Ламінувальний пристрій
Номер патенту: 70967
Опубліковано: 15.11.2004
Автори: Бруніла Еско, Віллман Тармо, Хезеліус Ларс-Хенрік



Формула / Реферат
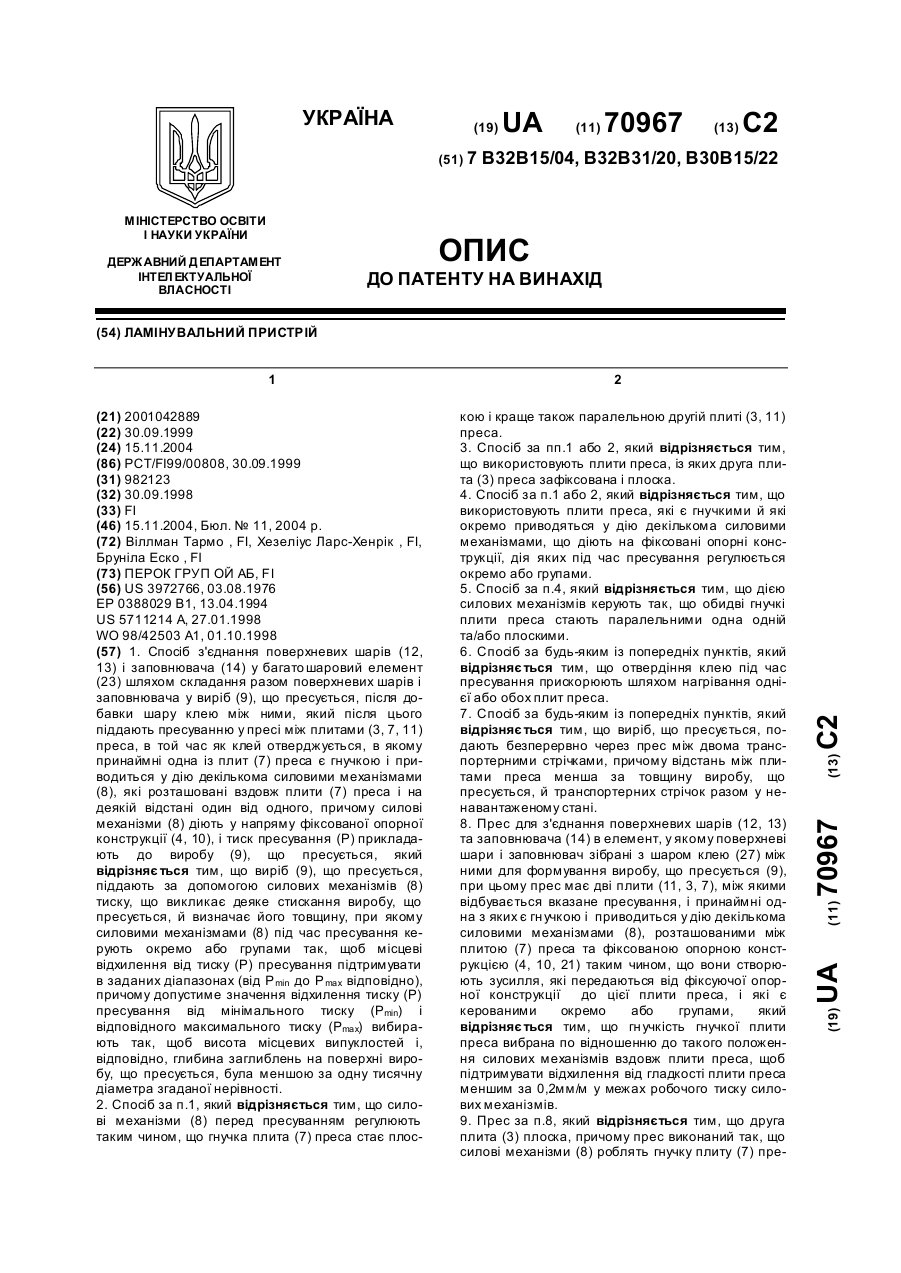
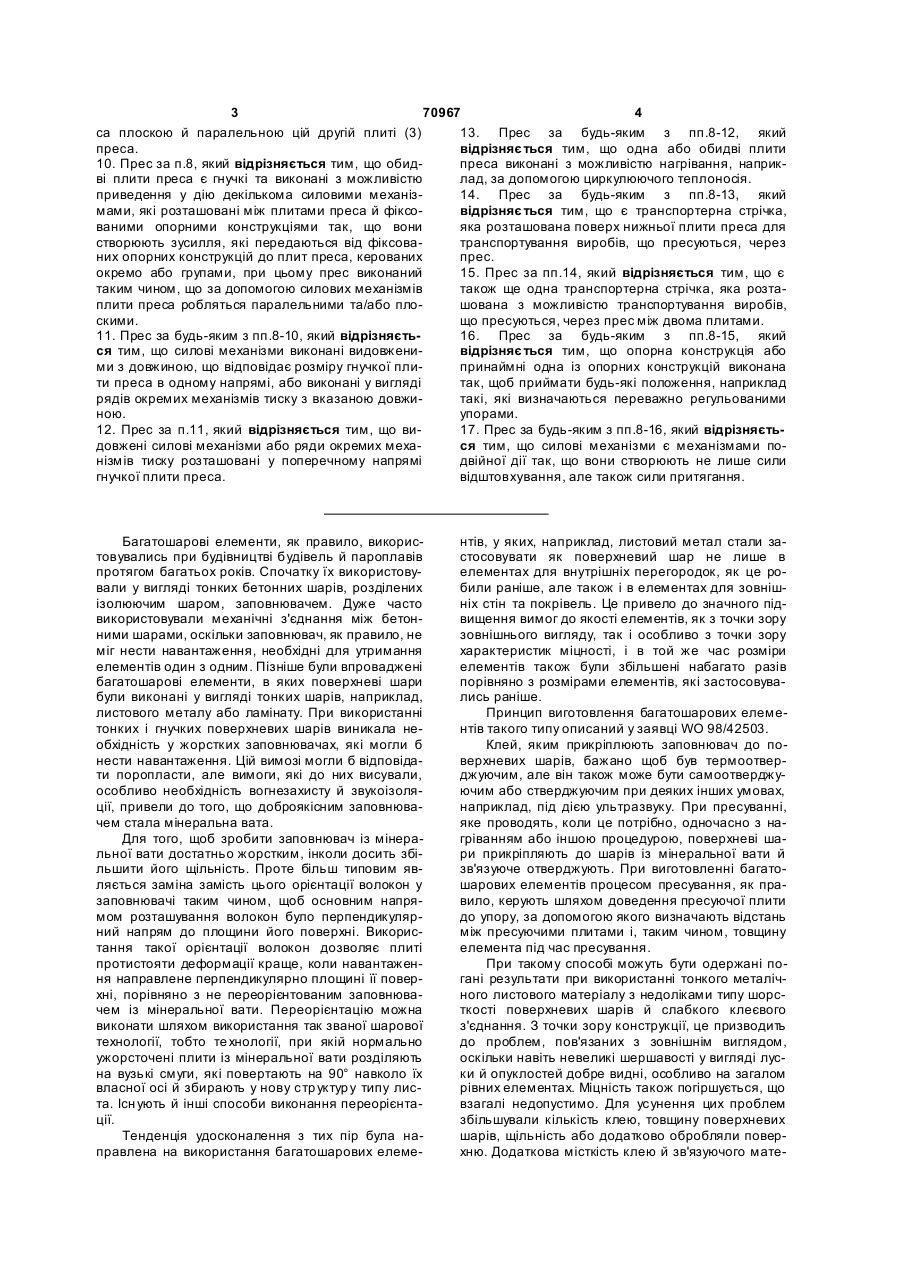
1. Спосіб з'єднання поверхневих шарів (12, 13) і заповнювача (14) у багатошаровий елемент (23) шляхом складання разом поверхневих шарів і заповнювача у виріб (9), що пресується, після добавки шару клею між ними, який після цього піддають пресуванню у пресі між плитами (3, 7, 11) преса, в той час як клей отверджується, в якому принаймні одна із плит (7) преса є гнучкою і приводиться у дію декількома силовими механізмами (8), які розташовані вздовж плити (7) преса і на деякій відстані один від одного, причому силові механізми (8) діють у напряму фіксованої опорної конструкції (4, 10), і тиск пресування (Р) прикладають до виробу (9), що пресується, який відрізняється тим, що виріб (9), що пресується, піддають за допомогою силових механізмів (8) тиску, що викликає деяке стискання виробу, що пресується, й визначає його товщину, при якому силовими механізмами (8) під час пресування керують окремо або групами так, щоб місцеві відхилення від тиску (Р) пресування підтримувати в заданих діапазонах (від Рmin до Рmax відповідно), причому допустиме значення відхилення