Спосіб штампування поковок
Номер патенту: 85071
Опубліковано: 11.11.2013
Автори: Ніколенко Роман Сергійович, Кухар Володимир Володимирович, Каргін Сергій Борисович, Суглобов Роман Володимирович, Каргін Борис Сергійович
Формула / Реферат
Спосіб штампування поковок, що включає торцеве осаджування циліндричних заготовок на 20-50 % їх висоти випуклими подовженими (радіусними) плитами із відношенням радіуса цих плит до діаметра заготовки у діапазоні 0,5-2,5 та штампування до кінцевих розмірів у штампувальних рівчаках, який відрізняється тим, що осаджування виконують із забезпеченням ексцентриситету осі випуклості плит до вертикальної осі заготовки.
Текст
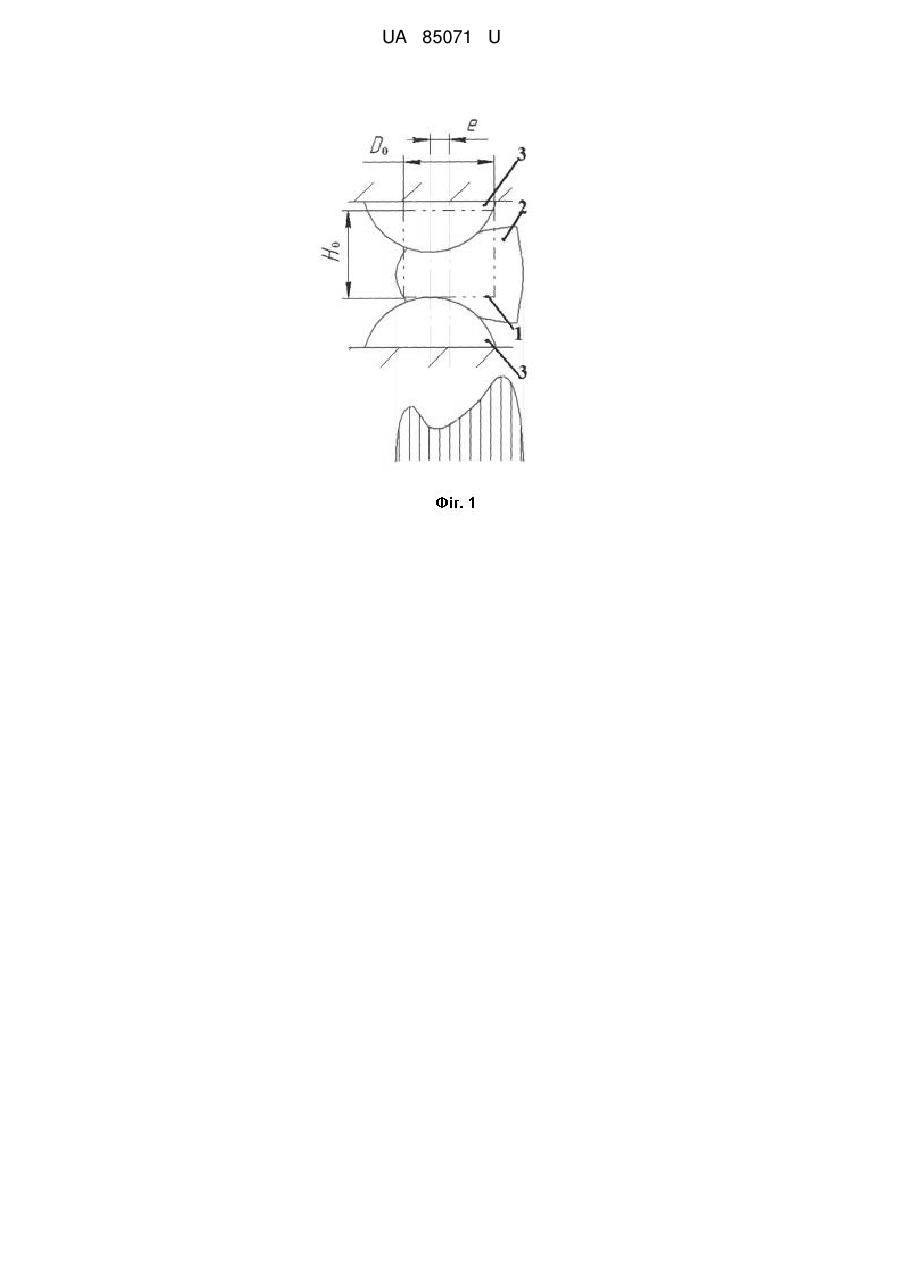
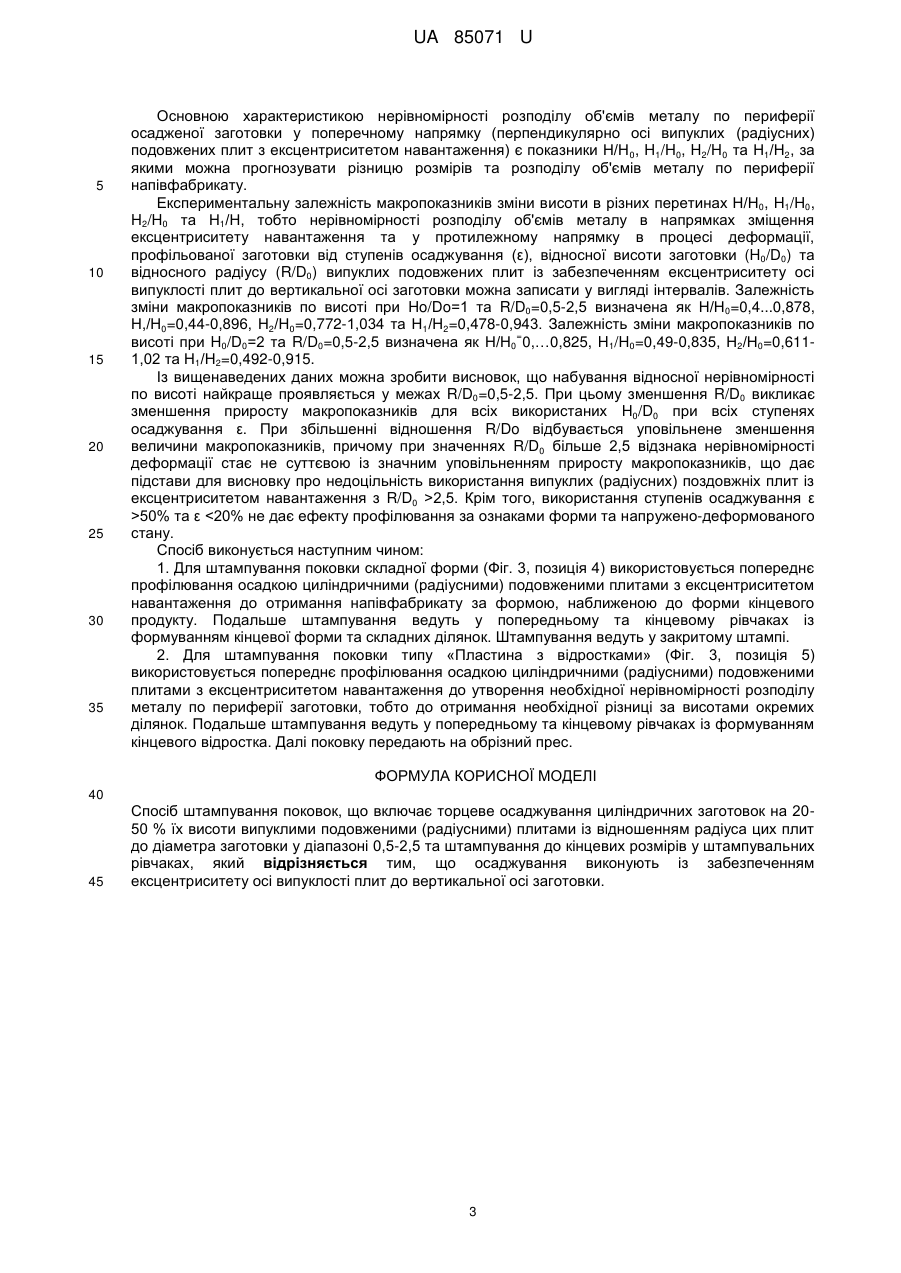
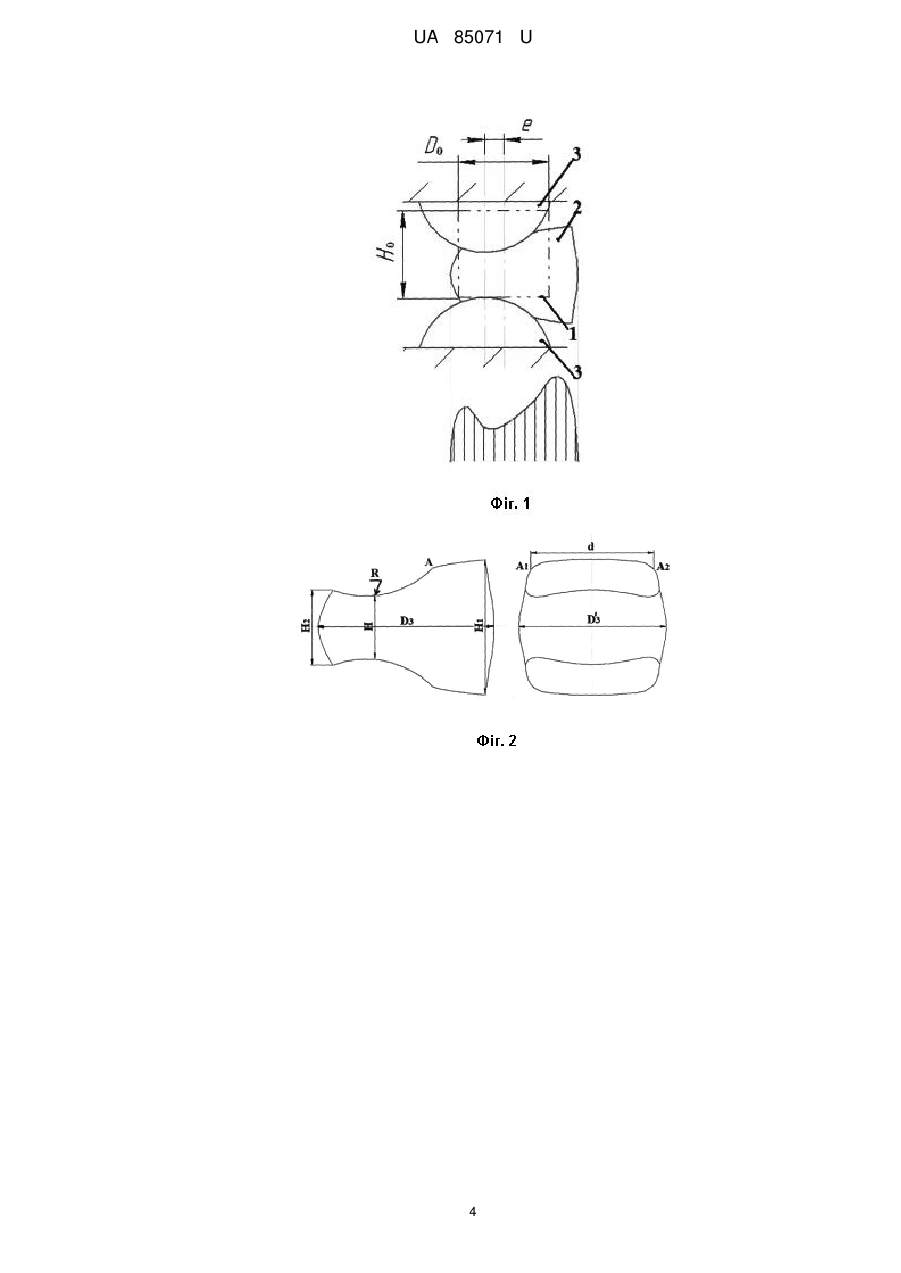
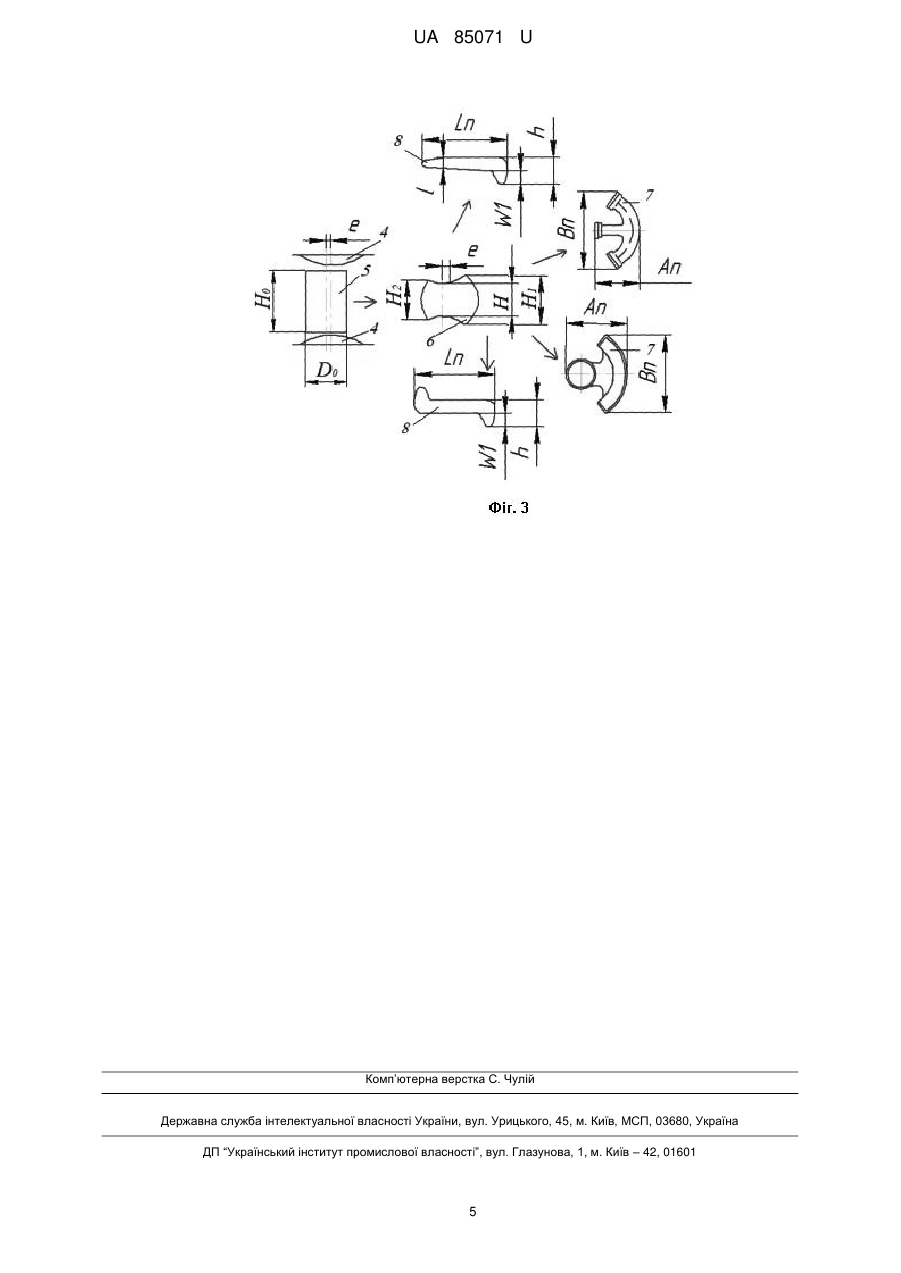
Реферат: Спосіб штампування поковок включає торцеве осаджування циліндричних заготовок на 20-50 % їх висоти випуклими подовженими (радіусними) плитами із відношенням радіуса цих плит до діаметра заготовки у діапазоні 0,5-2,5 та штампування до кінцевих розмірів у штампувальних рівчаках. Осаджування виконують із забезпеченням ексцентриситету осі випуклості плит до вертикальної осі заготовки. UA 85071 U (12) UA 85071 U UA 85071 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування, зокрема до ковальськоштампувального виробництва, а саме виготовлення поковок переважно на пресовому устаткуванні. Відомий спосіб виготовлення поковок [Способ изготовления пластин: А. с. 1690933 СССР, МКИ B21J5/00 / А. В. Скащенков, В.Д. Арефьев, А.В. Пакало и др. - №4707365/27; Заявл. 19.06.89; Опубл. 15.11.91, Бюл. №42. - 5 сил.]. Відповідно до цього способу виконують деформування заготовки плоскими бійками до прямокутної форми та розвертання заготовки на 90° із формуванням багатоступеневого напівфабрикату, в якому ступені розташовують по обидві сторони від центральної осі із зменшенням висоти ступенів від центру до периферії, причому кінцевий ступінь