Інструментальна оправка для оброблення глибоких отворів
Номер патенту: 114133
Опубліковано: 27.02.2017
Автори: Фролов Володимир Костянтинович, Руденко Роман Олександрович


Формула / Реферат
Інструментальна оправка для оброблення глибоких отворів, виконана у вигляді стрижня, що має хвостовик для закріплення, консольну частину у формі зрізаного кубічного параболоїда та місце для встановлення інструмента, яка відрізняється тим, що місце для встановлення інструмента виконується з довільними профілем та формою перерізу, а консольна частина оправки має розміри, які визначаються із співвідношення:
![]() ,
,
де ![]() - максимальний діаметр консольної частини інструментальної оправки (зрізаного кубічного параболоїда);
- максимальний діаметр консольної частини інструментальної оправки (зрізаного кубічного параболоїда);
![]() - мінімальний діаметр консольної частини інструментальної оправки (зрізаного кубічного параболоїда);
- мінімальний діаметр консольної частини інструментальної оправки (зрізаного кубічного параболоїда);
![]() ;
;
![]() - максимальний діаметр місця для встановлення інструмента;
- максимальний діаметр місця для встановлення інструмента;
![]() - постійний коефіцієнт;
- постійний коефіцієнт;
![]() - довжина консольної частини інструментальної оправки (зрізаного кубічного параболоїда);
- довжина консольної частини інструментальної оправки (зрізаного кубічного параболоїда);
![]() - коефіцієнт параболоїда;
- коефіцієнт параболоїда;
![]() ;
;
![]() - діаметр інструмента.
- діаметр інструмента.
Текст
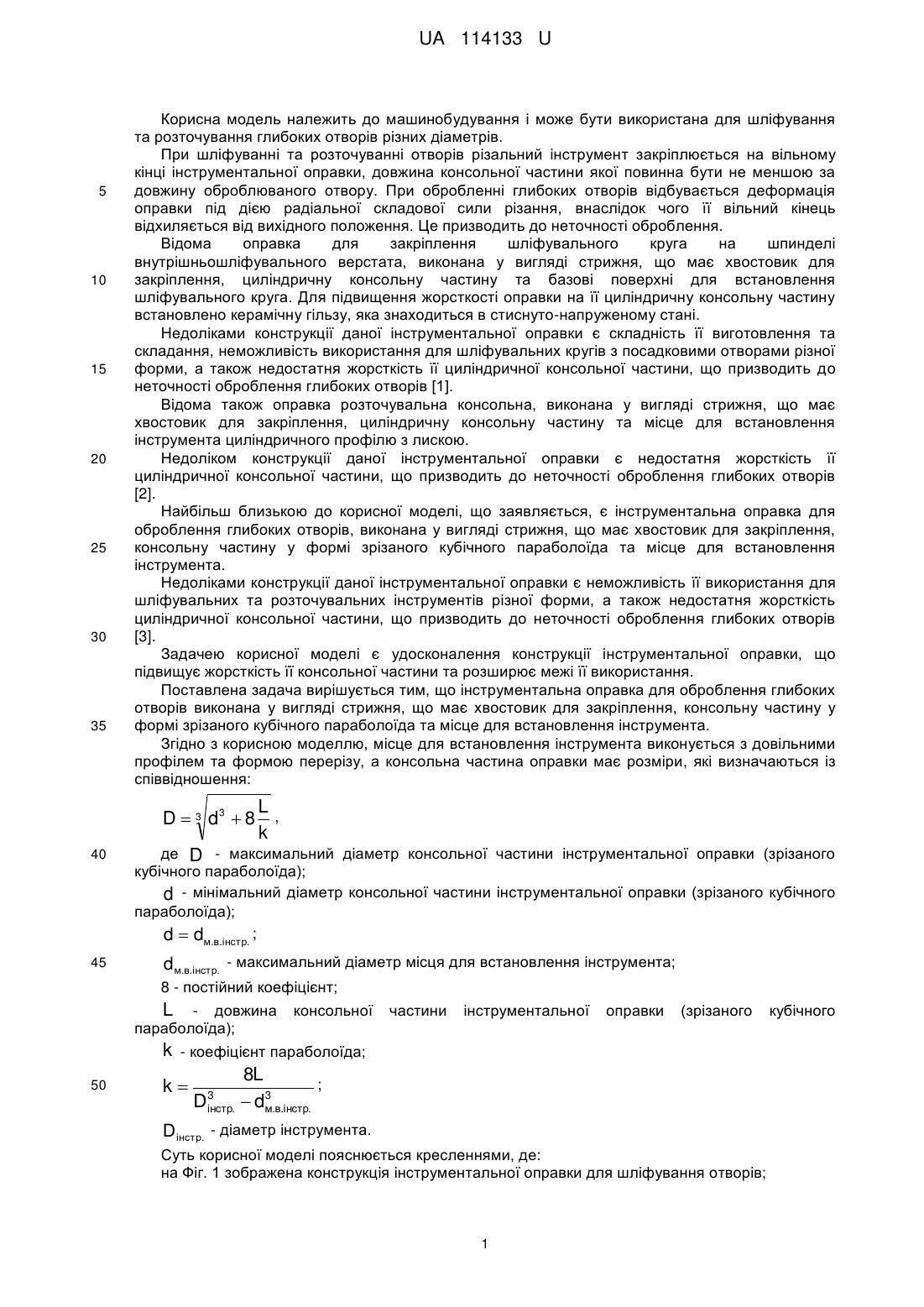
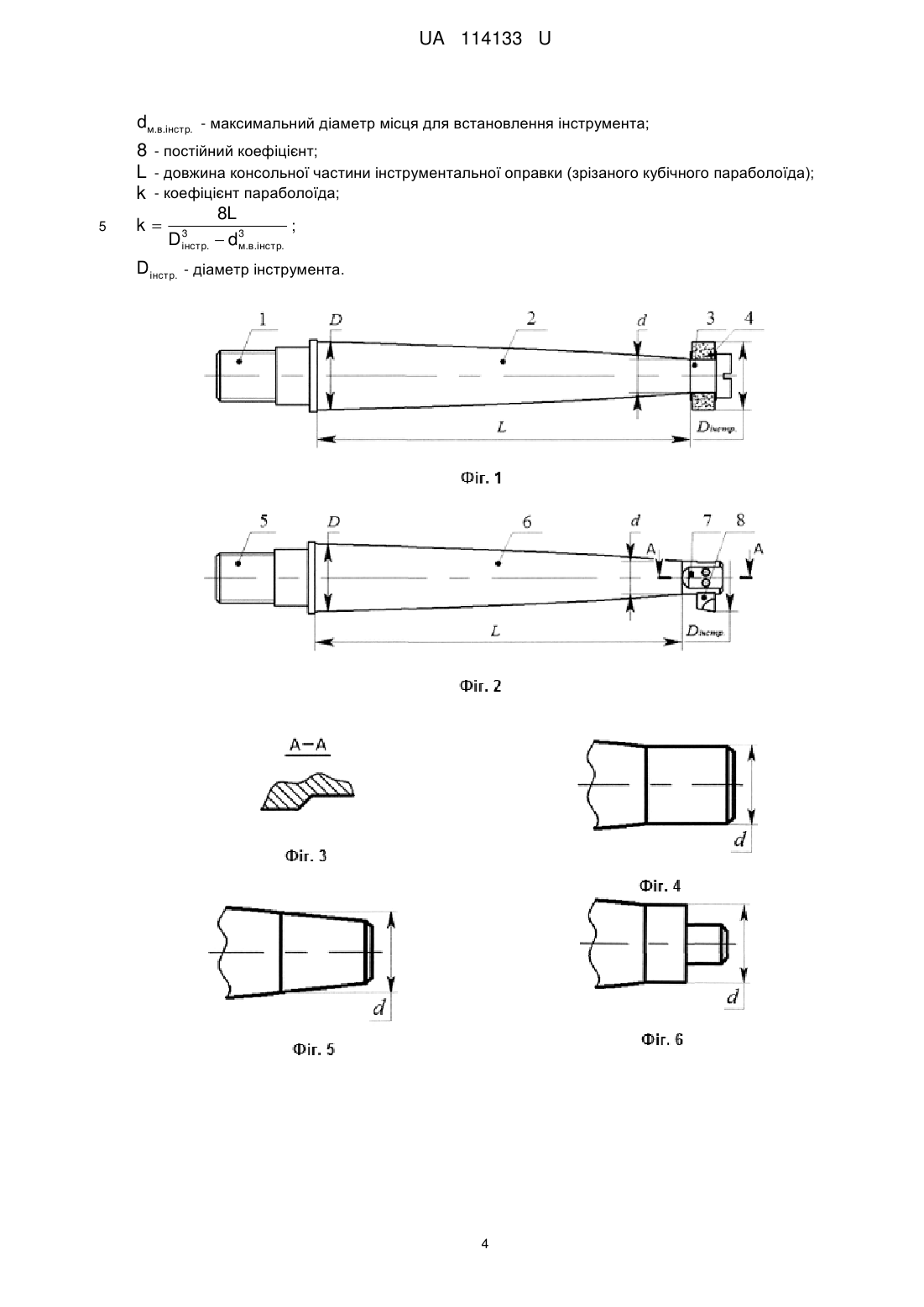
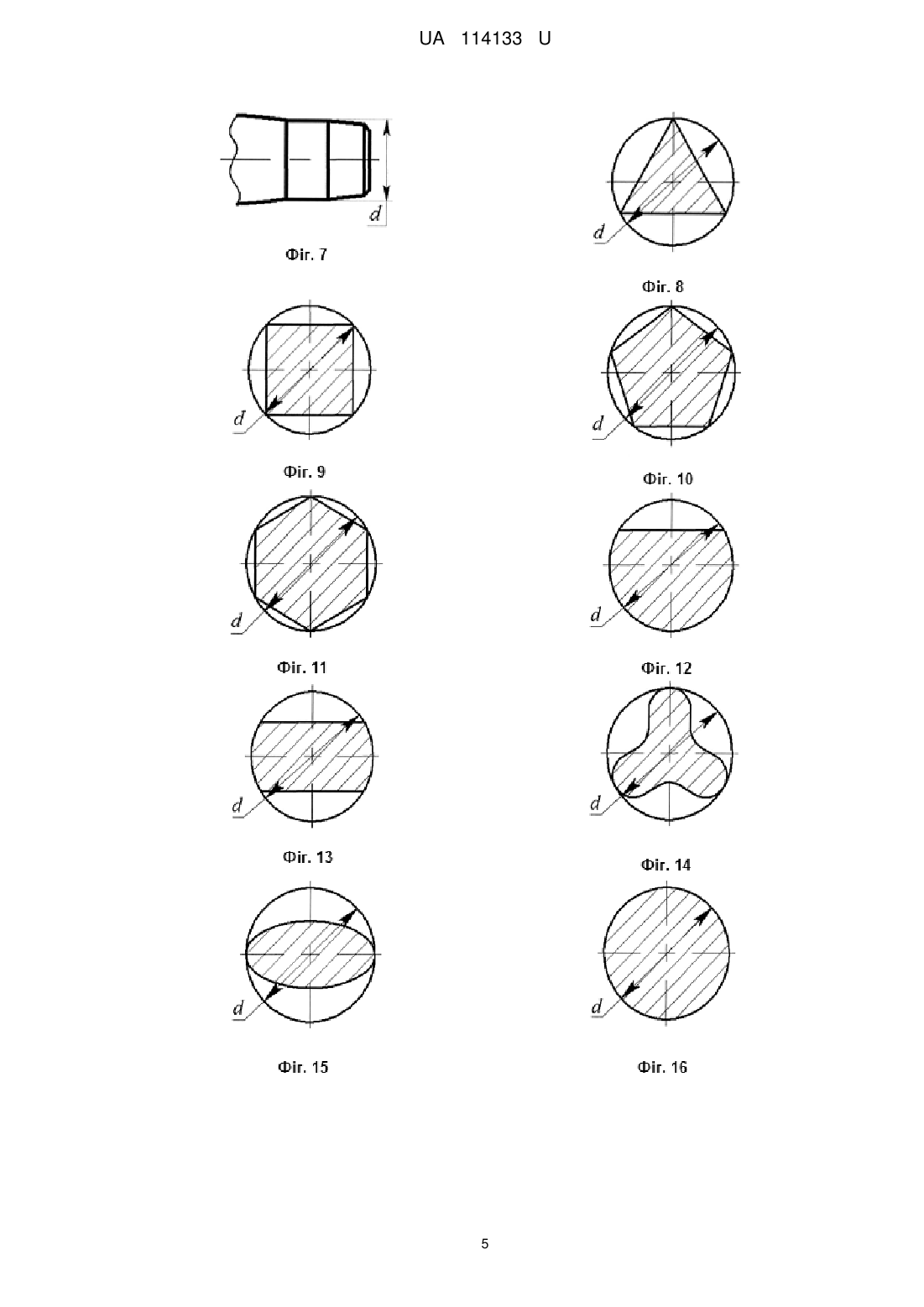
Реферат: Інструментальна оправка для оброблення глибоких отворів, що виконана у вигляді стрижня, містить хвостовик для закріплення, консольну частину у формі зрізаного кубічного параболоїда та місце для встановлення інструмента. При цьому місце для встановлення інструмента виконується з довільними профілем та формою перерізу, а консольна частина оправки має розміри, які визначаються із співвідношення: D 3 d3 8 L , k де: D - максимальний діаметр консольної частини інструментальної оправки (зрізаного кубічного параболоїда); d - мінімальний діаметр консольної частини інструментальної оправки (зрізаного кубічного параболоїда); d d м.