Спосіб виготовлення профільної втулки муфти втулкової запобіжної пружної
Номер патенту: 100218
Опубліковано: 10.07.2015
Автори: Стрілець Володимир Миколайович, Федорук Віктор Анатолійович, Брошук Юрій Миколайович, Стрілець Олег Романович

Формула / Реферат
Спосіб виготовлення втулки муфти втулкової запобіжної пружної, який полягає у тому, що виготовляють заготовку у вигляді циліндричної втулки із пружинної сталі, термічно обробленої відомими способами для отримання залишкових пластичних деформацій, з товщиною ![]() , довжиною
, довжиною ![]() і внутрішнім діаметром
і внутрішнім діаметром ![]() , де
, де ![]() - залежить від обрису профілю, якщо трикутний
- залежить від обрису профілю, якщо трикутний ![]() , якщо чотирикутний
, якщо чотирикутний ![]() ;
; ![]() ,
, ![]() - кути обмеження колових складових профілю;
- кути обмеження колових складових профілю; ![]() ,
, ![]() - радіуси колових складових профілю;
- радіуси колових складових профілю; ![]() ,
, ![]() - довжини прямолінійних складових профілю, далі заготовку з встановленими матрицями у точках, які лежать на бісектрисах кутів профілів для формування ділянок у вигляді підковоподібних пружин і закріплених на заготовці з двох торців, наприклад, П-подібними зачепами, встановлюють на пристрій для виготовлення профільної втулки з основною матрицею трикутного або чотирикутного профілю, після цього за допомогою переміщення пуансонів формують профільну втулку, потім пуансони повертають у початкове положення і з основної матриці демонтують готову профільну втулку, а з неї демонтують матриці для формування ділянок у вигляді підковоподібних пружин, на кінець, профільну втулку термічно обробляють відомими способами для набуття пружних властивостей.