має товщину готової плити, а ширина центрального стовщення не перевищує довжину бійка. Далі поводять згинання крайніх ступенів заготовки на 90° до середньої площадки й протягують по середніх ступенях до товщини готової плити із подальшою правкою на вальцях чи пресі. Даний спосіб потребує суттєвих працевтрат через використання великої кількості переходів для формування подовженого полотна поковки, супроводжується інтенсивним охолодженням полотна заготовки та пристосований переважно до процесів кування. Відомий спосіб виготовлення поковок за винаходом [Спосіб виготовлення поковок типу пластин: патент України № 32682, МКИ B21J1/04. Опубл. 15.02.2001, Бюл. №1. - 4 с. ил.]. Спосіб містить деформування протягуванням зливка (заготовки) V-подібними бійками вздовж осі, причому верхній бойок має трапецієвидну форму із шириною меншою за діаметр заготовки та встановлений вздовж її осі, нижній бойок - вирізний. Кінцеве кування здійснюється плоскими бойками із розгинанням протягнутої заготовки та формуванням плити. Даний спосіб впродовж реалізації потребує заміни фасонних бойків на плоскі або застосування проміжної надставки та здебільше пристосований для процесів кування крупних поковок. Крім того, використання трапецієвидних бойків викликає небезпеку тріщиноутворення на поверхні поковок у місцях переходу горизонтальної полки у нахилені ділянки. Останній недолік викликає потребу в обґрунтуванні можливостей застосування округлених бойків. Найбільш близьким технічним рішенням (прототипом) до способу, що заявляється, є спосіб штампування поковок [Спосіб штампування поковок пластин: патент України № 44484 МПК В21К1/00, B21J5/00. / В.В. Кухар, В.А. Бурко, О.О. Лаврентік, А.В. Дубініна. - №200902832; Заявл. 26.03.2009; Опубл. 12.10.2009, Бюл. №19. - 4 с. ил.]