Спосіб гарячої прокатки штаб з if-сталей
Номер патенту: 109164
Опубліковано: 10.08.2016
Автори: Ростовський Сергій Костянтинович, Яковенко Владислав Анатолійович, Савченко Євген Олегович, Ростовський Костянтин Леонідович

Формула / Реферат
Спосіб гарячої прокатки штаб з IF-сталей, який включає нагрів слябів до температури аустенітного стану, багатопрохідну чорнову прокатку, охолодження підкатів, чистову прокатку із сумарним обтисненням, охолодження штаб та змотування їх у рулони, який відрізняється тим, що нагрівання слябів відбувається до температури 1100…1150°C, після цього чорнову прокатку підкатів ведуть в аустенітному температурному інтервалі 900…1100°C, а чистову прокатку штаб ведуть у температурному інтервалі 750…850°C та з сумарним відносним обтисненням не менше 85%, при цьому, змотування штаб у рулони здійснюють при температурі 650…700°C.
Текст
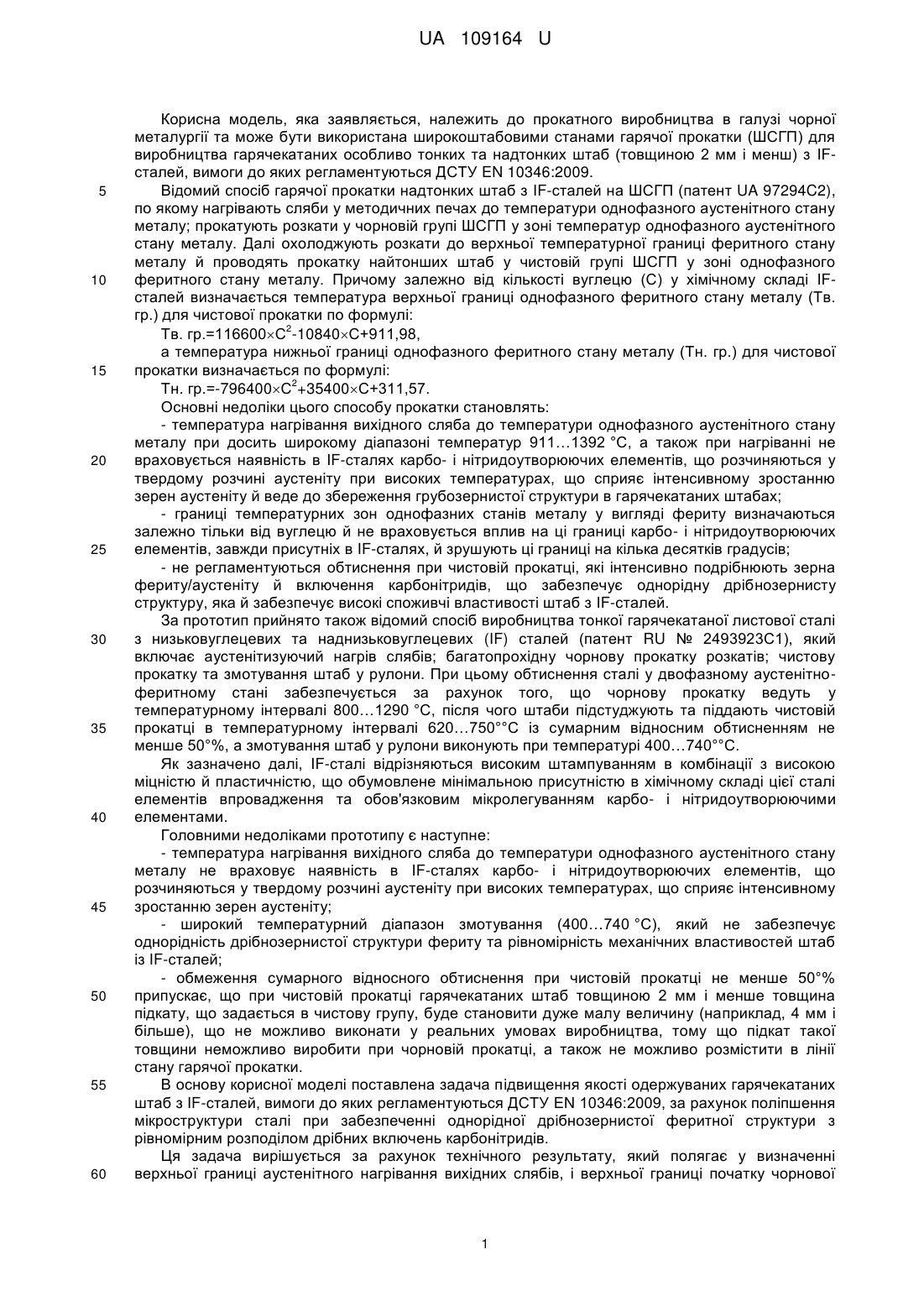
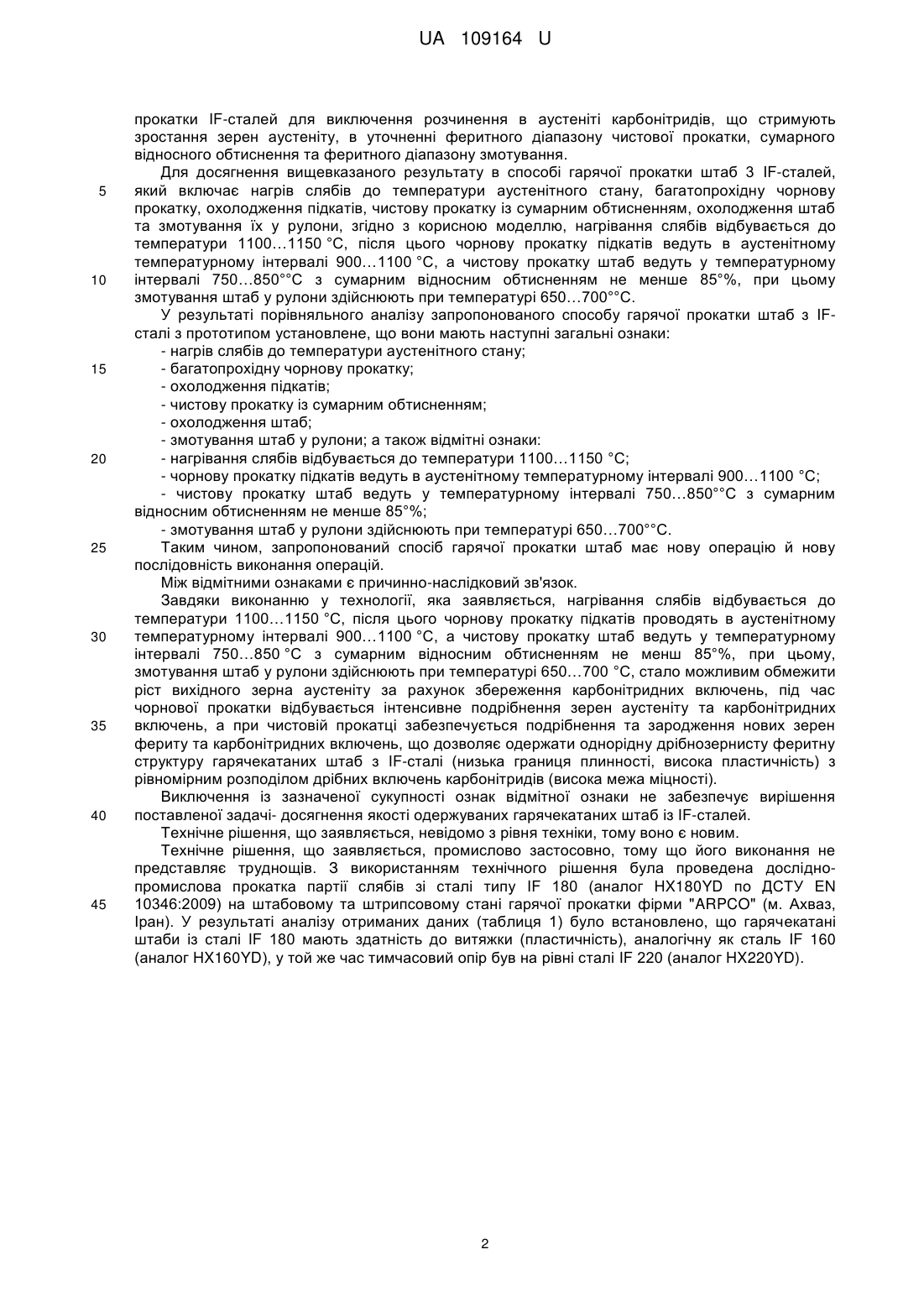
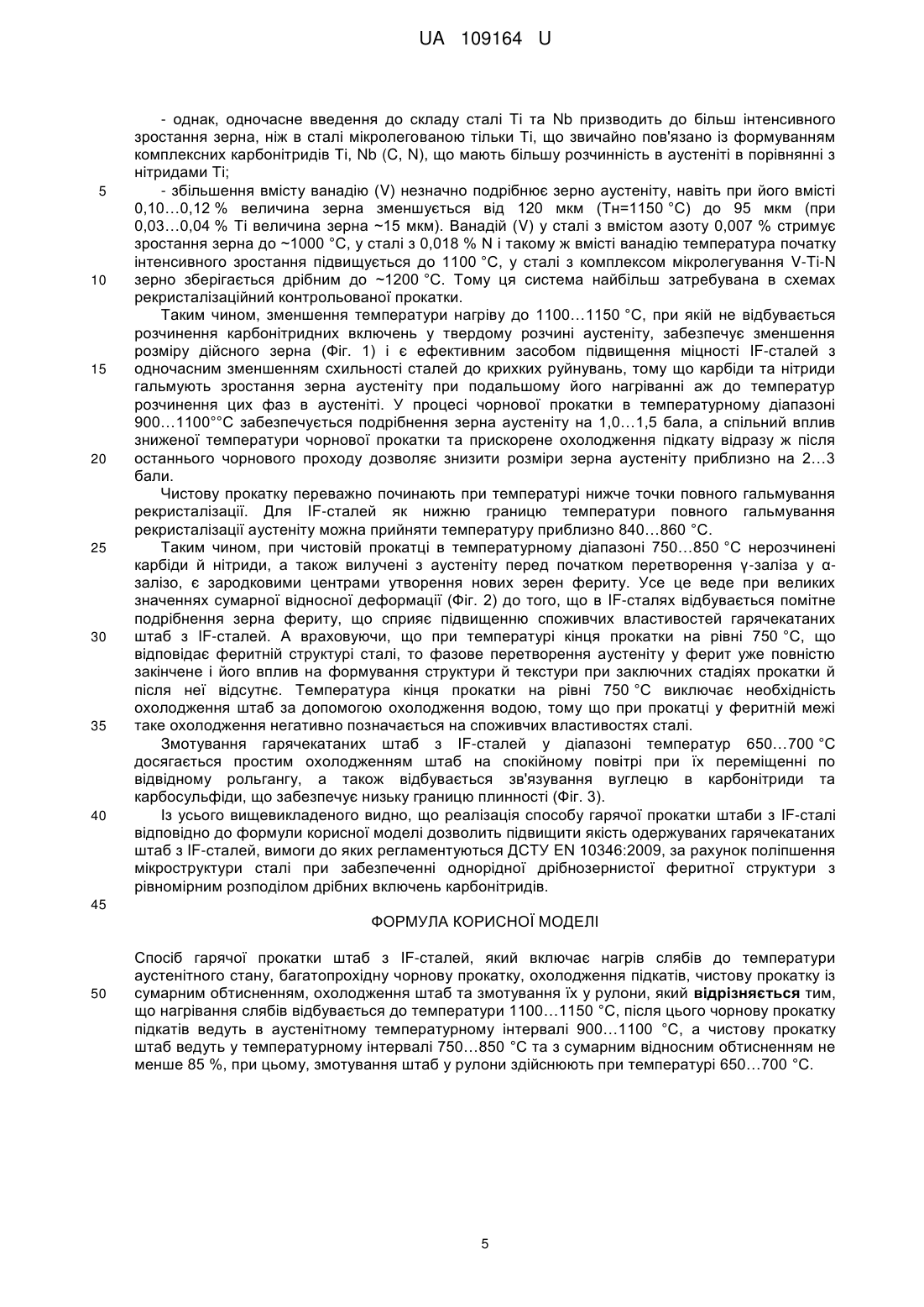
Реферат: Спосіб гарячої прокатки штаб з IF-сталей включає нагрів слябів до температури аустенітного стану, багатопрохідну чорнову прокатку, охолодження підкатів, чистову прокатку із сумарним обтисненням, охолодження штаб та змотування їх у рулони. Крім цього, нагрівання слябів відбувається до температури 1100…1150 °C, після цього чорнову прокатку підкатів ведуть в аустенітному температурному інтервалі 900…1100 °C, а чистову прокатку штаб ведуть у температурному інтервалі 750…850 °C та з сумарним відносним обтисненням не менше 85 %, при цьому змотування штаб у рулони здійснюють при температурі 650…700 °C. UA 109164 U (12) UA 109164 U UA 109164 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель, яка заявляється, належить до прокатного виробництва в галузі чорної металургії та може бути використана широкоштабовими станами гарячої прокатки (ШСГП) для виробництва гарячекатаних особливо тонких та надтонких штаб (товщиною 2 мм і менш) з IFсталей, вимоги до яких регламентуються ДСТУ EN 10346:2009. Відомий спосіб гарячої прокатки надтонких штаб з IF-сталей на ШСГП (патент UA 97294C2), по якому нагрівають сляби у методичних печах до температури однофазного аустенітного стану металу; прокатують розкати у чорновій групі ШСГП у зоні температур однофазного аустенітного стану металу. Далі охолоджують розкати до верхньої температурної границі феритного стану металу й проводять прокатку найтонших штаб у чистовій групі ШСГП у зоні однофазного феритного стану металу. Причому залежно від кількості вуглецю (С) у хімічному складі IFсталей визначається температура верхньої границі однофазного феритного стану металу (Тв. гр.) для чистової прокатки по формулі: 2 Тв. гр.=116600С -10840С+911,98, а температура нижньої границі однофазного феритного стану металу (Тн. гр.) для чистової прокатки визначається по формулі: 2 Тн. гр.