Спосіб прокатування стрічок
Формула / Реферат
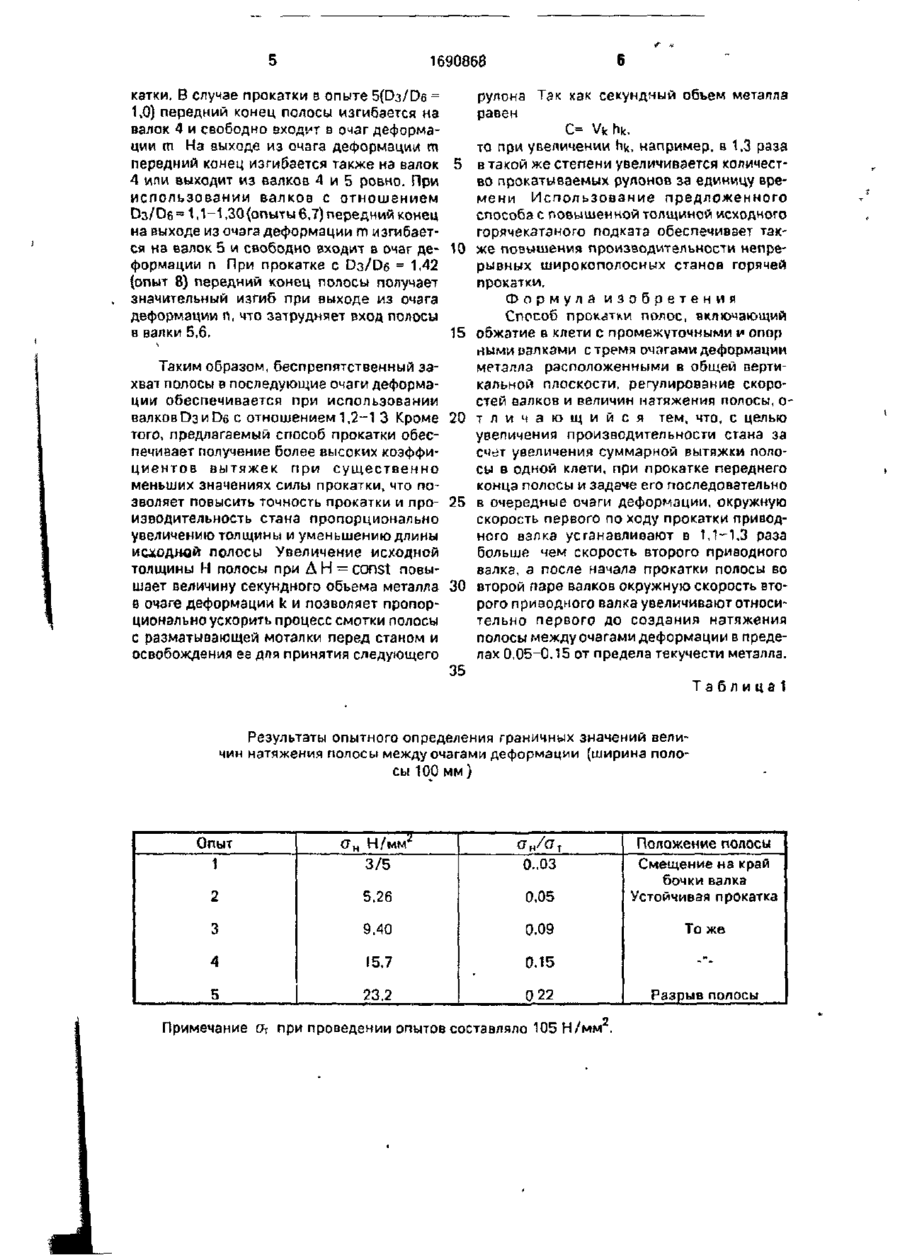
Способ прокатки полос, включающий обжатие в клети с промежуточными и опорными валками, с тремя очагами деформации металла, расположенными в общей вертикальной плоскости, регулирование скорости валков и величины натяжения полосы, отличающийся тем, что, с целью увеличения производительности стана за счет увеличения суммарной вытяжки полосы в одной клети, при прокатке переднего конца полосы и задаче его последовательно в очередные очаги деформации, окружную скорость первого по ходу прокатки приводного валка устанавливают в 1,1-1,3 раза больше, чем скорость второго приводного валка, а после начала прокатки полосы во второй паре валков окружную скорость второго приводного валка увеличивают относительно первого до создания натяжения полосы между очагами деформации в пределах 0,05-0,15 от предела текучести металла.