в.інстр. ; d м.в.інстр. - максимальний діаметр місця для встановлення інструмента; 8 - постійний коефіцієнт; L - довжина консольної частини інструментальної оправки (зрізаного кубічного параболоїда); k - коефіцієнт параболоїда; k D 3 інстр. 8L ; 3 dм.в.інстр. Dінстр. - діаметр інструмента. UA 114133 U (54) ІНСТРУМЕНТАЛЬНА ОПРАВКА ДЛЯ ОБРОБЛЕННЯ ГЛИБОКИХ ОТВОРІВ UA 114133 U UA 114133 U 5 10 15 20 25 30 35 Корисна модель належить до машинобудування і може бути використана для шліфування та розточування глибоких отворів різних діаметрів. При шліфуванні та розточуванні отворів різальний інструмент закріплюється на вільному кінці інструментальної оправки, довжина консольної частини якої повинна бути не меншою за довжину оброблюваного отвору. При обробленні глибоких отворів відбувається деформація оправки під дією радіальної складової сили різання, внаслідок чого її вільний кінець відхиляється від вихідного положення. Це призводить до неточності оброблення. Відома оправка для закріплення шліфувального круга на шпинделі внутрішньошліфувального верстата, виконана у вигляді стрижня, що має хвостовик для закріплення, циліндричну консольну частину та базові поверхні для встановлення шліфувального круга. Для підвищення жорсткості оправки на її циліндричну консольну частину встановлено керамічну гільзу, яка знаходиться в стиснуто-напруженому стані. Недоліками конструкції даної інструментальної оправки є складність її виготовлення та складання, неможливість використання для шліфувальних кругів з посадковими отворами різної форми, а також недостатня жорсткість її циліндричної консольної частини, що призводить до неточності оброблення глибоких отворів [1]. Відома також оправка розточувальна консольна, виконана у вигляді стрижня, що має хвостовик для закріплення, циліндричну консольну частину та місце для встановлення інструмента циліндричного профілю з лискою. Недоліком конструкції даної інструментальної оправки є недостатня