Прокатний стан для прокатки металевих виробів
Формула / Реферат
1. Прокатний стан (1) для прокатки металевих виробів (2), який містить щонайменше одну прокатну кліть (3), а також лінію (4) транспортування, що проходить з обох сторін від прокатної кліті (3) на задану довжину, для виробу, що прокатується, який відрізняється тим, що в зоні протяжності лінії (4) транспортування з кожної сторони щонайменше однієї прокатної кліті (3) розташований щонайменше один приймальний пристрій (5) для рулону (6) металевого виробу (2), виконаний з можливістю розташування у першому положенні (А), в якому він не перешкоджає подачі металевого виробу (2) вздовж лінії (4) транспортування, та у другому положенні (В), в якому він встановлює у визначене положення рулон (6) поблизу прокатної кліті (3) на лінії (4) транспортування для розмотування або, відповідно, для намотування рулону (6).
2. Прокатний стан за п. 1, який відрізняється тим, що щонайменше один приймальний пристрій (5) розташований на піднімальному пристрої (7) з можливістю встановлення у вертикальному напрямку на бажаній висоті.
3. Прокатний стан за п. 2, який відрізняється тим, що на піднімальному пристрої (7) розташований щонайменше один напрямний ролик (8) для стрічки, зокрема привідний напрямний ролик для стрічки.
4. Прокатний стан за п. 3, який відрізняється тим, що в опущеному положенні піднімального пристрою (А) щонайменше один напрямний ролик (8) для стрічки розташований на одній висоті з іншими роликами (9) лінії (4) транспортування.
5. Прокатний стан за будь-яким із пп. 1-4, який відрізняється тим, що містить кромкообрізні ножиці (10) гарячого різання, які оснащені засобами їх зміщення (11), зокрема піднімальними засобами для переміщення в робоче положення (А) або виходу (В) з нього.
6. Прокатний стан за будь-яким із пп. 1-5, який відрізняється тим, що містить опорні і/або привідні, і/або правильні засоби (12) для стрічки, які оснащені засобами (13) їх зміщення, зокрема піднімальними засобами для переміщення в робоче положення (В) або виходу (А) з нього.
7. Прокатний стан за п. 6, який відрізняється тим, що опорні і/або привідні, і/або правильні засоби (12) для стрічки містять комбінацію натяжних роликів, зокрема комбінацію чотирьох натяжних роликів із тягнучим пристроєм.
8. Прокатний стан за будь-яким із пп. 3-7, який відрізняється тим, що містить щонайменше один зворотний ролик (14), який виконаний з можливістю взаємодії з напрямним роликом (8) для стрічки і з можливістю переміщення, зокрема у вертикальному напрямку, та встановлення на заданій висоті.
9. Прокатний стан за будь-яким із пп. 1-8, який відрізняється тим, що він має засоби для забезпечення валків (15, 16) прокатної кліті (3) і/або виробу (2), що прокатується, охолоджуючим і/або мастильним засобом, причому ці засоби виконані з можливістю вибіркового переключення для подачі мастила або, відповідно, емульсії.
Текст
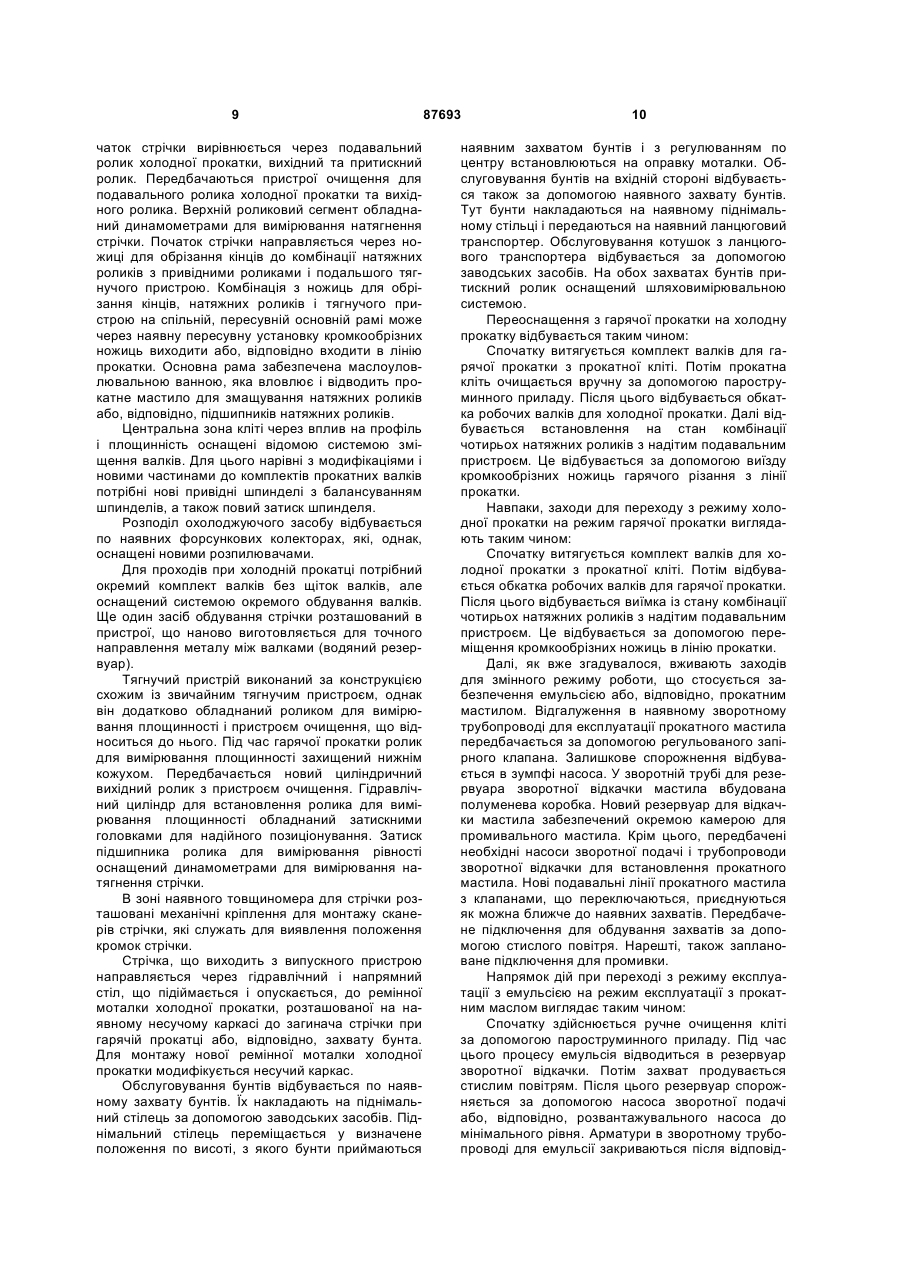
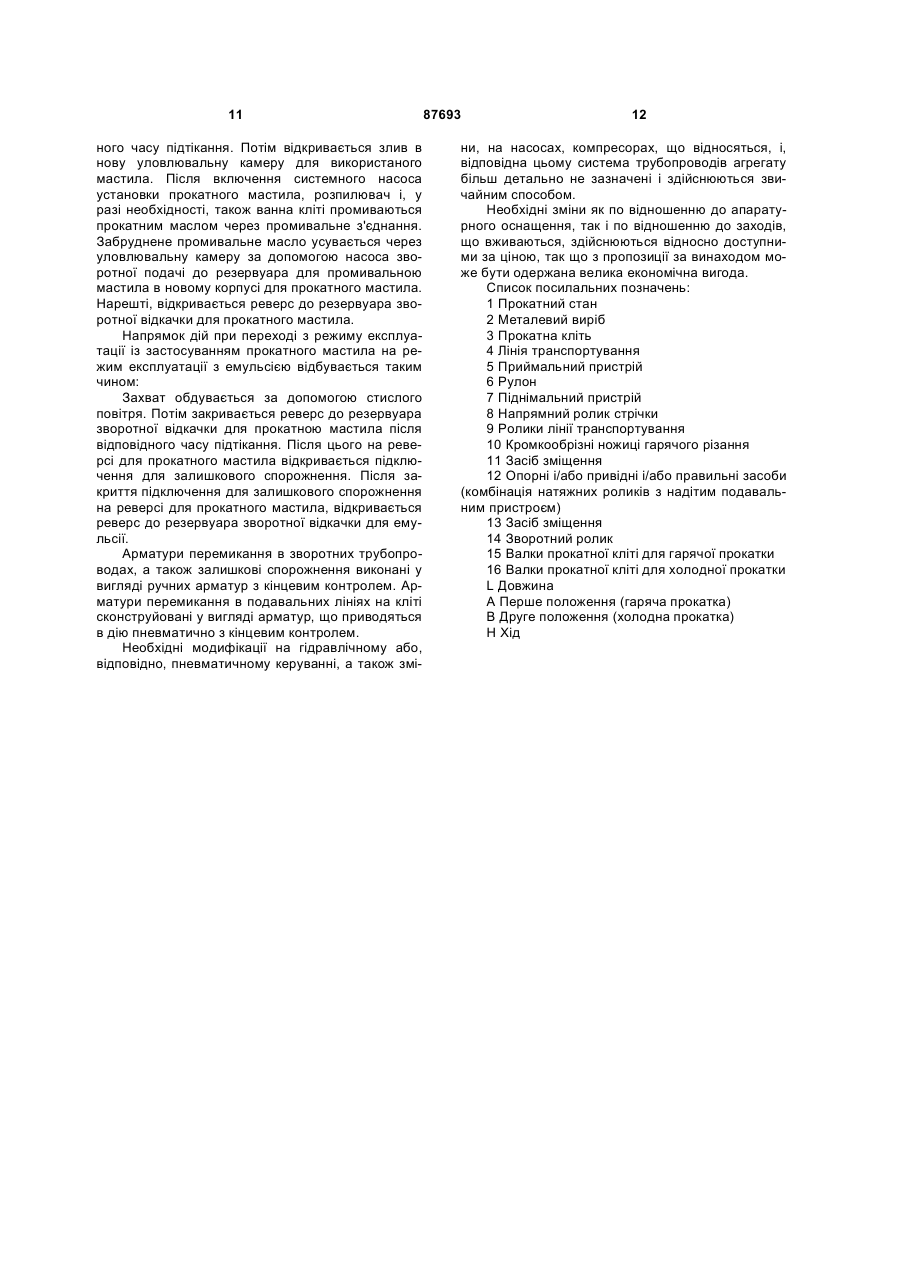
1. Прокатний стан (1) для прокатки металевих виробів (2), який містить щонайменше одну прокатну кліть (3), а також лінію (4) транспортування, що проходить з обох сторін від прокатної кліті (3) на задану довжину, для виробу, що прокатується, який відрізняється тим, що в зоні протяжності лінії (4) транспортування з кожної сторони щонайменше однієї прокатної кліті (3) розташований щонайменше один приймальний пристрій (5) для рулону (6) металевого виробу (2), виконаний з можливістю розташування у першому положенні (А), в якому він не перешкоджає подачі металевого виробу (2) вздовж лінії (4) транспортування, та у другому положенні (В), в якому він встановлює у визначене положення рулон (6) поблизу прокатної кліті (3) на лінії (4) транспортування для розмотування або, відповідно, для намотування рулону (6). 2. Прокатний стан за п. 1, який відрізняється тим, що щонайменше один приймальний пристрій (5) розташований на піднімальному пристрої (7) з можливістю встановлення у вертикальному напрямку на бажаній висоті. 