тиску (Р) пресування від мінімального тиску (Рmin) і відповідного максимального тиску (Рmax) вибирають так, щоб висота місцевих випуклостей і, відповідно, глибина заглиблень на поверхні виробу, що пресується, була меншою за одну тисячну діаметра згаданої нерівності.
2. Спосіб за п. 1, який відрізняється тим, що силові механізми (8) перед пресуванням регулюють таким чином, що гнучка плита (7) преса стає плоскою і краще також паралельною другій плиті (3, 11) преса.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що використовують плити преса, із яких друга плита (3) преса зафіксована і плоска.
4. Спосіб за п. 1 або 2, який відрізняється тим, що використовують плити преса, які є гнучкими й які окремо приводяться у дію декількома силовими механізмами, що діють на фіксовані опорні конструкції, дія яких під час пресування регулюється окремо або групами.
5. Спосіб за п. 4, який відрізняється тим, що дією силових механізмів керують так, що обидві гнучкі плити преса стають паралельними одна одній та/або плоскими.
6. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що отвердіння клею під час пресування прискорюють шляхом нагрівання однієї або обох плит преса.
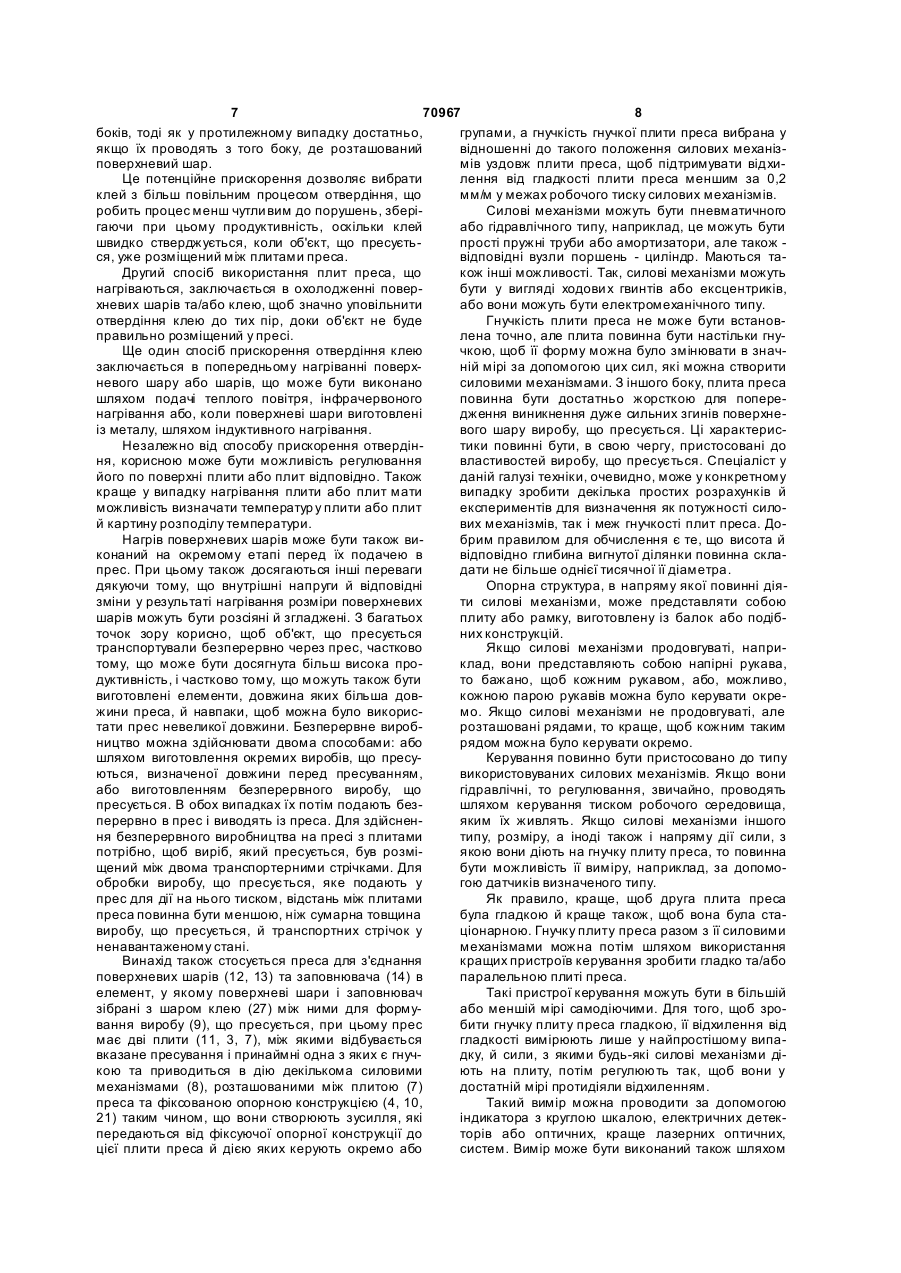
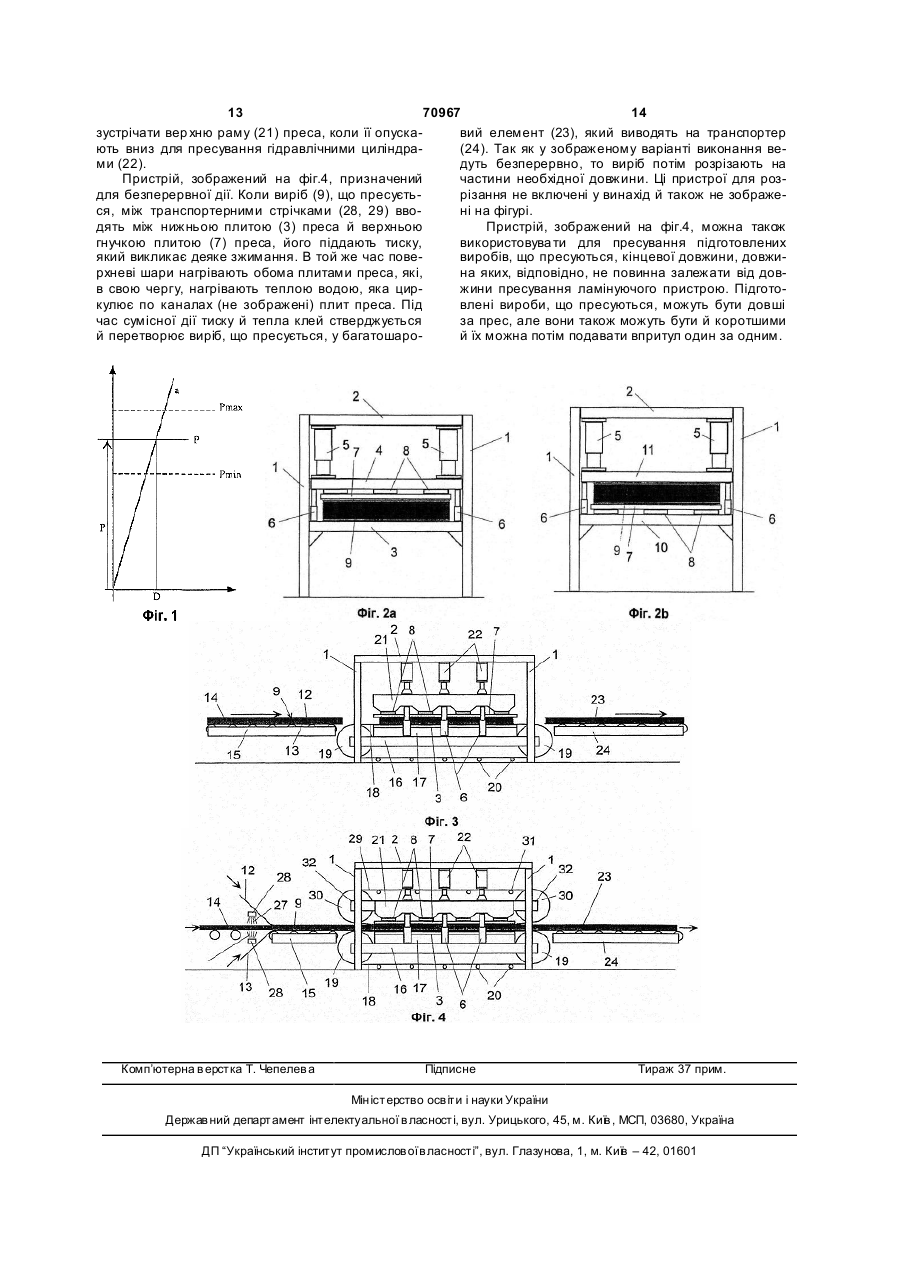
7. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що виріб, що пресується, подають безперервно через прес між двома транспортерними стрічками, причому відстань між плитами преса менша за товщину виробу, що пресується, й транспортерних стрічок разом у ненавантаженому стані.
8. Прес для з'єднання поверхневих шарів (12, 13) та заповнювача (14) в елемент, у якому поверхневі шари і заповнювач зібрані з шаром клею (27) між ними для формування виробу, що пресується (9), при цьому прес має дві плити (11, 3, 7), між якими відбувається вказане пресування, і принаймні одна з яких є гнучкою і приводиться у дію декількома силовими механізмами (8), розташованими між плитою (7) преса та фіксованою опорною конструкцією (4, 10, 21) таким чином, що вони створюють зусилля, які передаються від фіксуючої опорної конструкції до цієї плити преса, і які є керованими окремо або групами, який відрізняється тим, що гнучкість гнучкої плити преса вибрана по відношенню до такого положення силових механізмів вздовж плити преса, щоб підтримувати відхилення від гладкості плити преса меншим за 0,2 мм/м у межах робочого тиску силових механізмів.
9. Прес за п. 8, який відрізняється тим, що друга плита (3) плоска, причому прес виконаний так, що силові механізми (8) роблять гнучку плиту (7) преса плоскою й паралельною цій другій плиті (3) преса.
