Інструмент з покриттям

Формула / Реферат
1. Інструмент або виріб, зокрема, інструмент для обробки металів різанням, який складається з тіла, виконаного з практично безвуглецевого дисперсійно-отвердженого залізо-кобальто-молібдено/вольфрамо-азотовмісного сплаву, та має покриття, яке нанесене методом PVD або CVD та має практично однофазну гранецентровану кубічну кристалічну структуру.
2. Інструмент або виріб за п. 1, тіло якого виконане зі сплаву, який містить, мас. %:
кобальт
Co
15,0-30,0
молібден
Мо
до 20,0
вольфрам
W
до 25,0
молібден + 0,5 вольфраму
Мо+W/2
10,0-22,0
азот
N
0,005-0,12
і решту складають залізо та технологічні домішки.
3. Інструмент або виріб за п. 1 або 2, тіло якого виготовлене із застосуванням методу порошкової металургії (РМ) для виготовлення блока та зі сплаву, що містить, мас. %:
кобальт (Co)
20,0-30,0
молібден (Мо)
11,0-19,0
азот (N)
0,005-0,12
кремній (Si)
0,1-0,8
марганець (Мn)
0,1-0,6
хром (Сr)
0,02-0,2
ванадій (V)
0,02-0,2
вольфрам (W)
0,01-0,9
нікель (Ni)
0,01-0,5
титан (Ті)
0,001-0,2
ніобій/тантал (Nb/Ta)
0,001-0,1
алюміній (Аl)
макс. 0,043
вуглець (С)
макс. 0,09
фосфор (Р)
макс. 0,01
сірка (S)
макс. 0,02
кисень (О)
макс. 0,032
решта - залізо та технологічні домішки,
за умови, що відношення концентрацій кобальту та молібдену має значення від 1,3 до 1,9:
![]() ,
,
та поверхня інструмента або виробу має покриття товщиною щонайменше 0,8 мкм.
4. Інструмент або виріб за одним із пп. 1-3, який відрізняється тим, що один або кілька компонентів сплаву або супутніх елементів мають такі значення концентрації, мас. %:
Co
24,0-27,0
Мо
13,5-17,5
N
0,008-0,01
Si
0,2-0,6
Mn
0,1-0,3
Сr
0,03-0,07
V
0,025-0,06
W
0,03-0,08
Ni
0,09-0,2
Ті
0,003-0,009
Nb/Ta
0,003-0,009
Аl
0,001-0,009
С
0,01-0,07
Р
макс. 0,008
S
макс. 0,015.
5. Інструмент або виріб за одним із пп. 1-4, який відрізняється тим, що відношення концентрацій кобальту та молібдену у сплаві має значення від 1,5 до 1,8:
![]() .
.
6. Інструмент або виріб за одним із пп. 1-5, який відрізняється тим, що твердість тіла інструмента або виробу перевищує значення 66 HRC, зокрема, 67 HRC.
7. Інструмент або виріб за одним із пп. 1-6, який відрізняється тим, що тіло інструмента або виробу виготовлене з вищезазначеного сплаву методом гарячого деформування блока, ущільненого методом гарячого ізостатичного пресування (НІР) при ступені деформації щонайменше 2,5.
8. Інструмент або виріб за одним із пп. 1-7, який відрізняється тим, що тіло інструмента або виробу поблизу поверхні має підвищений вміст азоту.
9. Інструмент або виріб за одним із пп. 1-8, який відрізняється тим, що покриття тіла інструмента або виробу більше ніж на 70 % (об'ємних), а за варіантом, якому віддається перевага, більше ніж на 85 % (об'ємних), складається із шару, який містить щонайменше одну однофазну гранецентровану кубічну кристалічну структуру, а за варіантом, якому віддається перевага, з кількох таких одинарних шарів.
10. Інструмент або виріб за п. 9, який відрізняється тим, що щонайменше один шар покриття має склад (ΣMexAly)N, причому відповідні стехіометричні коефіцієнти в атомній сполуці мають значення:
х від 0,25 до 0,50, а за варіантом, якому віддається перевага, від 0,28 до 0,35; та
у від 0,50 до 0,75, а за варіантом, якому віддається перевага, від 0,65 до 0,72
та ΣMe включає щонайменше один елемент груп 4, 5 та 6 періодичної системи.
11. Інструмент або виріб за п. 9 або п. 10, який відрізняється тим, що щонайменше найближчий до основи шар покриття утворений на базі (CrxAly)N зі стехіометричними коефіцієнтами в атомній сполуці
х до 0,3 та
у до 0,7;
або на основі (TixAly)N зі стехіометричними коефіцієнтами в атомній сполуці
х до 0,33 та
у до 0,67.
12. Інструмент або виріб за п. 9, який відрізняється тим, що принаймні частина покривного шару складається з металооксидного шару складу, що відповідає в основному формулі (Сr+Аl)2O3 та має альфа- або каппа-структуру.