жорсткість її циліндричної консольної частини, що призводить до неточності оброблення глибоких отворів [2]. Найбільш близькою до корисної моделі, що заявляється, є інструментальна оправка для оброблення глибоких отворів, виконана у вигляді стрижня, що має хвостовик для закріплення, консольну частину у формі зрізаного кубічного параболоїда та місце для встановлення інструмента. Недоліками конструкції даної інструментальної оправки є неможливість її використання для шліфувальних та розточувальних інструментів різної форми, а також недостатня жорсткість циліндричної консольної частини, що призводить до неточності оброблення глибоких отворів [3]. Задачею корисної моделі є удосконалення конструкції інструментальної оправки, що підвищує жорсткість її консольної частини та розширює межі її використання. Поставлена задача вирішується тим, що інструментальна оправка для оброблення глибоких отворів виконана у вигляді стрижня, що має хвостовик для закріплення, консольну частину у формі зрізаного кубічного параболоїда та місце для встановлення інструмента. Згідно з корисною моделлю, місце для встановлення інструмента виконується з довільними профілем та формою перерізу, а консольна частина оправки має розміри, які визначаються із співвідношення: D 3 d3 8 40 45 L , k де D - максимальний діаметр консольної частини інструментальної оправки (зрізаного кубічного параболоїда); d - мінімальний діаметр консольної частини інструментальної оправки (зрізаного кубічного параболоїда); d dм.в.інстр. ; dм.в.інстр. - максимальний діаметр місця для встановлення інструмента; 8 - постійний коефіцієнт; L - довжина консольної параболоїда); k - коефіцієнт параболоїда; 50 k D 3 інстр. частини інструментальної оправки (зрізаного 8L ; 3 dм.в.інстр. Dінстр. - діаметр інструмента. Суть корисної моделі пояснюється кресленнями, де: на Фіг. 1 зображена конструкція інструментальної оправки для шліфування отворів; 1 кубічного UA 114133 U 5 10 15 20 25 30 35 40 на Фіг. 2 зображена конструкція інструментальної оправки для розточування отворів; на Фіг. 3 зображений розріз А-А на Фіг. 2; на Фіг. 4 зображене місце для встановлення