Штабелювальний пристрій сортових заготівок
Номер патенту: 15692
Опубліковано: 17.07.2006
Автори: Плугатар Віктор Семенович, Послушняк Олексій Володимирович, Левіна Валентина Іванівна, Євгиненко Ігор Олександрович, Чижик Володимир Васильович, Гриценко Сергій Анатолійович
Формула / Реферат
1. Штабелювальний пристрій сортових заготівок, що містить раму, важелі з роликами, розміщеними з можливістю взаємодії з копірами, привід переміщення, який відрізняється тим, що його обладнано щонайменше парою стопорних пристроїв, стійками, розташованими симетрично відносно вертикальної осі пристрою, і встановленими на рамі з можливістю відносного горизонтального переміщення від приводу їхнього переміщення, і опорною траверсою, розташованою по осі пристрою і зчленованою із приводом її переміщення, а повзун виконаний складеним з двох частин, при цьому горизонтальні поверхні рами і горизонтальні поверхні стійок, горизонтальні поверхні кожної частини повзуна і горизонтальні поверхні опорної траверси, вертикальні поверхні стійок і вертикальні поверхні кожної частини повзуна зв'язані за допомогою з'єднання «паз-виступ», крім того, на горизонтальній поверхні опорної траверси в центральній її частині виконана вибірка, глибина якої не менше від глибини згаданого паза, і кожний з важелів шарнірно прикріплений до складової частини повзуна, а до вертикальної поверхні кожної стійки прикріплено по копіру, при цьому в кожній зі стійок розташований стопорний пристрій, встановлений з можливістю фіксації стійки відносно рами.
2. Пристрій за п. 1, який відрізняється тим, що привід переміщення кожної зі стійок виконаний у вигляді гвинтового вала із привідним кінцем, виготовленим із правим і лівим різьбленням на протилежних сторонах, а також з буртом, розташованим з боку привідного кінця, і розміщеним в опорі, прикріпленій до рами, а нарізні ділянки вала розміщені у відповідних отворах стійок з боку, протилежного розміщенню стопорних пристроїв.
3. Пристрій за п. 1, який відрізняється тим, що привід переміщення кожної зі стійок виконаний у вигляді гвинтового вала із привідним кінцем і з буртом, розміщеним в опорі, прикріпленій до рами, а нарізна ділянка вала розташована у відповідному отворі стійки з боку, протилежного розміщенню стопорного пристрою.
4. Пристрій за п. 1, який відрізняється тим, що привід переміщення кожної зі стійок виконаний у вигляді зчленованого зі стійкою гідроциліндра, встановленого на рамі, гідросистема якого оснащена датчиком лінійних переміщень.
5. Пристрій за п. 1, який відрізняється тим, що згадане з'єднання «паз-виступ» виконане Т-подібної форми.
6. Пристрій за п. 1, який відрізняється тим, що згадане з'єднання «паз-виступ» виконане у формі «ластівчин хвіст».
Текст
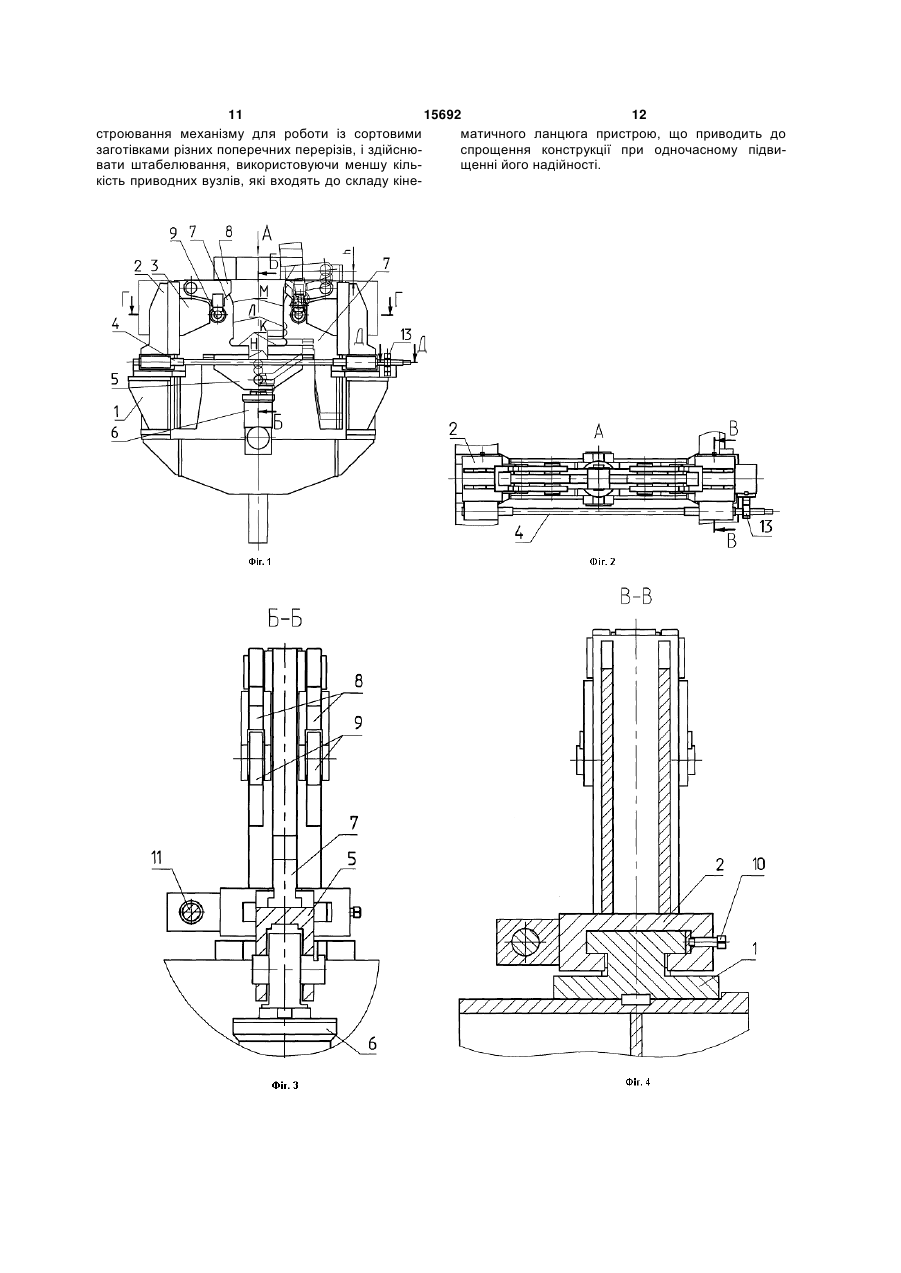
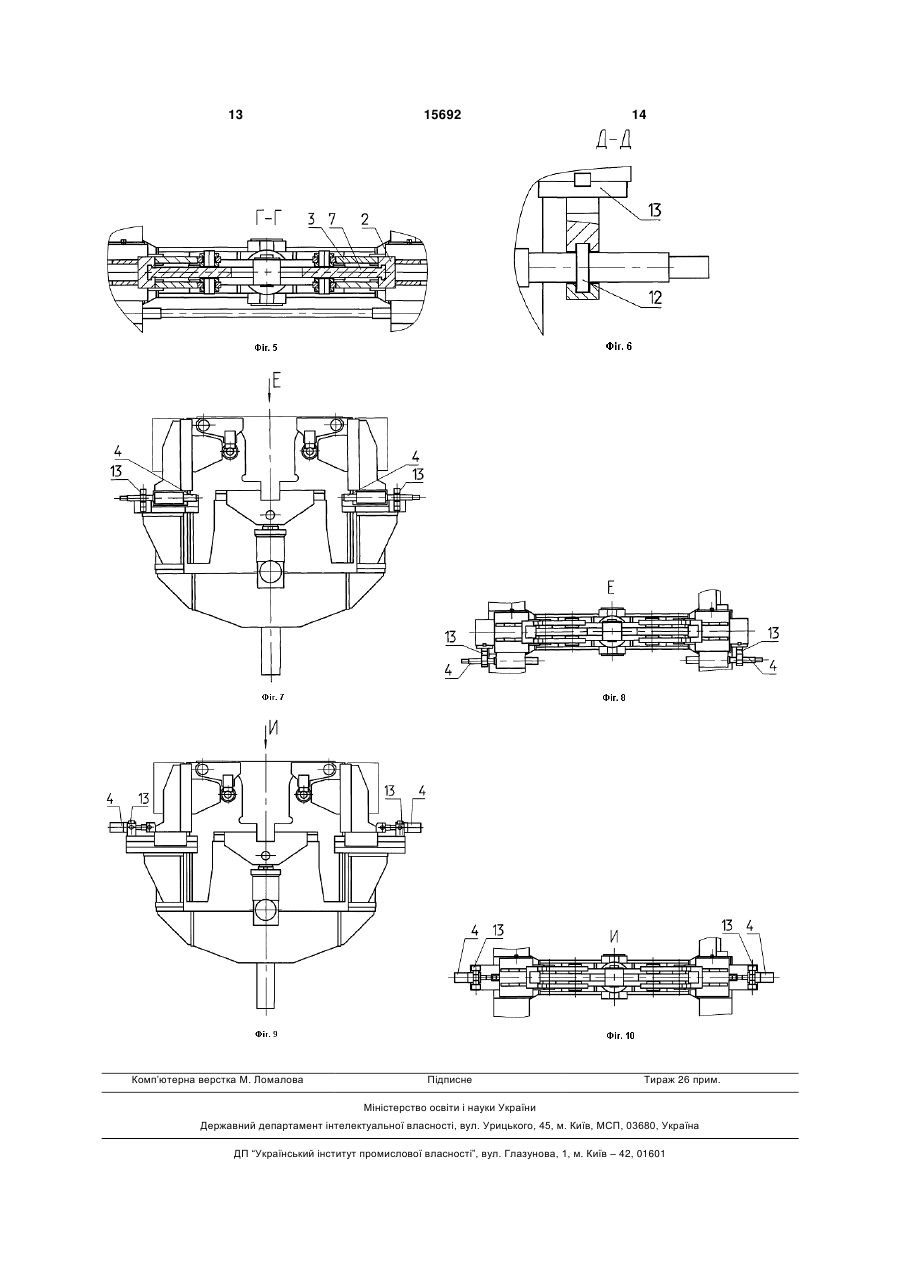
1. Штабелювальний пристрій сортових заготівок, що містить раму, важелі з роликами, розміщеними з можливістю взаємодії з копірами, привід переміщення, який відрізняється тим, що його обладнано щонайменше парою стопорних пристроїв, стійками, розташованими симетрично відносно вертикальної осі пристрою, і встановленими на рамі з можливістю відносного горизонтального переміщення від приводу їхнього переміщення, і опорною траверсою, розташованою по осі пристрою і зчленованою із приводом її переміщення, а повзун виконаний складеним з двох частин, при цьому горизонтальні поверхні рами і горизонтальні поверхні стійок, горизонтальні поверхні кожної частини повзуна і горизонтальні поверхні опорної траверси, вертикальні поверхні стійок і вертикальні поверхні кожної частини повзуна зв'язані за допомогою з'єднання «паз-виступ», крім того, на горизонтальній поверхні опорної траверси в центральній її частині виконана вибірка, глибина якої не менше від глибини згаданого паза, і кожний з важелів шарнірно прикріплений до складової U 2 (11) 1 3 15692 4 нійними поверхнями і установлюються в центрареміщення частин вставки і копірів виконані у вильному вирізі