- довжини прямолінійних складових профілю, далі заготовку з встановленими матрицями у точках, які лежать на бісектрисах кутів профілів для формування ділянок у вигляді підковоподібних пружин і закріплених на заготовці з двох торців, наприклад, П-подібними зачепами, встановлюють на пристрій для виготовлення профільної втулки з основною матрицею трикутного або чотирикутного профілю, після цього за допомогою переміщення пуансонів формують профільну втулку, потім пуансони повертають у початкове положення і з основної матриці демонтують готову профільну втулку, а з неї демонтують матриці для формування ділянок у вигляді підковоподібних пружин, на кінець, профільну втулку термічно обробляють відомими способами для набуття пружних властивостей.
Текст
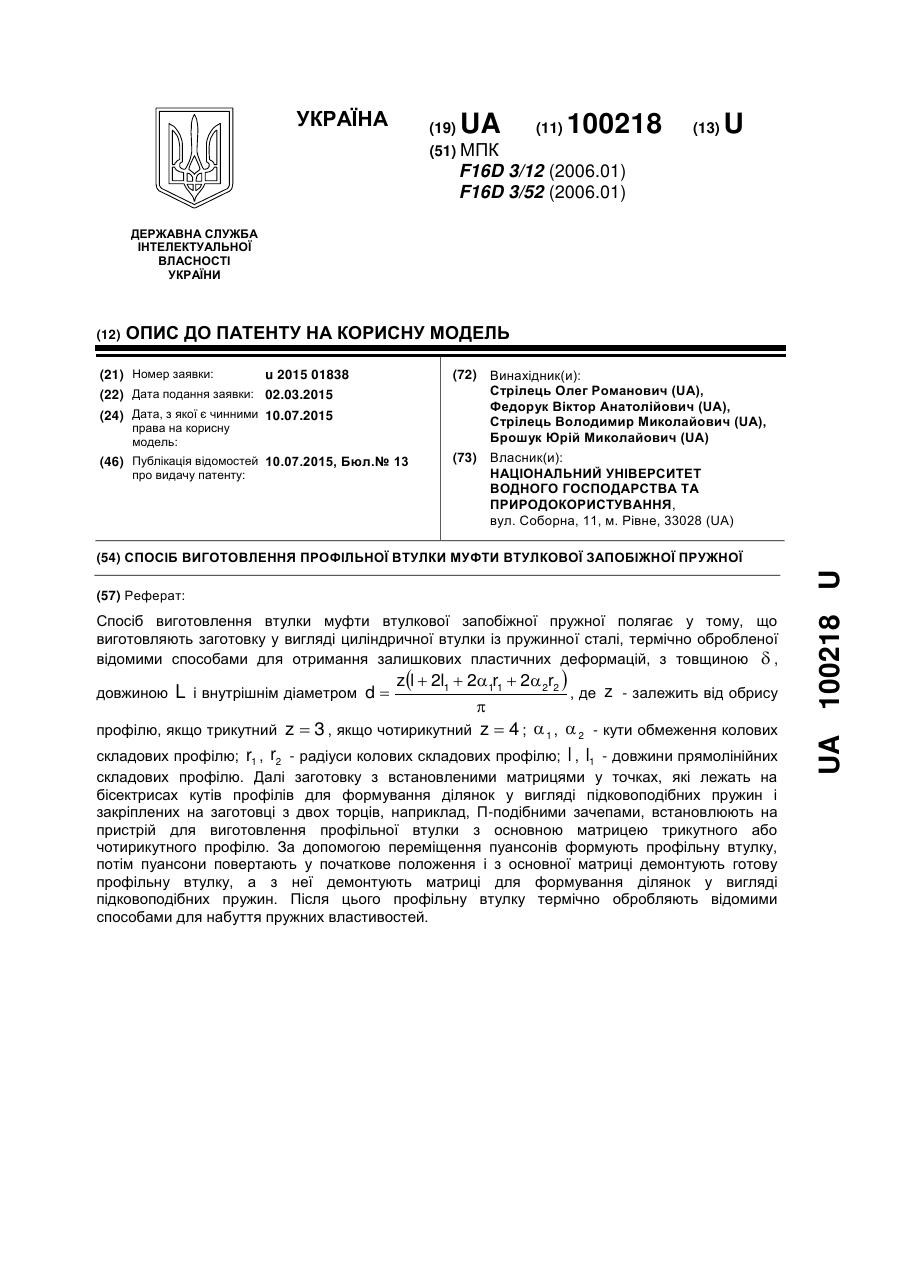
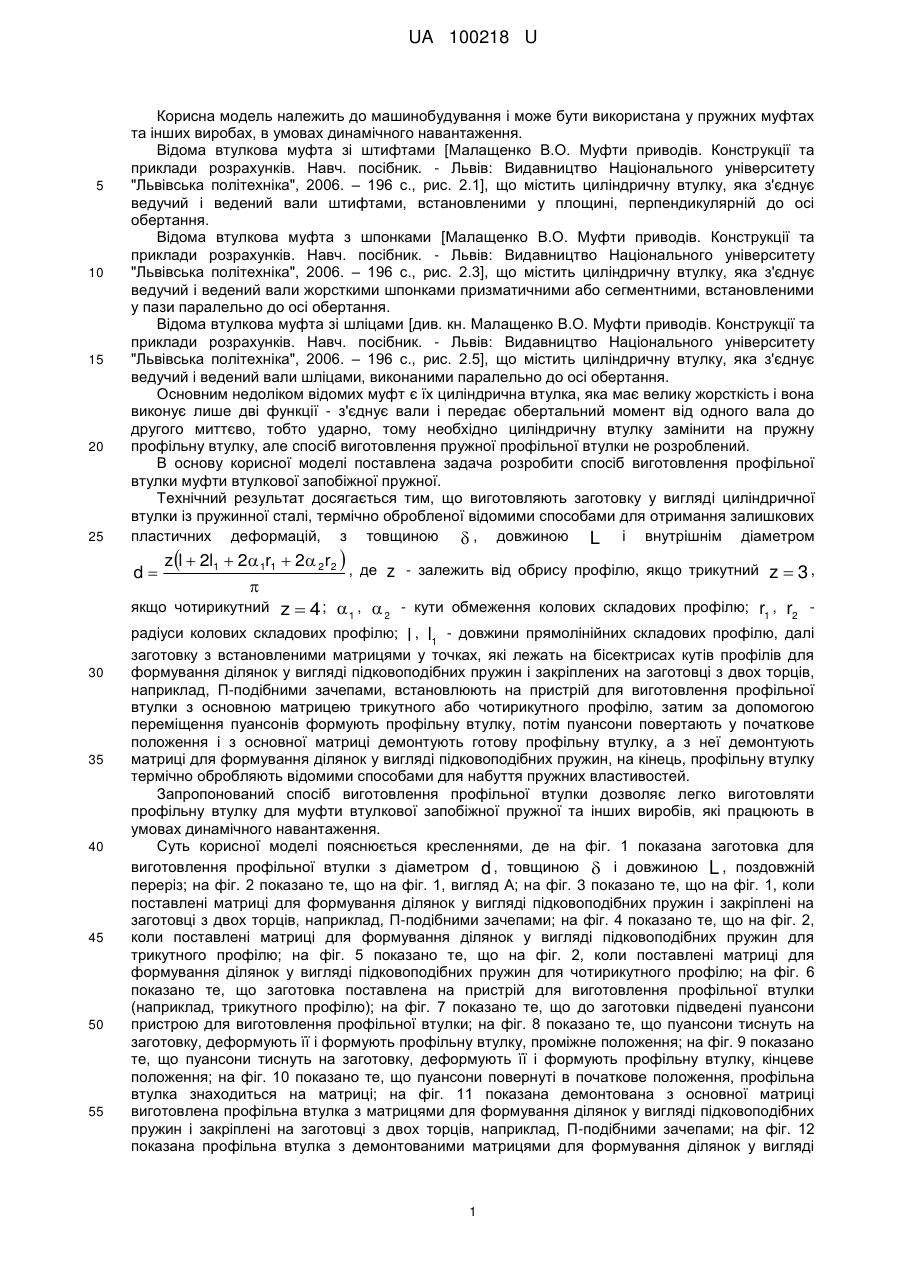
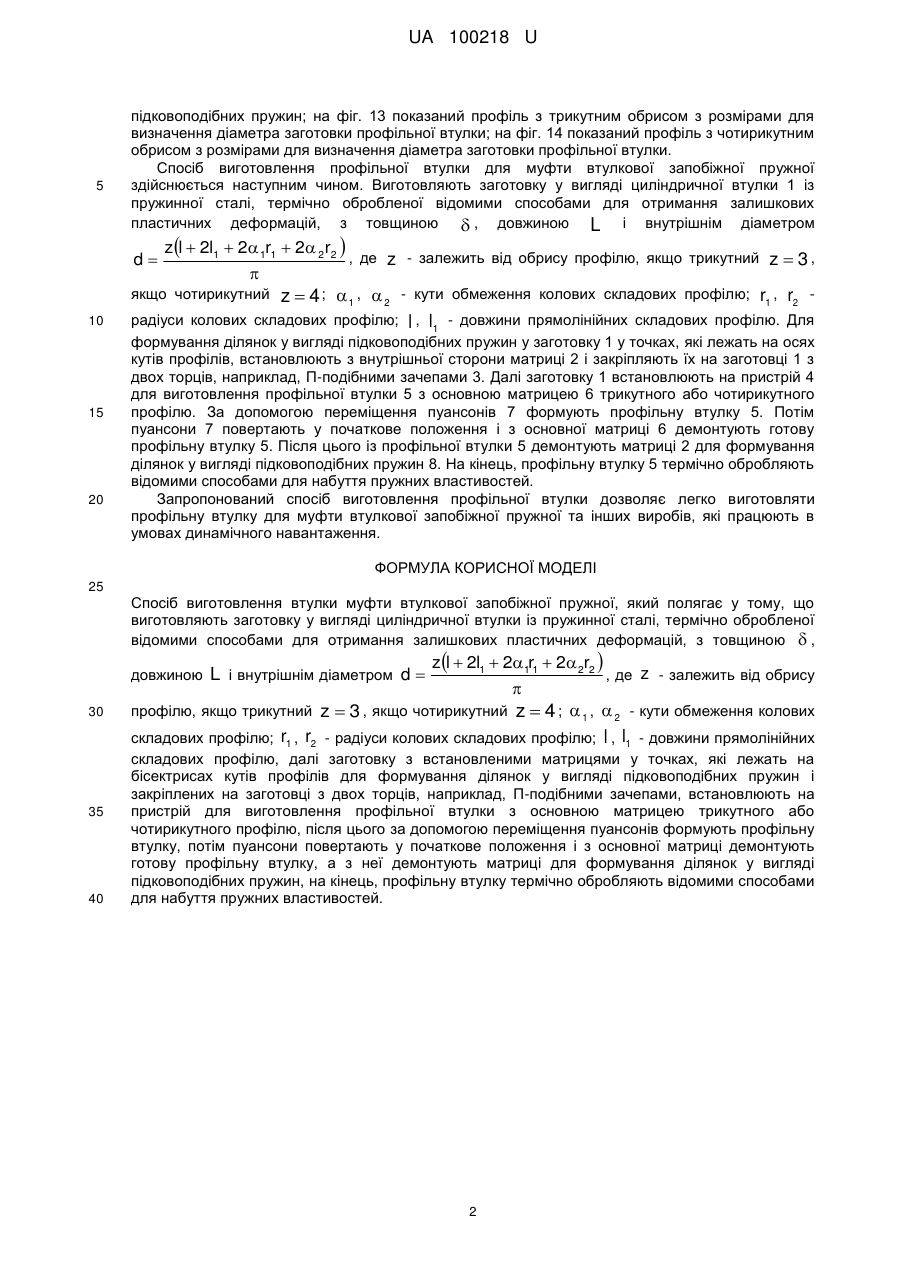
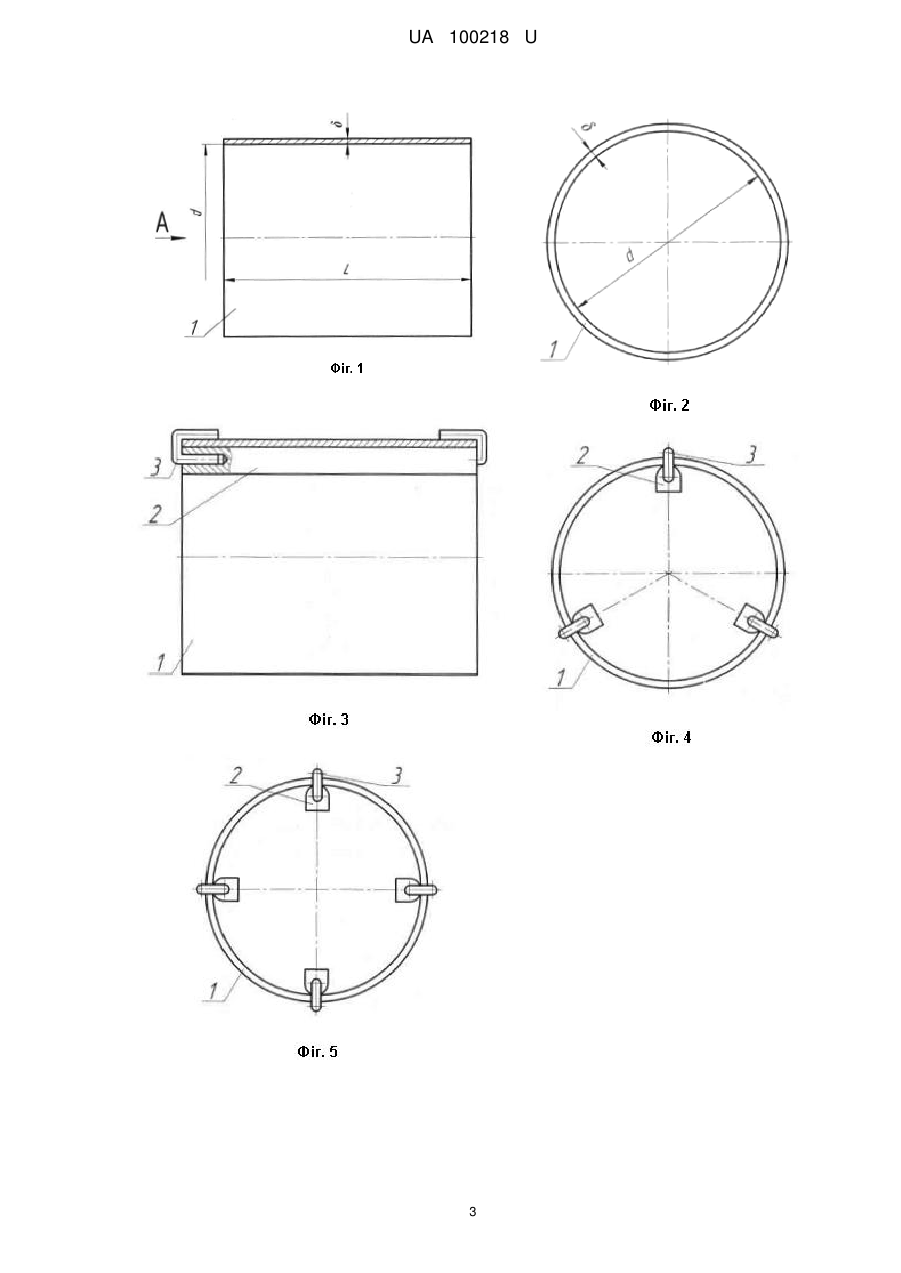
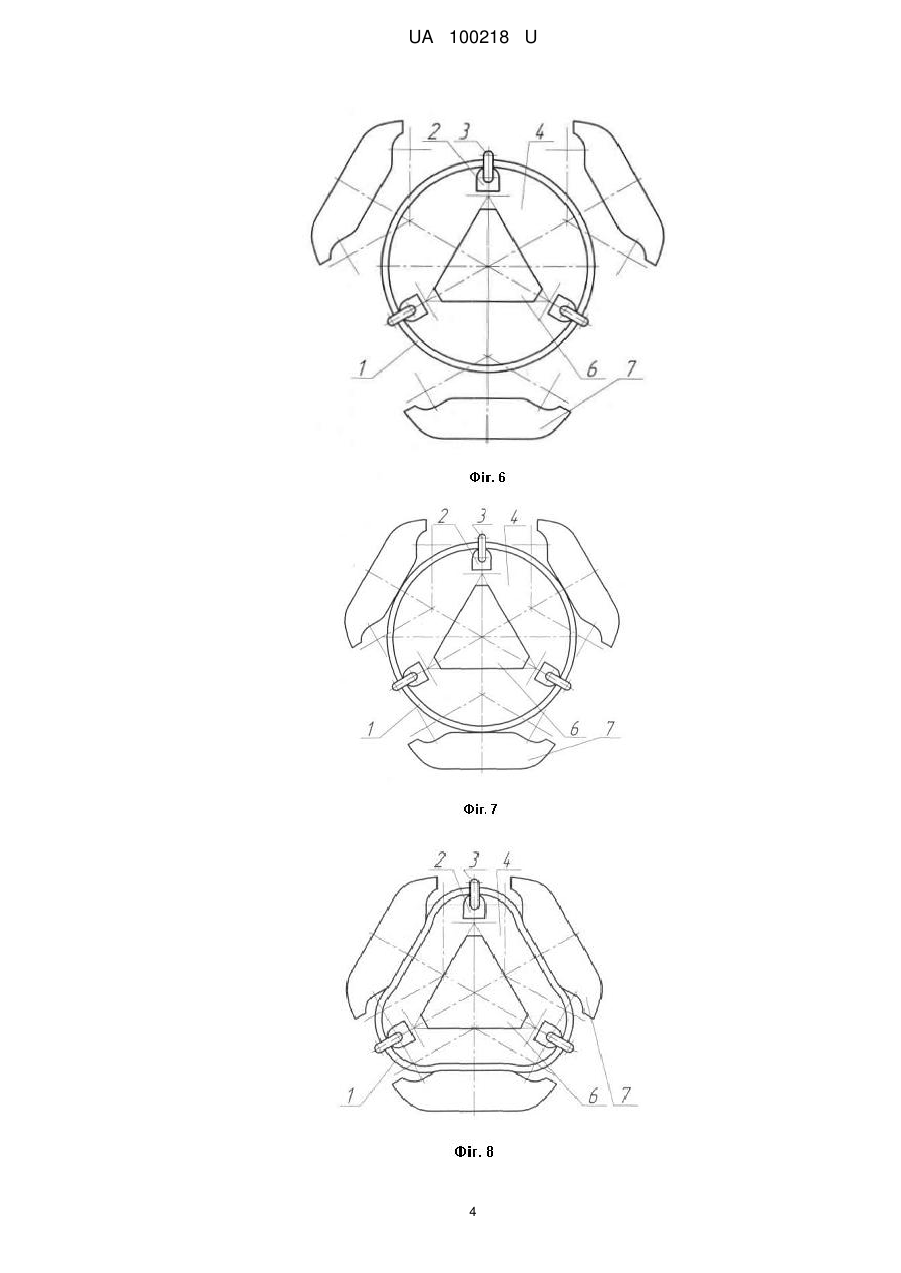
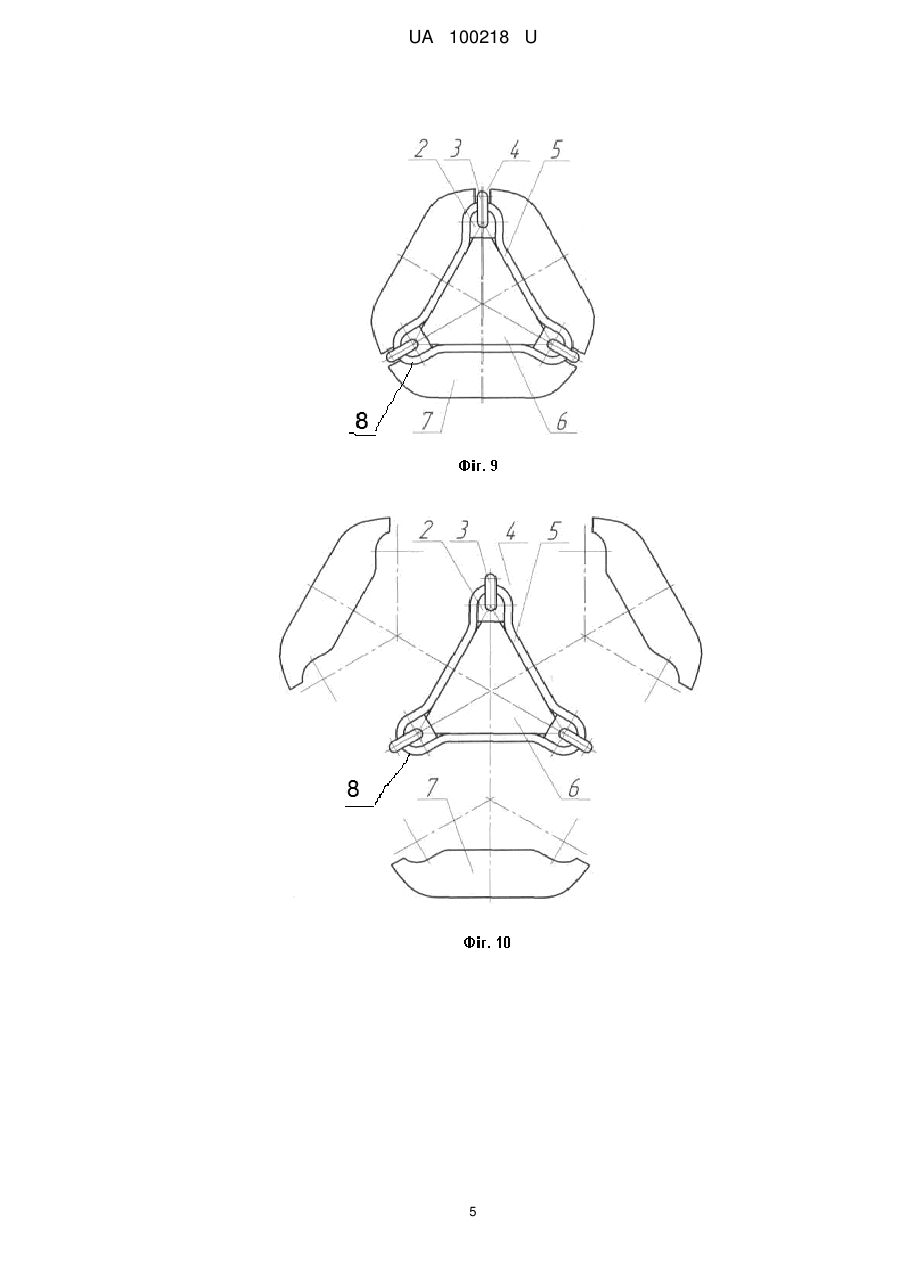
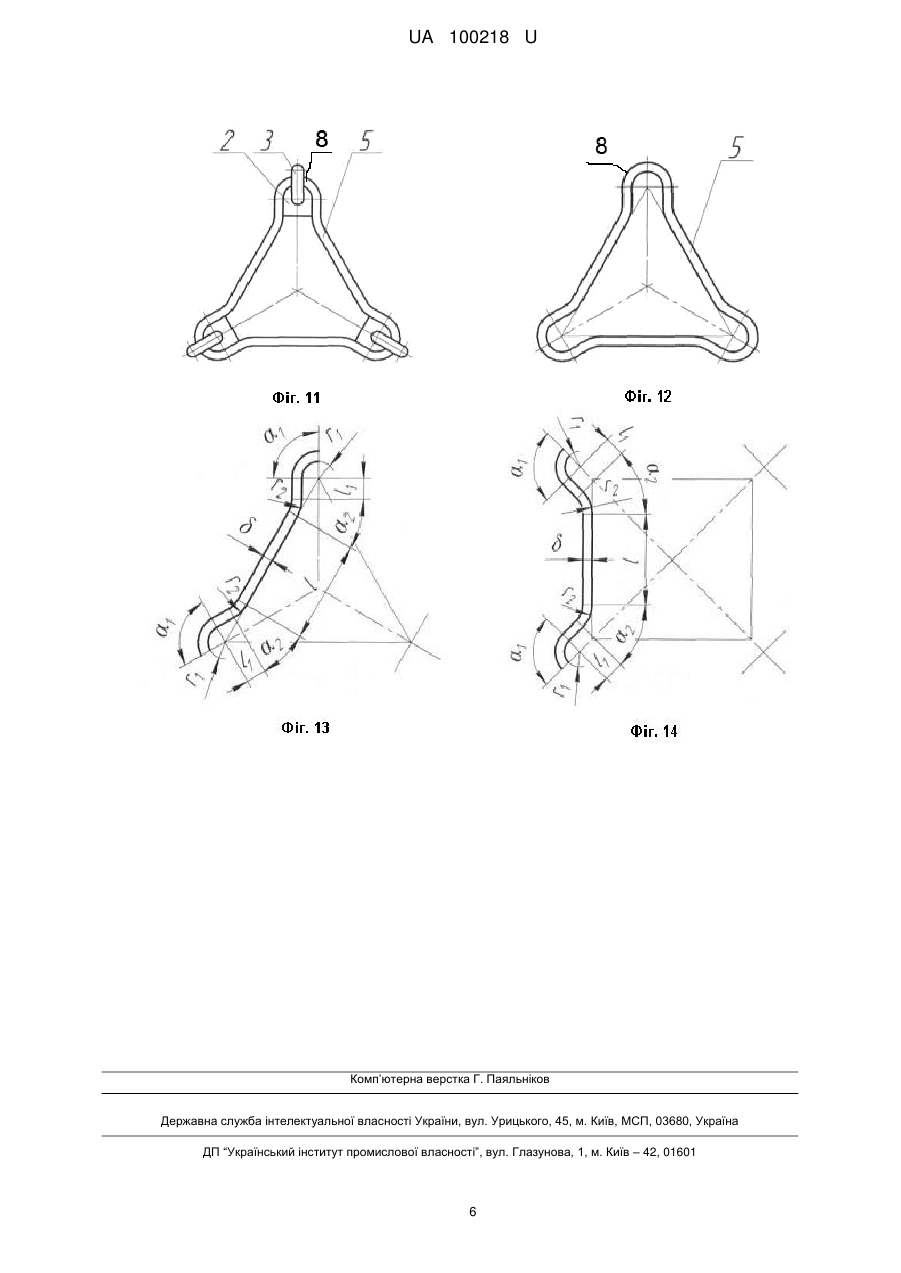
Реферат: Спосіб виготовлення втулки муфти втулкової запобіжної пружної полягає у тому, що виготовляють заготовку у вигляді циліндричної втулки із пружинної сталі, термічно обробленої відомими способами для отримання залишкових пластичних деформацій, з товщиною , zl 2l1 21r1 2 2r2 , де z - залежить від обрису профілю, якщо трикутний z 3 , якщо чотирикутний z 4 ; 1 , 2 - кути обмеження колових складових профілю; r1 , r2 - радіуси колових складових профілю; l , l1 - довжини прямолінійних довжиною L і внутрішнім діаметром d складових профілю. Далі заготовку з встановленими матрицями у точках, які лежать на бісектрисах кутів профілів для формування ділянок у вигляді підковоподібних пружин і закріплених на заготовці з двох торців, наприклад, П-подібними зачепами, встановлюють на пристрій для виготовлення профільної втулки з основною матрицею трикутного або чотирикутного профілю. За допомогою переміщення пуансонів формують профільну втулку, потім пуансони повертають у початкове положення і з основної матриці демонтують готову профільну втулку, а з неї демонтують матриці для формування ділянок у вигляді підковоподібних пружин. Після цього профільну втулку термічно обробляють