3. Прокатний стан за п. 2, який відрізняється тим, що на піднімальному пристрої (7) розташований щонайменше один напрямний ролик (8) для стріч C2 2 UA 1 3 При цьому лист виготовляється в багатоступінчастому процесі, при якому, передусім, відбувається гаряча прокатка сляба. Коли він достатньо розкатаний і, у разі необхідності, підданий термообробці, здійснюють холодну прокатку листа на кінцеву товщину. Для цієї мети використовуються як стани гарячої, так і холодної прокатки і за станом техніки достатньо описані. У заявці WO 98/53111 розкритий спосіб виготовлення гарячекатаної алюмінієвої стрічки для банок, причому спосіб повинен, зокрема підходити для меншої кількості виробленої продукції, ніж 250 000 т в рік. У відомому способі, передусім, передбачається реверсивна попередня прокатка гарячого вихідного матеріалу на стані гарячої прокатки, потім йде чистова прокатка стрічки, за якою йде термообробка стрічки, змотаної в рулон. При цьому під час останніх чистових проходів за допомогою регульованого температурного режиму гарячої стрічки приглушується рекристалізація в матеріалі, що прокатується, і рекристалізація цілеспрямовано забезпечується лише безпосередньо після чистової прокатки поза лінією робочих клітей прокатного стану. Також патентні заявки WO 96/10655 та WO 96/10656 відносяться до способу одержання алюмінієвого листа. У ньому також, передбачена гаряча прокатка сляба, або відповідно, стрічки, що виготовляється за допомогою прокатки, на стані гарячої прокатки. Потім здійснюється процес термообробки і, нарешті, процес холодної прокатки на стані холодної прокатки. При цьому стан гарячої прокатки і стан холодної прокатки відрізняються, оскільки стану гарячої прокатки для виробів, що прокатуються, з обох сторін прокатної кліті потрібна конвеєрна лінія, що простягається на задану довжину. Спочатку сляб завантажується на етап і розкатується. При цьому, як правило, здійснюється реверсивний процес, тобто, сляб, що стає все тоншим під дією валків, рухається через прокатну кліть назад і вперед. Після закінчення процесу гарячої прокатки розкатана стрічка намотується на моталці в рулон або, відповідно, бунт. Тим часом при холодній прокатці підготовлений рулон доставляється на стан. Прокатна кліть знаходиться між двома моталками. З однієї моталки стрічка розмотується з рулону і подається в розчин між валками. На іншій стороні холоднокатана стрічка подається на іншу моталку і намотується в рулон. Тому одержуються принципово інші співвідношення розмірів або, відповідно, вимоги до конструктивного простору у стані гарячої прокатки з одного боку, і у стані холодної прокатки з іншого боку. Стан гарячої прокатки вимагає більшої протяжності по довжині, в той час як стан холодної прокатки розміщується у відносно незначному конструктивному просторі. Вивчаючи завантаження прокатних станів, що є в наявності, і, разом з тим, економічність інвестицій, виявляється недолік в тому, що для відповідних окремих процесів потрібні окремі установки. Це, зокрема, є правильним, якщо стан гарячої про 87693 4 катки не потрібний під час холодної прокатки і навпаки. Тому в основі винаходу лежить задача сконструювати прокатний стан вже названого виду таким чином, щоб не виникав названий недолік і стан використовувався більш рентабельно. Рішення цієї задачі за допомогою винаходу характеризується тим, що в зоні протяжності по довжині лінії транспортування розташований щонайменше один приймальний пристрій для рулону металевих виробів, який може розташовуватися в першому положенні, в якому він не перешкоджає подачі металевих виробів вздовж лінії транспортування, і може розташовуватися у другому положенні, в якому він встановлює у визначене положення рулон поблизу прокатної кліті на лінії транспортування для змотування або, відповідно, розмотування рулону. Винахід також орієнтований на вживання заходів для того, щоб зробити стан гарячої прокатки придатним також і для здійснення процесу холодної прокатки. Приймальний пристрій для рулону, який не потрібний при гарячій прокатці, розташований, наприклад, під рольгангом і він не використовується під час гарячої прокатки. Для холодної прокатки приймальний пристрій переходить в робоче положення, так що на стані гарячої прокатки також можна здійснювати процес холодної прокатки. Тим самим істотно підвищується ефективність прокатного стану. Згідно з удосконаленням передбачається, що на піднімальному пристрої розташований щонайменше один приймальний пристрій, за допомогою якого він може встановлюватися у вертикальному