж роль, що і внутрішні випускні отвори 5. Для підвищення ефективності очищення випускні отвори б можуть мати збільшену щільність в порівнянні з випускними охолоджуючими отворами 5. Зрозуміло, також може бути декілька рядів очищаючих струменів, розміщених у верхній частині пристрою охолодження, для підвищення ефективності очищення, коли це необхідно. Пристрій охолодження з вбудованою функцією очищення згідно винаходу може бути використаний для різних типів охолодження. Переважно він може бути використаний для охолодження з водяною подушкою, коли водяна подушка утворюється між зовнішньою поверхнею пристрою охолодження і валком за рахунок використання бічних плит, які утримують воду, що випускається. Проте для такого очищення може бути використано, наприклад, охолодження потоком з сильною турбулентністю. Цей пристрій охолодження може бути встановлений на будь-які прокатні кліті, що вимагають ефективного охолодження, але переважно, щоб його встановлювали на першуі/або другу прокатну кліті, де виробничі умови є найбільш важкими. Винахід був описаний стосовно нижнього робочого валка, але він також може бути використаний і на верхньому робочому валку або на обох валках одночасно. У прокатному стані згідно винаходу можна обробляти різні металеві вироби, наприклад, як вуглецеві або неіржавіючі стали, так і феросплави та вироби з алюмінію. 2 UA 99295 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 1. Прокатний стан (1) для металевих виробів, що містить принаймні одну пару робочих валків і принаймні один пристрій (2) охолодження, виконаний з можливістю випуску множини охолоджуючих струменів під тиском на принаймні один робочий валок (R) і додаткового випуску принаймні одного очищаючого струменя між охолоджуючими струменями і прокатуваним металевим виробом, причому очищаючий струмінь орієнтований в необхідному напрямку потоку з дотриманням вхідного кута щодо нормалі до поверхні робочого валка (R) і направляє потоки охолоджуючої рідини по дотичній до валка (R). 2. Прокатний стан (1) за п. 1, який відрізняється тим, що охолоджуючі струмені перпендикулярні поверхні робочого валка (R). 3. Прокатний стан (1) за п. 1 або п. 2, який відрізняється тим, що охолоджуючі струмені розташовані горизонтальними рядами, причому кожен суміжний ряд зміщений в поперечному напрямі для формування розташування в шаховому порядку. 4. Прокатний стан (1) за будь-яким із пп. 1-3, який відрізняється тим, що виходи охолоджуючих струменів розташовані уздовж криволінійної поверхні, радіус кривизни якої більший радіуса робочого валка. 5. Прокатний стан (1) за будь-яким із пп. 1-4, який відрізняється тим, що пристрій (2) охолодження має множину випускних отворів (5, 6) для випуску на робочий валок (R) охолоджуючих та очищаючих струменів. 6. Прокатний стан (1) за п. 5, який відрізняється тим, що пристрій (2) охолодження містить камеру, яка живиться охолоджувальною рідиною під тиском, що підводиться до однієї з її зовнішніх поверхонь з випускними охолоджуючими і очищаючими отворами (5, 6), розташованими на криволінійній плиті (4). 7. Прокатний стан (1) за будь-яким із пп. 1-6, який відрізняється тим, що пристрій (2) охолодження є пристроєм охолодження з водяною подушкою, який містить бічні напрямні для утворення водяної подушки. 8. Прокатний стан (1) за будь-яким із пп. 1-7, який відрізняється тим, що робочий валок (R) є нижнім робочим валком. 9. Прокатний стан (1) за будь-яким із пп. 1-7, який відрізняється тим, що робочий валок (R) є верхнім робочим валком. 10. Спосіб прокатки металевих виробів за допомогою прокатного стана (1) за будь-яким із пп. 19, в якому тиск охолоджуючих та очищаючих струменів не перевищує 4 бар. 11. Спосіб за п. 10, який відрізняється тим, що охолоджуюча рідина містить воду. 12. Спосіб за п. 10 або п. 11, який відрізняється тим, що металевий виріб є сталевим листом. 13. Спосіб за будь-яким із пп. 10-12, який відрізняється тим, що прокатний стан є станом гарячої прокатки. 3 UA 99295 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling mill with cooling device and rolling method
Автори англійськоюVanderschueren, Dirk, van Poecke, Patrick
Назва патенту російськоюПрокатный стан с устройством охлаждения и способ прокатки
Автори російськоюВандерсюерен Дирк, ван Пукке Патрик
МПК / Мітки
МПК: B21B 27/10
Мітки: прокатній, стан, охолодження, прокатки, пристроєм, спосіб
Код посилання
<a href="https://ua.patents.su/6-99295-prokatnijj-stan-z-pristroehm-okholodzhennya-ta-sposib-prokatki.html" target="_blank" rel="follow" title="База патентів України">Прокатний стан з пристроєм охолодження та спосіб прокатки</a>
Прокатний стан, зокрема обтискний стан для гарячої прокатки
Номер патенту: 87978
Опубліковано: 10.09.2009
Автори: Хаберманн Андреас, Артель Герхард, Цизер Бернд
МПК: B21B 13/06, B21B 35/06
Мітки: зокрема, гарячої, прокатній, стан, обтискній, прокатки
Формула / Реферат:
1. Прокатний стан, зокрема обтискний стан для гарячої прокатки, який містить пару вертикально розташованих напроти один одного валків (3, 4) з центральними осями (5), при цьому валки за допомогою шарнірних валів (6, 7) з'єднані з обертальним приводом (8), який відрізняється тим, що обертальний привод (8) для обох валків (3, 4) розташований нерухомо нижче рівня підлоги (2) цеху і з'єднаний з відповідним нерухомим приводом (9) кожного...