повзуна. Пристрій комплектується гляді пари гвинт - гайка. набором вставок для забезпечення штабелювання Працює штабелювальний пристрій у такий сорту різних розмірів поперечних перерізів. спосіб. Працює штабелювальний пристрій наступним Спочатку кожну складову частину вставки і кочином. жний копір власним засобом для переміщення Ролики рольганга транспортують ряд із чотивстановлюють у положення, що залежать від розрьох заготівок, зцентрованими відносно осі рольмірів поперечних перерізів сортових заготівок, які ганга, і зупиняють його на осі пристрою для форпідлягають штабелюванню. Після настроювання мування штабеля. До початку роботи з набору елементів пристрою приводом переміщення поввставок із криволінійними поверхнями вибирають зуна опускають його в положення, при якому гориту, котра відповідає параметрам поперечного пезонтальні площинки важелів вставок знаходяться реріза заготівок, що підлягають штабелюванню, і нижче рівня роликів рольганга, при цьому ролики виставляють опорні вставки важелів таким чином, важелів контактують із вертикальними ділянками щоб кожна з них перекривала центр мас крайньої копірів. заготівки. Потім включають привід, і повзун переПісля доставки роликами рольганга і зупинки міщається у вертикальних напрямних рами, при по осі штабелювального пристрою ряду із чотицьому ролики важелів перекочуються по вертикарьох сортових заготівок вмикають привід, який льних ділянках копірів, а опорні горизонтальні попереміщає повзун із вставками до контакту гориверхні вставок важелів після контакту з нижніми зонтальних опорних площинок важелів з нижніми поверхнями крайніх заготівок, піднімають їх. При поверхнями крайніх заготівок. Подальше переміподальшому підйомі повзуна крайні заготівки, розщення повзуна супроводжується вертикальним ташовані на опорних поверхнях вставок важелів, підйомом крайніх заготівок на обумовлену величипіднімаються на висоту, яка розраховується по ну h. Після підйому крайніх заготівок на величину h виразу, наведеному у формулі. При подальшому і здійснення роликами важелів ходів величиною h підйомі повзуна, коли ролики важелів перекочупо вертикальній частині копіра відбувається переються по криволінійних ділянках копірів, а важелі міщення роликів важелів на криволінійні ділянки провертаються в крапках шарнірних прикріплень копірів під впливом привода переміщення повзуна до повзуна, опорні горизонтальні вставки відхоі проворот важелів у місцях їхнього шарнірного дять від крайніх заготівок, а в контакт із ними вступриєднання до частин вставок. При цьому горизопають криволінійні ділянки вставок. У результаті нтальні ділянки важелів відходять від нижніх повеподальшого підйому повзуна крайні заготівки перхонь заготівок, а криволінійні частини вставок реміщаються по криволінійних траєкторіях і розмівступають із ними в контакт, і далі під впливом щаються на двох середніх заготівках, що лежать зусилля привода переміщення повзуна крайні зана роликах рольганга з утворенням штабеля із готівки переміщаючись по криволінійних траєкторічотирьох заготівок, покладених у два ряди. Звороях, розміщаються на двох середніх заготівках з тним ходом привода пристрій вертається у вихідне утворенням штабеля, який після обв'язки транспоположення, а сформована стопа заготівок обв'язуртують роликами рольганга в напрямку технологіється і далі рольгангом транспортується, напричного потоку. клад, на склад. У порівнянні з аналогом капітальні витрати, Слід зазначити, що при роботі з більшою кільпов'язані з виготовленням і експлуатацією даного кістю типорозмірів поперечних перерізів сорту штабелювального пристрою нижче за рахунок виштабелювальний пристрій оснащують декількома ключення набору вставок для роботи з різними вставками, їхня кількість визначається кількістю типорозмірами поперечних перерізів заготівок. типорозмірів заготівок, які підлягають штабелюОднак слід зазначити, що наявність у приванню, а це приводить до підвищення капітальних строю штабелювання заготівок