напрямку на бажану висоту. При цьому зокрема, може передбачатися, що на піднімальному пристрої розташований щонайменше один напрямний ролик для стрічки, зокрема, привідний ведучий ролик для стрічки. Він використовується для холодної прокатки, оскільки стрічка, що прокатується, повинна відводитися з моталки по горизонталі, до того як стрічка подається в розчин між валками. При цьому особливо переважним є, якщо щонайменше один напрямний ролик для стрічки в опущеному положенні піднімального пристрою розташований на висоті інших роликів лінії транспортування. Тоді, тим самим, він виконує функцію під час процесу гарячої прокатки. Далі як перевага передбачені кромкообрізні ножиці гарячого різання, які оснащені засобами зміщення, зокрема, піднімальними засобами, за допомогою яких вони можуть входити в робоче положення (для гарячої прокатки) або виходити з нього (для холодної прокатки). Для холодної прокатки далі переважними є опорні і/або привідні і/або правильні засоби для стрічки, які забезпечені засобами зміщення, зокрема піднімальними засобами, за допомогою яких вони можуть переміщатися в робоче положення (для холодної прокатки) або виходити з нього (для гарячої прокатки). У випадку з опорними і/або привідними, і/або правильними засобами йдеться, переважно, про заздалегідь відому комбінацію натяжних роликів, зокрема, про комбінацію чотирьох натяжних роликів з подавальним пристроєм. 5 Крім того, може передбачатися щонайменше один зворотний ролик, взаємодіючий з ведучим роликом для стрічки, який має можливість переміщення у вертикальному напрямку і може встановлюватися па заданій висоті. Оскільки для гарячої прокатки з одного боку і для холодної прокатки, з іншого боку, погрібні різні валки, переважно передбачаються засоби для заміни валків прокатної кліті, за допомогою яких може проводитися або, відповідно щонайменше забезпечуватися заміна валків. Нарешті, для обох видів прокатки потрібні різні умови охолоджування або, відповідно, змащування. Для того щоб використовувати прокатний стан для обох типів прокатного процесу, удосконалення передбачає, що стан мас засоби для забезпечення валків прокатної кліті і/або виробів, що прокатуються, охолоджуючим або мастильним засобом, причому ці засоби вибірково мають можливість переключення для подачі мастила або для подачі емульсії. На кресленні зображений приклад здійснення винаходу. Показані: Фіг. 1 Схематично прокатний стан під час гарячої прокатки алюмінієвого сляба і Фіг. 2 Стан за Фіг. 1 під час холодної прокатки алюмінієвої стрічки. На фігурах схематично зображений прокатний стан 1, на якому вибірково може проводитися процес холодної прокатки або процес гарячої прокатки. Прокатний стан служить для прокатки металевого виробу 2, який зображений на Фіг. 1 як сляб і на Фіг. 2 як вже заздалегідь прокатаний лист. Для прокатки служить прокатна кліть 3, яка в цьому випадку виконана у вигляді прокатної кліті кварто з двома робочим валками та двома опорними валками. При цьому валки для гарячої прокатки позначені цифрою 15 (див. Фіг. 1), а валки для холодної прокатки - цифрою 16 (див. Фіг. 2). Точно також можуть використовуватися і інші прокатні кліті - одна або декілька. На обох сторонах прокатної кліті 3, на фігурах також зліва і праворуч від прокатної кліті передбачена лінія 4 транспортування, яка має визначену довжину L. Довжини L на обох сторонах прокатної кліті є однаково великими, що, однак не є вимушеним. Вздовж лінії транспортування відомим чином розташована визначена кількість роликів 9. За допомогою конструкції стану 1, зображеної на Фіг. 1, здійснюється процес гарячої прокатки. При цьому сляб 2 рухається реверсивно (див. горизонтальну подвійну стрілку) через прокатну кліть 3. При кожному проході зменшується товщина сляба, доти, доки не буде досягнута бажана товщина для гарячої прокатки. Під лінією 4 транспортування, тобто під рольгангом, з обох сторін від прокатної кліті 3 передбачено по одному приймальному пристрою 5 для рулону прокатаної стрічки. Піднімальний пристрій 7 позначений тільки схематично, а також подвійною стрілкою, нанесеною вертикально. Також нанесений хід Η вказує, що піднімальний пристрій 7 може вертикально піднімати або опускати приймальний пристрій 5 разом з рулоном 6. Тут, як і в 87693 6 інших