. Згідно з цим способом виконують торцеве осаджування циліндричної заготовки випуклими подовженими плитами із діапазоном відношення радіусу цих плит до початкового діаметра заготовки 0,5 – 2,5 до ступенів осаджування 20 - 50 %, та остаточне штампування до кінцевих розмірів у штампувальних рівчаках. Основним недоліком, що звужує технологічні можливості прототипу, є те, що отримання в такий спосіб поковок із різними значеннями поздовжніх та поперечних розмірів, утруднюється через рівномірний розподіл металу за периферією при операції торцевого осаджування та відсутність необхідного об'єму метала в потрібних зонах напівфабрикату (зона формування відростка при процесі штампування). Тобто спосіб придатний переважно для штампування поковок, наближених до квадратних за формою, або поковок нескладної форми з відростками. При цьому як протиріччя слід визначити використання для наближення форми заготовки до конфігурації поковки плит із випуклими вставками, які дають рівномірне, симетричне зміщення об'ємів металу в горизонтальному напрямку від осі симетрії плит та заготовки, що потребує подальших операцій для наближення напівфабрикату до поковок складної форми з відростками, а це призведе до втрати часу та більшого відходу металу. В основу корисної моделі поставлена задача розробити спосіб штампування поковок, в якому, за рахунок зміни умов здійснення дій, забезпечується розширення номенклатури штампованих поковок, підвищується стійкість штампів, точність виробів та покращується керованість способом із формуванням більш проблемної макроструктури поковки. Поставленазадача вирішується тим, що включає торцеве осаджування циліндричних заготовок плитами з діапазоном відношення радіусу цих плит до початкового діаметра заготовки 0,5-2,5 до ступенів осаджування 20-50% та штампування до кінцевих розмірів у штампувальних рівчаках, відповідно до корисної моделі, торцеве осаджування виконують із забезпеченням ексцентриситету осі випуклості плит до вертикальної осі заготовки. Завдяки використанню ексцентриситету осі випуклості плит до вертикальної осі заготовки виконується формування подовженої форми напівфабрикату поковки та здійснюється зміщення об'єму