відомими способами для набуття пружних властивостей. UA 100218 U (54) СПОСІБ ВИГОТОВЛЕННЯ ПРОФІЛЬНОЇ ВТУЛКИ МУФТИ ВТУЛКОВОЇ ЗАПОБІЖНОЇ ПРУЖНОЇ UA 100218 U UA 100218 U 5 10 15 20 25 Корисна модель належить до машинобудування і може бути використана у пружних муфтах та інших виробах, в умовах динамічного навантаження. Відома втулкова муфта зі штифтами [Малащенко В.О. Муфти приводів. Конструкції та приклади розрахунків. Навч. посібник. - Львів: Видавництво Національного університету "Львівська політехніка", 2006. – 196 с., рис. 2.1], що містить циліндричну втулку, яка з'єднує ведучий і ведений вали штифтами, встановленими у площині, перпендикулярній до осі обертання. Відома втулкова муфта з шпонками [Малащенко В.О. Муфти приводів. Конструкції та приклади розрахунків. Навч. посібник. - Львів: Видавництво Національного університету "Львівська політехніка", 2006. – 196 с., рис. 2.3], що містить циліндричну втулку, яка з'єднує ведучий і ведений вали жорсткими шпонками призматичними або сегментними, встановленими у пази паралельно до осі обертання. Відома втулкова муфта зі шліцами [див. кн. Малащенко В.О. Муфти приводів. Конструкції та приклади розрахунків. Навч. посібник. - Львів: Видавництво Національного університету "Львівська політехніка", 2006. – 196 с., рис. 2.5], що містить циліндричну втулку, яка з'єднує ведучий і ведений вали шліцами, виконаними паралельно до осі обертання. Основним недоліком відомих муфт є їх циліндрична втулка, яка має велику жорсткість і вона виконує лише дві функції - з'єднує вали і передає обертальний момент від одного вала до другого миттєво, тобто ударно, тому необхідно циліндричну втулку замінити на пружну профільну втулку, але спосіб виготовлення пружної профільної втулки не розроблений. В основу корисної моделі поставлена задача розробити спосіб виготовлення профільної втулки муфти втулкової запобіжної пружної. Технічний результат досягається тим, що виготовляють заготовку у вигляді циліндричної втулки із пружинної