варіантах реалізації, схематично представлена система поршень-циліндр, за допомогою чого показано, що рух може реалізовуватися гідравлічно. Точно також є можливим, що рух може здійснюватися за допомогою електричних привідних елементів або будь-чого подібного. При гарячій прокатці згідно з Фіг. 1 приймальний пристрій знаходиться в опущеному положенні - зображено витягнутими (безперервними) лініями; штрихованими лініями вказується, яке положення займає приймальний пристрій 5 і рулон 6 під час холодної прокатки. Положення при гарячій прокатці позначене літерою А (перше положення), в той час як положення при холодній прокатці вказано літерою В (друге положення). Далі на піднімальному пристрої 7 розташований напрямний ролик 8 для стрічки, що зображене тільки дуже схематично. При піднятті приймального пристрою 5 для рулону 6 цей ролик рухається вгору або, відповідно, вниз. При цьому стан виконаний так, що напрямний ролик 8 стрічки знаходиться в своєму опущеному положенні точно на висоті інших роликів 9 лінії 4 транспортування, тобто він служить в цьому положенні для зворотно-поступального руху сляба 2. Також напрямний ролик 8 стрічки зображений на Фіг. 1 витягнутими (безперервними) лініями в положенні (А), яке займається під час гарячої прокатки, в той час як штрихованими лініями указано положення, яке займається під час холодної прокатки (положення В). Для гарячої прокатки, як правило, необхідні кромкообрізні ножиці 10 гарячого різання, які розташовані на засобах 11 зміщення, за допомогою яких вони можуть рухатися вертикально і переміщатися в своє відповідне положення (А, В). Тут також має місце те, що положення А означає позицію гарячої прокатки і позиція В - позицію холодної прокатки. Як можна побачити на Фіг. 1 та 2, кромкообрізні ножиці 10 гарячого різання на Фіг. 1 при гарячій прокатці знаходяться в своєму робочому положенні, в той час як при холодній прокатці вони виведені із зачеплення. Для холодної прокатки не потрібні опорні і/або привідні і/або правильні засоби, які позначені цифрою 12. При цьому зокрема, йдеться про комбінацію натяжних роликів з подавальним пристроєм. На Фіг. 1 також при гарячій прокатці ці засоби 12 знаходяться не в своєму робочому положенні, а в піднятому стані, який досягається за допомогою засобів 13 зміщення. Відповідно, при холодній прокатці, (Фіг. 2), ці засоби 12 за допомогою засобів 13 зміщення переміщаються в своє робоче положення. На Фіг. 2 можна побачити схематично зображений зворотний ролик 14, необхідний для холодної прокатки, який може переміщатися в робоче положення за допомогою не зображеного засобу переміщення. Зворотний ролик 14 працює спільно з напрямним роликом 8 для стрічки і відповідає за напрямок і, у разі необхідності за рух холоднокатаної стрічки 2. Описаний прокатний стан може бути протягом короткого часу (протягом декількох годин) переоснащений з обладнання для гарячої прокатки в 7 обладнання для холодної прокатки і навпаки. Тим самим в цьому випадку, тобто при відсутньому повному навантаженні для типу прокатки значно підвищується економічність. Хоча не зображена велика кількість елементів, однак реалізований спосіб, який придатний для станів гарячої або, відповідно, холодної прокатки. Оскільки далі мова піде про нові елементи або, відповідно, компоненти, під цим потрібно розуміти такі елементи, які наново інтегруються в стан гарячої прокатки для того, щоб зробити його придатним для холодної прокатки. Установка для підготовки холоднокатаних бунтів (рулонів) може мати піднімальний стілець, роликовий поворотний возик, стіл для відкриття бунтів, блок подавальних і правильних роликів, ножиці для обрізання кінців, основну раму з жолобом для відведення окалини, бак для збору окалини разом з пересувним пристроєм, захват для бунта, а також пристрій центрування бунта по центру і установка вирівнювання по висоті. Розмотувальна моталка має регулювання стрічки по центру, рухому раму для приводу розмотувальної моталки, ведучий вал та упорний підшипник для переміщення моталки і зовнішній підшипник моталки. В зоні напрямку при введенні стрічки, що прокатується, розташовані притискний ролик в зоні рольганга, різець для відкривання бунтів, щітковий пристрій для відвідного ролика, корпус підшипника для відвідного ролика разом