10. Прес за п. 8, який відрізняється тим, що обидві плити преса є гнучкі та виконані з можливістю приведення у дію декількома силовими механізмами, які розташовані між плитами преса й фіксованими опорними конструкціями так, що вони створюють зусилля, які передаються від фіксованих опорних конструкцій до плит преса, керованих окремо або групами, при цьому прес виконаний таким чином, що за допомогою силових механізмів плити преса робляться паралельними та/або плоскими.
11. Прес за будь-яким з пп. 8 - 10, який відрізняється тим, що силові механізми виконані видовженими з довжиною, що відповідає розміру гнучкої плити преса в одному напрямі, або виконані у вигляді рядів окремих механізмів тиску з вказаною довжиною.
12. Прес за п. 11, який відрізняється тим, що видовжені силові механізми або ряди окремих механізмів тиску розташовані у поперечному напрямі гнучкої плити преса.
13. Прес за будь-яким з пп. 8 - 12, який відрізняється тим, що одна або обидві плити преса виконані з можливістю нагрівання, наприклад, за допомогою циркулюючого теплоносія.
14. Прес за будь-яким з пп. 8 - 13, який відрізняється тим, що є транспортерна стрічка, яка розташована поверх нижньої плити преса для транспортування виробів, що пресуються, через прес.
15. Прес за пп. 14, який відрізняється тим, що є також ще одна транспортерна стрічка, яка розташована з можливістю транспортування виробів, що пресуються, через прес між двома плитами.
16. Прес за будь-яким з пп. 8 - 15, який відрізняється тим, що опорна конструкція або принаймні одна із опорних конструкцій виконана так, щоб приймати будь-які положення, наприклад такі, які визначаються переважно регульованими упорами.
17. Прес за будь-яким з пп. 8 - 16, який відрізняється тим, що силові механізми є механізмами подвійної дії так, що вони створюють не лише сили відштовхування, але також сили притягання.
Текст
1. Спосіб з'єднання поверхневих шарів (12, 13) і заповнювача (14) у багато шаровий елемент (23) шляхом складання разом поверхневих шарів і заповнювача у виріб (9), що пресується, після добавки шару клею між ними, який після цього піддають пресуванню у пресі між плитами (3, 7, 11) преса, в той час як клей отверджується, в якому принаймні одна із плит (7) преса є гнучкою і приводиться у дію декількома силовими механізмами (8), які розташовані вздовж плити (7) преса і на деякій відстані один від одного, причому силові механізми (8) діють у напряму фіксованої опорної конструкції (4, 10), і тиск пресування (Р) прикладають до виробу (9), що пресується, який відрізняє ться тим, що виріб (9), що пресується, піддають за допомогою силових механізмів (8) тиску, що викликає деяке стискання виробу, що пресується, й визначає його товщину, при якому силовими механізмами (8) під час пресування керують окремо або групами так, щоб місцеві відхилення від тиску (Р) пресування підтримувати в заданих діапазонах (від Р min до Р max відповідно), причому допустиме значення відхилення тиску (Р) пресування від мінімального тиску (Рmin) і відповідного максимального тиску (Рmax) вибирають так, щоб висота місцевих випуклостей і, відповідно, глибина заглиблень на поверхні виробу, що пресується, була меншою за одну тисячну діаметра згаданої нерівності. 2. Спосіб за п.1, який відрізняється тим, що силові механізми (8) перед пресуванням регулюють таким чином, що гнучка плита (7) преса стає плос 2 (19) 1 3 70967 4 са плоскою й паралельною цій другій плиті (3) 13. Прес за будь-яким з пп.8-12, який преса. відрізняє ться тим, що одна або обидві плити 10. Прес за п.8, який відрізняється тим, що обидпреса виконані з можливістю нагрівання, наприкві плити преса є гнучкі та виконані з можливістю лад, за допомогою циркулюючого теплоносія. приведення у дію декількома силовими механіз14. Прес за будь-яким з пп.8-13, який мами, які розташовані між плитами преса й фіксовідрізняє ться тим, що є транспортерна стрічка, ваними опорними конструкціями так, що вони яка розташована поверх нижньої плити преса для створюють зусилля, які передаються від фіксоватранспортування виробів, що пресуються, через них опорних конструкцій до плит преса, керованих прес. окремо або групами, при цьому прес виконаний 15. Прес за пп.14, який відрізняється тим, що є таким чином, що за допомогою силових механізмів також ще одна транспортерна стрічка, яка розтаплити преса робляться паралельними та/або плошована з можливістю транспортування виробів, скими. що пресуються, через прес між двома плитами. 11. Прес за будь-яким з пп.8-10, який відрізняєть16. Прес за будь-яким з пп.8-15, який ся тим, що силові механізми виконані видовженивідрізняє ться тим, що опорна конструкція або ми з довжиною, що відповідає розміру гнучкої плипринаймні одна із опорних конструкцій виконана ти преса в одному напрямі, або виконані у вигляді так, щоб приймати будь-які положення, наприклад рядів окремих механізмів тиску з вказаною довжитакі, які визначаються переважно регульованими ною. упорами. 12. Прес за п.11, який відрізняється тим, що ви17. Прес за будь-яким з пп.8-16, який відрізняєтьдовжені силові механізми або ряди окремих мехася тим, що силові механізми є механізмами понізмів тиску розташовані у поперечному напрямі двійної дії так, що вони створюють не лише сили гнучкої плити преса. відштовхування, але також сили притягання. Багатошарові елементи, як правило, використовувались при будівництві будівель й пароплавів протягом багатьох років. Спочатку їх використовували у вигляді тонких бетонних шарів, розділених ізолюючим шаром, заповнювачем. Дуже часто використовували механічні з'єднання між бетонними шарами, оскільки заповнювач, як правило, не міг нести навантаження, необхідні для утримання елементів один з одним. Пізніше були впроваджені багатошарові елементи, в яких поверхневі шари були виконані у вигляді тонких шарів, наприклад, листового металу або ламінату. При використанні тонких і гнучких поверхневих шарів виникала необхідність у жорстких заповнювачах, які могли б нести навантаження. Цій вимозі могли б відповідати поропласти, але вимоги, які до них висували, особливо необхідність вогнезахисту й звукоізоляції, привели до того, що доброякісним заповнювачем стала мінеральна