Пристрій для нанесення покриття на протяжний виріб

Формула / Реферат
1. Пристрій для нанесення покриття на протяжний виріб зануренням в розплав, що включає ванну для розплаву і камеру нанесення покриття з вхідним і вихідним каналами та з забірним каналом, зануреним у ванну для розплаву, причому камера нанесення покриття і ванна для розплаву забезпечені засобами для створення усередині них відповідно розрідження і надмірного тиску, який відрізняється тим, що для забезпечення вертикального проходу протяжного виробу від низу до верху вхідний і вихідний канали камери нанесення покриття виконані вертикальними і виконані відповідно в її днищі і верхній частині, при цьому камера нанесення покриття розташована збоку від ванни з розплавом, а забірний канал виконаний похилим, при цьому ванна для розплаву забезпечена каналом-живильником для завантаження через нього розплаву або металу в твердому стані.
2. Пристрій за п. 1, який відрізняється тим, що канал-живильник виконаний у вигляді розширюваного догори каналу, що виходить на верхню частину ванни з розплавом.
3. Пристрій за п. 1, який відрізняється тим, що камера нанесення покриття розташована так, що внутрішня поверхня її днища розташована вище максимально можливого рівня розплаву у ванні.
4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що канал-живильник ванни для розплаву, що виходить за межі верхньої частини ванни з розплавом, виконаний висотою, що перевищує максимально можливий рівень розплаву в камері нанесення покриття.
Текст
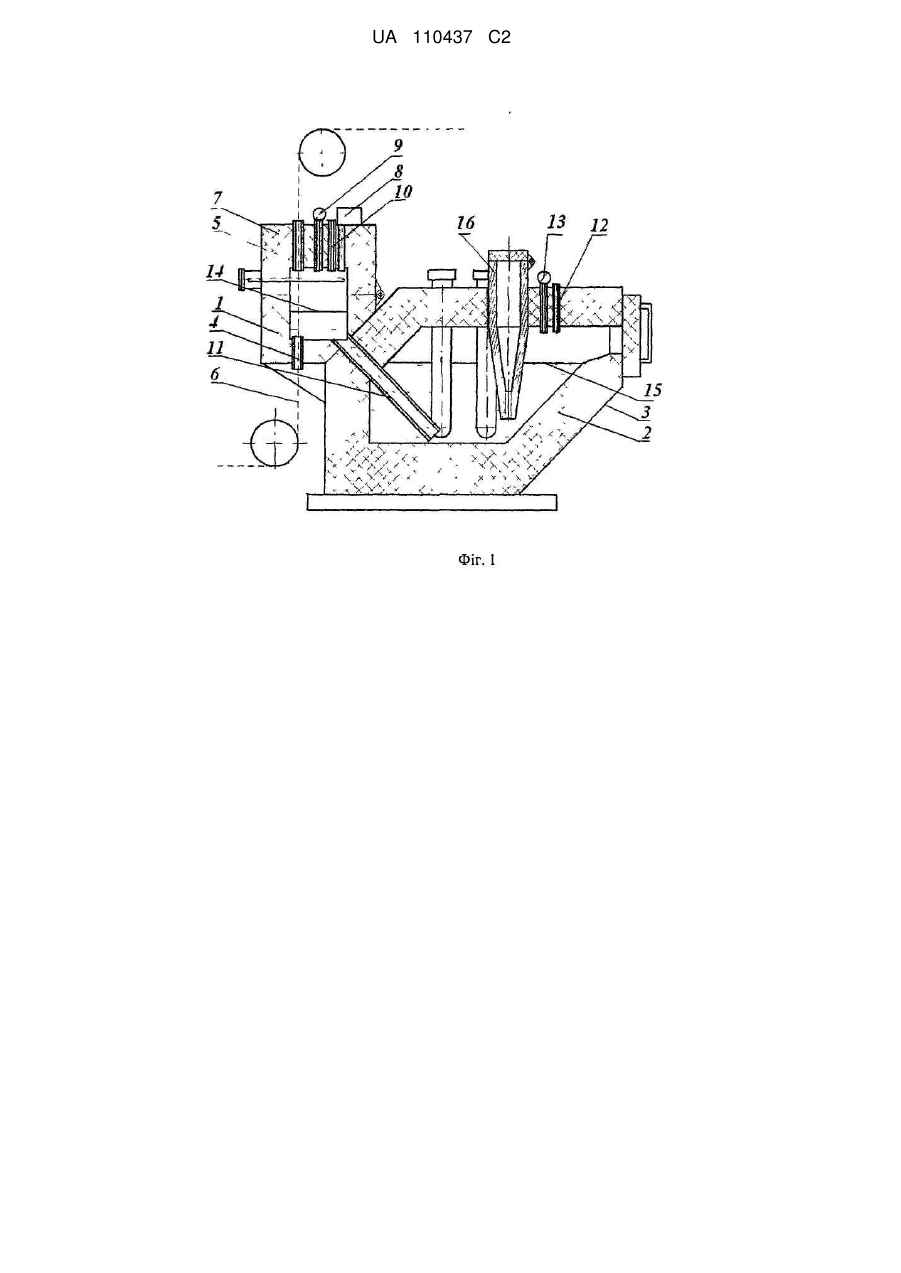
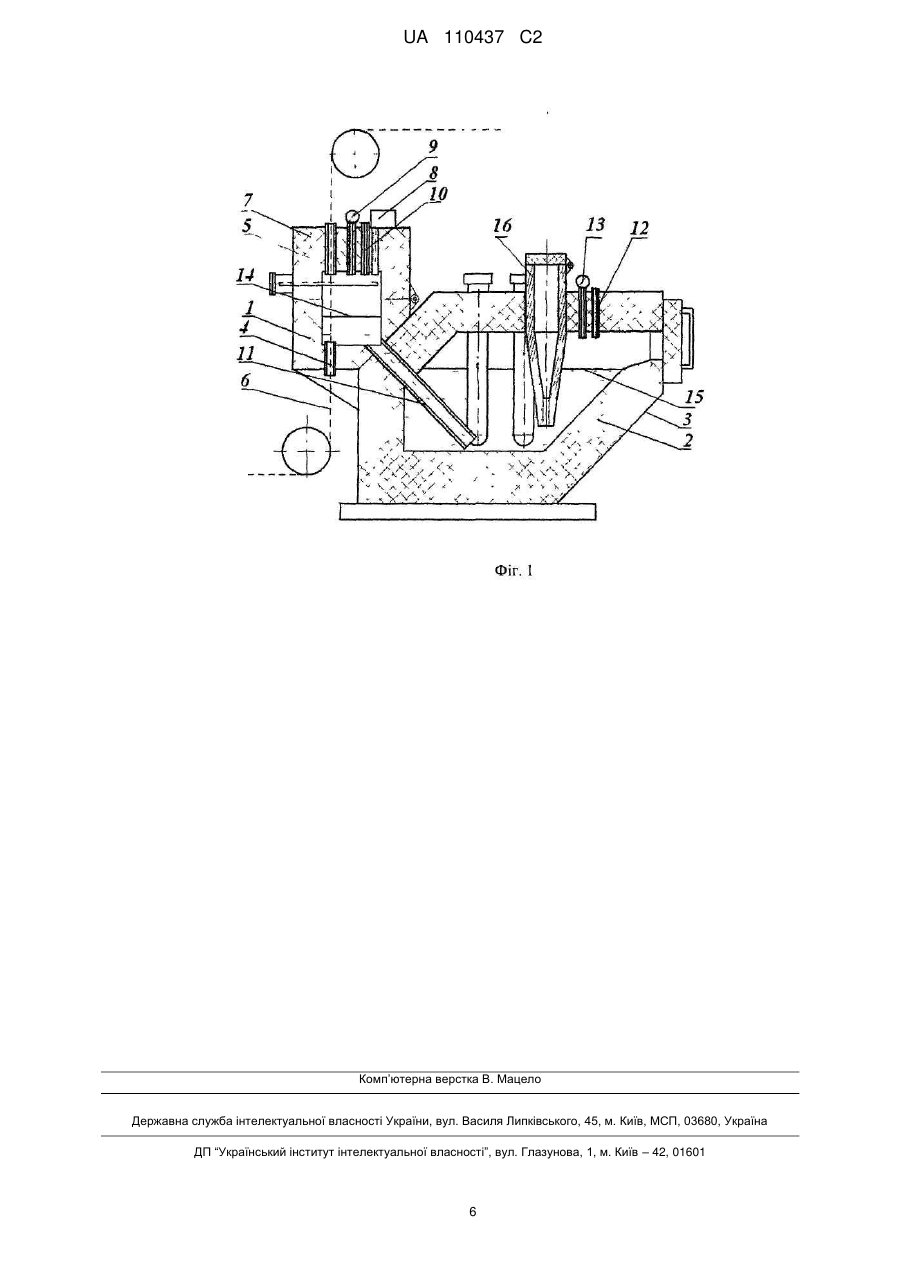
Реферат: Пристрій для нанесення покриття на протяжний виріб зануренням в розплав містить ванну для розплаву і камеру нанесення покриття, забезпечені засобами для створення всередині них відповідно розрідження і надлишкового тиску, при цьому для забезпечення вертикального проходу протяжного виробу від низу до верху вхідний і вихідний канали камери нанесення покриття виконані вертикальними і виконані відповідно в її днищі і верхній частині, при цьому камера нанесення покриття розташована збоку від ванни з розплавом, а забірний канал виконаний похилим, при цьому ванна для розплаву забезпечена каналом-живильником для завантаження через нього розплаву або металу в твердому стані, причому канал-живильник виконаний у вигляді розширюваного догори каналу, що виходить на верхню частину ванни з розплавом. UA 110437 C2 (12) UA 110437 C2 UA 110437 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до технологічного устаткування для безперервного нанесення металевих захисних покриттів на поверхню протяжного виробу типу дроту, стрічки і т. п. зануренням в розплав алюмінію, цинку, їх сплавів, олова, свинцю та ін. Винахід може використовуватися для гарячого алюмінування, цинкування або алюмоцинкування довгомірних виробів з чавуну або сталі. Відомий пристрій для нанесення металевих покриттів на металеву стрічку, який включає ємність для нанесення покриття, через яку пропускається стрічка, що входить в днище резервуару. Стрічка змотана в рулон, що опирається на стійки, і витягується розташованим над ємністю витяжним барабаном. У нижній частині ємність оточена кільцеподібним живлячим приймачем, який з боку підведення розплаву має заповнюючий патрубок, а з боку відведення розплаву -заглушку. Над заповнюючим патрубком розміщений живлячий ківш, забезпечений заглибною трубкою, яка вставлена в отвір заповнюючого патрубка. Із заповнюючого патрубка розплав витікає в кільцеподібний живлячий приймач, через який розплав потрапляє до оброблюваної стрічки, що знаходиться в центрі ємності. У разі потреби розплав, що знаходиться в ємності та в заповнюючому патрубку, випускають з ємності через зливний отвір в додаткову ємність, яка знаходиться нижче ємності для нанесення покриття. При роботі пристрою зливний отвір закритий заглушкою (патент Російської Федерації RU2127167, опубл. 