з динамометрами, вихідний ролик разом із щітковим пристроєм, притискний ролик, ножиці для обрізання кінців з видаленням скрапу і розташування натяжних роликів разом з подавальним пристроєм. В зоні центральної прокатної кліті розташовані валки з системою переміщення і згинання, тримач шпинделя, привідні шпинделі (шарнірні вали) з вирівнюванням довжини і лопатями з боку двигуна і валків, балансування шпинделя з підшипниками для шпинделя, упорний підшипник для робочих валків і при необхідності знімна рама для робочих валків, шарнірні вали до щіток робочих валків, блокування опорних валків, подушки робочих валків, знімачі, очищення опорних валків, обдування стрічки, обдування кромок стрічки, вихідна напрямна, розподіл охолоджуючого засобу і щітковий пристрій опорних валків. В зоні вихідної сторони розміщений корпус подавального пристрою, а також вихідний ролик разом із щітковим пристроєм, ролик вимірювання площинності із захисним нижнім кожухом і динамометрами, і щітковий пристрій для ролика вимірювання рівності. Далі в наявності є ремінна моталка разом із захватом для рулону, передавальний стіл для ремінної моталки і витяжний канал випаровування. Для керування моталкою передбачена шляховимірювальна система для позиціонування, шляховимірювальна система для позиціонування бунта, шляховимірювальна система для притискних роликів захвату бунта і шляховимірювальна система для захвату бунта. Система середовищ, як вже було згадано, у випадку необхідності адаптована до вибіркової 87693 8 конструкції стану гарячої або холодної прокатки. В інших випадках параметри системи визначаються як звичайно. Це стосується гідравліки та пневматики (гідрокерування або, відповідно, пневмокерування, система трубопроводів машини), системи трубопроводів прокатного мастила в зоні кліті, системи трубопроводів емульсії в зоні кліті, масляно-повітряного змащування (керування масляно-повітряним змащуванням, система трубопроводів машини), центрального змащування консистентною мастильною речовиною, з'єднувальних трубопроводів та установки прокатного змащування (прокатне мастило та емульсія). Для режиму експлуатації або, відповідно, переоснащення існуючого реверсивного стану для гарячої прокатки алюмінію в прокатний стан для комбінованої гарячої та холодної прокатки потрібно зазначити наступне: Вхідні бунти подаються за допомогою заводських засобів на роликовий поворотний возик з вантажопідйомним пристроєм і до ділянки підготовки бунтів. Роликовий возик з піднімальним механізмом може виїжджати з несучого корпусу захвату бунтів для прийому бунтів (рулонів). Бунти переміщаються за допомогою роликового возика з вантажопідйомним механізмом в положення підготовки бунтів і там для підготовки встановлюються на ділянці підготовки бунтів. На ділянці підготовки бунтів, що складається з розкриваючого стола, правильного блоку подавальних роликів, ножиць для обрізання кінців і бака для скрапу, обрізується початок стрічки або, відповідно, зовнішні витки бунта. Після підготовки бунти за допомогою роликового возика з вантажопідйомним механізмом повертаються в положення для розмотування і залежно від діаметра стрічки вирівнюються по висоті, тобто встановлюються на висоті моталки. Потім бунти беруться захватом бунта і по сигналу центрування бунта і шляховимірювальної системи на захваті бунта поступають на розмотувальну моталку. Для того щоб полегшити контакт при підготовці бунта із захватом бунта подовжують несучий корпус до захвату бунта. Розмотувальна моталка 5 оснащується піднімальним пристроєм 7 і відповідними привідними валами, упорними підшипниками і регулюванням бунта по центру. Як тільки бунт встановлений на моталку, привідний притискний ролик (напрямний ролик 8 стрічки), що повертається знизу, притискається до бунта. Захват бунта відкривається і виїжджає з лінії прокатки. Тепер другий притискний ролик (зворотний ролик 14) може притискатися до бунта. Різець для відкривання бунтів, який розташований на наявному несучому каркасі агрегату подавальних або, відповідно, правильних роликів переміщається у напрямку початку стрічки на бунті. В опущеному положенні ці обидва притискних ролика утворюють, як пояснювалося вище, складову частину рольганга для гарячої прокатки. Початок стрічки зсувається за допомогою