Текст
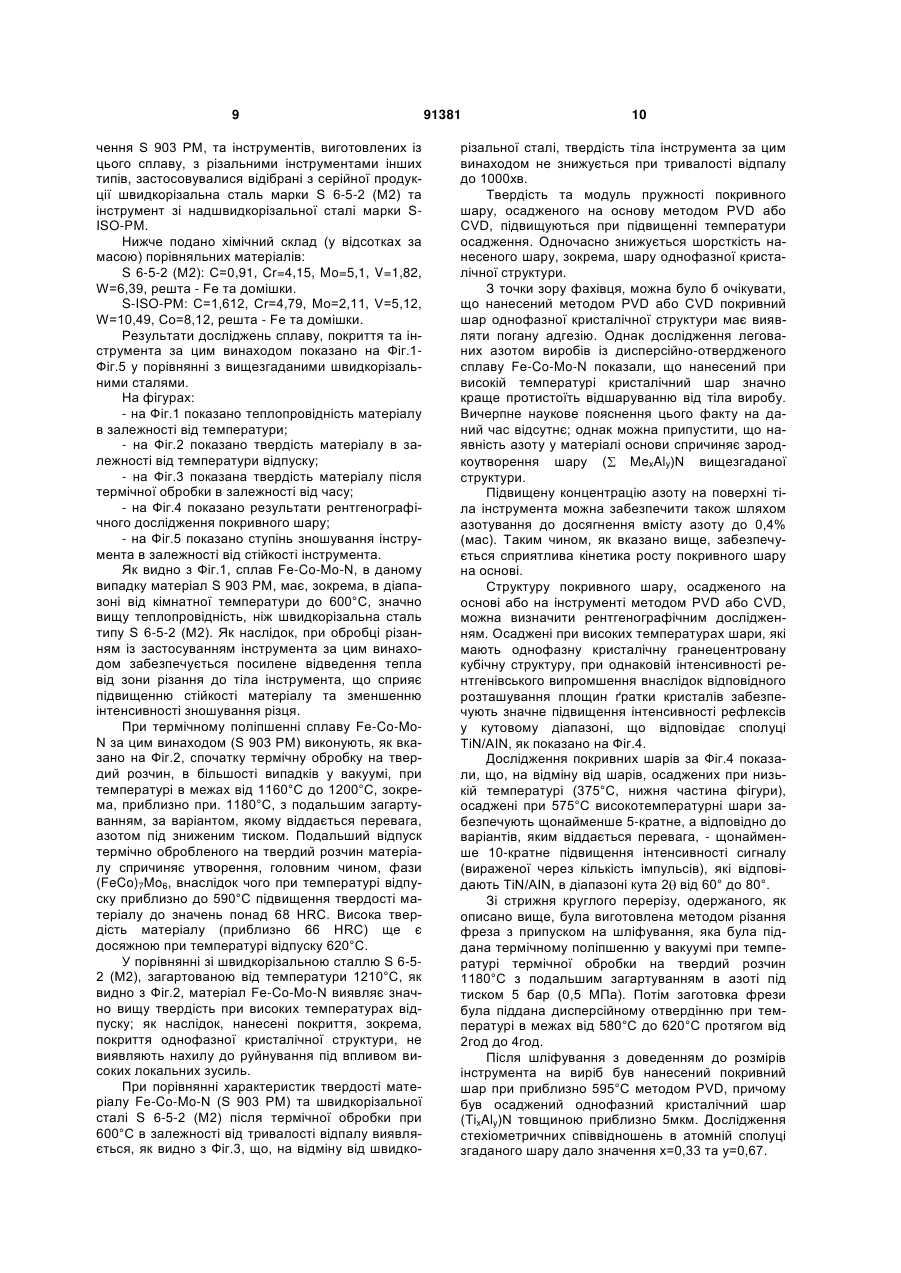
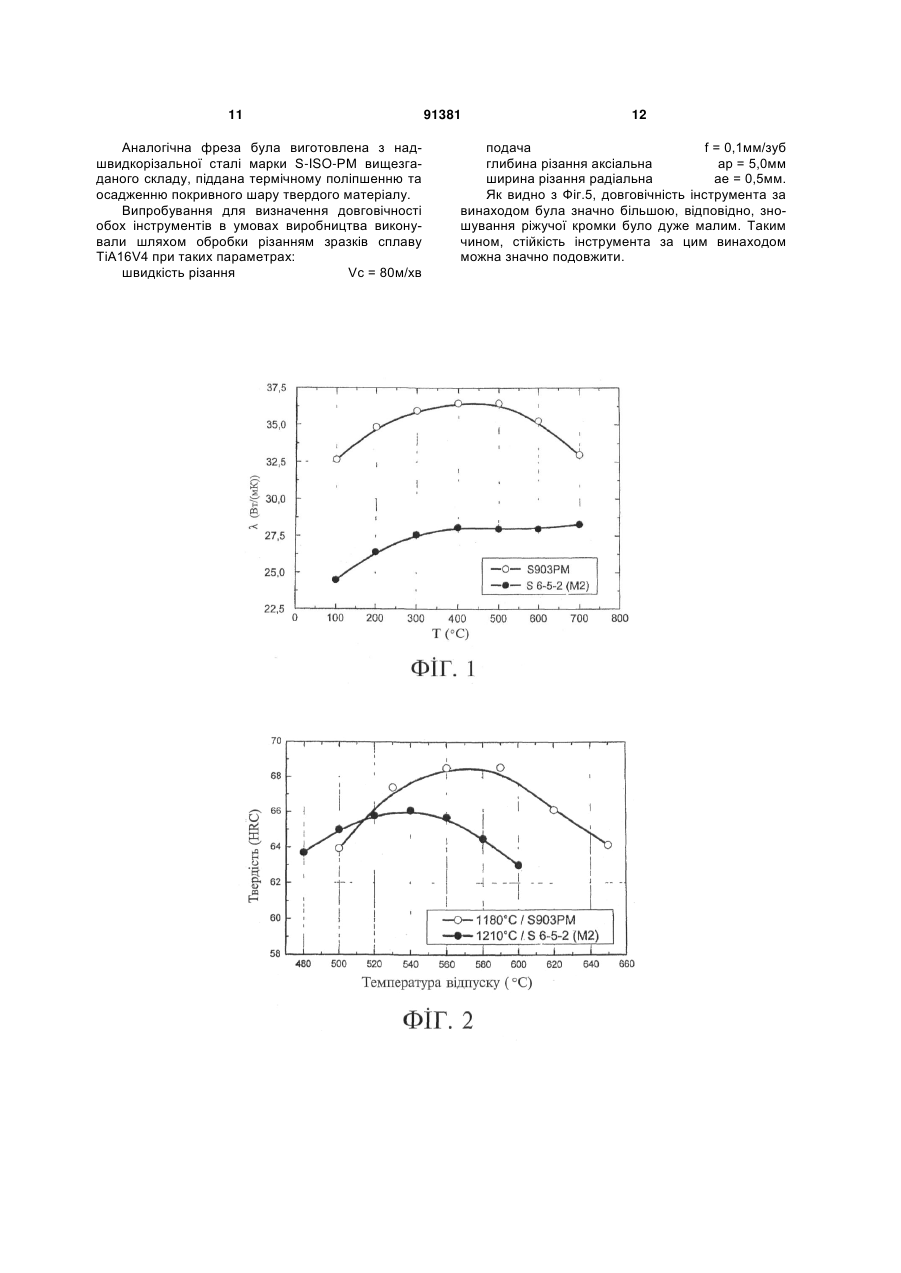
1. Інструмент або виріб, зокрема, інструмент для обробки металів різанням, який складається з тіла, виконаного з практично безвуглецевого дисперсійно-отвердженого залізо-кобальтомолібдено/вольфрамо-азотовмісного сплаву, та має покриття, яке нанесене методом PVD або CVD та має практично однофазну гранецентровану кубічну кристалічну структуру. 2. Інструмент або виріб за п. 1, тіло якого виконане зі сплаву, який містить, мас. %: кобальт Co 15,0-30,0 молібден Мо до 20,0 вольфрам W до 25,0 молібден + 0,5 вольфраму Мо+W/2 10,0-22,0 азот N 0,005-0,12 і решту складають залізо та технологічні домішки. 3. Інструмент або виріб за п. 1 або 2, тіло якого виготовлене із застосуванням методу порошкової металургії (РМ) для виготовлення блока та зі сплаву, що містить, мас. %: кобальт (Co) 20,0-30,0 молібден (Мо) 11,0-19,0 азот (N) 0,005-0,12 кремній (Si) 0,1-0,8 марганець (Мn) 0,1-0,6 хром (Сr) 0,02-0,2 ванадій (V) 0,02-0,2 2 (19) 1 3 91381 4 або виробу перевищує значення 66 HRC, зокрема, 67 HRC. 7. Інструмент або виріб за одним із пп. 1-6, який відрізняється тим, що тіло інструмента або виробу виготовлене з вищезазначеного сплаву методом гарячого деформування блока, ущільненого методом гарячого ізостатичного пресування (НІР) при ступені деформації щонайменше 2,5. 8. Інструмент або виріб за одним із пп. 1-7, який відрізняється тим, що тіло інструмента або виробу поблизу поверхні має підвищений вміст азоту. 9. Інструмент або виріб за одним із пп. 1-8, який відрізняється тим, що покриття тіла інструмента або виробу більше ніж на 70 % (об'ємних), а за варіантом, якому віддається перевага, більше ніж на 85 % (об'ємних), складається із шару, який містить щонайменше одну однофазну гранецентровану кубічну кристалічну структуру, а за варіантом, якому віддається перевага, з кількох таких одинарних шарів. 10. Інструмент або виріб за п. 9, який відрізняється тим, що щонайменше один шар покриття має склад (ΣMexAly)N, причому відповідні стехіометричні коефіцієнти в атомній сполуці мають значення: х від 0,25 до 0,50, а за варіантом, якому віддається перевага, від 0,28 до 0,35; та у від 0,50 до 0,75, а за варіантом, якому віддається перевага, від 0,65 до 0,72 та ΣMe включає щонайменше один елемент груп 4, 5 та 6 періодичної системи. 11. Інструмент або виріб за п. 9 або п. 10, який відрізняється тим, що щонайменше найближчий до основи шар покриття утворений на базі (CrxAly)N зі стехіометричними коефіцієнтами в атомній сполуці х до 0,3 та у до 0,7; або на основі (TixAly)N зі стехіометричними коефіцієнтами в атомній сполуці х до 0,33 та у до 0,67. 12. Інструмент або виріб за п. 9, який відрізняється тим, що принаймні частина покривного шару складається з металооксидного шару складу, що відповідає в основному формулі (Сr+Аl)2O3 та має альфа- або каппа-структуру. Цей винахід стосується інструмента або виробу, який має покриття, нанесене методом фізичного (PVD) або хімічного (CVD) осадження з парової фази. За варіантом, якому віддається перевага, винахід стосується інструментів для обробки металів різанням, зокрема, аустенітних сталей, сплавів на основі нікелю та титану, а також титанових сплавів. У техніці відомі дисперсійно-твердіючі залізокобальто-молібденові та/або вольфрамові сплави як матеріали для інструментів. Проте виготовлення інструментів порівняно великих розмірів із цих так званих швидкорізальних сплавів пов'язане із численними утрудненнями, оскільки, з одного боку, при твердінні розплавів виникає висока схильність до ліквації, а з іншого боку - гаряче формування цих матеріалів можливе тільки у вузькому діапазоні високих температур. Запропоновано (WO 01/91962) виготовляти інструменти у формі комбінованих інструментів, причому із залізо-кобальто-вольфрамомолібденового сплаву