крім привода поввитрат, пов'язаних з виготовленням і експлуатацізуна чотирьох засобів для переміщення, які викоєю пристрою, що штабелює. ристовуються для доексплуатаційного Відомо інший штабелювальний пристрій по настроювання копірів, горизонтальних опорних [патенту України №6350 B65G 57/1], більш близьплощинок важелів і складових частин вставки, кий до рішення, що заявляється, і прийнятий як ускладнює конструкцію всього механізму і одночанайближчий аналог. сно знижує його надійність. До його складу входить рама, із двох сторін, Таким чином, до недоліків найближчого аналовід осі якої розміщені під кутом копіри, встановлені гу слід віднести складність конструкції при одночаз можливістю переустановлення від власного засно незадовільній надійності. собу переміщення, вставка, виконана складовою із В основу корисної моделі поставлене завдандвох частин. Кожна частина вставки, встановлена ня створення більш простого штабелювального під кутом на повзуну з можливістю зміни положенпристрою при одночасному підвищенні його надійня від індивідуального засобу для переміщення. ності. До кожної частини вставки шарнірно прикріплено Поставлене завдання вирішується за рахунок по важелю із вставкою, що несе горизонтальну технічного результату, який полягає в скороченні опорну площинку, і роликом на вільному кінці. Покількості приводних ланок у кінематичній схемі взун розміщений по осі пристрою і зчленований із штабелювального пристрою. приводом його вертикального переміщення. У Для досягнення вищевказаного технічного рештабелювальному пристрої і частини вставки, і зультату штабелювальний пристрій, до складу копіри встановлені під одним кутом, а засоби пеякого входять рама, важелі з роликами, розміще 5 15692 6 ними з можливістю взаємодії з копірами, привід - копіри; переміщення, відповідно до корисної моделі пос- важелі з роликами; тачено, щонайменше, парою стопорних пристроїв, - можливість взаємодії роликів важелів з копістійками, розташованими симетрично відносно рами; вертикальної осі пристрою, і встановленими на і відмітні ознаки: рамі з можливістю відносного горизонтального - постачання, щонайменше, парою стопорних переміщення від привода їхнього переміщення, і пристроїв; опорною траверсою, розташованою по осі при- постачання стійками, розташованими симетстрою і зчленованою із приводом її переміщення, рично відносно вертикальної осі пристрою; а повзун виконаний складовим з двох частин, при - постачання опорною траверсою, розташовацьому горизонтальні поверхні рами і горизонтальні ною по осі пристрою, зв’язаною з приводом її верповерхні стійок, горизонтальні поверхні кожної тикального переміщення; частини повзуна і горизонтальні поверхні опорної - розміщення стійок на рамі з можливістю петраверси, вертикальні поверхні стійок і вертикальреміщення від їхнього привода; ні поверхні кожної частини повзуна зв'язані за до- виконання повзуна складовим із двох частин; помогою з'єднання «паз-виступ», на горизонталь- зв'язок за допомогою з'єднання «паз - виній поверхні опорної траверси в центральній її ступ» горизонтальних поверхонь рами і горизонтачастині виконана вибірка, глибина якої не менше льних поверхонь стійок, горизонтальних поверхонь глибини згаданого паза, і кожний з важелів шарнікожної частини повзуна і горизонтальних поверрно прикріплений до складової частини повзуна, а хонь опорних траверс, вертикальних поверхонь до вертикальної поверхні кожної стійки прикріплестійок і вертикальних поверхонь частин повзуна; но по копіру, при цьому в кожній зі стійок розміще- виконання на горизонтальній поверхні опорно стопорний пристрій, установлений з можливісної траверси в центральній її частині вибірки, глитю фіксації стійки відносно рами. бина якої не менше глибини згаданого паза; При цьому в першому пункті формули введене - шарнірне прикріплення важеля до кожної зі поняття «привід переміщення стійок», виражене в складових частин повзуна; загальному виді, тому що для рішення поставле- прикріплення