=-796400С +35400С+311,57. Основні недоліки цього способу прокатки становлять: - температура нагрівання вихідного сляба до температури однофазного аустенітного стану металу при досить широкому діапазоні температур 911…1392 °C, а також при нагріванні не враховується наявність в IF-сталях карбо- і нітридоутворюючих елементів, що розчиняються у твердому розчині аустеніту при високих температурах, що сприяє інтенсивному зростанню зерен аустеніту й веде до збереження грубозернистої структури в гарячекатаних штабах; - границі температурних зон однофазних станів металу у вигляді фериту визначаються залежно тільки від вуглецю й не враховується вплив на ці границі карбо- і нітридоутворюючих елементів, завжди присутніх в IF-сталях, й зрушують ці границі на кілька десятків градусів; - не регламентуються обтиснення при чистовій прокатці, які інтенсивно подрібнюють зерна фериту/аустеніту й включення карбонітридів, що забезпечує однорідну дрібнозернисту структуру, яка й забезпечує високі споживчі властивості штаб з IF-сталей. За прототип прийнято також відомий спосіб виробництва тонкої гарячекатаної листової сталі з низьковуглецевих та наднизьковуглецевих (IF) сталей (патент RU № 2493923С1), який включає аустенітизуючий нагрів слябів; багатопрохідну чорнову прокатку розкатів; чистову прокатку та змотування штаб у рулони. При цьому обтиснення сталі у двофазному аустенітноферитному стані забезпечується за рахунок того, що чорнову прокатку ведуть у температурному інтервалі 800…1290 °C, після чого штаби підстуджують та піддають чистовій прокатці в температурному інтервалі 620…750°°С із сумарним відносним обтисненням не менше 50°%, а змотування штаб у рулони виконують при температурі 400…740°°С. Як зазначено далі, IF-сталі відрізняються високим штампуванням в комбінації з високою міцністю й пластичністю, що обумовлене мінімальною присутністю в хімічному складі цієї сталі елементів впровадження та обов'язковим мікролегуванням карбо- і нітридоутворюючими елементами. Головними недоліками прототипу є наступне: - температура нагрівання вихідного сляба до температури однофазного аустенітного стану металу не враховує наявність в IF-сталях карбо- і нітридоутворюючих елементів, що розчиняються у твердому розчині аустеніту при високих температурах, що сприяє інтенсивному зростанню зерен аустеніту; - широкий температурний діапазон змотування (400…740 °C), який не забезпечує однорідність дрібнозернистої структури фериту та рівномірність механічних властивостей штаб із IF-сталей; - обмеження сумарного відносного обтиснення при чистовій прокатці не менше 50°% припускає, що при чистовій прокатці гарячекатаних штаб товщиною 2 мм і менше товщина підкату, що задається в чистову групу, буде становити дуже малу величину (наприклад, 4 мм і більше), що не можливо виконати у реальних умовах виробництва, тому що підкат такої товщини неможливо виробити при чорновій прокатці, а також не можливо розмістити в лінії стану гарячої прокатки. В основу корисної моделі поставлена задача підвищення якості одержуваних гарячекатаних штаб з IF-сталей, вимоги до яких регламентуються ДСТУ EN 10346:2009, за рахунок поліпшення мікроструктури сталі при забезпеченні однорідної дрібнозернистої феритної структури з рівномірним розподілом дрібних включень карбонітридів. Ця задача вирішується за рахунок технічного результату, який полягає у визначенні верхньої границі аустенітного нагрівання вихідних слябів, і верхньої границі початку чорнової 1 UA 109164 U 5 10 15 20 25 30 35 40 45 прокатки IF-сталей для