вата. Для того, щоб зробити заповнювач із мінеральної вати достатньо жорстким, інколи досить збільшити його щільність. Проте більш типовим являється заміна замість цього орієнтації волокон у заповнювачі таким чином, щоб основним напрямом розташування волокон було перпендикулярний напрям до площини його поверхні. Використання такої орієнтації волокон дозволяє плиті протистояти деформації краще, коли навантаження направлене перпендикулярно площині її поверхні, порівняно з не переорієнтованим заповнювачем із мінеральної вати. Переорієнтацію можна виконати шляхом використання так званої шарової технології, тобто те хнології, при якій нормально ужорсточені плити із мінеральної вати розділяють на вузькі смуги, які повертають на 90° навколо їх власної осі й збирають у нову стр уктур у типу листа. Існ ують й інші способи виконання переорієнтації. Тенденція удосконалення з тих пір була направлена на використання багатошарових елеме нтів, у яких, наприклад, листовий метал стали застосовувати як поверхневий шар не лише в елементах для внутрішніх перегородок, як це робили раніше, але також і в елементах для зовнішніх стін та покрівель. Це привело до значного підвищення вимог до якості елементів, як з точки зору зовнішнього вигляду, так і особливо з точки зору характеристик міцності, і в той же час розміри елементів також були збільшені набагато разів порівняно з розмірами елементів, які застосовувались раніше. Принцип виготовлення багатошарових елементів такого типу описаний у заявці WO 98/42503. Клей, яким прикріплюють заповнювач до поверхневих шарів, бажано щоб був термоотверджуючим, але він також може бути самоотверджуючим або стверджуючим при деяких інших умовах, наприклад, під дією ультразвуку. При пресуванні, яке проводять, коли це потрібно, одночасно з нагріванням або іншою процедурою, поверхневі шари прикріпляють до шарів із мінеральної вати й зв'язуюче отверджують. При виготовленні багатошарових елементів процесом пресування, як правило, керують шляхом доведення пресуючої плити до упору, за допомогою якого визначають відстань між пресуючими плитами і, таким чином, товщину елемента під час пресування. При такому способі можуть бути одержані погані результати при використанні тонкого металічного листового матеріалу з недоліками типу шорсткості поверхневих шарів й слабкого клеєвого з'єднання. З точки зору конструкції, це призводить до проблем, пов'язаних з зовнішнім виглядом, оскільки навіть невеликі шершавості у вигляді луски й опуклостей добре видні, особливо на загалом рівних елементах. Міцність також погіршується, що взагалі недопустимо. Для усунення цих проблем збільшували кількість клею, товщину поверхневих шарів, щільність або додатково обробляли поверхню. Додаткова місткість клею й зв'язуючого мате 5 70967 6 ріалу приводила, проте, до погіршення вогнестійзабезпечуючи можливість регулювання тиску прекості. Крім того, продукція ставала значно дорожсування у будь-яких частинах плити преса й підчою й, крім того, результати часто виявлялись тримувати його у згаданих ви ще межах (Рmax-Р min) недостатньо добрими або недостатньо передбаУ найпростішому варіанті виконання друга ченими. Не останньою серйозною проблемою є й плита преса є фіксованою й плоскою. те, що більш дорогі засоби потрібно було застосоПеред виконанням операції пресування, силовувати також по відношенню елементів, які не маві механізми, як правило, регулюють так, щоб гнули очевидних недоліків. чка плита преса ставала плоскою й краще також У зв'язку з цим були проведені значні й глибокі паралельною другій плиті преса. Для цього силові дослідження й експерименти, які привели до ствомеханізми можуть бути подвійної дії. рення винаходу у відповідності з заявкою WO При деяких застосуваннях краще, щоб обидві 98/42503. У відповідності з цією публікацією преплити преса були гн учкими й щоб їх можна було сування, при необхідності його виконання одночазадіяти окремо за допомогою декількох силових сно з нагріванням, не проводять до упору до задамеханізмів, дією яких під час пресування можна ної товщини, але здійснюють шляхом створення було керувати роздільно або групами. тиску у заданому діапазоні (Рmax-Рmi n), величину Плитам преса може бути надана вигнута форякого визначають у залежності від складових комма у поперечному розрізі у першому випадку. понентів: шарів мінеральної вати, поверхневих Обидві плити преса повинні були потім зігнуті в шарів та клею. У цьому випадку граничні точки однаковому напрямі й у однаковій мірі. Елемент діапазону визначають, виходячи із двох різних потім стає відповідно вигнутим або приймає купоявищ: нижня межа тиску пресування є самим низьловидну форму, яка може бути бажаною при виким тиском, який потрібен для того, щоб відбулося значених застосуваннях. Частково ці куполовидні руйнування клеєвого кріплення; верхню межу виелементи надають ефект архітектурної заданості, значають по тому, як довго матеріал заповнювача частково куполовидна форма означає, що менші може зберігати його структурні властивості. відхилення від, в протилежному випадку, правильВажливою проблемою в цьому відомому споної площини не будуть так очевидно помітні, як у собі залишається проблема, пов'язана з питанням випадку плоского елемента. збереження тиску пресування в окремих місцях в У нормальному випадку дією силових механіцих межах по поверхні плити преса. Проблема змів можна керувати таким чином, щоб обидві гнузагострюється переорієнтацією заповнювача із чкі плити преса стали паралельними одна одній й мінеральної вати, що викликає систематичні колиплоскими. Як згадано вище, задачею можуть бути вання властивостей між різними частинами заповелементи, які мають вигнуті поперечні зрізи, і в цих нювача, незалежно від використовуваного способу випадках плити преса повинні бути у будь-якому досягнення переорієнтації. Однією з причин цього випадку паралельними. є вимога до міцності елемента. Структура заповПри безперервному пресуванні для забезпенювача не повинна бути зруйнована в результаті чення оптимальних умов для отвердіння клею моперевищення тиску пресування, але, з другого же стати необхідним, щоб плити преса були плосбоку, повинна бути гарантія надійного