Прокатна кліть, прокатний стан і спосіб прокатки металевої штаби
Номер патенту: 90514
Опубліковано: 11.05.2010
Автори: Ріхтер Ханс-Петер, Копп Райнер, Резе Хайнріх
МПК: B21B 1/08, B21C 37/00, B21B 27/02
Мітки: стан, прокатній, прокатна, спосіб, кліть, прокатки, штаби, металевої
Формула / Реферат:
1. Прокатна кліть (100) для прокатки металевої штаби (200), яка містить валок із щонайменше двома частинами валка (110-і, при і = 1, 2, …, І), розташованими поряд упоперек до напрямку транспортування металевої штаби на одній і тій же висоті без зміщення одна відносно одної у напрямку транспортування металевої штаби, та опорний пристрій (120), який розташований навпроти щонайменше двох частин згаданого валка і утворює разом з ними загальний...
Прокатний стан для гарячої прокатки металу, зокрема алюмінію, а також спосіб гарячої прокатки
Номер патенту: 90097
Опубліковано: 12.04.2010
Автори: Бройєр Міхель, Зельбах Пауль, Хоф Хартмут
Мітки: зокрема, металу, стан, прокатній, прокатки, алюмінію, гарячої, також, спосіб
Формула / Реферат:
1. Прокатний стан (1) для гарячої прокатки металу, зокрема алюмінію, з лінією (3) гарячої прокатки, яка включає в себе чорнову лінію (4) прокатного стана і чистову лінію (5) прокатного стана, причому чорнова лінія (4) прокатного стана виконана як тандемна лінія, на якій прокатуваний матеріал прокатується в режимі тандему під час спільної роботи щонайменше двох послідовно розташованих чорнових прокатних клітей (8, 9), при цьому чистова лінія...
Прокатний стан з регулюванням валків по двох напрямках
Номер патенту: 66804
Опубліковано: 15.06.2004
Автори: Жао Лінжен, Женг Хонгжуан
МПК: B21B 31/16, B21B 13/14
Мітки: валків, напрямках, двох, регулюванням, стан, прокатній
Формула / Реферат:
1. Прокатний стан з регулюванням валків по двох напрямках для прокатки листа і штаби, який складається з таких основних елементів, як кліть стана, яка має форму рами (10), верхня система валків і нижня система валків, верхній люнет і нижній люнет, який відрізняється тим, що верхня і нижня системи валків сконструйовані таким чином, що мають вежоподібну конфігурацію, а рама, люнети і проміжний опорний механізм між рамою і люнетами прокатного...
Прокатний стан для прокатки металевих виробів
Номер патенту: 87693
Опубліковано: 10.08.2009
Автори: Орндорф Ральф, Клапдор Армін
МПК: B21B 1/30
Мітки: стан, виробів, прокатки, прокатній, металевих
Формула / Реферат:
1. Прокатний стан (1) для прокатки металевих виробів (2), який містить щонайменше одну прокатну кліть (3), а також лінію (4) транспортування, що проходить з обох сторін від прокатної кліті (3) на задану довжину, для виробу, що прокатується, який відрізняється тим, що в зоні протяжності лінії (4) транспортування з кожної сторони щонайменше однієї прокатної кліті (3) розташований щонайменше один приймальний пристрій (5) для рулону (6)...
Попередній патент: Спосіб одержання піразолів
Наступний патент: Похідні тієнілетиламіду, композиція на їх основі та спосіб боротьби із зараженням корисних рослин фітопатогенними мікроорганізмами або його попередження
Випадковий патент: Універсальна установка для очищення вод з різними видами та ступенями забруднення