сталі, термічно обробленої відомими способами для отримання залишкових пластичних деформацій, з товщиною , довжиною L і внутрішнім діаметром zl 2l1 2 1r1 2 2 r2 , де z - залежить від обрису профілю, якщо трикутний z 3 , якщо чотирикутний z 4 ; 1 , 2 - кути обмеження колових складових профілю; r1 , r2 радіуси колових складових профілю; l , l1 - довжини прямолінійних складових профілю, далі d 30 35 40 45 50 55 заготовку з встановленими матрицями у точках, які лежать на бісектрисах кутів профілів для формування ділянок у вигляді підковоподібних пружин і закріплених на заготовці з двох торців, наприклад, П-подібними зачепами, встановлюють на пристрій для виготовлення профільної втулки з основною матрицею трикутного або чотирикутного профілю, затим за допомогою переміщення пуансонів формують профільну втулку, потім пуансони повертають у початкове положення і з основної матриці демонтують готову профільну втулку, а з неї демонтують матриці для формування ділянок у вигляді підковоподібних пружин, на кінець, профільну втулку термічно обробляють відомими способами для набуття пружних властивостей. Запропонований спосіб виготовлення профільної втулки дозволяє легко виготовляти профільну втулку для муфти втулкової запобіжної пружної та інших виробів, які працюють в умовах динамічного навантаження. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 показана заготовка для виготовлення профільної втулки з діаметром d , товщиною і довжиною L , поздовжній переріз; на фіг. 2 показано те, що на фіг. 1, вигляд А; на фіг. 3 показано те, що на фіг. 1, коли поставлені матриці для формування ділянок у вигляді підковоподібних пружин і закріплені на заготовці з двох торців, наприклад, П-подібними зачепами; на фіг. 4 показано те, що на фіг. 2, коли поставлені матриці для формування ділянок у вигляді підковоподібних пружин для трикутного профілю; на фіг. 5 показано те, що на фіг. 2, коли поставлені матриці для формування ділянок у вигляді підковоподібних пружин для