10.03.1999). До недоліків даного пристрою відноситься складність технічного обслуговування пристрою, обумовлене тим, що доступ до ємності для нанесення покриття можливий тільки після повного зливу розплаву, як з ємності, так і з заповнюючого патрубка. Ця особливість пристрою приводить до значних енерговитрат, оскільки після завершення технічного обслуговування пристрою для відновлення роботи пристрою потрібно наново розплавити весь об'єм матеріалу, що знаходиться в ємності та заповнюючому патрубку. Відомий пристрій для нанесення захисного покриття на протяжні металеві вироби, що містить ванну з розплавом для нанесення покриття, в яку вертикально від низу до верху через вхідний отвір в днище ванни і вихідний отвір у верхній частині ванни подається довгомірний виріб. Ванна з розплавом розміщена в контейнер, в якому підтримується надмірний тиск за рахунок подачі інертного газу для утримання розплаву усередині ванни (GB2368596, опубл. 08.05.2002). До недоліків даного пристрою відноситься складність додавання розплаву у ванну. Для цього всякий раз потрібна повна зупинка пристрою, що істотно знижує його продуктивність і спричиняє собою додаткові енерговитрати на нагрів розплаву для відновлення роботи. Відомий пристрій для нанесення покриття на металеву заготівку методом занурення в розплав, в якому металева заготівка пропускається вертикально через ємність, що містить розплавлений метал покриття (цинк або алюміній), і через розташований перед ємністю направляючий канал. Пристрій забезпечений, щонайменше, двома індукторами, розташованими по обидві сторони від металевої заготівки в області направляючого каналу для створення електромагнітного поля, що утримує метал покриття в ємності. При пропусканні металевої заготівки від низу до верху через пристрій для нанесення покриття, відбувається винесення металу покриття з ємності внаслідок того, що частину металу утворює покриття на металевій заготівці. Для підтримки бажаного рівня h металу покриття в ємності здійснюють поповнення об'єму металу в ємності. Це проводиться системою живлення (від живлячого резервуару), з якого насосом розплав металу подають в ємність, в якій проводиться нанесення покриття(патент Російської Федерації RU2339732, опубл. 10.04.2006). Недоліком цієї установки є те, що подача розплаву з ванни в камеру здійснюється за допомогою заглибного насоса, що значно знижує показники надійності, які пред'являються до промислового устаткування. Безперервна циркуляція розплаву приводить до швидкого зношування каналів, а сам розплав забруднюється матеріалами, з яких виготовлені канали, що приводить до погіршення умов формування покриття, а, отже, до зниження його якості. При цьому використання алюмінієвого розплаву достатньо проблематично через його високу агресивність. Відомий пристрій для нанесення покриття на металеву заготівку методом занурення в розплав, що містить ємність для нанесення покриття з розплавленим матеріалом покриття. Ємність для нанесення покриття має два отвори в корпусі, нижнє і верхнє, через які заготівка (металева смуга) переміщується вертикально вгору через розплавлений матеріал покриття. Нижній отвір охоплений установкою, що створює електромагнітне поле, яке у свою чергу, генерує електромагнітну силу для запобігання витіканню розплаву з ємності для нанесення покриття. Пристрій забезпечено ємністю для попереднього