інструмента циліндричного профілю; на Фіг. 5 зображене місце для встановлення інструмента конічного профілю; на Фіг. 6 зображене місце для встановлення інструмента ступінчастого профілю; на Фіг. 7 зображене місце для встановлення інструмента комбінованого циліндричноконічного профілю; на Фіг. 8 зображений переріз місця для встановлення інструмента трикутної форми; на Фіг. 9 зображений переріз місця для встановлення інструмента чотирикутної форми; на Фіг. 10 зображений переріз місця для встановлення інструмента п'ятикутної форми; на Фіг. 11 зображений переріз місця для встановлення інструмента шестикутної форми; на Фіг. 12 зображений переріз місця для встановлення інструмента круглої форми з лискою; на Фіг. 13 зображений переріз місця для встановлення інструмента круглої форми з двома паралельними лисками; на Фіг. 14 зображений переріз місця для встановлення інструмента опукло-увігнутої форми; на Фіг. 15 зображений переріз місця для встановлення інструмента овальної форми; на Фіг. 16 зображений переріз місця для встановлення інструмента круглої форми; на Фіг. 17 зображений графік залежності максимального діаметра консольної частини інструментальної оправки (зрізаного кубічного параболоїда) D від коефіцієнта параболоїда k ; на Фіг. 18 зображена схема навантаження інструментальної оправки довжиною консольної частини L радіальною складовою сили різання Py , яка викликає лінійну деформацію вільного кінця оправки. Інструментальна оправка для шліфування отворів (Фіг. 1) виконана у вигляді стрижня, що має хвостовик для закріплення 1, консольну частину 2 та місце для встановлення інструмента 3, конструктивне виконання якого залежить від особливостей інструмента 4. Інструментальна оправка для розточування отворів (Фіг. 2) виконана у вигляді стрижня, що має хвостовик для закріплення 5, консольну частину 6 та місце для встановлення інструмента 7, конструктивне виконання якого залежить від особливостей інструмента 8. Місце для встановлення інструмента 3, 7, в залежності від особливостей конструкції інструмента 4, 8, виконується циліндричного профілю (Фіг. 4), конічного профілю (Фіг. 5), ступінчастого