метала до зони утворення відростків із збереженням простої конфігурації плит, що осаджують, тобто відбувається профілювання заготовки без застосування (із скороченням кількості або виключенням) складних підготовчих штампових рівчаків. Крім того, за рахунок 1 UA 85071 U 5 10 15 20 25 30 35 40 45 50 55 штампування спрофільованої заготовки, підвищується стійкість штампів, точність виробів та покращується керованість способом із формуванням більш проблемної макроструктури поковки. Основною перевагою способу використання випуклих (радіусних) подовжених плит з ексцентриситетом навантаження для торцевого осаджування циліндричних заготовок попереду оформлення поковок плит є зменшення нерівномірності деформації у вигляді більш інтенсивного поздовжнього плину металу та виключення появи «язиків» зайвого металу. А також використання ексцентриситету сприяє зміщенню необхідного об'єму металу в горизонтальному напрямку до зони утворення відростка. За рахунок такої форми напівфабрикату його подальше деформування відбувається без складних технологічних операцій та великих зусиль, наближаючи конфігурацію до форми поковок звичайної форми та поковок складної форми з відростками. Суть корисної моделі пояснює креслення. Фіг. 1 - Осаджування випуклими подовженими (радіусними) плитами із забезпеченням ексцентриситету осі випуклості плит до вертикальної осі заготовки : 1 - контур вихідної циліндричної заготовки; 2 - профільована заготовка після осаджування; 3 - випуклі подовжені (радіусні) осаджувальні плити; Н0 та D0 - вихідні висота та діаметр циліндричної заготовки відповідно; е - значення ексцентриситету при осаді, тобто розбіжність осі заготовки і вертикальної осі осаджувальних плит; Фіг. 2 - Загальний вигляд профільованої заготовки після осаджування з ексцентриситетом: R - радіус випуклої подовженої осаджувальної плити; d - ширина приторцевої зони між точками А1 і А2; Η - мінімальна висота заготовки після осаджування в зоні зміщення ексцентриситету осі