виключення розчинення в аустеніті карбонітридів, що стримують зростання зерен аустеніту, в уточненні феритного діапазону чистової прокатки, сумарного відносного обтиснення та феритного діапазону змотування. Для досягнення вищевказаного результату в способі гарячої прокатки штаб 3 IF-сталей, який включає нагрів слябів до температури аустенітного стану, багатопрохідну чорнову прокатку, охолодження підкатів, чистову прокатку із сумарним обтисненням, охолодження штаб та змотування їх у рулони, згідно з корисною моделлю, нагрівання слябів відбувається до температури 1100…1150 °C, після цього чорнову прокатку підкатів ведуть в аустенітному температурному інтервалі 900…1100 °C, а чистову прокатку штаб ведуть у температурному інтервалі 750…850°°С з сумарним відносним обтисненням не менше 85°%, при цьому змотування штаб у рулони здійснюють при температурі 650…700°°С. У результаті порівняльного аналізу запропонованого способу гарячої прокатки штаб з IFсталі з прототипом установлене, що вони мають наступні загальні ознаки: - нагрів слябів до температури аустенітного стану; - багатопрохідну чорнову прокатку; - охолодження підкатів; - чистову прокатку із сумарним обтисненням; - охолодження штаб; - змотування штаб у рулони; а також відмітні ознаки: - нагрівання слябів відбувається до температури 1100…1150 °C; - чорнову прокатку підкатів ведуть в аустенітному температурному інтервалі 900…1100 °C; - чистову прокатку штаб ведуть у температурному інтервалі 750…850°°С з сумарним відносним обтисненням не менше 85°%; - змотування штаб у рулони здійснюють при температурі 650…700°°С. Таким чином, запропонований спосіб гарячої прокатки штаб має нову операцію й нову послідовність виконання операцій. Між відмітними ознаками є причинно-наслідковий зв'язок. Завдяки виконанню у технології, яка заявляється, нагрівання слябів відбувається до температури 1100…1150 °C, після цього чорнову прокатку підкатів проводять в аустенітному температурному інтервалі 900…1100 °C, а чистову прокатку штаб ведуть у температурному інтервалі 750…850 °C з сумарним відносним обтисненням не менш 85°%, при цьому, змотування штаб у рулони здійснюють при температурі 650…700 °C, стало можливим обмежити ріст вихідного зерна аустеніту за рахунок збереження карбонітридних включень, під час чорнової прокатки відбувається інтенсивне подрібнення зерен аустеніту та карбонітридних включень, а при чистовій прокатці забезпечується подрібнення та зародження нових зерен фериту та карбонітридних включень, що дозволяє одержати однорідну дрібнозернисту феритну структуру гарячекатаних штаб з IF-сталі (низька границя плинності, висока пластичність) з рівномірним розподілом дрібних включень карбонітридів (висока межа міцності). Виключення із зазначеної сукупності ознак відмітної ознаки не забезпечує вирішення поставленої задачі- досягнення якості одержуваних гарячекатаних штаб із IF-сталей. Технічне рішення, що заявляється, невідомо з рівня техніки, тому воно є новим. Технічне рішення, що заявляється, промислово застосовно, тому що його виконання не представляє труднощів. З використанням технічного рішення була проведена досліднопромислова прокатка партії слябів зі сталі типу IF 180 (аналог HX180YD по ДСТУ EN 10346:2009) на штабовому та штрипсовому стані гарячої прокатки фірми "ARPCO" (м. Ахваз, Іран). У результаті аналізу отриманих даних (таблиця 1) було встановлено, що гарячекатані штаби із сталі IF 180 мають здатність до витяжки (пластичність), аналогічну як сталь IF 160 (аналог HX160YD), у той же час тимчасовий опір був на рівні сталі IF 220 (аналог HX220YD). 