складаються лише невеликі різальні елементи інструментів, поєднані шляхом зварювання з несучою частиною, виготовленою у більшості випадків з легованої сталі. Поліпшення експлуатаційних характеристик різальних елементів досягається шляхом їх виготовлення методами порошкової металургії (РМ). Для підвищення стійкості інструментів при різанні давно відоме та широко застосовується нанесення поверхневого твердого шару принаймні на робочу зону різальних інструментів. При цьому після надання інструменту кінцевої форми та його термічної обробки на його поверхню наносять методом PVD або CVD щонайменше один шар твердого матеріалу, у більшості випадків карбіду та/або нітриду, а також карбонітриду та/або оксиду, зокрема, елементів Ті та/або Аl та/або Сr, при температурі в межах від 500°С до 680°С, у всякому випадку нижче температури відпуску сталі, з якої виготовлений інструмент, зокрема, швидкорізальної сталі. Нанесення покриття з твердого матеріалу на тверді сплави також відоме та знаходить широке застосування при виготовленні інструментів таких типів. Відомі на цей час вищезгадані дисперсійнотвердіючі сплави Fe-Co-Mo/W при їх застосуванні як матеріали для різальних елементів забезпечували підвищену стійкість інструментів, зокрема, при обробленні сплавів на основі титану та подібних матеріалів. Проте при подальшому розвитку інструментів зі швидкорізальної сталі з покриттями було досягнуто такого підвищення їхньої якості та експлуатаційних характеристик, що різальні інструменти з аналогічними покриттями, виготовлені із застосуванням безвуглецевих дисперсійноотверджених (Fe-Co-Mo) різальних елементів виявляють приблизно однакову сукупність характеристик або однакову стійкість при зніманні стружки. В основу цього винаходу покладено завдання створення інструмента або виробу, який забезпечує значно покращену продуктивність, зокрема, при різанні металів, наприклад, титану. Згідно з цим винаходом, виконання цього завдання досягається шляхом виготовлення інструмента або виробу, який виготовлений з практично безвуглецевого дисперсійно-отвердженого залізо кобальто-молібдено/вольфрамо-азотовмісного сплаву та має покриття, яке нанесене методом 5 PVD або CVD та має однофазну гранецентровану кубічну кристалічну структуру. Переваги цього винаходу слід вбачати у синергічному поєднанні оптимізації складу сплаву та обраної технолога виготовлення тіла інструмента зі способом утворення покриття. Запропонований за цим винаходом вміст азоту в сплаві Fe-Co-Mo/Wo-N не тільки забезпечує сприятливий хід тверднення інтерметалічної фази покращеної однорідності, але також сприятливо впливає на умови зародкоутворення та адгезії шару високоміцного матеріалу. При цьому застосування технології порошкової металургії покращує однорідність тонкої структури та сприятливо впливає на здатність матеріалу до формування. Покриття з однофазною кристалічною структурою, нанесене на інструмент згідно з цим винаходом, при покращеній адгезії, окрім високої твердості та високої в'язкості характеризується також низькою поверхневою шорсткістю, що, як виявлено, при зніманні стружки, зокрема, з в'язких металів, забезпечує особливі переваги з точки зору послаблення нагрівання інструмента та покращеного відведення стружки. Інакше кажучи, переваги виробу або інструмента за цим винаходом, як виявилося, грунтуються на ефекті синергії. Шляхом виготовлення методом порошкової металурга тіла інструмента, . яке характеризується значно підвищеною теплопровідністю, досягається структура з розподілом фаз матеріалу, причому при високих температурах, наприклад, при 600°С, не має місця помітне зниження твердості матеріалу у порівнянні з високолегованими швидкорізальними сталями. Важливе значення має як легувальний елемент також азот з мінімальною концентрацією у субстраті 0,005% (мас), зокрема, 0,01% (мас), оскільки