обертання розмотувальної моталки і привідних притискних роликів до подавального пристрою. Там по 9 чаток стрічки вирівнюється через подавальний ролик холодної прокатки, вихідний та притискний ролик. Передбачаються пристрої очищення для подавального ролика холодної прокатки та вихідного ролика. Верхній роликовий сегмент обладнаний динамометрами для вимірювання натягнення стрічки. Початок стрічки направляється через ножиці для обрізання кінців до комбінації натяжних роликів з привідними роликами і подальшого тягнучого пристрою. Комбінація з ножиць для обрізання кінців, натяжних роликів і тягнучого пристрою на спільній, пересувній основній рамі може через наявну пересувну установку кромкообрізних ножиць виходити або, відповідно входити в лінію прокатки. Основна рама забезпечена маслоуловлювальною ванною, яка вловлює і відводить прокатне мастило для змащування натяжних роликів або, відповідно, підшипників натяжних роликів. Центральна зона кліті через вплив на профіль і площинність оснащені відомою системою зміщення валків. Для цього нарівні з модифікаціями і новими частинами до комплектів прокатних валків потрібні нові привідні шпинделі з балансуванням шпинделів, а також повий затиск шпинделя. Розподіл охолоджуючого засобу відбувається по наявних форсункових колекторах, які, однак, оснащені новими розпилювачами. Для проходів при холодній прокатці потрібний окремий комплект валків без щіток валків, але оснащений системою окремого обдування валків. Ще один засіб обдування стрічки розташований в пристрої, що наново виготовляється для точного направлення металу між валками (водяний резервуар). Тягнучий пристрій виконаний за конструкцією схожим із звичайним тягнучим пристроєм, однак він додатково обладнаний роликом для вимірювання площинності і пристроєм очищення, що відноситься до нього. Під час гарячої прокатки ролик для вимірювання площинності захищений нижнім кожухом. Передбачається новий циліндричний вихідний ролик з пристроєм очищення. Гідравлічний циліндр для встановлення ролика для вимірювання площинності обладнаний затискними головками для надійного позиціонування. Затиск підшипника ролика для вимірювання рівності оснащений динамометрами для вимірювання натягнення стрічки. В зоні наявного товщиномера для стрічки розташовані механічні кріплення для монтажу сканерів стрічки, які служать для виявлення положення кромок стрічки. Стрічка, що виходить з випускного пристрою направляється через гідравлічний і напрямний стіл, що підіймається і опускається, до ремінної моталки холодної прокатки, розташованої на наявному несучому каркасі до загинача стрічки при гарячій прокатці або, відповідно, захвату бунта. Для монтажу нової ремінної моталки холодної прокатки модифікується несучий каркас. Обслуговування бунтів відбувається по наявному захвату бунтів. Їх накладають на піднімальний стілець за допомогою заводських засобів. Піднімальний стілець переміщається у визначене положення по висоті, з якого бунти приймаються 87693 10 наявним захватом бунтів і з регулюванням по центру встановлюються на оправку моталки. Обслуговування бунтів на вхідній стороні відбувається також за допомогою наявного захвату бунтів. Тут бунти накладаються на наявному піднімальному стільці і передаються на наявний ланцюговий транспортер. Обслуговування котушок з ланцюгового транспортера відбувається за допомогою заводських засобів. На обох захватах бунтів притискний ролик оснащений шляховимірювальною системою. Переоснащення з гарячої прокатки на холодну прокатку відбувається таким чином: Спочатку витягується комплект валків для гарячої прокатки з прокатної кліті. Потім прокатна кліть очищається вручну за допомогою пароструминного приладу. Після цього відбувається обкатка робочих валків для холодної прокатки. Далі відбувається встановлення на стан комбінації чотирьох натяжних роликів з надітим подавальним пристроєм. Це відбувається за допомогою виїзду кромкообрізних ножиць гарячого різання з лінії прокатки. Навпаки, заходи для переходу з режиму холодної прокатки на режим гарячої прокатки виглядають таким чином: Спочатку витягується комплект валків для холодної прокатки з прокатної кліті. Потім відбувається обкатка робочих валків для гарячої прокатки. Після цього відбувається виїмка із стану комбінації