2 UA 109164 U Таблиця 1 Механічні властивості штаб з IF-сталей по ДСТУ EN 10346:2009 Умовна Коефіцієнт Показник Аналог по границя Тимчасовий Найменування Видовження, пластичного деформаційного ДСТУ EN плинності опір Rm, сталі %, min деформування, зміцнення, n90, 10346:2009 Rp0,2, МПа г90, min min МПа IF 160 HX160YD 160-220 300-360 37 1,9 0,20 IF 180 HX180YD 180-240 330-390 34 1,7 0,18 IF 180* HX180YD 192 375 35 1,9 0,20 IF 220 HX220YD 220-280 340-420 32 1,5 0,17 Примітка: * - Середньозважені по партії слябів експериментальні дані. 5 10 15 20 25 30 35 40 Таким чином, пропонованому технічному рішенню може бути надана правова охорона, тому що воно є новим і промислово застосовним. Фіг. 1. Вплив температури нагрівання на розмір зерна аустеніту. Фіг. 2. Співвідношення між феритним та аустенітним зернами у функції сумарного відносного обтиснення. Фіг. 3. Вплив температури змотування на границю плинності. Суть пропонованого способу прокатки полягає в наступному. Основні вимоги до листових сталей для глибокої витяжки - високе деформування при виготовленні виробів складної форми й висока якість поверхні виробів, що необхідно для нанесення захисного покриття. Для виготовлення виробів холодним штампуванням і глибокою холодною витяжкою традиційно використовували низьковуглецеві сталі (LC-сталі) із вмістом вуглецю 0,03…0,08 %, які мають відносно високу пластичність і можуть зазнати значної деформації без небезпеки руйнування й з мінімальними енергетичними витратами. Головним недоліком простих вуглецевих сталей є схильність до деформаційного старіння. При високому ступені холодної деформації вона проявляється в утворенні протяжних поверхневих дефектів - смуг ковзання або ліній Людерса-Чернова, поява яких пов'язана з неоднорідною деформацією сталі на площадці плинності. Причиною утворення площадки плинності й деформаційного старіння є закріплення дислокацій атмосферами Котрелла, які утворюють атоми впровадження (у першу чергу вуглець і азот). Особливо сильно ефект закріплення дислокацій проявляється в металах з ОЦК ґратами через несиметричність полів напруг навколо всіх типів дислокацій у цих ґратах і притягання впроваджених атомів до дислокацій зі зменшенням енергії кристала. При досягненні напругами значень границі текучості дислокації відриваються від атмосфер Котрелла, а утворення великої кількості легкорухомих незакріплених дислокацій приводить до появи на поверхні множинних смуг ковзання. У цих місцях нанесене покриття легко відшаровується, а основний метал піддається інтенсивній корозії. Тому підвищення вимог до якості виробів привело до появи нового класу сталей, так званих IF-сталей, які маю дуже низький зміст вуглецю й азоту (так звані елементи впровадження), а також зазнають мікролегування сильними карбідо- і нітридоутворюючими