розплавлення металу, яка має істотно більший об'єм розплаву, чим ємність для нанесення покриття. Ємність для 1 UA 110437 C2 5 10 15 20 25 30 35 40 45 50 55 60 попереднього розплавлення металу встановлена поряд з ємністю для нанесення покриття. Ємність для попереднього розплавлення зв'язана з ємністю для нанесення покриття через вхідний і вихідний канали. Розплавлений метал подається насосом з ємності попереднього розплаву через вхідний канал в ємність для нанесення покриття. Вхідний і вихідний канали оснащені нагрівальними приладами, які дозволяють коректувати температуру розплаву. На виході з ємності для нанесення покриття встановлені звичайні струменеві ножі, які забезпечують рівномірну товщину матеріалу покриттів. У надзвичайних ситуаціях, якщо установка, що створює електромагнітне поле відключається, наприклад, з-за відключення електроенергії, нижній отвір в ємності для нанесення покриття перекривається за допомогою комбінованої відрізаючої/зсувної системи, яка розрізає заготівку (смугу) і в той же час закриває нижній отвір, запобігаючи витіканню розплаву з ємності для нанесення розплаву. Даний пристрій має той же недолік, що і описаний вище аналог (RU2339732), а саме, подача розплаву в ємність для нанесення покриття здійснюється насосом. Використання насоса знижує надійність і довговічність роботи пристрою, особливо при нанесенні покриття з високо агресивного алюмінієвого розплаву. Найбільш близьким за технічною суттю аналогом пропонованого пристрою є пристрій для обробки поверхні виробу, зокрема, для нанесення покриття, яке містить ванну з розплавом металу (сплаву) і розташовану над ванною камеру нанесення покриття з вхідним і вихідним отворами та забірним вертикальним каналом, зануреним в розплав, що знаходиться у ванні. Для підйому розплаву з ванни по вертикальному каналу в камеру нанесення покриття створюють надмірний тиск у ванні та розрідження в камері нанесення покриття. Перепад тиску в порожнинах над поверхнею розплаву камери і над поверхнею розплаву у ванні такий, що рівень розплаву розташовується вище вхідного і вихідного отворів камери. Створення розрідження в камері нанесення покриття виконує одночасно і іншу роль, а саме служить для запобігання витіканню розплаву з камери для нанесення покриття. При цьому повинна бути дотримана наступна умова: Раі>Рі+Рм.ст., де Рат - атмосферний тиск; Рі - тиск в камері нанесення покриття; Рмст - тиск стовпа розплаву над нижньою твірною каналу. = Різницю тиску Д Рат - (Рі+Рм.сг.) в процесі нанесення покриття підтримують на постійному рівні для виключення витікання розплаву і виключення прориву атмосферного повітря в камеру через вхідний і вихідний канали камери. До недоліків даного пристрою відноситься те, що у камери нанесення покриття забірний канал, занурений в розплав ванни, розташований вертикально, що припускає розміщення камери нанесення безпосередньо над ванною з розплавом. Таке взаємне розташування камери нанесення покриття і ванни, з'єднаних вертикальним каналом, по-перше, утрудняє технічне обслуговування пристрою і не забезпечує його безпечну експлуатацію, оскільки виконання робіт по заправці виробу (наприклад, дроту), усуненню яких-небудь неполадок дії завжди відбуватимуться в зоні високої температури, а вимушене використання охолоджуючих контурів тільки збільшує ризики виникнення нештатних ситуацій; по-друге, конструкція пристрою для обробки поверхні виробу вимагає періодичної зупинки всієї лінії для нанесення покриття, до складу якої входить заявлений пристрій, внаслідок того, що компенсація витраченого розплаву додаванням у ванну можлива тільки після повного зливу розплаву з