копірів до вертикальних поверного завдання вид і форма виконання цієї ознаки хонь кожної стійки; істотного значення не мають, можливі варіанти - розміщення в кожній зі стійок стопорного виконання цієї ознаки, деякі з них наведені в друпристрою, установленого з можливістю фіксації гому і третьому пунктах формули, а саме: привід стійки відносно рами; переміщення стійок виконаний у вигляді гвинтово- привід переміщення кожної зі стійок виконаго вала із приводним кінцем, виготовленим із праний у вигляді гвинтового вала із приводним кінцем вим і лівим різьбленням на протилежних сторонах, і виготовленим із правим і лівим різьбленням на а також с буртом, розташованим з боку приводнопротилежних сторонах, а також буртом, розташого кінця, і розміщеним в опорі, прикріпленій до раваним в опорі, прикріпленій до рами, а різьбові ми, а різьбові ділянки вала розміщені у відповідних ділянки вала розміщені у відповідних отворах стіотворах стійок з боку, протилежного розміщенню йок з боку, протилежному розміщенню стопорних стопорних пристроїв; пристроїв; привід переміщення кожної зі стійок виконаний - привід переміщення кожної зі стійок виконау вигляді гвинтового вала із приводним кінцем і з ний у вигляді гвинтового вала із приводним кінцем буртом, розміщеним в опорі, прикріпленій до рами, і з буртом, розміщеним в опорі, прикріпленій до а різьбова ділянка вала розташована у відповідрами, а різьбова ділянка вала розташована у відному отворі стійки з боку, протилежному розміповідному отворі стійки з боку, протилежному розщенню стопорного пристрою; міщенню стопорного отвору; привід переміщення кожної зі стійок виконаний - привід переміщення кожної зі стійок виконау вигляді зчленованого зі стійкою гідроциліндра, ний у вигляді зчленованих зі стійками гідроциліндустановленого на рамі, гідросистема якого оснарів, установлених на рамі, гідросистеми яких щена датчиком лінійних переміщень; оснащені датчиками лінійних переміщень; крім того, у формулі корисної моделі з'єднання - з'єднання «паз - виступ» виконано Т-образної ряду поверхонь елементів названо в загальному форми; виді, як з'єднання «паз - виступ», яке забезпечує - з'єднання «паз - виступ» виконано у формі фіксовані їхні зчленування і припускають взаємні «ластівчиного хвоста». переміщення, тому що вид і форма виконання цієї Таким чином, пропонований штабелювальний ознаки для рішення поставленого завдання істотпристрій сортових заготівок має нові форми виконого значення не мають, можливі варіанти виконання конструктивних елементів, нові зв'язки між нання цієї ознаки, деякі з них наведені у п'ятому і ними, нові вузли й нові взаємні розміщення елешостому пунктах формули: ментів і вузлів. згадане з'єднання «паз - виступ» виконано ТМіж відмітними ознаками й технічним резульобразної форми; татом, що досягається, існує причиннозгадане з'єднання «паз - виступ» виконано у наслідковий зв'язок. формі «ластівчиного хвоста». Завдяки тому, що штабелювальний пристрій У результаті порівняльного аналізу штабелюсортових заготівок постачений стійками, розташовального пристрою із прототипом встановлено, що ваними симетрично відносно вертикальної осі вони мають наступні загальні ознаки: пристрою на рамі з можливістю відносного горизо- рама; нтального переміщення від привода і опорною 7 15692 8 траверсою, установленою по осі пристрою і зчлескладностей. З використанням рішення, що заявнованою із приводом її переміщення, а також заляється, виконаний технічний проект для машини вдяки виконанню повзуна складовим із двох часбезперервного лиття заготівок №2 Єнакіївського тин і зв'язкам горизонтальних поверхонь рами і металургійного заводу. горизонтальних поверхонь стійок, горизонтальних Таким чином технічному рішенню, що заявляповерхонь кожної частини повзуна і горизонтальється, може бути надана правова охорона, тому них поверхонь опорної траверси, вертикальних що воно є новим, має Корисна модельницький поверхонь стійок і вертикальних поверхонь кожної рівень і промислове