таким шляхом досягається значне посилення адгезії осаджуваного покриття. Нарешті, перевагою виявляється однофазна кристалічна будова покриття з кубічною гранецентрованою структурою, оскільки вона, з одного боку, має покращені механічні властивості, а з другого боку - характеризується низькою шорсткістю поверхні, що забезпечує певні переваги, зокрема, при експлуатації різальних інструментів. В цілому досягається покращення експлуатаційних властивостей виробів, зокрема, значне збільшення довговічності різальних інструментів. За варіантом, якому віддається перевага, тіло інструмента виконане зі сплаву, який містить (у відсотках за масою): Кобальт Co 15,0-30,0 Молібден Мо до 20,0 Вольфрам W до 25,0 Молібден + 0,5 вольфраму Мо+W/2 10,0-22,0 Азот N 0,005-0,12 решта - залізо та технологічні домішки. Виявлено, що вищезгаданий сплав у широких межах хімічного складу є також особливо придатним для одержання шляхом розпилення рідкого металу з подальшим твердінням зерен високодисперсного порошку високої однорідності. При цьому забезпечуються покращені умови деформації бло 91381 6 ка, виготовлюваного методом гарячого ізостатичного пресування (НІР). Технологічність виготовлення методом гарячого формування виробу, а також сукупність характеристик тіла інструмента і, в кінцевому підсумку, інструмента в цілому можна додатково підвищити, якщо тіло інструмента виготовлене із застосуванням методу порошкової металургії (РМ) для виготовлення блока та зі сплаву, що містить (у відсотках за масою): Кобальт (Co) 20,0-30,0 Молібден (Мо) 11,0-19,0 Азот (N) 0,005-0,12 Кремній (Si) 0,1-0,8 Марганець (Μn) 0,1-0,6 Хром (Сr) 0,02-0,2 Ванадій (V) 0,02-0,2 Вольфрам (W) 0,01-0,9 Нікель (Ni) 0,01-0,5 Титан (Ті) 0,001-0,2 Ніобій/тантал (Nb/Ta) 0,001-0,1 Алюміній (АІ) макс. 0,043 Вуглець (С) макс. 0,09 Фосфор (Р) макс. 0,01 Сірка (S) макс. 0,02 Кисень (О) макс. 0,032 решта - залізо та технологічні домішки, за умови, що відношення концентрацій кобальту та молібдену має значення від 1,3 до 1,9: Co 13 19, , , Mo та поверхня інструмента або виробу має покриття товщиною щонайменше 0,8мкм. Оптимізація хімічного складу сплаву відповідно до вищезгаданих значень стосується концентрацій основних елементів, відношення концентрацій кобальту та молібдену, обмеження вмісту мікролегувальних елементів вузькими межами діапазонів та обмеження вмісту забруднювальних домішок у матеріалі. Азот забезпечує позитивний ефект, з одного боку, з точки зору мікроструктури, а з іншого боку - з точки зору адгезії та типу покриття. Результати широких досліджень показали, що застосування головним чином молібдену як основного елемента при низьких значеннях вмісту вольфраму забезпечує переваги з точки зору утворення фази (FeCo)7Mo6 і, як наслідок, характеристик твердості, причому для підвищення твердості при термічному поліпшенні бажаним є утримання відношення кобальту до молібдену у вузьких межах. Серед мікролегувальних елементів у вищезазначених межах вмісту, які позитивно впливають на виготовлення та на сукупність властивостей матеріалу, слід згадати в першу чергу елементи кремній та вольфрам, які, зокрема, обмежують шкідливі відкладення на межах зерен. Домішкові елементи алюміній та вуглець виявляють подвійний вплив, проте їхні концентрації не повинні перевищувати вищезгадані максимальні значення. Навпаки, фосфор, сірку та кисень слід розглядати як шкідливі домішки, вміст яких у сплаві має бути по можливості якнайменшим. 