чотирикутного профілю; на фіг. 6 показано те, що заготовка поставлена на пристрій для виготовлення профільної втулки (наприклад, трикутного профілю); на фіг. 7 показано те, що до заготовки підведені пуансони пристрою для виготовлення профільної втулки; на фіг. 8 показано те, що пуансони тиснуть на заготовку, деформують її і формують профільну втулку, проміжне положення; на фіг. 9 показано те, що пуансони тиснуть на заготовку, деформують її і формують профільну втулку, кінцеве положення; на фіг. 10 показано те, що пуансони повернуті в початкове положення, профільна втулка знаходиться на матриці; на фіг. 11 показана демонтована з основної матриці виготовлена профільна втулка з матрицями для формування ділянок у вигляді підковоподібних пружин і закріплені на заготовці з двох торців, наприклад, П-подібними зачепами; на фіг. 12 показана профільна втулка з демонтованими матрицями для формування ділянок у вигляді 1 UA 100218 U 5 підковоподібних пружин; на фіг. 13 показаний профіль з трикутним обрисом з розмірами для визначення діаметра заготовки профільної втулки; на фіг. 14 показаний профіль з чотирикутним обрисом з розмірами для визначення діаметра заготовки профільної втулки. Спосіб виготовлення профільної втулки для муфти втулкової запобіжної пружної здійснюється наступним чином. Виготовляють заготовку у вигляді циліндричної втулки 1 із пружинної сталі, термічно обробленої відомими способами для отримання залишкових пластичних деформацій, з товщиною , довжиною L і внутрішнім діаметром zl 2l1 2 1r1 2 2 r2 , де z - залежить від обрису профілю, якщо трикутний z 3 , якщо чотирикутний z 4 ; 1 , 2 - кути обмеження колових складових профілю; r1 , r2 радіуси колових складових профілю; l , l1 - довжини прямолінійних складових профілю. Для d 10 15 20 формування ділянок у вигляді підковоподібних пружин у заготовку 1 у точках, які лежать на осях кутів профілів, встановлюють з внутрішньої сторони матриці 2 і закріпляють їх на заготовці 1 з двох