застосовано. частини повзуна за допомогою з'єднання «паз Рішення, що заявляється, пояснюється кресвиступ», а також завдяки прикріпленню до вертиленнями, на яких зображене наступне: кальних поверхонь кожної стійки копірів і шарнірФіг.1 - загальний вид штабелювального приному прикріпленню до кожної частини повзуна строю сортових заготівок; важелів з горизонтальними опорними поверхнями Фіг.2 - вид А на Фіг.1; і роликами на вільних кінцях, стало можливим пеФіг.3 - розріз Б на Фіг.1; реміщати вузли пристрою на задані відстані, як по Фіг.4 - розріз В на Фіг.2; вертикалі (за рахунок привода переміщення опорФіг.5 - розріз Г на Фіг.1; ної траверси), так і із двох сторін по горизонталі Фіг.6 - розріз Д на Фіг.1; назустріч одне одному (від привода переміщення Фіг.7 - загальний вид штабелювального пристійок при будь-якому варіанті його виконання: у строю сортових заготівок при роздільних гвинтових вигляді одного гвинтового вала, у вигляді роздільприводах стійок; них гвинтових валів, у вигляді гідроприводу), наФіг.8 - вид Е на Фіг.7; строюючи в такий спосіб штабелювальний приФіг.9 - загальний вид штабелювального пристрій на роботу з сортом в широкому діапазоні строю сортових заготівок при роздільних гідроприрозмірів поперечних перерізів заготівок, викорисводах стійок; товуючи меншу кількість засобів для переміщення, Фіг.10 - вид И на Фіг.9. наприклад, два засоби переміщення замість п'яти, До складу штабелювального пристрою вхояк у прототипі. дять рама 1, у горизонтальних напрямних якої роЗавдяки виконанню на горизонтальній поверхзташовані стійки 2, розміщені симетрично із двох ні опорної траверси в центральній її частині вибірсторін від її осі. До вертикальної поверхні кожної ки, глибина якої не менше глибини згаданого паза, стійки 2 прикріплено по копіру 3, кожен з яких має стало можливим одночасно і безперешкодно певертикальну й похилу поверхню. Стійки 2 зчленореміщати по горизонталі назустріч один одному вані із приводом 4 їхнього горизонтального переобидві частини повзуна при настроюванні на шиміщення назустріч одна одній. По осі штабелюварину сортової заготівки також і за рахунок вільного льного пристрою розміщена опорна траверса 5, видалення окалини, що падає з розігрітих загозчленована із приводом її вертикального перемітівок. щення 6, шарнірно прикріпленого до рами 1. У Завдяки виконанню з'єднань «паз - виступ» Тданому випадку привід 6 виконано у вигляді цилінобразної форми або у формі «ластівчиного хвосдра. До складу пристрою входить також повзун, та» стало можливим, зберігаючи з'єднання елемевиконаний із двох складових частин 7, кожна з нтів, виконувати фіксоване переміщення вузлів яких виконана з можливістю контактування з верпристрою при перенастроювані для штабелювантикальною поверхнею відповідної стійки 2, і гориня сорту з іншими розмірами поперечних перерізів зонтальною поверхнею опорної траверси 5. Кожна і при його роботі без додаткових елементів, що складова частина повзуна 7 виготовлена з горизоприводить до спрощення конструкції штабелювантальною поверхнею «К», вертикальною поверхльного пристрою і підвищенню його надійності. нею «Л» і криволінійною поверхнею «М». На гориВсе перераховане вище дозволило скоротити зонтальних поверхнях рами 1, на горизонтальних і кількість вузлів, призначених для переміщення вертикальних поверхнях кожної зі складових часелементів штабелювального пристрою при перетин повзуна 7 виготовлені виступи, а на відповіднастроювані для підготовки штабелювання сорту них горизонтальних і вертикальних поверхнях стіінших розмірів поперечних перерізів і при роботі йок 2 і горизонтальних поверхнях опорної пристрою, що приводить до спрощення його констраверси 5 виконані відповідні їм пази. У цьому трукції при одночасному підвищенні надійності випадку пази й виступи виконані Т-образної форпристрою. ми. Виступи крім згаданої форми можуть мати фоВиключення з вищевказаної сукупності відмітрму «ластівчиного хвоста», циліндричну або будьних ознак хоча б