камери нанесення покриття, в результаті знижується продуктивність та підвищуються енерговитрати. Дозавантаження ванни без зупинки роботи пристрою і без зняття надмірного тиску у ванні неможливо, оскільки при відкритті ванни надмірний тиск витіснятиме розплав, що знаходиться у ванні вище рівня його кришки, що неприпустимо. Горизонтальна подача виробу, на який наноситься покриття, обумовлює необхідність створення достатньо високого розрідження для того, щоб утримати розплав від витікання через вхідний і вихідний отвори камери нанесення покриття. Завданням, що вирішується винаходом, є досягнення безпеки, зручності при експлуатації і спрощення технічного обслуговування пристрою, як при експлуатації, так і під час дозавантаження ванни з розплавом, зниження енерговитрат та підвищення продуктивності роботи пристрою. Поставлене завдання вирішується за рахунок того, що пристрій для нанесення покриття на протяжний виріб включає ванну для розплаву і камеру нанесення покриття з вхідним і вихідним каналами і з забірним каналом, зануреним у ванну для розплаву, причому камера нанесення покриття і ванна з розплавом забезпечені засобами для створення усередині них над дзеркалом розплаву відповідно розрідження і надмірного тиску, при цьому 2 UA 110437 C2 5 10 15 20 25 30 35 40 45 50 55 60 для забезпечення вертикального проходу протяжного виробу від низу до верху вхідний і вихідний канали камери нанесення покриття виконані вертикальними і розташовані відповідно в її днищі і верхній частині (переважно, в її знімній кришці), при цьому камера нанесення покриття розташована поряд і збоку від ванни з розплавом, а забірний канал виконаний похилим, при цьому ванна для розплаву забезпечена каналом-живильником для завантаження через нього розплаву або металу в твердому стані. Крім того, канал-живильник для додаткового підвищення безпеки дозавантаження переважно виконаний у вигляді розширюваного догори каналу, що виходить на верхню частину ванни з розплавом, а камера нанесення покриття розташована так, що внутрішня поверхня її днища розташована вище максимально можливого рівня розплаву у ванні. При цьому каналживильник ванни для розплаву виконаний таким, що виходить за межі верхньої частини (кришки) ванни з розплавом і по висоті таким, що перевищує максимально можливий рівень розплаву в камері нанесення покриття. Технічний результат, що досягається при використанні винаходу, полягає в підвищенні зручності і безпеки при експлуатації, спрощенні технічного обслуговування пристрою, забезпеченні безперервної роботи пристрою без зупинок на дозавантаження ванни, забезпеченні безпеки при дозавантаженні ванни з розплавом, а також в зниженні енерговитрат та підвищенні продуктивності роботи пристрою і якості нанесеного покриття. Досягнення технічного результату обумовлене істотними ознаками, якими охарактеризований пристрій. Розташування камери нанесення покриття поряд з ванною з розплавом полегшує доступ до камери нанесення покриття і устаткуванню, що забезпечує її працездатність (система контролю температури, датчик тиску, датчик рівня розплаву, газові ножі для видалення надлишків розплаву і т. д.). Одночасно ця ознака дозволяє понизити енерговитрати на підйом розплаву з ванни в камеру нанесення покриття, оскільки таке розташування камери нанесення і ванни з розплавом дозволяє декілька зменшити величину надмірного тиску, що створюється над рівнем розплаву у ванні. Розташування камери нанесення покриття поряд з ванною для розплаву (без перекриття камерою кришки ванни) дозволяє забезпечити дозавантаження ванни для компенсації розплаву, що витрачається, не зупиняючи технологічний