випуклості плит до вертикальної осі заготовки; Н1 та Н2 - максимальні висоти заготовки після осаджування по торцевих виступах праворуч та ліворуч від поздовжньої осі випуклих подовжених плит відповідно, D3 - розмір по середині висоти заготовки після осаджування у поперечному напрямку; D3 - розмір по середині висоти заготовки після осаджування у поздовжньому напрямку; Фіг. 3 - Переходи штамповки складної поковки з попереднім профілюванням заготовки осадкою випуклими подовженими плитами з ексцентриситетом: 4 - осадові плити з радіусом випуклості R; 5 - вихідна заготовка діаметром D0 і висотою Н0; 6 - профільована заготовка (розміри Н, Н1 і Н2); 7 - поковка без відходів (габарити An і Вт); 8 - пластина з відростками; е - значення ексцентриситету при осаді, тобто розбіжність осі заготовки і вертикальної осі осаджувальних плит. Істотність зміни схеми осаджування випуклими (радіусними) подовженими плитами з ексцентриситетом осі випуклості плит до вертикальної осі заготовки полягає у реалізації корисної технічної нерівномірності деформації видовження заготовки у напрямку, перпендикулярному вісі осаджувальних плит та зміщення необхідного об'єму металу в одну сторін у напрямку, перпендикулярному вісі осаджувальних плит. Тобто при такій схемі деформування розміри заготовки у напрямках, перпендикулярних напрямку руху випуклої (радіусної) плити, збільшується нерівномірно й заготовка набуває видовженої форми, а застосування ексцентриситету при осаді призведе до нерівномірного зміщення об'ємів металу у горизонтальному напрямку, що дозволяє приблизити форму напівфабрикату до конфігурації штампувального рівчака поковки з відростками із прогнозованою різницею подовжніх та поперечних розмірів. В лабораторних умовах (лабораторія кафедри ковальсько-штампувального виробництва Приазовського державного технічного університету) було проведено ряд експериментів по осаджуванню циліндричних заготовок випуклими (радіусними) подовженими плитами з ексцентриситетом