профілю (Фіг. 6), комбінованого циліндрично-конічного профілю (Фіг. 7), або будьякого іншого довільного профілю. Переріз місця для встановлення інструмента виконується трикутної форми (фіг. 8), чотирикутної форми (Фіг. 9), п'ятикутної форми (Фіг. 10), шестикутної форми (Фіг. 11), круглої форми з лискою (Фіг. 12), круглої форми з двома паралельними лисками (Фіг. 13), опукло-увігнутої форми (Фіг. 14), овальної форми (Фіг. 15), круглої форми (Фіг. 16), або будь-якої іншої довільної форми. Консольна частина 2, 6 оправки має форму зрізаного кубічного параболоїда, що визначається розмірами L , D та d . Довжина зрізаного кубічного параболоїда L повинна бути не меншою за довжину оброблюваного отвору. Максимальний діаметр зрізаного кубічного параболоїда D визначається із співвідношення: D 3 d3 8 L . k Мінімальний діаметр зрізаного кубічного параболоїда d визначається в залежності від діаметра місця для встановлення інструмента 3, 7. В загальному випадку: d dм.в.інстр. , 45 50 де dм.в.інстр. - максимальний діаметр профілю місця для встановлення інструмента, або діаметр кола, в яке вписаний переріз місця для встановлення інструмента. На Фіг. 17 зображений графік залежності максимального діаметра зрізаного кубічного параболоїда D від коефіцієнта k при L 300 мм та d 20 мм. При зменшенні коефіцієнта k збільшується діаметр D , підвищується жорсткість консольної частини оправки, зменшуються її деформації під дією радіальної складової сили різання, що призводить до підвищення точності оброблення. Найбільший діаметр зрізаного кубічного параболоїда D не повинен перевищувати діаметр інструмента D інстр. . Виходячи з цієї умови, величину коефіцієнта кривизни параболоїда k визначають за формулою: 2 UA 114133 U k D 3 інстр. 8L . 3 dм.в.інстр. При шліфуванні або розточуванні глибоких отворів під дією радіальної складової сили різання Py виникає лінійна деформація вільного кінця оправки (Фіг. 18). Величина лінійної 5 деформації визначає жорсткість оправки. При навантаженні інструментальної оправки, консольна частина якої виконана у формі зрізаного кубічного параболоїда, силою Py виникає лінійна деформація: 