процес нанесення покриття, що додатково знижує енерговитрати на нагрів розплаву у ванні (немає тепловтрат, які могли виникнути при зупинці пристрою і відкритті кришки). Для довантаження ванни вона забезпечена каналом-живильником, закріпленим так, що його нижня частина розташована нижче мінімально можливого рівня розплаву у ванні. Канал-живильник дозволяє при відкритті його кришки завантажувати додаткові порції розплаву або металу (сплаву) в твердому стані безпосередньо в розплав, що знаходиться у ванні без зупинки роботи пристрою. При цьому забезпечується безпека роботи, оскільки надмірний тиск, що створюється над дзеркалом розплаву у ванні, за рахунок різниці з атмосферним тиском витіснятиме розплав вгору по каналу-живильнику, але не вище, ніж рівень розплаву в камері нанесення покриття, в якій тиск нижче атмосферного. Тим самим виключається викид розплаву за межі каналу-живильника, що додатково гарантується розширюваною догори формою каналуживильника. Розташування камери нанесення покриття так, що внутрішня поверхня її днища розташована нижче максимально можливого рівня розплаву у ванні, дозволяє, при необхідності, легко видаляти розплав з камери нанесення покриття. При знятті надмірного тиску у ванні та розрідження в камері розплав вільно стікає у ванну, звільняючи камеру нанесення покриття. Винахід пояснюється кресленням, на якому на фіг. 1 зображений пристрій для нанесення покриття на протяжний виріб. Позиціями на кресленні позначені: 1 - камера нанесення покриття; 2 - ванна для розплаву; 3 - корпус ванни для розплаву; 4 - вхідний канал камери нанесення покриття; 5 - вихідний канал камери нанесення покриття; 6 - довгомірний виріб, на який наноситься покриття; 7 - кришка камери нанесення покриття; 8 - датчик рівня розплаву в камері І нанесення покриття; 9 - датчик розрідження в камері 1 нанесення покриття; 10 - відвідний патрубок для створення розрідження в камері 1 нанесення покриття; 11 - похилий забірний канал; 12 - подавальний патрубок для створення тиску у ванні 2 для розплаву; 3 UA 110437 C2 5 10 15 20 25 30 35 40 45 50 55 13 - датчик тиску у ванні 2 для розплаву; 14 - рівень розплаву в камері 1 нанесення покриття; 15 - рівень розплаву у ванні 2 для розплаву; 16 - канал-живильник. Пристрій для нанесення покриття на протяжний виріб, наприклад, на сталевий дріт, складається з камери 1 нанесення покриття 1 і розташованої поряд з нею ванни для розплаву 2. Ванна для розплаву представляє собою укладену в корпус 3 електричну піч для плавлення і витримки розплаву при заданій температурі. Камера нанесення 1 оснащена похилим забірним каналом 11, що сполучає камеру 1 нанесення покриття з ванною 2 для розплаву, і вхідним 4 та вихідним 5 каналами, виконаними відповідно в днищі камери 1 нанесення покриття 1 та в її кришці 7, розташованій у верхній частині камери. Вертикальні вхідний і вихідний отвори розташовані так, що забезпечують вертикальний прохід протяжного виробу 6, на який наноситься покриття. У робочому положенні ванна 2 для розплаву, камера 1 нанесення покриття 1 і похилий забірний канал 11 герметизовані, що виключає контакт розплаву із зовнішньою атмосферою. Похилий забірний канал 11 у верхній частині відкритий у внутрішню частину камери 1 нанесення покриття через отвір в днищі, або через отвір в бічній стінці поблизу днища, або через отвір в днищі та бічній стінці. Нижня частина похилого забірного каналу 11 сполучена з порожниною ванни 2 для розплаву нижче мінімально можливого рівня розплаву. Похилий забірний канал 11 виконаний так, що виключено сполучення повітряної порожнини над рівнем розплаву у ванні 2 з камерою нанесення 1. По