елементами - Ті, Nb, Al, V та інші. Таким чином, IF-сталі, які мають високу штампованість в комбінації з високою міцністю й пластичністю, дозволяють зберігати високу конструктивну міцність виробів в аварійних ситуаціях, інтенсивно застосовуються для одержання виробів методами глибокої витяжки, зварюванням і кривою. Причому вироби з IF-сталей відрізняються високою якістю поверхні, що необхідно при нанесенні високоякісного захисного покриття на вироби. Таким чином, виконується аустенізуюче нагрівання вихідного сляба до температури 1100…1150°°С, що дозволяє зберегти наявність карбонітридних елементів в аустеніті, які, з одного боку, стримують зростання зерна аустеніту, і, з іншого боку, у процесі чорнової й чистової прокатки зерна аустеніту/фериту та карбонітриди подрібнюються, забезпечуючи підвищення механічних властивостей гарячекатаних штаб з IF-сталей. Крім того, нагрів вихідного сляба в температурному діапазоні 1100…1150 °C та чорнова прокатка в 3 UA 109164 U 5 10 15 температурному діапазоні 950…1100 °C для IF-сталей забезпечили зниження утворення первинної й вторинної окалини, що підвищило коефіцієнт виходу придатного на стані в цілому. При цьому слід зазначити, що в IF-сталях елементи, атоми яких проникають в ґрати заліза (вуглець, азот) і не видаляються повністю з металу в процесі його виплавки, повинні бути зв'язані в міцні хімічні сполуки, що присутні в металі у вигляді неметалевих включень. Причому склад цих неметалевих включень також повинен бути мінімальним. Тому мікролегування IFсталей забезпечує те, що елементи проникнення (вуглець, азот), утворюючи карбонітриди з такими елементами як Ті, Аl, Nb, V і т.д., видаляються із кристалічних ґрат заліза й формують включення карбонітридів по границях зерен. Тому в IF-сталях (таблиця 2) для мінімізації елементів впровадження складу вуглецю, азоту, бору та карбо- і нітридоутворюючих елементів (Nb, V, Ті та інші) повинне бути зв'язане формулою: Ti Al Nb V Cr 8 10 CNB . При такому співвідношенні карбо- і нітридоутворюючі елементи по максимуму виберуть елементи проникнення із складу сталі й утворять карбонітридні сполуки, розташовані по границях зерен фериту та збільшать міцнісні властивості готового прокату. Таблиця 2 Хімічний склад IF-сталей різних композицій Найменування Стандарт сталі HX160YD HX180YD HX220YD HX260YD HX300YD IF-сталь IF-сталь IF-сталь 20 25 30 Хімічний склад, мас. % C, Si, Mn, P, S, N, Cr, V, Al, Nb, B, max max max max max max max max max max max Ті, max ДСТУ EN 0,010 0,150 0,700 0,060 0,025 - 0,100 0,090 0,120 10346:2009 ДСТУ EN 0,010 0,200 0,700 0,060 0,025 - 0,100 0,090 0,120 10346:2009 ДСТУ EN 0,010 0,200 0,900 0,080 0,025 - 0,100 0,090 0,120 10346:2009 ДСТУ EN 0,010 0,250 1,300 0,100 0,025 - 0,100 0,090 0,120 10346:2009 ДСТУ EN 0,015 0,300 1,600 0,100 0,025 - 0,100 0,090 0,120 10346:2009 Патент RU 0,01- 0,01- 0,1- 0,0050,0001- 0,002- 0,01- 0,001- 0,02- 0,001- 0,0012190685 0,10 0,5 0,9 0,12 0,005 0,010 0,1 0,080 0,07 0,050 0,03 С1 Патент RU 0,594016507 0,007 0,05 0,015 0,020 0,005 0,007 0,30 0,07 0,15 0,15 1,7 А1 Патент RU 0,12212456 0,01 0,01 0,008 0,008 0,006 0,003 - 0,065 0,035 0,15 С1 Після чого, ці карбонітриди, які розташовані