Текст
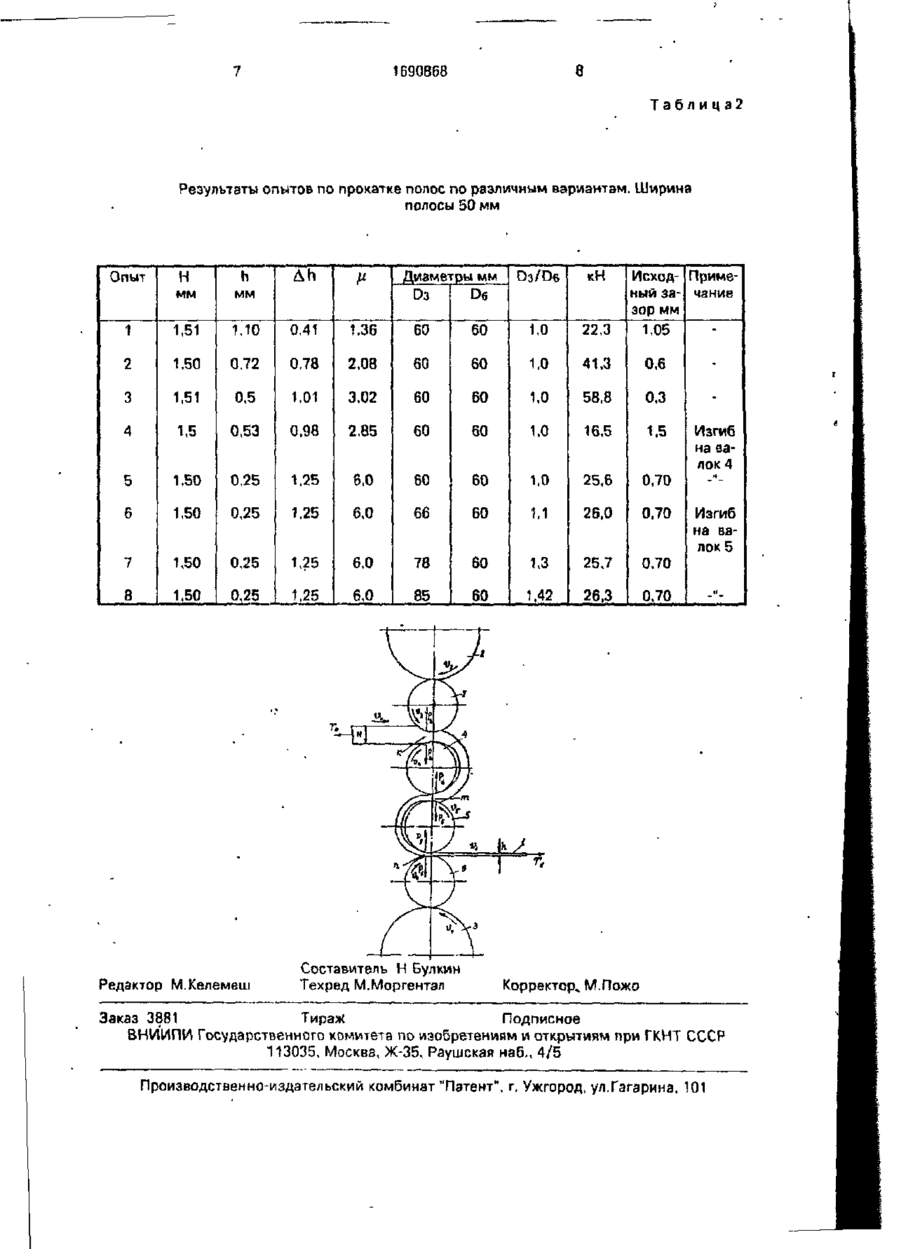
Изобретение относится к прокатному производству и может быть использовано при прокатке полосовой стали. Цель изобретения - увеличение производительности стана за счет увеличения суммарной вытяжки в одной клети. В процессе- прокатки полосы между рабочими и промежуточными валками передний конец полосы прокатывают и задают его последовательно в очередные очаги деформации при регламентируемом отношении окружных скоростей первого и второго по ходу прокатки приводных валков. После начала прокатки полосы во второй паре валков натяжение полосы между очагами деформации устанавливают в пределах от 0.05 до 0.15 предела текучести металла. 2 табл., 1 ил, (Л С Изобретение относится к прокатному производству и может быть использовано при прокатке полосовой стали. Цель изобретения - увеличение производительности стана за счет увеличения суммарной вытяжки полосы в одной клети. На чертеже схематически представлен процесс прокатки полосы в шестивэлковой клети. Клеть для прокатки полосы 1 содержит опорные валки 2,3, рабочие валки 4,5 и промежуточные валки 6,7, Способ осуществляют следующим образом. Устанавливают необходимый зазор между валками и задают полосу поочередно в очаги деформации, к,т.п. Очаги деформации к,т,п располагаются а вертикальной плоскости один под другим. Поскольку сила Р4 и Р5. действующие на рабочие валки, равны между собой, то они не имеют упругого прогиба и активная образующая рабочих валков по ширине полосы практически соответствует исходному шлифовочному профилю их образующих. Таким образом, при наличии трех очагов деформации, расположенных один над другим, на опорные валки действуют только силы РА И РЗ ОТ очагов деформации k,m,n. Это способствует получению полос с небольшой поперечной разнотолщинностью при деформации полосы с коэффициентом вытяжки ц ~ 1,8-6. При прокатке полосы в валках 3,4 изгиб переднего конца полосы происходит на валок 4, так как валок 3 является приводным и имеет большую скорость, чем холостой ва CN о 00 о 00 • 1690868 покА. В этом случае передний конец полосы направляется в очаг деформации m между валками 4,5 Для обеспечения задали переднего конца полосы в очаг деформации п между валками 5, 6 окружная скорость Уз (валок 3) в 1,1-1,3 раза превышает окружную скорость V6 (валок В), Э го обеспечивает изіиб полосы на ваток 5. Пссле выхода из очага деформации п на коние полосы создается натяжение Т? (моталкой \лп\л последую-Ю щей клетью). По мере уменьшения толщины полссы предел текучести металла возрастает, а величина обжатия уменьшается. Если скоро сти приводных валков 3 и 6 п 15 установившемся процессе одинаковы, то секундный объем мегагла от первого очагэ деформации к третьему (очаг п) уменьшается, Т.