торців, наприклад, П-подібними зачепами 3. Далі заготовку 1 встановлюють на пристрій 4 для виготовлення профільної втулки 5 з основною матрицею 6 трикутного або чотирикутного профілю. За допомогою переміщення пуансонів 7 формують профільну втулку 5. Потім пуансони 7 повертають у початкове положення і з основної матриці 6 демонтують готову профільну втулку 5. Після цього із профільної втулки 5 демонтують матриці 2 для формування ділянок у вигляді підковоподібних пружин 8. На кінець, профільну втулку 5 термічно обробляють відомими способами для набуття пружних властивостей. Запропонований спосіб виготовлення профільної втулки дозволяє легко виготовляти профільну втулку для муфти втулкової запобіжної пружної та інших виробів, які працюють в умовах динамічного навантаження. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Спосіб виготовлення втулки муфти втулкової запобіжної пружної, який полягає у тому, що виготовляють заготовку у вигляді циліндричної втулки із пружинної сталі, термічно обробленої відомими способами для отримання залишкових пластичних деформацій, з товщиною , zl 2l1 21r1 2 2r2 , де z - залежить від обрису профілю, якщо трикутний z 3 , якщо чотирикутний z 4 ; 1 , 2 - кути обмеження колових складових профілю; r1 , r2 - радіуси колових складових профілю; l , l1 - довжини прямолінійних довжиною 30 35 40 L і внутрішнім діаметром d складових профілю, далі заготовку з встановленими матрицями у точках, які лежать на бісектрисах кутів профілів для формування ділянок у вигляді підковоподібних пружин і закріплених на заготовці з двох торців, наприклад, П-подібними зачепами, встановлюють на пристрій для виготовлення профільної втулки з основною матрицею трикутного або чотирикутного профілю, після цього за допомогою переміщення пуансонів формують профільну втулку, потім пуансони повертають у початкове положення і з основної матриці демонтують готову профільну втулку, а з неї демонтують матриці для формування ділянок у вигляді підковоподібних пружин, на кінець, профільну втулку термічно обробляють відомими способами для набуття пружних властивостей. 2 UA 100218 U 3 UA 100218 U 4 UA 100218 U 5 UA 100218 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: профільної, спосіб, запобіжної, втулкової, пружної, муфти, втулки, виготовлення