кріплення кими, але такими, що сходяться або розходяться. верхнього шару. Зовнішній вигляд елемента також Для забезпечення оптимального приклеюванважливий, оскільки людське око фіксує наявність ня необхідно, щоб плити преса створювали тиск навіть дуже невеликих опуклостей на поверхні на об'єкт, що пресується, у попередньо встановелемента. лених межах, при яких нижню межу визначають Ще одна проблема пов'язана із способом пресамим низьким рівнем тиску (Pmin), який необхідсування заключається у забезпеченні плоскості й ний, щоб при відриванні поверхневого шару не паралельності плит преса. Як правило, структури втрачалась міцність з'єднання, отриманого склеюмають дуже великі розміри, їх площа до 15м 2 не є ванням, а верхній тиск (Рmах) визначають умовою, незвичайними, й часто у число вимог включають при якій не повинна бути досягнута межа пропортакі, при яких відхилення від гладкості й паралеційності матеріалу заповнювача. льності повинні бути менш ніж 0,2мм. Плити преса, Межі значення при їх найбільш широкому діаяк правило, також нагрівають, й особливо гострі пазоні дорівнюють (Рmax)та (Р min)відповідно, але проблеми виникають при використанні звичайних вони можуть бути також, коли практичні можливопресів, у яких плити преса часто ледве-ледве висті у спеціальних умовах це дозволяють, встановгинаються. лені так, що діапазон стає меншим, наприклад, Завданням винаходу є розв'язання згаданих так, що нижня межа тиску стає рівною вище проблем шляхом використання способу й [(Рmax)+0,25*(Рmax-Рmi n)], а верхня межа тиску стає пристроїв у відповідності з даною формулою винарівною [(Рmax)-0,25*(Рmax-Р min)]. У більшості випадходу. ків можливо й бажано прискорити процес отверКоли при виробництві багатошарового елемедіння клею під час пресування шляхом нагрівання нта у відповідності з винаходом, тонкі поверхневі з боку однієї або обох плит преса, в залежності від шари, наприклад, виготовлені із металічного листого, чи є поверхневі шари з одного або з обох та, варто прикріплювати до шару заповнювача, боків. Інші способи прискорення процесу отвердінвиготовленого із переорієнтованої мінеральної ня можуть також бути розглянуті в залежності від вати, використовують ламінуючий пристрій, у якохарактеру клею. му, принаймні, одна із плит преса є гнучкою і її Зрозуміло, що, якщо є поверхневі шари з обох задіють великою кількістю силових механізмів, боків заповнювача, то нагрівання або інші дії по дією яких можна керувати роздільно або групами, прискоренню отвердіння повинні бути також з обох 7 70967 8 боків, тоді як у протилежному випадку достатньо, групами, а гнучкість гнучкої плити преса вибрана у якщо їх проводять з того боку, де розташований відношенні до такого положення силових механізповерхневий шар. мів уздовж плити преса, щоб підтримувати відхиЦе потенційне прискорення дозволяє вибрати лення від гладкості плити преса меншим за 0,2 клей з більш повільним процесом отвердіння, що мм/м у межах робочого тиску силових механізмів. робить процес менш чутли вим до порушень, зберіСилові механізми можуть бути пневматичного гаючи при цьому продуктивність, оскільки клей або гідравлічного типу, наприклад, це можуть бути швидко стверджується, коли об'єкт, що пресуєтьпрості пружні труби або амортизатори, але також ся, уже розміщений між плитами преса. відповідні вузли поршень - циліндр. Маються таДругий спосіб використання плит преса, що кож інші можливості. Так, силові механізми можуть нагріваються, заключається в охолодженні повербути у вигляді ходови х гвинтів або ексцентриків, хневих шарів та/або клею, щоб значно уповільнити або вони можуть бути електромеханічного типу. отвердіння клею до тих пір, доки об'єкт не буде Гнучкість плити преса не може бути встановправильно розміщений у пресі. лена точно, але плита повинна бути настільки гнуЩе один спосіб прискорення отвердіння клею чкою, щоб її форму можна було змінювати в значзаключається в попередньому нагріванні поверхній мірі за допомогою цих сил, які можна створити невого шару або шарів, що може бути виконано силовими механізмами. З іншого боку, плита преса шляхом подачі теплого повітря, інфрачервоного повинна бути достатньо жорсткою для поперенагрівання або, коли поверхневі шари виготовлені дження виникнення дуже сильних згинів поверхнеіз металу, шляхом індуктивного нагрівання. вого шару виробу, що пресується. Ці характерисНезалежно від способу прискорення отвердінтики повинні бути, в свою чергу, пристосовані до ня, корисною може бути можливість регулювання властивостей виробу, що пресується. Спеціаліст у його по поверхні плити або плит відповідно. Також даній галузі техніки, очевидно, може у конкретному краще у випадку нагрівання плити або плит мати випадку зробити декілька простих розрахунків й можливість визначати температур у плити або плит експериментів для визначення як потужності силой картину розподілу температури. вих механізмів, так і меж гнучкості плит преса. ДоНагрів поверхневих шарів може бути також вибрим правилом для обчислення є те, що висота й конаний на окремому етапі перед їх подачею в відповідно глибина вигнутої ділянки повинна склапрес. При цьому також досягаються інші переваги дати не більше однієї тисячної її діаметра. дякуючи тому, що внутрішні напруги й відповідні Опорна структура, в напряму якої повинні діязміни у результаті нагрівання розміри поверхневих ти силові механізми, може представляти собою шарів можуть бути розсіяні й згладжені. З багатьох плиту або рамку, виготовлену із балок або подібточок зору корисно, щоб об'єкт, що пресується них конструкцій. транспортували безперервно через прес, частково Якщо силові механізми продовгуваті, напритому, що може бути досягнута більш висока проклад, вони представляють собою напірні рукава, дуктивність, і частково тому, що можуть також бути то бажано, щоб кожним рукавом, або, можливо, виготовлені елементи, довжина яких більша довкожною парою рукавів можна було керувати окрежини преса, й навпаки, щоб можна було викорисмо. Якщо силові механізми не продовгуваті, але тати прес невеликої довжини. Безперервне вироброзташовані рядами, то краще, щоб кожним таким ництво можна здійснювати двома способами: або рядом можна було