похилому забірному каналу 11 розплав має можливість переміщатися з ванни з розплавом 2 і заповнювати камеру нанесення покриття 1 до заданого рівня. Через вертикальні канали, вхідний 4 і вихідний 5, здійснюється переміщення протяжного (довгомірного) виробу 6, наприклад дроту, через розплав в камері нанесення покриття 1 для формування на поверхні виробу 6 покриття. Верхня знімна кришка 7 камери нанесення покриття 1 оснащена, зокрема, датчиками 8 контролю рівня розплаву, датчиком 9 розріджень, датчиком температури. У кришці 7 виконаний відвідний канал, в якому встановлений відвідний патрубок 10 для створення розрідження в камері 1. Відвідний патрубок 10 сполучений з вакуумним насосом, що створює розрідження. Розрідження можна також створювати ежектором. Відвідний патрубок 10 може бути, при необхідності, змонтований на стінці камери 1. Обслуговування датчиків і устаткування, розташованих на кришці 10 камери 1 нанесення покриття, можливо у будь-який час і не викликає утруднень за рахунок винесення камери 1 нанесення убік від ванни 2 з розплавом. Кришка ванни для розплаву (або стінка ванни у верхній її частині) має підвідний канал, в якому встановлений подавальний патрубок 12 для створення надмірного тиску у ванні 2. Подавальний патрубок 12 сполучений з компресором, що створює надмірний тиск у ванні 2 для розплаву. Крім того, в кришці ванни 2 встановлений канал-живильник 16 для дозавантаження ванни по мірі витрачання розплаву. Камера 1 нанесення покриття і канал-живильник 16 в кришці ванни 2 розташовані один відносно одного так, що канал-живильник 16 по висоті розташовується вище лінії максимально можливого рівня розплаву в камері 1 нанесення покриття, щоб виключити викид розплаву при відкритті кришки ванни 2 під впливом різниці надмірного тиску усередині ванни і атмосферного тиску зовні. Як відвідний, так і підвідний канал розташовані в зоні повітряної порожнини над рівнем розплаву, переважно в кришці Ю ванни 2 та кришці камери 1. Спочатку розплав розташовується у ванні 2 і частково в камері 1 нанесення покриття, якщо її дно розташоване нижче рівня розплаву за рахунок того, що розташовані поряд ванна з розплавом 1 і камера нанесення 2, сполучені похилим каналом 3, утворюють сполучені посудини. У переважному варіанті виконання пристрою внутрішня поверхня днища камери 1 розташовується вище максимально можливого рівня розплаву у ванні 2 для того, щоб після зняття надмірного тиску і розрідження розплав повністю зливався у ванну 2, звільняючи камеру 1, наприклад, для профілактичних або ремонтних робіт. В процесі роботи пристрою підйом рівня 14 розплаву в камері 1 нанесення покриття в порівнянні з рівнем 15 розплаву у ванні 2 з проводиться за рахунок створення різниці тиску у ванні 1 і камері 2. При створенні надмірного тиску у ванні 2 з розплавом і розрідження в камері нанесення 1 розплав піднімається по похилому каналу 11 з ванни 2 в камеру 1 і рівень розплаву 14 в камері 1 нанесення встановлюється на заданому робочому рівні. 4 UA 110437 C2 5 10 15 20 25 30 35 Пристрій для нанесення покриття має засіб регулювання рівня розплаву в камері 1 нанесення покриття. Розплав в камері 1 нанесення постійно витрачається, і рівень 14 розплаву намагається знизитися. При зниженні рівня 14 розплаву різниця атмосферного тиску і тиску в камері 1 нанесення збільшується (за рахунок зменшення Р Мст-)> що може привести до прориву повітря через вихідний канал 4 камери 1 всередину камери. Це може порушити процес нанесення покриття і привести до дефектів покриття на виробі. Для регулювання рівня розплаву в камері 1 нанесення можна використовувати будь-яку відповідну відому систему. Для