Код посилання
<a href="https://ua.patents.su/8-100218-sposib-vigotovlennya-profilno-vtulki-mufti-vtulkovo-zapobizhno-pruzhno.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення профільної втулки муфти втулкової запобіжної пружної</a>
Спосіб виготовлення згортної втулки
Номер патенту: 78307
Опубліковано: 11.03.2013
Автори: Сеник Андрій Антонович, Бондаренко Олександр Леонідовіч, Кобельник Володимир Романович, Кривінський Петро Петрович, Кривий Петро Дмитрович
МПК: B21D 5/00
Мітки: виготовлення, спосіб, втулки, згортної
Формула / Реферат:
Спосіб виготовлення згортної втулки, при якому плоску карточку матеріалу, з якого має бути сформована втулка, подають тангенціально у прямолінійно-кільцеву порожнину, утворену двома стінками із зазором між ними, і внутрішня стінка кільцевої порожнини сформована оправкою, на циліндричній поверхні якої виконані виступи або ролики, і цю оправку обертають навколо своєї осі, яка є співвісною із зовнішньою циліндричною стінкою матриці, і при...
Спосіб виготовлення зіркоподібних пружин
Номер патенту: 97082
Опубліковано: 25.02.2015
Автори: Стрілець Володимир Миколайович, Цимбалюк Андрій Васильович, Федорук Віктор Анатолійович, Стрілець Олег Романович
Мітки: зіркоподібних, виготовлення, спосіб, пружин
Формула / Реферат:
Спосіб виготовлення зіркоподібних пружин на пристрої, що містить матрицю і пуансони, який відрізняється тим, що виготовляють заготовку у вигляді кільця із пружинної стальної полоси, термічно обробленої відомими способами для отримання залишкових пластичних деформацій, з товщиною , шириною і діаметром
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 73406
Опубліковано: 25.09.2012