керувати окремо. шляхом виготовлення окремих виробів, що пресуКерування повинно бути пристосовано до типу ються, визначеної довжини перед пресуванням, використовуваних силових механізмів. Якщо вони або виготовленням безперервного виробу, що гідравлічні, то регулювання, звичайно, проводять пресується. В обох випадках їх потім подають безшляхом керування тиском робочого середовища, перервно в прес і виводять із преса. Для здійсненяким їх живлять. Якщо силові механізми іншого ня безперервного виробництва на пресі з плитами типу, розміру, а іноді також і напряму дії сили, з потрібно, щоб виріб, який пресується, був розміякою вони діють на гнучку плиту преса, то повинна щений між двома транспортерними стрічками. Для бути можливість її виміру, наприклад, за допомообробки виробу, що пресується, яке подають у гою датчиків визначеного типу. прес для дії на нього тиском, відстань між плитами Як правило, краще, щоб друга плита преса преса повинна бути меншою, ніж сумарна товщина була гладкою й краще також, щоб вона була ставиробу, що пресується, й транспортних стрічок у ціонарною. Гнучку плиту преса разом з її силовими ненавантаженому стані. механізмами можна потім шляхом використання Винахід також стосується преса для з'єднання кращих пристроїв керування зробити гладко та/або поверхневих шарів (12, 13) та заповнювача (14) в паралельною плиті преса. елемент, у якому поверхневі шари і заповнювач Такі пристрої керування можуть бути в більшій зібрані зшаром клею (27) між ними для формуабо меншій мірі самодіючими. Для того, щоб зровання виробу (9), що пресується, при цьому прес бити гнучку плиту преса гладкою, її відхилення від має дві плити (11, 3, 7), між якими відбувається гладкості вимірюють лише у найпростішому випавказане пресування і принаймні одна з яких є гнучдку, й сили, з якими будь-які силові механізми дікою та приводиться в дію декількома силовими ють на плиту, потім регулюють так, щоб вони у механізмами (8), розташованими між плитою (7) достатній мірі протидіяли відхиленням. преса та фіксованою опорною конструкцією (4, 10, Такий вимір можна проводити за допомогою 21) таким чином, що вони створюють зусилля, які індикатора з круглою шкалою, електричних детекпередаються від фіксуючої опорної конструкції до торів або оптичних, краще лазерних оптичних, цієї плити преса й дією яких керують окремо або систем. Вимір може бути виконаний також шляхом 9 70967 10 використання каліброваного виробу, що пресуєтьлові механізми повинні бути подвійної дії, щоб з їх ся, який був перед початком процесу розташовадопомогою можна було не лише прикладати відний у пресі, що робить наладку більш легкою. штовхувальні сили, але також притягальні сили. У пресі відповідно до винаходу обидві плити Винахід з успіхом може бути застосований в преса можуть бути гнучкими й обидві можуть бути умовах, коли заповнювач виготовлений із мінеразадіяні за допомогою декількох силових механізльної вати, краще укладений тонкими шарами або мів, які розташовані між цими плитами й фіксовапереорієнтований якимось іншим способом так, ними опорними структурами таким чином, що щоб надати більшу стійкість до навантажень тисшляхом їх використання можна створювати сили, ком, направлених перпендикулярно до головної які можуть бути передані від фіксованих опорних площини наповнювача. Наповнювачі із мінеральструктур плитам преса, й дією яких можна керуваної вати у вигляді тонких шарів і з структурою із ти роздільно або групами, причому прес виконавластивостями такого ж типу в значній мірі відпоний таким чином, що за допомогою силових мехавідають тим проблемам, які описані на початку нізмів можна зробити плити преса паралельними опису винаходу, особливо якщо щільність заповта/або гладкими. нювача відносно низька, як це повинно бути при Щоб мати можливість забезпечити оптимальекономічних розрахунках. Вибір мінеральної вати не проклеювання, потрібно, щоб тиск, яким діють як заповнювача часто проводять тому, що вона на виріб, що пресується, у пресі, можна було виекономічно ефективна, довговічна й має добру значити і вручну або автоматично підтримувати у вогнестійкість. заданих межах, які оператор може мати можлиПроте можуть застосовуватись для спеціальвість визначати наперед для елементів, про які них застосувань і інші заповнювачі, наприклад йде мова. полістирольний поропласт й фенольний поропСилові механізми можуть бути подовжені й ласт. мати довжину, яка відповідає розміру гнучкої плиПриклад ти преса в одному напрямі. Подовжені силові меЯк типовий випадок наведений приклад безханізми можуть представляти собою труби. Якщо перервного пресування у пресі з робочою довжизамість цього вибрані амортизатори або гідравлічною 5м. Верхня плита преса була гнучкою, а нижні циліндри, то краще розташувати їх рядами. Зруня плита була жорсткою. Силові механізми між чно, щоб подовжені механізми для створення тисгнучкою плитою преса й її опорною конструкцією ку або ряди були розташовані в поперечному були виконані у вигляді 16 труб, які були розташонапрямі гнучких плит преса, оскільки типові вимоги вані у поперечному напрямі плити преса з кроком заключаються у виключені її вигину в поздовжньо330см. Вони були з'єднані парами й приєднані до му напрямі. У багатьох випадках інше розташугідравлічної системи з можливістю регулювання вання силових механізмів може бути більш підхотиску в кожній парі труб. Обидві плити преса мали дящим, наприклад, розташування в ялинку. Якщо внутрішню систему отворів, по яких пропускали контрольований вигин плити преса кращий і краводу з температурою 92°С, якою повідомляли поще, щоб вона мала вигин у поперечному розрізі, то верхням плит преса, близьких до зони пресування, продовгуваті силові механізми або ряд силових температуру близько 85,5°С. механізмів повинні бути розташовані у поздовжВиріб, який пресували, транспортували через ньому, замість поперечного, напрямі плити преса. прес двома транспортерними стрічками. Шляхом Як правило, краще прискорювати отвердіння використання калібровочного елемента тиск у різклею будь-яким чином, коли виріб, що пресується, них парах труб було відрегульовано так, щоб гнучуже розташований у пресі між плитами, шляхом ка плита преса