по границях зерен, будуть гальмувати зростання зерна аустеніту при нагріванні сляба перед чорновою прокаткою до температури 1100…1150 °C, причому тим сильніше гальмувати зростання, чим більш стійку фазу утворює карбонітридний елемент. Такий вплив карбонітридоутворюючих елементів пояснюється наявністю нерозчинених в аустеніті дисперсних карбідів і нітридів, що виявляють бар'єрну дію на мігруючу границю зерен. Розчинення й коагуляція дисперсних фаз в аустеніті усувають або знімають ефект бар'єрної дії часток карбонітридів. Так, дослідження впливу карбонітридних елементів - Ті, Nb, V, Al показують: - мінімальні значення розміру зерна спостерігаються при вмісті Ті поблизу стехіометричного співвідношення з азотом (Ті~3,4 N), тобто в обсягах мікролегування. Малі добавки титану (Ті) більш ефективні для гальмування зростання аустенітного зерна ніж мікролегування ніобієм (Nb); 4 UA 109164 U 5 10 15 20 25 30 35 40 - однак, одночасне введення до складу сталі Ті та Nb призводить до більш інтенсивного зростання зерна, ніж в сталі мікролегованою тільки Ті, що звичайно пов'язано із формуванням комплексних карбонітридів Ті, Nb (C, N), що мають більшу розчинність в аустеніті в порівнянні з нітридами Ті; - збільшення вмісту ванадію (V) незначно подрібнює зерно аустеніту, навіть при його вмісті 0,10…0,12 % величина зерна зменшується від 120 мкм (Тн=1150 °C) до 95 мкм (при 0,03…0,04 % Ті величина зерна ~15 мкм). Ванадій (V) у сталі з вмістом азоту 0,007 % стримує зростання зерна до ~1000 °C, у сталі з 0,018 % N і такому ж вмісті ванадію температура початку інтенсивного зростання підвищується до 1100 °C, у сталі з комплексом мікролегування V-Ti-N зерно зберігається дрібним до ~1200 °C. Тому ця система найбільш затребувана в схемах рекристалізаційний контрольованої прокатки. Таким чином, зменшення температури нагріву до 1100…1150 °C, при якій не відбувається розчинення карбонітридних включень у твердому розчині аустеніту, забезпечує зменшення розміру дійсного зерна (Фіг. 1) і є ефективним засобом підвищення міцності IF-сталей з одночасним зменшенням схильності сталей до крихких руйнувань, тому що карбіди та нітриди гальмують зростання зерна аустеніту при подальшому його нагріванні аж до температур розчинення цих фаз в аустеніті. У процесі чорнової прокатки в температурному діапазоні 900…1100°°С забезпечується подрібнення зерна аустеніту на 1,0…1,5 бала, а спільний вплив зниженої температури чорнової прокатки та прискорене охолодження підкату відразу ж після останнього чорнового проходу дозволяє знизити розміри зерна аустеніту приблизно на 2…3 бали. Чистову прокатку переважно починають при температурі нижче точки повного гальмування рекристалізації. Для IF-сталей як нижню границю температури повного гальмування рекристалізації аустеніту можна прийняти температуру приблизно 840…860 °C. Таким чином, при чистовій прокатці в температурному діапазоні 750…850 °C нерозчинені карбіди й нітриди, а також вилучені з аустеніту перед початком перетворення γ-заліза у αзалізо, є зародковими центрами утворення нових зерен фериту. Усе це веде при великих значеннях сумарної відносної деформації (Фіг. 2) до того, що в IF-сталях відбувається помітне