5 2 5 4Pyk d3 3 d5 3L2 d3 3 9L L k 5,4k 3 5,4 L k , 1 E 8 32 8 d3 3 L k 8 де L довжина консольної частини інструментальної оправки (зрізаного кубічного 3 4 10 15 параболоїда); E - модуль пружності матеріалу інструментальної оправки; d - мінімальний діаметр інструментальної оправки (зрізаного кубічного параболоїда); k - коефіцієнт кривизни параболоїда. Наприклад, для оправки, консольна частина якої у формі зрізаного кубічного параболоїда має розміри: довжина L 300 мм, мінімальний діаметр d 20 мм, при використанні інструмента діаметром Dінстр. 30 мм коефіцієнт кривизни параболоїда складає k 0,126 , а найбільший можливий діаметр зрізаного кубічного параболоїда D 30 мм. При навантаженні 2 оправки з модулем пружності матеріалу E 200000 H/мм силою Py 100 Н лінійна 20 25 30 деформація її консольної частини складає 0,1548 мм. За тих же вихідних даних, але при коефіцієнті кривизни параболоїда k 1, максимальний діаметр складає D 218279 мм, а лінійна деформація її консольної частини - 0,4387 , мм. Тобто, лінійна деформація оправки з коефіцієнтом кривизни параболоїда k 0,126 менша за лінійну деформацію оправки з коефіцієнтом кривизни параболоїда k 1 в декілька ( 2,834) разів. Джерела інформації: 1. Альперович Т.А. и др. Конструкция шлифовальных станков: Учеб. для ПТУ / Т.А. Альперович, К.Н. Константинов, А.Я. Шапиро. - М.: Высшая школа, 1989. - 288 с. (стр. 208, рис. 8.10, б). 2. ГОСТ 21221-75. Оправки расточные консольные. Конструкция и размеры. - 9 с. (стр. 2). 3. Патент UA на корисну модель № 108542, МПК В23В 29/00, В24В 45/00, опубл. 25.07.2016. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Інструментальна оправка для оброблення глибоких отворів, виконана у вигляді стрижня, що має хвостовик для закріплення, консольну частину у формі зрізаного кубічного параболоїда та місце для встановлення інструмента, яка відрізняється тим, що місце для встановлення інструмента виконується з довільними профілем та формою перерізу, а консольна частина оправки має розміри, які визначаються із співвідношення: D 3 d3 8 40 L , k де D - максимальний діаметр консольної частини інструментальної оправки (зрізаного кубічного параболоїда); d - мінімальний діаметр консольної частини інструментальної оправки (зрізаного кубічного параболоїда); d dм.