7 Подальшого покращення характеристик матеріалу можна досягти, якщо концентрації одного або кількох компонентів сплаву або супутніх елементів мають такі значення (у % мас): Co 24,0-27,0 Mo 13,5-17,5 Ν 0,008-0,01 Si 0,2-0,6 Μn 0,1-0,3 Сr 0,03-0,07 V 0,025-0,06 W 0,03-0,08 Ni 0,09-0,2 Ті 0,003-0,009 Nb/Ta 0,003-0,009 ΑΙ 0,001-0,009 С 0,01-0,07 Ρ макс. 0,008 S макс. 0,015 При цьому додаткові переваги досягаються, якщо відношення концентрацій кобальту та молібдену у сплаві має значення від 1,5 до 1,8: Co 1,5 1,8. Mo Якщо, як передбачається за цим винаходом, твердість тіла інструмента або виробу перевищує значення 66 HRC, зокрема, 67 HRC, то може бути досягнена найвища можлива стійкість покриття. Висока твердість тіла або частини тіла інструмента запобігає руйнуванню крихкого шару високоміцного матеріалу навіть при стискальному навантаженні, прикладеному до незначної площі, отже, при високому локальному питомому навантаженні. Покращене спирання покриття на основу високої твердості уможливлює збереження непошкодженого твердого шару, запобігає його частковому відшаруванню і тим самим сприяє подовженню можливої стійкості інструмента. Якщо, відповідно до одного варіанта здійснення винаходу, тіло інструмента або виробу виготовляється з вищезазначеного сплаву методом гарячого деформування блока, ущільненого методом гарячого ізостатичного пресування (НІР) при ступені деформації щонайменше 2,5, то можна досягти підвищення в'язкості матеріалу, незважаючи на його високу твердість. Вищезазначений інструмент або аналогічний виріб за цим винаходом має покриття однофазної кристалічної структури. За варіантом, якому віддається перевага, однофазна кубічна гранецентрована атомна структура нанесеного покривного шару досягається лише при температурі нанесення понад 500°С. При наукових дослідженнях було з'ясовано, що енергетичний потенціал, який складається з термодинамічної та кінетичної енергії у мікропросторі при утворенні шару або при нарощуванні шару, чинить вирішальний вплив на формування структури нарощуваного шару. Висока енергія уможливлює дифузію атомів при формуванні шару за стовпчастим механізмом і тим самим забезпечує утворення компактної, зв'язної гранецентрованої кубічної електропровідної, за варіантом, якому віддається перевага, однофазної структури шару з високою твердістю шару. Гексагональна структура 91381 8 шару є твердою, але крихкою та неелектропровідною. Таким чином, якщо, згідно з цим винаходом, на основі вищезгаданого хімічного складу при нанесенні покривного шару досягається високе енергетичне або температурне навантаження у мікропросторі без зниження твердості матеріалу, то можливе одержання твердих, гладких та в'язких поверхневих покриттів, які також, внаслідок високої твердості основи, мають дуже низьку схильність до руйнування при локальних навантаженнях і, таким чином, обумовлюють високу якість інструмента або виробу. З метою надійного запобігання утворенню ділянок аморфної та/або гексагональної структури у нанесених покривних шарах, для формування однофазної кубічної кристалічної структури методами PVD або CVD застосовують у більшості випадків температуру в межах від приблизно 520°С до 600°С. Такі високі температури нанесення покриття можуть, однак, мати зворотний вплив на твердість матеріалу тіла інструмента або його частини, виготовлених зі звичайних інструментальних сталей, наприклад, зі швидкорізальних сталей. Нижче винахід буде ілюстровано більш детально на прикладах, в яких подано дані та результати дослідів. Дослідний сплав, що містив такі концентрації (у відсотках за масою): Основні елементи: Кобальт 25 Молібден 15 Вольфрам 0,1 Азот 0,02 Мікролегувальні елементи: Кремній 0,29 Марганець 0,21 Хром 0,05 Ванадій 0,03 Нікель 0,1 Титан 0,004 Ніобій/тантал 0,004 Домішкові елементи: Алюміній 0,002 Вуглець 0,028 Фосфор 0,002 Сірка 0,0021 решта - залізо, розпилювали за допомогою газу; одержаний металевий порошок завантажували в капсулу діаметром 423 мм, герметично закривали її та піддавали капсулу процесу гарячого ізостатичного пресування (НІР). З одержаного НІР-блока діаметром приблизно 400мм методом високотемпературної гарячої прокатки виготовляли стрижень круглого перерізу діаметром 31мм. З цього стрижня