чотирьох натяжних роликів з надітим подавальним пристроєм. Це відбувається за допомогою переміщення кромкообрізних ножиць в лінію прокатки. Далі, як вже згадувалося, вживають заходів для змінного режиму роботи, що стосується забезпечення емульсією або, відповідно, прокатним мастилом. Відгалуження в наявному зворотному трубопроводі для експлуатації прокатного мастила передбачається за допомогою регульованого запірного клапана. Залишкове спорожнення відбувається в зумпфі насоса. У зворотній трубі для резервуара зворотної відкачки мастила вбудована полуменева коробка. Новий резервуар для відкачки мастила забезпечений окремою камерою для промивального мастила. Крім цього, передбачені необхідні насоси зворотної подачі і трубопроводи зворотної відкачки для встановлення прокатного мастила. Нові подавальні лінії прокатного мастила з клапанами, що переключаються, приєднуються як можна ближче до наявних захватів. Передбачене підключення для обдування захватів за допомогою стислого повітря. Нарешті, також заплановане підключення для промивки. Напрямок дій при переході з режиму експлуатації з емульсією на режим експлуатації з прокатним маслом виглядає таким чином: Спочатку здійснюється ручне очищення кліті за допомогою пароструминного приладу. Під час цього процесу емульсія відводиться в резервуар зворотної відкачки. Потім захват продувається стислим повітрям. Після цього резервуар спорожняється за допомогою насоса зворотної подачі або, відповідно, розвантажувального насоса до мінімального рівня. Арматури в зворотному трубопроводі для емульсії закриваються після відповід 11 ного часу підтікання. Потім відкривається злив в нову уловлювальну камеру для використаного мастила. Після включення системного насоса установки прокатного мастила, розпилювач і, у разі необхідності, також ванна кліті промиваються прокатним маслом через промивальне з'єднання. Забруднене промивальне масло усувається через уловлювальну камеру за допомогою насоса зворотної подачі до резервуара для промивальною мастила в новому корпусі для прокатного мастила. Нарешті, відкривається реверс до резервуара зворотної відкачки для прокатного мастила. Напрямок дій при переході з режиму експлуатації із застосуванням прокатного мастила на режим експлуатації з емульсією відбувається таким чином: Захват обдувається за допомогою стислого повітря. Потім закривається реверс до резервуара зворотної відкачки для прокатною мастила після відповідного часу підтікання. Після цього на реверсі для прокатного мастила відкривається підключення для залишкового спорожнення. Після закриття підключення для залишкового спорожнення на реверсі для прокатного мастила, відкривається реверс до резервуара зворотної відкачки для емульсії. Арматури перемикання в зворотних трубопроводах, а також залишкові спорожнення виконані у вигляді ручних арматур з кінцевим контролем. Арматури перемикання в подавальних лініях на кліті сконструйовані у вигляді арматур, що приводяться в дію пневматично з кінцевим контролем. Необхідні модифікації на гідравлічному або, відповідно, пневматичному керуванні, а також змі 87693 12 ни, на насосах, компресорах, що відносяться, і, відповідна цьому система трубопроводів агрегату більш детально не зазначені і здійснюються звичайним способом. Необхідні зміни як по відношенню до апаратурного оснащення, так і по відношенню до заходів, що вживаються, здійснюються відносно доступними за ціною, так що з пропозиції за винаходом може бути одержана велика економічна вигода. Список посилальних позначень: 1 Прокатний стан 2 Металевий виріб 3 Прокатна кліть 4 Лінія транспортування 5 Приймальний пристрій 6 Рулон 7 Піднімальний пристрій 8 Напрямний ролик стрічки 9 Ролики лінії транспортування 10 Кромкообрізні ножиці гарячого різання 11 Засіб зміщення 12 Опорні і/або привідні і/або правильні засоби (комбінація натяжних роликів з надітим подавальним пристроєм) 13 Засіб зміщення 14 Зворотний ролик 15 Валки прокатної кліті для гарячої прокатки 16 Валки прокатної кліті для холодної прокатки L Довжина А Перше положення (гаряча прокатка) В Друге положення (холодна прокатка) Η Хід 13 Комп’ютерна верстка С.Чулій 87693 Підписне 14 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling mill for rolling metal products
Автори англійськоюKlapdor Armin, Ohrndorf Ralf