подрібнення зерна фериту, що сприяє підвищенню споживчих властивостей гарячекатаних штаб з IF-сталей. А враховуючи, що при температурі кінця прокатки на рівні 750 °C, що відповідає феритній структурі сталі, то фазове перетворення аустеніту у ферит уже повністю закінчене і його вплив на формування структури й текстури при заключних стадіях прокатки й після неї відсутнє. Температура кінця прокатки на рівні 750 °C виключає необхідність охолодження штаб за допомогою охолодження водою, тому що при прокатці у феритній межі таке охолодження негативно позначається на споживчих властивостях сталі. Змотування гарячекатаних штаб з IF-сталей у діапазоні температур 650…700 °C досягається простим охолодженням штаб на спокійному повітрі при їх переміщенні по відвідному рольгангу, а також відбувається зв'язування вуглецю в карбонітриди та карбосульфіди, що забезпечує низьку границю плинності (Фіг. 3). Із усього вищевикладеного видно, що реалізація способу гарячої прокатки штаби з IF-сталі відповідно до формули корисної моделі дозволить підвищити якість одержуваних гарячекатаних штаб з IF-сталей, вимоги до яких регламентуються ДСТУ EN 10346:2009, за рахунок поліпшення мікроструктури сталі при забезпеченні однорідної дрібнозернистої феритної структури з рівномірним розподілом дрібних включень карбонітридів. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 Спосіб гарячої прокатки штаб з IF-сталей, який включає нагрів слябів до температури аустенітного стану, багатопрохідну чорнову прокатку, охолодження підкатів, чистову прокатку із сумарним обтисненням, охолодження штаб та змотування їх у рулони, який відрізняється тим, що нагрівання слябів відбувається до температури 1100…1150 °C, після цього чорнову прокатку підкатів ведуть в аустенітному температурному інтервалі 900…1100 °C, а чистову прокатку штаб ведуть у температурному інтервалі 750…850 °C та з сумарним відносним обтисненням не менше 85 %, при цьому, змотування штаб у рулони здійснюють при температурі 650…700 °C. 5 UA 109164 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: гарячої, штаб, if-сталей, прокатки, спосіб
Код посилання
<a href="https://ua.patents.su/8-109164-sposib-garyacho-prokatki-shtab-z-if-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячої прокатки штаб з if-сталей</a>
Спосіб гарячої прокатки надтонких штаб з if-сталей на безперервних широкоштабових станах
Номер патенту: 97294
Опубліковано: 25.01.2012
Автори: Іванченко Віталій Георгійович, Куцова Валентина Зиновіївна, Кузьмичов Вячеслав Михайлович, Сергієнко Олексій Олександрович, Котова Тетяна Володимирівна, Гуєнко Микита Ігоревич
Мітки: спосіб, широкоштабових, прокатки, if-сталей, станах, штаб, надтонких, гарячої, безперервних
Формула / Реферат:
Спосіб гарячої прокатки надтонких штаб з IF-сталей на безперервному широкоштабовому стані (БШС), який включає нагрів слябів у методичних печах до температури однофазного аустенітного стану металу, прокатку розкатів у чорновій групі клітей БШС в зоні температур однофазного аустенітного стану металу, охолодження розкатів до верхньої температурної границі феритного стану металу та остаточну прокатку надтонких штаб в чистовій групі клітей БШС в...