виготовляли зразки, які використовували при матеріально-технологічних випробуваннях. Крім того, цей матеріал круглого перерізу використовували для виготовлення окружної фрези з метою дослідження довговічності інструмента. З метою зіставлення сплаву за цим винаходом, який мав у протоколах випробувань позна 9 чення S 903 РМ, та інструментів, виготовлених із цього сплаву, з різальними інструментами інших типів, застосовувалися відібрані з серійної продукції швидкорізальна сталь марки S 6-5-2 (М2) та інструмент зі надшвидкорізальної сталі марки SISO-PM. Нижче подано хімічний склад (у відсотках за масою) порівняльних матеріалів: S 6-5-2 (М2): С=0,91, Cr=4,15, Mo=5,1, V=1,82, W=6,39, решта - Fe та домішки. S-ISO-PM: C=1,612, Cr=4,79, Мо=2,11, V=5,12, W=10,49, Co=8,12, решта - Fe та домішки. Результати досліджень сплаву, покриття та інструмента за цим винаходом показано на Фіг.1Фіг.5 у порівнянні з вищезгаданими швидкорізальними сталями. На фігурах: - на Фіг.1 показано теплопровідність матеріалу в залежності від температури; - на Фіг.2 показано твердість матеріалу в залежності від температури відпуску; - на Фіг.3 показана твердість матеріалу після термічної обробки в залежності від часу; - на Фіг.4 показано результати рентгенографічного дослідження покривного шару; - на Фіг.5 показано ступінь зношування інструмента в залежності від стійкості інструмента. Як видно з Фіг.1, сплав Fe-Co-Mo-N, в даному випадку матеріал S 903 РМ, має, зокрема, в діапазоні від кімнатної температури до 600°С, значно вищу теплопровідність, ніж швидкорізальна сталь типу S 6-5-2 (М2). Як наслідок, при обробці різанням із застосуванням інструмента за цим винаходом забезпечується посилене відведення тепла від зони різання до тіла інструмента, що сприяє підвищенню стійкості матеріалу та зменшенню інтенсивності зношування різця. При термічному поліпшенні сплаву Fe-Co-MoN за цим винаходом (S 903 РМ) виконують, як вказано на Фіг.2, спочатку термічну обробку на твердий розчин, в більшості випадків у вакуумі, при температурі в межах від 1160°С до 1200°С, зокрема, приблизно при. 1180°С, з подальшим загартуванням, за варіантом, якому віддається перевага, азотом під зниженим тиском. Подальший відпуск термічно обробленого на твердий розчин матеріалу спричиняє утворення, головним чином, фази (FeCo)7Mo6, внаслідок чого при температурі відпуску приблизно до 590°С підвищення твердості матеріалу до значень понад 68 HRC. Висока твердість матеріалу (приблизно 66 HRC) ще є досяжною при температурі відпуску 620°С. У порівнянні зі швидкорізальною сталлю S 6-52 (М2), загартованою від температури 1210°С, як видно з Фіг.2, матеріал Fe-Co-Mo-N виявляє значно вищу твердість при високих температурах відпуску; як наслідок, нанесені покриття, зокрема, покриття однофазної кристалічної структури, не виявляють нахилу до руйнування під впливом високих локальних зусиль. При порівнянні характеристик твердості матеріалу Fe-Co-Mo-N (S 903 РМ) та швидкорізальної сталі S 6-5-2 (М2) після термічної обробки при 600°С в залежності від тривалості відпалу виявляється, як видно з Фіг.3, що, на відміну від швидко 91381 10 різальної сталі, твердість тіла інструмента за цим винаходом не знижується при тривалості відпалу до 1000хв. Твердість та модуль пружності покривного шару, осадженого на основу методом PVD або CVD, підвищуються при підвищенні температури осадження. Одночасно знижується шорсткість нанесеного шару, зокрема, шару однофазної кристалічної структури. З точки зору фахівця, можна було б очікувати, що нанесений методом PVD або CVD покривний шар однофазної кристалічної структури має виявляти погану адгезію. Однак дослідження легованих азотом виробів із дисперсійно-отвердженого сплаву Fe-Co-Mo-N показали, що нанесений при високій температурі кристалічний шар значно краще протистоїть відшаруванню від тіла