навантаження. Були осаджені циліндричні заготовки із свинцю, що прийнятне моделі середньовуглецевої сталі при гарячій деформації. Діаметр заготовок складав D0=50 mm, а вихідні висоти складали Н0=50 та 100 мм, що відповідає відношенням H0/D0=1,0 та 2,0. Радіуси подовжених осаджувальних плит складали R=30; 50; 75 та 112,5 мм, що відповідає відношенням R/D0 = 0,6; 1.0; 1,5 та 2,25 відповідно. Проводили ступінчасте осаджування із дрібністю осадки ε =5% із замірюванням геометричних показників за Фіг.2. 2 UA 85071 U 5 10 15 20 25 30 35 Основною характеристикою нерівномірності розподілу об'ємів металу по периферії осадженої заготовки у поперечному напрямку (перпендикулярно осі випуклих (радіусних) подовжених плит з ексцентриситетом навантаження) є показники Н/Н 0, H1/H0, H2/H0 та Н1/Н2, за якими можна прогнозувати різницю розмірів та розподілу об'ємів металу по периферії напівфабрикату. Експериментальну залежність макропоказників зміни висоти в різних перетинах Н/Н0, H1/H0, H2/H0 та Н1/Н, тобто нерівномірності розподілу об'ємів металу в напрямках зміщення ексцентриситету навантаження та у протилежному напрямку в процесі деформації, профільованої заготовки від ступенів осаджування (ε), відносної висоти заготовки (H0/D0) та відносного радіусу (R/D0) випуклих подовжених плит із забезпеченням ексцентриситету осі випуклості плит до вертикальної осі заготовки можна записати у вигляді інтервалів. Залежність зміни макропоказників по висоті при Ho/Do=1 та R/D0=0,5-2,5 визначена як Н/Н0=0,4...0,878, Н,/Н0=0,44-0,896, Н2/Н0=0,772-1,034 та Н1/Н2=0,478-0,943. Залежність зміни макропоказників по = висоті при H0/D0=2 та R/D0=0,5-2,5 визначена як Н/Н0 0,…0,825, H1/H0=0,49-0,835, Н2/Н0=0,6111,02 та Н1/Н2=0,492-0,915. Із вищенаведених даних можна зробити висновок, що набування відносної нерівномірності по висоті найкраще проявляється у межах R/D0=0,5-2,5. При цьому зменшення R/D0 викликає зменшення приросту макропоказників для всіх використаних H0/D0 при всіх