Автори: Стрілець Олег Романович, Стрілець Володимир Миколайович, Малащенко Володимир Олександрович
МПК: F16B 3/00
Мітки: призматичної, виготовлення, пружної, шпонки, спосіб
Формула / Реферат:
Спосіб виготовлення пружної призматичної шпонки, який включає наступні операції: відрізують на стальній полосі заготовку і розмічають поверхні згідно з кресленням, закріплюють заготовку в лещата та обпилюють, який відрізняється тим, що виготовляють заготовку у вигляді кільця з зовнішнім і внутрішнім
Спосіб виготовлення втулки на стержні, наприклад, для підвісного високовольтного ізолятора

Номер патенту: 57267
Опубліковано: 25.02.2011
Автори: Головін Владімір Міхайловіч, Бастріков Сєргєй Гєннадьєвіч
МПК: H01B 17/02, B22D 15/00
Мітки: виготовлення, спосіб, високовольтного, наприклад, стержні, втулки, ізолятора, підвісного
Формула / Реферат:
Спосіб виготовлення втулки на стержні, наприклад, для підвісного високовольтного ізолятора, що включає виготовлення литтям, який відрізняється тим, що попередньо оцинкований стержень поміщають в кокіль і на необхідній висоті формують на ньому втулку, подаючи розплав цинку в ливникову систему кокілю, після формування втулки подають додаткову кількість розплаву в зазор між сформованою втулкою і стержнем.
Спосіб виготовлення заготовки втулки шплінтона
Номер патенту: 3595
Опубліковано: 15.12.2004
Автори: Губачева Лариса Олександрівна, Євстратов Віталій Олексійович
МПК: B21D 5/00
Мітки: втулки, шплінтона, спосіб, виготовлення, заготовки
Формула / Реферат:
1. Спосіб виготовлення заготовки втулки шплінтона, при якому металеві листи або стрічки розрізають на прямокутні картки з розмірами BL, де B - ширина картки, L - довжина картки, згинають до одержання циліндричної заготовки діаметром , який відрізняється тим, що після згинання застосовують пряме видавлювання...
Попередній патент: Спосіб підвищення вибухової сили м’язів кінцівок
Наступний патент: Шпонка призматична пружна самофіксуюча
Випадковий патент: Штамп для відкритого об'ємного штампування з крученням