виробу. Вичерпне наукове пояснення цього факту на даний час відсутнє; однак можна припустити, що наявність азоту у матеріалі основи спричиняє зародкоутворення шару ( MexAly)N вищезгаданої структури. Підвищену концентрацію азоту на поверхні тіла інструмента можна забезпечити також шляхом азотування до досягнення вмісту азоту до 0,4% (мас). Таким чином, як вказано вище, забезпечується сприятлива кінетика росту покривного шару на основі. Структуру покривного шару, осадженого на основі або на інструменті методом PVD або CVD, можна визначити рентгенографічним дослідженням. Осаджені при високих температурах шари, які мають однофазну кристалічну гранецентровану кубічну структуру, при однаковій інтенсивності рентгенівського випромшення внаслідок відповідного розташування площин ґратки кристалів забезпечують значне підвищення інтенсивності рефлексів у кутовому діапазоні, що відповідає сполуці TiN/AIN, як показано на Фіг.4. Дослідження покривних шарів за Фіг.4 показали, що, на відміну від шарів, осаджених при низькій температурі (375°С, нижня частина фігури), осаджені при 575°С високотемпературні шари забезпечують щонайменше 5-кратне, а відповідно до варіантів, яким віддається перевага, - щонайменше 10-кратне підвищення інтенсивності сигналу (вираженої через кількість імпульсів), які відповідають TiN/AIN, в діапазоні кута 2 від 60° до 80°. Зі стрижня круглого перерізу, одержаного, як описано вище, була виготовлена методом різання фреза з припуском на шліфування, яка була піддана термічному поліпшенню у вакуумі при температурі термічної обробки на твердий розчин 1180°С з подальшим загартуванням в азоті під тиском 5 бар (0,5 МПа). Потім заготовка фрези була піддана дисперсійному отвердінню при температурі в межах від 580°С до 620°С протягом від 2год до 4год. Після шліфування з доведенням до розмірів інструмента на виріб був нанесений покривний шар при приблизно 595°С методом PVD, причому був осаджений однофазний кристалічний шар (TixAly)N товщиною приблизно 5мкм. Дослідження стехіометричних співвідношень в атомній сполуці згаданого шару дало значення х=0,33 та у=0,67. 11 Аналогічна фреза була виготовлена з надшвидкорізальної сталі марки S-ISO-PM вищезгаданого складу, піддана термічному поліпшенню та осадженню покривного шару твердого матеріалу. Випробування для визначення довговічності обох інструментів в умовах виробництва виконували шляхом обробки різанням зразків сплаву TiA16V4 при таких параметрах: швидкість різання Vc = 80м/хв 91381 12 подача f = 0,1мм/зуб глибина різання аксіальна ар = 5,0мм ширина різання радіальна ае = 0,5мм. Як видно з Фіг.5, довговічність інструмента за винаходом була значно більшою, відповідно, зношування ріжучої кромки було дуже малим. Таким чином, стійкість інструмента за цим винаходом можна значно подовжити. 13 Комп’ютерна верстка Л. Купенко 91381 Підписне 14 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTool with coating
Автори англійськоюCaliskanoglu Ziya Devrim, Mitterer Christian
Назва патенту російськоюИнструмент с покрытием
Автори російськоюКалисканоглу Зия Деврим, Миттерер Кристиан
МПК / Мітки
МПК: B23B 27/00, B22F 3/00, C22C 38/10, B23P 15/28
Мітки: покриттям, інструмент
Код посилання
<a href="https://ua.patents.su/7-91381-instrument-z-pokrittyam.html" target="_blank" rel="follow" title="База патентів України">Інструмент з покриттям</a>
Ультразвуковий концентратор-інструмент з твердосплавним покриттям
Номер патенту: 53201
Опубліковано: 15.01.2003
Автори: Паустовський Олександр Васильович, Перевязко Віктор Олександрович
МПК: B28D 5/00
Мітки: покриттям, ультразвуковий, твердосплавним, концентратор-інструмент
Формула / Реферат:
Ультразвуковий концентратор-інструмент з твердосплавним покриттям для ультразвукової розмірної обробки, який відрізняється тим, що твердосплавне покриття нанесене на його бокову поверхню.