одної не забезпечує досягнення яку іншу форму, що забезпечує постійний контакт технічного результату. елементів, які з'єднують, і можливість їхніх фіксоТехнічне рішення, що заявляється, не відомо з ваних переміщень без використання додаткових рівня техніки, тому є новим. засобів. Форма виконання виступів визначається Технічне рішення, що заявляється, має Користехнологічними можливостями виготовлювача на модельницький рівень, тому що пропонована штабелювального пристрою. На центральній часконструкція штабелювального пристрою сортових тині горизонтальної поверхні опорної траверси 5 заготівок для фахівця явно не витікає з рівня техвиконана вибірка «Н», глибина якої не менше глиніки. бини пазів, що перебувають на ній. Глибина вибірРішення, що заявляється, промислово застоки «Н» обрана з умови забезпечення можливості совано, тому що його технічне і технологічне викопереміщення складових частин повзунів 7 при занання, наприклад, в умовах НКМЗ, не представляє сипанні згаданої вибірки окалиною, що падає з 9 15692 10 розігрітих сортових заготівок. До кожної частини переміщаються назустріч одна одній, виконуючи повзуна 7 шарнірно прикріплено по важелю 8 з однаковий хід. Потім включають привід 6 і переміроликом 9, установленим на його вільному кінці, і щають опорну траверсу 5 у крайнє нижнє полорозміщеним з можливістю взаємодії з відповідним ження. При цьому ролики 9 кожного важеля 8 пекопіром 3. Важелі 8 мають горизонтальні площинрекочуються по відповідних вертикальних ки. У кожній стійці 2 розміщено, як мінімум, один поверхнях копірів 3, а його горизонтальні площинстопорний пристрій 10. У цьому випадку стопорний ки встановлюються нижче рівня роликів рольганга. пристрій 10 виконаний у вигляді гвинта, розмішеДалі рольгангом переміщають пакет із чотирьох ного у відповідному отворі стійки 2 з можливістю її заготівок, розташованих у ряд, зцентрованих щодо фіксації щодо рами 1. Форма виконання стопорноосі роликів рольганга, і зупиняють по осі пристрою, го пристрою для рішення поставленого завдання що штабелює. Включають привід 6 і переміщають істотного значення не має й може бути відмінної опорну траверсу 5 нагору, разом із частинами поввід прийнятої, може мати вигляд, наприклад, скоби зуна 7, при цьому вертикальні виступи частин повабо будь-яку іншу. зунів переміщаються у вертикальних пазах стійок Привід 4 переміщення стійок 2 розміщений з 2, а ролики 9 важелів 5 перекочуються по вертибоку, зворотному розміщенню стопорного прикальних поверхнях відповідних копірів 3. Після строю 10. У цьому випадку привід 4 виконаний контакту горизонтальних поверхонь важелів 8 з єдиним для обох стійок 2 і представлений у виглянижніми частинами двох крайніх заготівок подаді загального гвинтового вала 11 із приводним льший підйом вузлів пристрою супроводжується кінцем. Вал 11 має на протилежних сторонах діляпідйомом крайніх заготівок на величину h, що винки із правим і лівим різьбленням, розміщені у відзначається по виразу: повідних отворах стійок 2, і бурт 12, установлений 1 1 f fk cos f fk sin , h a 1 f в опорі 13, прикріпленій до рами 1 з боку його при2 fk cos sin водного кінця. (див. Фіг.1-6). Наявність бурту 12, де розміщеного у вибірці опори 13, запобігає осьовий a - висота сортової заготівки; зсув гвинтового вала 11 при переміщенні стійок 2. f - коефіцієнт тертя між заготівкою, яку штабеНа Фіг.7, 8 представлений інший варіант виколюють і нерухомою заготівкою; нання привода 4 переміщення стійок 2, наведений fk - коефіцієнт тертя між криволінійною поверу другому пункті формули, також розташований з хнею повзуна та заготівкою, яку штабелюють; боку, зворотному розміщенню стопорного при- кут між дотичною до криволінійної поверхні строю 10 і виконаний у вигляді індивідуального повзуна в місці контакту його із заготівкою та горигвинтового привода для кожної стійки 2. Для кожзонтальною площинкою. ної стійки 2 він виконаний у вигляді гвинтового Після підйому крайніх заготівок на величину h вала 14 із