додавання матеріалу покриття у ванну 2 для розплаву не потрібно зупиняти роботу пристрою. Для дозавантаження ванни використовують каналживильник 16, розташований в кришці ванни 2 і занурений нижнім кінцем в розплав ванни нижче його мінімально можливого рівня. При відкритті кришки каналу-живильника 16 можна завантажити додаткові порції розплаву або металу (сплаву) в твердому стані безпосередньо в розплав, що знаходиться у ванні 2. Надмірний тиск над дзеркалом розплаву у ванні 2 витіснятиме розплав вгору по каналу-живильнику 16, але при цьому стовп розплаву, що піднімається по каналу-живильнику 16, не підніметься вище, ніж рівень розплаву в камері нанесення покриття, де тиск нижче атмосферного. Розширювана догори форма каналуживильника 16 дозволяє додатково понизити висоту підйому стовпа розплаву по каналуживильнику 16. ФОРМУЛА ВИНАХОДУ 1. Пристрій для нанесення покриття на протяжний виріб зануренням в розплав, що включає ванну для розплаву і камеру нанесення покриття з вхідним і вихідним каналами та з забірним каналом, зануреним у ванну для розплаву, причому камера нанесення покриття і ванна для розплаву забезпечені засобами для створення усередині них відповідно розрідження і надмірного тиску, який відрізняється тим, що для забезпечення вертикального проходу протяжного виробу від низу до верху вхідний і вихідний канали камери нанесення покриття виконані вертикальними і виконані відповідно в її днищі і верхній частині, при цьому камера нанесення покриття розташована збоку від ванни з розплавом, а забірний канал виконаний похилим, при цьому ванна для розплаву забезпечена каналом-живильником для завантаження через нього розплаву або металу в твердому стані. 2. Пристрій за п. 1, який відрізняється тим, що канал-живильник виконаний у вигляді розширюваного догори каналу, що виходить на верхню частину ванни з розплавом. 3. Пристрій за п. 1, який відрізняється тим, що камера нанесення покриття розташована так, що внутрішня поверхня її днища розташована вище максимально можливого рівня розплаву у ванні. 4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що канал-живильник ванни для розплаву, що виходить за межі верхньої частини ванни з розплавом, виконаний висотою, що перевищує максимально можливий рівень розплаву в камері нанесення покриття. 5 UA 110437 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for applying a coating to an extended article
Автори англійськоюKulakovsky, Aleksandr Aleksandrovich
Назва патенту російськоюУстройство для нанесения покрытия на протяженное изделие
Автори російськоюКулаковский Александр Александрович
МПК / Мітки
Мітки: протяжний, покриття, пристрій, виріб, нанесення
Код посилання
<a href="https://ua.patents.su/8-110437-pristrijj-dlya-nanesennya-pokrittya-na-protyazhnijj-virib.html" target="_blank" rel="follow" title="База патентів України">Пристрій для нанесення покриття на протяжний виріб</a>
Пристрій для нанесення покриття на металевий виріб зануренням в розплавлений метал
Номер патенту: 83978
Опубліковано: 26.08.2008
Автори: Тенькхофф Бернхард, Кіппінг Маттіас
Мітки: нанесення, металевій, пристрій, метал, покриття, розплавлений, зануренням, виріб
Формула / Реферат:
1. Пристрій для нанесення покриття на металевий виріб (1), зокрема на сталеву штабу, зануренням в розплавлений метал, в якому передбачено проходження металевого виробу (1) у вертикальному напрямі через ємність (3) з розплавом металу (2), що наноситься, і через встановлений перед нею напрямний канал (6), на ділянці якого по обидва боки від металевого виробу (1) встановлені щонайменше два індуктори (8) для створення електромагнітного поля і...