Різальний інструмент з тришаровим покриттям
Номер патенту: 89923
Опубліковано: 10.03.2010
Автори: Азарєнков Микола Олексійович, Литовченко Сергій Володимирович, Маліков Леонід Васильович, Береснєв Вячеслав Мартинович, Клименко Сергій Анатолійович, Турбін Петро Васильович, Гриценко Валерій Іванович, Фареник Володимир Іванович, Погребняк Олександр Дмитрович, Копєйкіна Марина Юріївна
МПК: B23B 27/14, C23C 14/14, C23C 14/06, C23C 14/08
Мітки: покриттям, тришаровим, різальний, інструмент
Формула / Реферат:
1. Різальний інструмент з тришаровим покриттям, котрий містить інструментальну основу з твердого сплаву і зносостійке іонно-плазмове покриття, в якому проміжний шар виконано з нітриду титану, який відрізняється тим, що верхній шар покриття виконано з оксиду алюмінію, а нижній його шар - з титану.2. Різальний інструмент за п. 1, який відрізняється тим, що верхній шар покриття виконано товщиною 2,0 мкм.3. Різальний інструмент за...
Інструмент для отримання нанокристалічних структур високошвидкісним тертям
Номер патенту: 42155
Опубліковано: 25.06.2009
Автори: Никифорчин Григорій Миколайович, Кирилів Володимир Іванович
МПК: B24B 39/00
Мітки: високошвидкісним, нанокристалічних, тертям, інструмент, структур, отримання
Формула / Реферат:
Інструмент для отримання нанокристалічних структур високошвидкісним тертям на поверхні деталей машин, що складається із корпусу і робочого диска, виконаного із титанового сплаву або нержавіючої сталі із радіальними отворами, в яких розташовані пальці із повернутими всередину диска буртами, що контактують із корпусом, який відрізняється тим, що, з метою збільшення глибини та мікротвердості зміцненого шару за рахунок підвищення дисперсності...
Спосіб відновлення працездатності виробів із склоемалевим покриттям
Номер патенту: 24637
Опубліковано: 10.07.2007
Автори: Хомрач Федір Петрович, Коваленко Валентина Петрівна
МПК: C03C 8/00
Мітки: спосіб, працездатності, покриттям, відновлення, виробів, склоемалевим
Формула / Реферат:
1. Спосіб відновлення працездатності виробів із склоемалевим покриттям, що включає реемалювання пошкодженого склоемалевого покриття, який відрізняється тим, що перед реемалюванням знаходять пошкоджені ділянки склоемалевого покриття виробу, видаляють його до металевої поверхні виробу, обпалюють виріб з повторним зачищенням пошкоджених ділянок з наступним нанесенням на них ґрунтових та покривних шарів склоемалей з обпаленням та охолодженням...
Сталева штаба з покриттям із цинкового сплаву, нанесеним методом гарячого цинкування, та спосіб її виробництва
Номер патенту: 84778
Опубліковано: 25.11.2008
Автори: Маалман Теодорус Францискус Жозеф, Влот Марго Джулия, Блікер Роберт
МПК: C23C 2/06
Мітки: сталева, сплаву, покриттям, цинкового, нанесеним, методом, виробництва, спосіб, гарячого, штаба, цинкування
Формула / Реферат:
1. Сталева штаба з нанесеним методом гарячого цинкування шаром покриття із цинкового сплаву, яка відрізняється тим, що цинковий сплав містить, мас. %:0,3-2,3 магнію,0,6-2,3 алюмінію,неминучі домішки,решта - цинк,причому вміст кремнію у шарі цинкового покриття є нижчим 0,0010 мас. %, і шар покриття із цинкового сплаву має товщину 3-12 мкм.2. Сталева штаба за п. 1, яка відрізняється тим,...