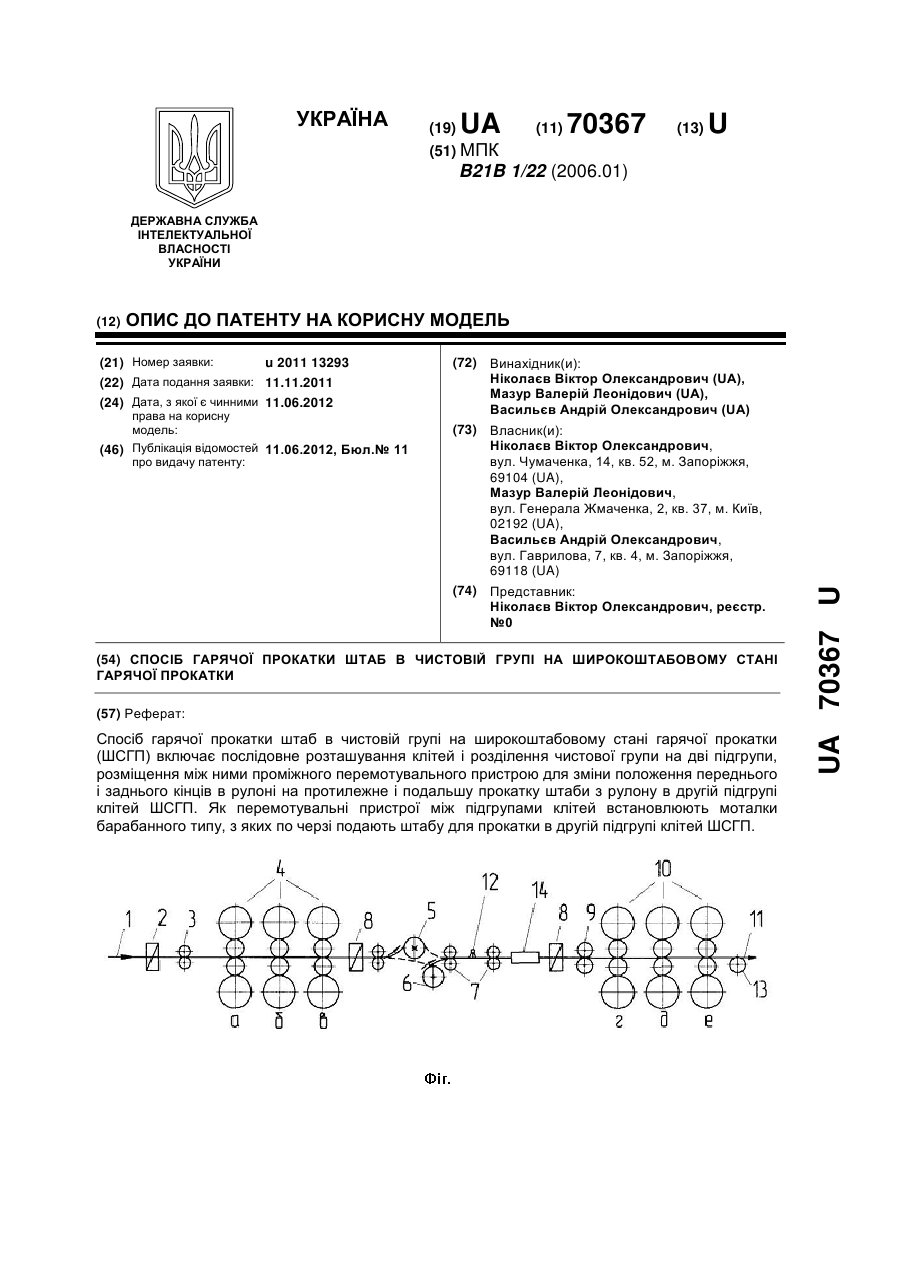
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки
Номер патенту: 70367
Опубліковано: 11.06.2012
Автори: Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович, Мазур Валерій Леонідович
МПК: B21B 1/22
Мітки: стані, чистовий, прокатки, групи, гарячої, штаб, спосіб, широкоштабовому
Формула / Реферат:
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки (ШСГП), що включає послідовне розташування клітей і розділення чистової групи на дві підгрупи, розміщення між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП, який відрізняється тим, що як перемотувальні пристрої між...
Спосіб гарячої прокатки штаб

Номер патенту: 58909
Опубліковано: 26.04.2011
Автори: Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович, Ніколаєва Ангела Вікторівна, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: прокатки, штаб, гарячої, спосіб
Формула / Реферат:
Спосіб гарячої прокатки штаб, що включає прокатку в чорновій групі клітей, передачу проміжного розкату в проміжний перемотувальний пристрій для змотування в рулон, передачу переднього (зовнішнього) кінця рулону в першу кліть чистової групи клітей, прокатку в чистовій групі з послідовним розташуванням клітей, який відрізняється тим, що після прокатки штаби у вхідних клітях першої підгрупи чистової групи процес неперервної прокатки...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: спосіб, прокатки, штаб, широкоштабовому, стані, гарячої
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб холодної прокатки штаб
Номер патенту: 68731
Опубліковано: 10.04.2012
Автори: Путнокі Олександр Юліусович, Васильєв Олександр Геннадійович, Ніколенко Андрій Георгійович, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович
МПК: B21B 39/34
Мітки: штаб, холодної, спосіб, прокатки
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування гарячекатаної штаби з рулона, прокатку в клітях стана зі змінною швидкістю та змотування штаби в рулон, який відрізняється тим, що перед холодною прокаткою на безперервному стані виконують перемотування штаби гарячекатаного рулона з виведенням внутрішнього заднього потовщеного кінця на зовнішній виток рулона.
Попередній патент: Куля
Наступний патент: Система живлення двигуна внутрішнього згоряння з іскровим запалюванням
Випадковий патент: Параметризований формувач імпульсної послідовності