була рівною й паралельною другій нагрівання. Потім вимагається, щоб одна із плит плиті преса при тиску пресування 30-40кПа. преса або обидві нагрівали, наприклад, циркулюВиріб, який пресувався, представляв собою ючим теплоносієм. Теплоносій вибирають у залезаповнювач із укладеної тонкими шарами мінеражності, головним чином, від температури, яку польної вати з щільністю 90кг/м (нормальна щільвинні мати плита або плити преса. Це, в свою ність для цього випадку складає 70-120кг/м). Кончергу, залежить від властивостей клею і від необцентрація зв'язуючої речовини складала в даному хідності прискорення процесу. прикладі 2,5%. (Нормальна концентрація складає Щоб мати можливість швидко змінювати тов2-4%). Виріб, що пресується, включав стальний щину виробу, що пресується, краще, щоб опорна лист, покритий шаром пластика з обох боків. Товконструкція або, у випадку двох гнучких плит прещина листа складала 0,5мм з одного боку й 0,6мм са, принаймні, одна з опорних конструкцій була з другого боку. розташована так, щоб приймати будь-які полоУ прикладі довжина виробу, що пресується, ження, наприклад, визначені упорами. Опорна (майбутнього багатошарового елемента) складала конструкція може бути виконана у вигляді рами, 7м й ширина - 1,2м. Довжина в 6-10м є типовою, яку за допомогою гідравлічних циліндрів можна але елемент може також мати довжину більшу підняти й опустити відповідно до упорів. 10м. Ширина, як правило, складає 0,8-1,2м. Ряд упорів можна використати у будь-яких виМіж шаром із металічного листа й заповнюваробничих умовах або, скоріше, можна використати чем був шар клею, який складався із двокомпонетакі упори, які можна легко регулювати для виконтного поліуретанового клею, з поверхневою нання будь-яких виробничих умов. щільністю приблизно 175г/м. Для забезпечення можливості зміни форми Для цього виробу, що пресується, підходящигнучкої плити або гн учких плит преса без збільми тисками були Pmіn=25кПа й Рmах=50кПа. Кривишення чистого тиску на виріб, що пресується, сизна елемента складала
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for joining surface layers
Автори англійськоюWillman Tarmo, Brunila Esco
Назва патенту російськоюЛаминирующее устройство
Автори російськоюВиллман Тармо, Брунила Эско
МПК / Мітки
МПК: B30B 15/16, B32B 37/00, B32B 15/04
Мітки: ламінувальний, пристрій
Код посилання
<a href="https://ua.patents.su/7-70967-laminuvalnijj-pristrijj.html" target="_blank" rel="follow" title="База патентів України">Ламінувальний пристрій</a>
Спосіб виготовлення деревностружкових плит і пристрій для його здійснення
Номер патенту: 15774
Опубліковано: 30.06.1997
Автори: Бехта Наталя Степанівна, Бехта Павло Антонович
Мітки: здійснення, спосіб, плит, пристрій, деревностружкових, виготовлення
Формула / Реферат:
1. Спосіб виготовлення деревностружкових плит, який включає завантаження стружкового килиму в прес, зімкнення плит преса, прогрівання водяною парою або газоподібним агентом шляхом продування і пресування, який відрізняється тим, що продування внутрішнього шару здійснюють в процесі зімкнення плит преса шляхом подачі водяної пари або іншого газоподібного агента під тиском від середини деревностружкового килиму до його кромок.2. Пристрій...
Пристрій для затиску фільтрувальних плит фільтр-преса
Номер патенту: 34554
Опубліковано: 15.03.2001
Автори: Саєнко Віталій Григорович, Свідерський Євген Едуардович
МПК: B01D 25/12
Мітки: фільтр-преса, фільтрувальних, пристрій, плит, затиску
Формула / Реферат:
Пристрій для затиску фільтрувальних плит фільтрпреса, який складається з плунжерних гідроциліндрів змикання, гідроциліндрів фіксації і плунжерних гідроциліндрів затиску, який відрізняється тим, що застосовані плунжерні гідроциліндри затиску рівномірно розташовані між верхньою і нижньою половинами нажимної плити.
Пристрій для безперервного виготовлення деревинностружкових плит
Номер патенту: 29847
Опубліковано: 15.11.2000
Автори: Соколовський Ярослав Іванович, Сафаров Вячеслав Олександрович, Філінюк Роман Васильович
МПК: B27N 3/08
Мітки: виготовлення, плит, пристрій, безперервного, деревинностружкових
Формула / Реферат:
Пристрій для безперервного виготовлення деревинно-стружових плит, включаючий верхню та нижню пресуючі стрічки, гусеничні траки і системи їх обігрівання, канали підводу газу та газовими горілками, давачі покоробленості плити, виконуючий механізм та шибер, встановлений в каналах підводу газу, а також автоматичну систему регулювання температури у вигляді з'єднаних послідовно потенціометра, рахівника імпульсів, одновібратора та підсилювача, при...
Спосіб та пристрій для виготовлення деревностружкових плит
Номер патенту: 13752
Опубліковано: 25.04.1997
Автори: Бехта Павло Антонович, Бехта Наталія Степанівна
Мітки: плит, деревностружкових, пристрій, спосіб, виготовлення
Формула / Реферат:
(57) 1. Способ изготовления древесностружечных плит, включающий раздельную подачу внутреннего и наружного слоев ковра, формирование полотна ковра и под прессовку с последующим прессованием, отличающийся тем, что подачу стружек внутреннего слоя на участок формирования ковра ленточного пресса осуществляют в потоке перегретого пара или другого газообразного агента между наружными слоями ковра.2. Устройство для изготовления...
Пристрій для створення високого тиску і температури
Номер патенту: 44045
Опубліковано: 15.01.2002
Автори: Петренко Валентин Іванович, Олейніков Борис Андрійович, Мінченко Григорій Васильович
МПК: B01J 3/06
Мітки: створення, пристрій, тиску, температури, високого
Формула / Реферат:
Пристрій для створення високого тиску і температури, що містить дві співвісно встановлені матриці з центральними заглибленнями і суміжними кільцевими виточками на звернутих один до одного торцях, утвореними перетинанням двох конічних поверхонь ,що складають камеру стиснення, в якій розташовано контейнер із зразком, який відрізняється тим, що кільцеві виточки по місцю перетинання конічних поверхонь мають зустрічні виступи, висота яких не...
Попередній патент: Піримідини, що інгібують реплікацію віл
Наступний патент: Спосіб лапароскопічної санації черевної порожнини
Випадковий патент: Спосіб ранньої діагностики порушень слухової функції