Назва патенту російськоюПрокатный стан для прокатки металлического продукта
Автори російськоюКлапдор Армин, Орндорф Ральф
МПК / Мітки
МПК: B21B 1/30
Мітки: виробів, прокатній, стан, прокатки, металевих
Код посилання
<a href="https://ua.patents.su/7-87693-prokatnijj-stan-dlya-prokatki-metalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Прокатний стан для прокатки металевих виробів</a>
Неперервний прокатний штабовий стан

Номер патенту: 58129
Опубліковано: 15.07.2003
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: неперервний, прокатній, стан, штабовий
Формула / Реферат:
Неперервний прокатний штабовий стан, який включає багатовалкові кліті, кожна з яких має два опорних валки і два привідних робочих валки, розмотувач і моталку, який відрізняється тим, що як першу кліть встановлено п‘ятивалкову кліть з двома опорними валками, двома привідними робочими валкамита одним непривідним робочим валком, а розмотувач розташовано між першою та другою робочими клітями.
Стан холодної періодичної роликової прокатки труб
Номер патенту: 40801
Опубліковано: 27.04.2009
Автори: Григоренко Володимир Устинович, Маркевич Іван Вікторович
МПК: B21B 21/00
Мітки: стан, прокатки, періодичної, холодної, роликової, труб
Формула / Реферат:
Стан холодної періодичної роликової прокатки труб, що містить станину й змонтовану в ній робочу кліть, що складається з каретки з опорними планками і сепаратора з прокатними роликами, та важільний механізм, що складається з куліси та тяг каретки і сепаратора, механізм подачі й повороту труби, допоміжні механізми, який відрізняється тим, що в стані додатково розташована над торцем куліси опорна калібрована балка, що з'єднана зі станиною стана,...
Прокатний стан з регулюванням валків по двох напрямках
Номер патенту: 66804
Опубліковано: 15.06.2004
Автори: Жао Лінжен, Женг Хонгжуан
МПК: B21B 13/14, B21B 31/16
Мітки: валків, прокатній, напрямках, двох, стан, регулюванням
Формула / Реферат:
1. Прокатний стан з регулюванням валків по двох напрямках для прокатки листа і штаби, який складається з таких основних елементів, як кліть стана, яка має форму рами (10), верхня система валків і нижня система валків, верхній люнет і нижній люнет, який відрізняється тим, що верхня і нижня системи валків сконструйовані таким чином, що мають вежоподібну конфігурацію, а рама, люнети і проміжний опорний механізм між рамою і люнетами прокатного...
Прокатний стан для виготовлення плоских катаних стрічок з потрібною різнотовщинністю профілю
Номер патенту: 75385
Опубліковано: 17.04.2006
Автори: Зайдель Юрген, Бальд Вільфрід
МПК: B21B 13/14
Мітки: виготовлення, катаних, стрічок, прокатній, потрібною, профілю, плоских, стан, різнотовщинністю
Формула / Реферат:
1. Прокатний стан для виготовлення плоских катаних стрічок (6) з потрібною різнотовщинністю профілю, що містить робочі валки (1, 2), що спираються щонайменше на один опорний валок (3, 4), причому робочі валки (1, 2) мають різні діаметри, робочий валок (2) більшого діаметра з'єднаний з приводом (5), а робочий валок (1) меншого діаметра має можливість обертання разом з ним як «холостий валок», який відрізняється тим, що опорні (3, 4) і робочі...
Безперервний стан для прокатки дроту

Номер патенту: 38760
Опубліковано: 15.05.2001
Автори: Правдін Юрій Михайлович, Калінін Ігор Віталійович, Лобанов Олександр Іванович, Сергєєв Віктор Володимирович
МПК: B21B 1/16
Мітки: стан, дроту, прокатки, безперервний
Текст:
...дріт де формується без скручування і метал тече здебільшого у повздовжньому напрямку - у напрямку прокатки. Додатковий рівчак, який фіксує переріз дроту відносно повздовжньої осі, забезпечує стабільне здійснення процесу прокатки и виготовлення дроту без викривлення його геометричних розмірів. При цьому в першій кліті стана використовують калібр у виді стрілчастого трикутника без додаткового рівчака, тому що заготовка, яка надходить в...
Попередній патент: Фармацевтична композиція, що містить рисперидон і розпушується при пероральному прийомі
Наступний патент: Паросилова електроенергетична установка з підземним термосифонним парогенератором та підземним термосифонним пароперегрівачем
Випадковий патент: Спосіб лікування атрезії загальної жовчної протоки при збереженій прохідності міхурової протоки