приводним кінцем і з буртом 12, устанопо вертикалі подальший підйом складових частин вленим в опорі 13, прикріпленій до рами 1. Різьбоповзуна приводить до переміщення роликів 9 вава ділянка вала 14 розміщена у відповідному желів 8 на похилі ділянки копірів 3. У результаті отворі стійки 2. чого важелі 8 провертаються в місцях свого шарНа Фіг.9, 10 представлений варіант виконання нірного приєднання до складових частин повзунів індивідуального привода переміщення 4 кожної зі 7, горизонтальні площинки важелів 8 відводяться стійок 2, наведений у третьому пункті формули, від поверхонь крайніх заготівок, а криволінійні повиконаний у вигляді гідроциліндра 14, шарнірно верхні «М» частин повзунів вступають у контакт із встановленого на рамі 1. Гідроциліндр 14 шарніркрайніми заготівками. І в результаті подальшого но зчленований зі стійкою 2. Гідросистема циліндпідйому частин повзуна крайні заготівки, переміра 14 оснащена датчиком лінійних переміщень. щаючись по криволінійних траєкторіях, установОбертання гвинтового вала 11 може здійснюлюються на дві середні заготівки, утворюючи штаватися або від електроустаткування або вручну. бель із чотирьох заготівок. У результаті Крім того, можливо переміщення кожної зі стіподальшого підйому частин повзуна 7, увесь штайок здійснювати вручну з наступною фіксацією бель опускається в кишеню, утворену поверхнями їхніх положень. «Л» і «К» частин повзуна 7, і зважується над ролиДо початку роботи встановлюють вузли приками рольганга. Штабель із чотирьох заготівок, що строю в положення, що забезпечують штабелюлежить на поверхні «К», обв'язують. Далі зворотвання заданих сортових заготівок. У залежності від ним ходом привода 6 опускають частини повзуна 7 розмірів поперечних перерізів сорту, що підлягає разом з пакетом заготівок і розміщають його на пакетуванню, переміщають стійки 2 із частинами роликах рольганга, при цьому частини повзуна 7 з повзуна 7 по горизонталі щодо рами 1 і зупиняють важелями 8 опускаються в нижнє вихідне полоу положенні, при якому між вертикальними поверження і горизонтальні поверхні важелів 8 розміхнями «Л» частин повзуна 7 установиться розмір, щаються нижче рівня роликів рольганга. Потім який забезпечує розміщення двох сортових заготіролики рольганга транспортують обв'язаний штавок, розміщених по осі пристрою, з технологічним бель із чотирьох заготівок далі в напрямку технозазором. Для цього звільняють стійки 2 від стопологічного потоку. При зміні сортаменту заготівок, рів 10, приводом 4 переміщають їх на заданий що підлягають штабелюванню, пристрій перенастрозмір і стопорні пристрої 10 фіксують їх у задароюють аналогічно описаному вище. ному положенні. Під час переміщення горизонтаІз усього вищевикладеного видно, що викольні пази стійок 2 переміщаються по відповідних нання штабелюючого пристрою відповідно з форвиступах рами 1. Завдяки наявності на валу 11 мулою корисної моделі дозволяє виконувати наділянок із правим і лівим різьбленням, стійки 2 11 15692 12 строювання механізму для роботи із сортовими матичного ланцюга пристрою, що приводить до заготівками різних поперечних перерізів, і здійснюспрощення конструкції при одночасному підвивати штабелювання, використовуючи меншу кільщенні його надійності. кість приводних вузлів, які входять до складу кіне 13 Комп’ютерна верстка М. Ломалова 15692 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюStacking device of quality billets
Автори англійськоюHrytsenko Serhii Anatoliovych, Poslushniak Oleksii Volodymyrovych, Pluhatar Viktor Semenovych, Chyzhyk Volodymyr Vasyliovych, Yevhynenko Ihor Oleksandrovych, Levina Valentyna Ivanivna
Назва патенту російськоюШтабелирующее устройство сортовых заготовок
Автори російськоюГриценко Сергей Анатольевич, Послушняк Алексей Владимирович, Плугатар Виктор Семенович, Чижик Владимир Васильевич, Евгиненко Игорь Александрович, Левина Валентина Ивановна
МПК / Мітки
МПК: B65G 57/02
Мітки: пристрій, штабелювальний, заготівок, сортових
Код посилання