в.інстр. ; 3 UA 114133 U dм.в.інстр. - максимальний діаметр місця для встановлення інструмента; 5 8 - постійний коефіцієнт; L - довжина консольної частини інструментальної оправки (зрізаного кубічного параболоїда); k - коефіцієнт параболоїда; 8L k 3 ; 3 Dінстр. dм.в.інстр. D інстр. - діаметр інструмента. 4 UA 114133 U 5 UA 114133 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 29/02, B24B 45/00
Мітки: оброблення, отворів, глибоких, оправка, інструментальна
Код посилання
<a href="https://ua.patents.su/8-114133-instrumentalna-opravka-dlya-obroblennya-glibokikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Інструментальна оправка для оброблення глибоких отворів</a>
Інструментальна оправка для оброблення глибоких отворів
Номер патенту: 108542
Опубліковано: 25.07.2016
Автори: Наумова Марія Ігорівна, Руденко Роман Олександрович, Гладський Максим Миколайович, Фролов Володимир Костянтинович
МПК: B23B 29/00, B24B 45/00
Мітки: отворів, оправка, інструментальна, глибоких, оброблення
Формула / Реферат:
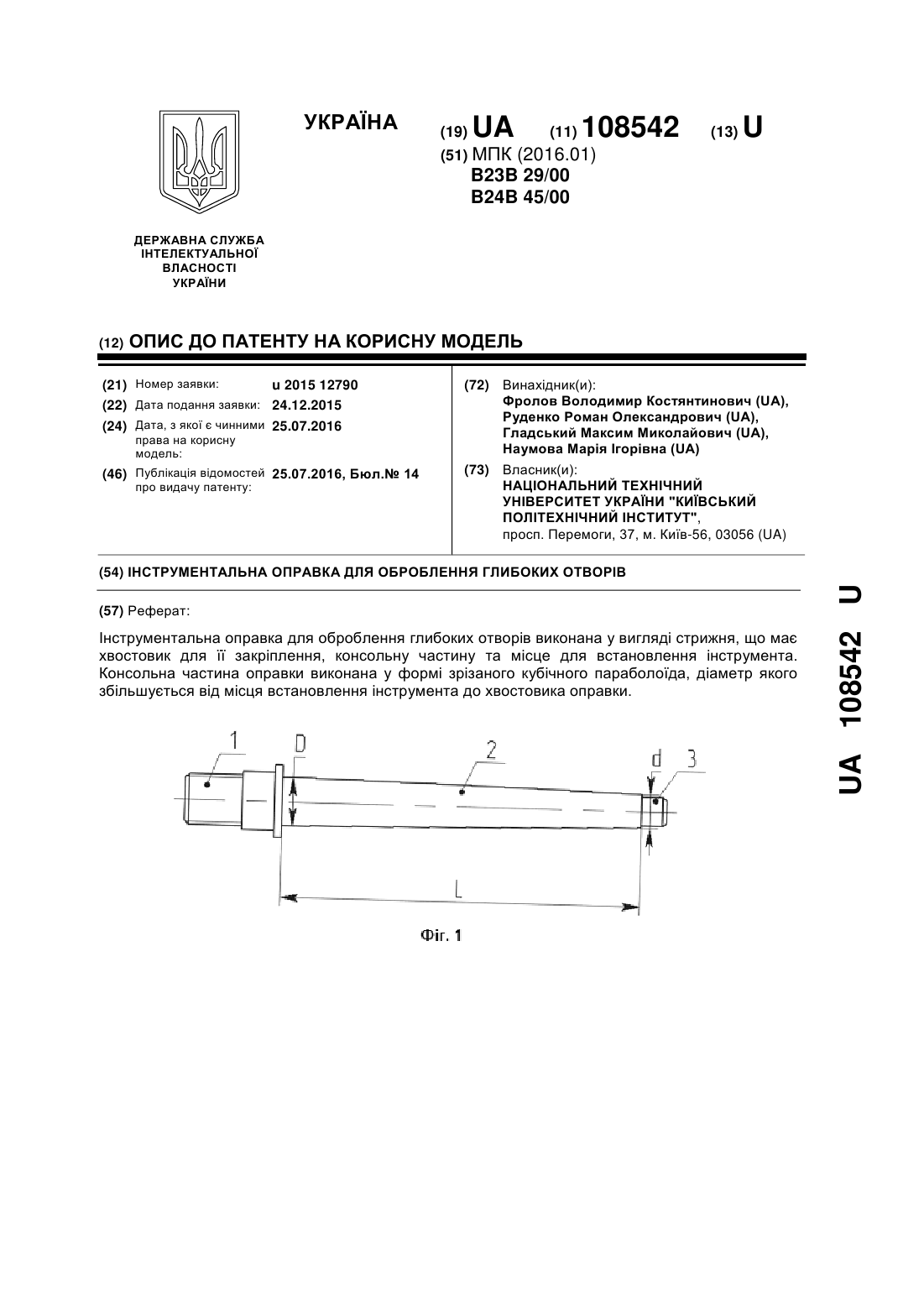
1. Інструментальна оправка для оброблення глибоких отворів, виконана у вигляді стрижня, що має хвостовик для її закріплення, консольну частину та місце для встановлення інструмента, яка відрізняється тим, що консольна частина оправки виконана у формі зрізаного кубічного параболоїда, діаметр якого збільшується від місця встановлення інструмента до хвостовика оправки.2. Інструментальна оправка для оброблення глибоких отворів за п. 1, яка...
Інструмент для свердління глибоких отворів
Номер патенту: 51937
Опубліковано: 16.12.2002
Автори: Брощак Іван Іванович, Луців Ігор Володимирович
МПК: B23B 51/06
Мітки: інструмент, свердління, глибоких, отворів
Формула / Реферат:
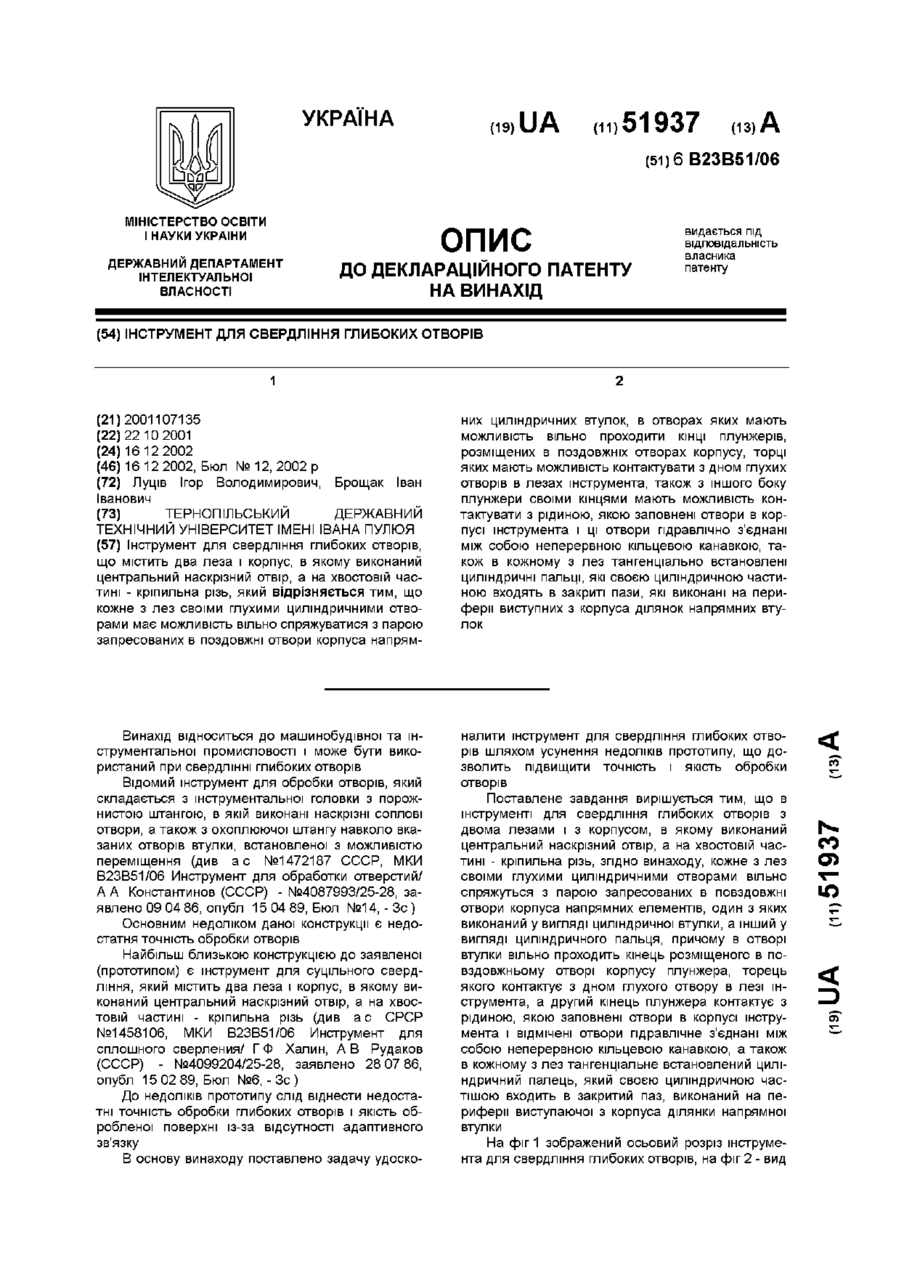