Спосіб і пристрій для нанесення покриття на металевий виріб зануренням у розплав
Номер патенту: 79175
Опубліковано: 25.05.2007
Автори: Брісбергер Рольф, Фалькенхан Бодо, Ціленбах Міхаель, Беренс Хольгер, Траковскі Вальтер, Тенькхофф Бернхард, Юргенс Роберт
Мітки: металевій, нанесення, зануренням, спосіб, виріб, розплав, покриття, пристрій
Формула / Реферат:
1. Спосіб нанесення покриття на металевий виріб, зокрема на сталеву штабу зануренням у розплав металу, при якому металевий виріб (1) по вертикалі подають через ємність (3), що містить розплавлений метал (2) покриття і через розташований перед ємністю напрямний канал (4), причому для втримання металу (2) покриття в ємності (3) в ділянці напрямного каналу (4) створюють електромагнітне поле за допомогою щонайменше двох індукторів (5),...
Електронно-променевий пристрій для нанесення покриття на деталь конденсацією із парової фази

Номер патенту: 73725
Опубліковано: 15.09.2005
Автори: Еванс Джон Дуглас, старший, Марікоккі Антоніо Френк, Брюс Роберт Вілліам
МПК: H01J 37/305, C23C 14/56, H01J 37/30, C23C 14/24, C23C 14/30, H01J 37/317
Мітки: нанесення, пристрій, покриття, парової, деталь, конденсацією, фазі, електронно-променевий
Формула / Реферат:
Електронно-променевий пристрій (10) для нанесення покриття на деталь конденсацією із парової фази, який включає: покривну камеру (12), що містить покривний матеріал та функціонує в умовах підвищеної температури та субатмосферного тиску; електронно-променеву пушку (30), що проектує електронний промінь на покривний матеріал (26), розташований у покривній камері (12), розплавлюючи покривний матеріал (26) та випаровуючи його при цьому; засоби...
Спосіб нанесення покриття зануренням в розплав та пристрій для його здійснення
Номер патенту: 78722
Опубліковано: 25.04.2007
Автори: Траковскі Вальтер, Брісбергер Рольф
Мітки: здійснення, пристрій, розплав, зануренням, нанесення, спосіб, покриття
Формула / Реферат:
1. Спосіб нанесення покриття на поверхню, зокрема стрічкоподібного матеріалу, наприклад стрічки з кольорових металів або сталевої стрічки (1), щонайменше одного металевого покриття при проходженні через щонайменше одну ємність, що містить розплавлений матеріал (3) покриття, при цьому матеріал покриття вводять з приймального резервуара (8) в зазор (7) між роторами (5, 5'), що обертаються в протилежному напрямі, і стрічку (1) пропускають зверху...
Установка для нанесення покриття на металевий виріб зануренням у розплав
Номер патенту: 78891
Опубліковано: 25.04.2007
Автори: Ціленбах Міхель, Тенькхофф Бернхард, Беренс Хольгер, Фалькенхан Бодо, Брісбергер Рольф
МПК: C23C 2/00
Мітки: металевій, покриття, установка, нанесення, зануренням, виріб, розплав
Формула / Реферат:
1. Установка для нанесення покриття на металевий виріб (1), зокрема на сталеву штабу, зануренням у розплав, в якій металевий виріб (1) проходить по вертикалі через ємність (3), що містить розплавлений метал (2) покриття, і розташований перед ємністю напрямний канал (4), при цьому по обидві сторони від металевого виробу (1) у зоні напрямного каналу (4) передбачені щонайменше два індуктори (5), що створюють електромагнітне поле, яке утримує...
Попередній патент: Антибактеріальні сполуки феніколу
Наступний патент: Збагачений сирковий виріб
Випадковий патент: Спосіб автоматичного розпізнавання коду номера тварин