<a href="https://ua.patents.su/7-15692-shtabelyuvalnijj-pristrijj-sortovikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Штабелювальний пристрій сортових заготівок</a>
Штабелювальний пристрій сортових заготівок
Номер патенту: 6350
Опубліковано: 16.05.2005
Автори: Послушняк Олексій Володимирович, Чижик Володимир Васильович, Гриценко Сергій Анатолійович, Плугатар Віктор Семенович, Левіна Валентина Іванівна, Євгиненко Ігор Олександрович
МПК: B65G 57/02
Мітки: сортових, пристрій, штабелювальний, заготівок
Формула / Реферат:
1. Штабелювальний пристрій сортових заготівок, до складу якого входять розміщений у рамі привідний повзун із встановленою по його вертикальній осі вставкою і важелі, кожен з яких оснащений горизонтальною площинкою і роликом, встановленим з можливістю взаємодії з копірами, зчленованими з рамою, який відрізняється тим, що вставка виконана складеною із двох частин, до кожної з яких шарнірно прикріплений згаданий важіль з горизонтальною площинкою...
Спосіб штабелювання сортових заготівок і штабелювальний пристрій для його реалізації
Номер патенту: 44568
Опубліковано: 17.01.2005
Автори: Васільєв Юрій Андрійович, Білобров Юрій Миколайович, Чижик Володимир Васильович, Плугатар Віктор Семенович, Гриценко Сергій Анатолійович
МПК: B65D 21/024, B65G 57/02
Мітки: сортових, штабелювання, заготівок, реалізації, штабелювальний, спосіб, пристрій
Формула / Реферат:
1.Спосіб штабелювання сортових заготівок, який складається з подачі в зону штабелювання заготівок, розташованих в один ряд, і переміщення крайніх заготівок у другий ряд, який відрізняється тим, що після подачі заготівок у зону штабелювання виконують вертикальний підйом крайніх заготівок на величину ,...
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 52187
Опубліковано: 15.03.2005
Автори: Солод Володимир Сергійович, Нечепоренко Володимир Андрійович, Нєфєдьєв Сергій Павлович, Бенецький Олексій Геннадійович, Нєфєдьєв Олександр Сергійович
Мітки: заготівок, прокатування-розділяння, сортових, спосіб
Формула / Реферат:
Шахтна однобарабанна підйомна установка, що включає копрові шківи, установлені на одній геометричній осі, канати і однобарабанну піднімальну машину, яка відрізняється тим, що кріплення каната від правого копрового шківа виконано у лівого торця барабана піднімальної машини і відповідно кріплення каната від лівого копрового шківа - у правого торця барабана.
Спосіб штабелювання сортових заготовок і штабелюючий пристрій для його реалізації
Номер патенту: 69809
Опубліковано: 15.09.2004
Автори: Плугатар Віктор Семенович, Чижик Володимир Васильович, Гриценко Сергій Анатолійович, Послушняк Олексій Володимирович
МПК: B65G 57/02
Мітки: штабелюючий, штабелювання, реалізації, заготовок, пристрій, сортових, спосіб
Формула / Реферат:
1. Спосіб штабелювання сортових заготівок, який включає подачу в зону штабелювання заготівок, розташованих в один ряд, вертикальний підйом за рахунок переміщення вертикальних торцевих поверхонь повзуна крайніх заготівок у другий ряд на величину:, де - висота сортової заготівки;
Пристрій коливання струмопідвідного мундштука при наплавці циліндричних заготівок
Номер патенту: 32631
Опубліковано: 15.02.2001
Автори: Шилюк Сергій Миколайович, Невідомський Володимир Олександрович
МПК: B22D 19/08
Мітки: заготівок, наплавці, циліндричних, пристрій, струмопідвідного, мундштука, коливання
Текст:
...надають коливальні рухи, які паралельні геометричній осі заготівки і ВІДПОВІДНІ синусоїдальному закону Для досягнення цього технічного результату пристрій коливань струмопідвідного мундштука, до складу якого входять корпус та привід його коливання, обладнано напрямною рейкою, на якій рухомо встановлено корпус з мундштуком, а привід виконано у вигляді кривошипно-шатунного механізму, шатун якого з'єднано із визначеним корпусом Між характерними...
Попередній патент: Спосіб виготовлення цирконієвих труб
Наступний патент: Мундштук газокисневого різака
Випадковий патент: Спосіб одержання літієвої батареї