Інструмент для свердління глибоких отворів, що містить два леза і корпус, в якому виконаний центральний наскрізний отвір, а на хвостовій частині - кріпильна різь, який відрізняється тим, що кожне з лез своїми глухими циліндричними отворами має можливість вільно спряжуватися з парою запресованих в поздовжні отвори корпуса напрямних циліндричних втулок, в отворах яких мають можливість вільно проходити кінці плунжерів, розміщених в поздовжніх...
Спосіб прошивання дугою глибоких наскрізних отворів
Номер патенту: 59262
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
МПК: B23H 11/00, B23H 7/00
Мітки: дугою, спосіб, наскрізних, глибоких, прошивання, отворів
Формула / Реферат:
Спосіб прошивання дугою глибоких наскрізних отворів, при якому деталь, що обробляється, в області серцевини з'єднана з електропровідною підкладкою, який відрізняється тим, що прошивання здійснюють при пружному радіальному направленні консольної частини серцевини за електродотримачем (штоком).
Спосіб розмірної обробки дугою глибоких отворів
Номер патенту: 58024
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: розмірної, глибоких, отворів, дугою, обробки, спосіб
Формула / Реферат:
Спосіб розмірної обробки дугою глибоких отворів, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центру електрода-інструмента, який відрізняється тим, що обробку здійснюють при пружному радіальному направленні електродотримача (штока) відносно прошитого отвору.
Інструмент для обробки глибоких отворів
Номер патенту: 58229
Опубліковано: 11.04.2011
Автори: Носков Віталій Васильович, Паціора Андрій Павлович
МПК: B23B 51/06
Мітки: обробки, глибоких, отворів, інструмент
Формула / Реферат:
Інструмент для обробки глибоких отворів, що містить корпус, у пазах якого закріплені напрямні елементи і різальні пластини, який відрізняється тим, що він оснащений напіввтулками, установленими на напрямних елементах, кожна з яких зміщена відносно осі відповідного елемента до осі інструмента, а напрямні елементи виконані у вигляді роликів, причому, як мінімум, один з них установлений на пружному елементі з можливістю зворотно-поступального...
Попередній патент: Спосіб вирощування редису на довготривале зберігання
Наступний патент: Станція для замісу і нанесення будівельних сумішей
Випадковий патент: Насадка масообмінного апарата "розетка мікульонка"