ступенях осаджування ε. При збільшенні відношення R/Do відбувається уповільнене зменшення величини макропоказників, причому при значеннях R/D0 більше 2,5 відзнака нерівномірності деформації стає не суттєвою із значним уповільненням приросту макропоказників, що дає підстави для висновку про недоцільність використання випуклих (радіусних) поздовжніх плит із ексцентриситетом навантаження з R/D0 >2,5. Крім того, використання ступенів осаджування ε >50% та ε
ДивитисяДодаткова інформація
Автори англійськоюKargin Borys Serhiiovych
Автори російськоюКаргин Борис Сергеевич
МПК / Мітки
Мітки: штампування, спосіб, поковок
Код посилання
<a href="https://ua.patents.su/7-85071-sposib-shtampuvannya-pokovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб штампування поковок</a>
Спосіб штампування поковок пластин

Номер патенту: 44484
Опубліковано: 12.10.2009
Автори: Кухар Володимир Валентинович, Дубініна Анастасія Володимирівна, Бурко Вадим Анатолійович, Лаврентік Ольга Олександрівна
Мітки: спосіб, поковок, штампування, пластин
Формула / Реферат:
1. Спосіб штампування поковок пластин, який містить торцеве осаджування циліндричних заготовок та штампування до кінцевих розмірів у штампувальних рівчаках, який відрізняється тим, що торцеве осаджування циліндричної заготовки виконують випуклими подовженими плитами із діапазоном відношення радіуса цих плит до початкового діаметра заготовки 0,5-2,5 до ступенів осаджування 20-50 %.2. Спосіб за п. 1, який відрізняється тим, що при...
Спосіб гарячого об’ємного штампування поковок залізничних коліс підвищеної точності
Номер патенту: 100319
Опубліковано: 10.12.2012
Автори: Данченко Валентин Миколайович, Назаренко Миколай Васильович, Ашкелянець Антон Володимирович, Пройдак Юрій Сергійович, Голубєва Людмила Вікторівна, Рослік Олександр Вадимович, Новохатній Володимир Акимович, Шрамко Олександр Вікторович, Кішинський Андрій Євгенович, Чухліб Віталій Леонидович
Мітки: точності, підвищеної, залізничних, поковок, спосіб, коліс, гарячого, штампування, об`ємного
Формула / Реферат:
Спосіб гарячого об'ємного штампування поковок залізничних коліс підвищеної точності, що включає осадку, попереднє формування початкової заготовки та остаточне її формування в закритих штампах, який відрізняється тим, що на операції попереднього формування заготовку деформують з дотриманням умови: ∆е≤0,6,де ∆е=emax-emin - нерівномірність логарифмічної деформації заготовки в радіальному напрямку; emах,...
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Михайленко Борис Омелянович, Кузнєцов Микола Миколайович, Соколов Лев Миколайович
МПК: B21J 1/04
Мітки: пластин, поковок, виготовлення, спосіб, типу
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Спосіб штампування вилок кардана
Номер патенту: 17602
Опубліковано: 16.10.2006
Автори: Чумаков Борис Миколайович, Чумакова Ольга Борисівна
МПК: B21K 5/00
Мітки: штампування, кардана, спосіб, вилок
Формула / Реферат:
Спосіб штампування вилок кардана, який включає використання мірної циліндричної заготовки, її осаджування і зворотне видавлювання, який відрізняється тим, що осаджування, а потім зворотне видавлювання вилки кардана проводять у закритій порожнині матриці.
Спосіб виготовлення поковок типу “петля”
Номер патенту: 68100
Опубліковано: 12.03.2012
Автори: Капленко Сергій Володимирович, Шульженко Олександра Вікторівна, Науменко Олександр Дмитрович
Мітки: петля, поковок, виготовлення, спосіб, типу
Формула / Реферат:
Спосіб виготовлення поковок типу "Петля", що включає гаряче об'ємне штампування заготовок принаймні в чистовій порожнині штампу на пресах, який відрізняється тим, що як заготовку використовують вирізану профільну заготовку, яку нагрівають, після чого штампують лише в чистовій порожнині штампу на пресах.
Попередній патент: Газогенераторний твердопаливний котел
Наступний патент: Знімний пристрій для термоізоляції обладнання трубопроводів
Випадковий патент: Асинхронна машина з ємнісною компенсацією реактивної потужності