Є Vkhl: > Vmhm > Vnhn где Vk, Vm V n ~ средние скорости прокат км nonocn;hk,hm,hn - средние толщины поюс а соответствующих очагах деформации. При такой прокагке между очагами деформации образуются петли полосы и полоса прокатывается без натяжения. В этом случае процесс прокатки 25 оказывается неустойчивым -л полоса смещается подлине валков Регулирование размеров петли натяжением концов полосы может быть осуществлено при значительных величинах То и Ті, что ведет к разпыву 30 полосы и ограничению коэффициентов вытяжек Устранение петель \л прокатка с регулируемым натяжением между очагами деформации достиіается, кроме создания натяжений То и "М путем изменения скоростного режима приводного валка 6. Такой режим предусматривает после захвата полосы 1 валками 5.6 увеличение с-орости Vi в большей степени, чем скорости V3, з з установившемся процессе прокатки выдер40 живается соотношение при O\>/(h > 0,15 происходит разрыв полосы (табл.1). Регулирование распределения напряжений растяжения по ширине полосы выполняетей путем создания соответствующего теплового профиля валков. Этому благоприятствует прокатка полосы с охватом валков 4 и 5. Так, при создании выпуклого профиля образующей залка4 толщина полосы всередине уменьшается не только за счет уменьшения зазора в середине ширины полосы, но и за счет увеличения диаметра валка в средней части длины бочки, что обеспечивает появление в середине ширины полосы больших значений растягивающих напряжений, чем на кромках. Действие в этой неравномерности напряжений также способствует уменьшению толщины полосы в середине ширины. Подобный метод регулирования поперечной разнотолщинности и плоскостности полосы является более эффективным, что простое регулирование путем изменений профилировки валков в обычном процессе прокатки Период захвата полосы валками осуществляют с небольшими обжатиями, з после вывода полосы из валков 5 и 6 (установившийся процесс) суммарный коэффициент пы ГРЖКУ увеличивают до// = 1,8 — 6 Проверку способа выполнили в шестиналковой клети с диаметром рабочих и промежуточных валков 60-85 мм и опорных 100 мм. Число оборотов рабочих вапков 60 об/мин. Прокатывали полосы шириной В = 50"мм из алюминия с исходной толщиной Н ~ 1,5 мм. В качестве смазки использовали эмульсол Т. Выполнили испытание также обычного процесса прокатки с одним очагом деформации между валками 4,5. Результаты опытов представлены в табл.2. Как следует из табл.2, при прокатке с Vi/V3«/*-/A. обжатием полосы между рабочими валками ГДЄ fi ~ СуММарНЫЙ КОЭффИЦИеЧ?- ВЬ!ТЯУ
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling strips
Автори англійськоюNikolaiev Viktor Oleksandrovych
Назва патенту російськоюСпособ прокатки полос
Автори російськоюНиколаев Виктор Александрович
МПК / Мітки
МПК: B21B 1/22
Мітки: стрічок, прокатування, спосіб
Код посилання
<a href="https://ua.patents.su/4-14131-sposib-prokatuvannya-strichok.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування стрічок</a>
Спосіб холодного прокатування стрічок у рулонах на реверсивному стані
Номер патенту: 14129
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/30
Мітки: реверсивному, прокатування, рулонах, спосіб, стрічок, холодного, стані
Формула / Реферат:
Способ холодной прокатки полос в рулонах на реверсивном стане, включающий прокатку полос без обжатия переднего и заднего концов, закрепленных на моталке, и смотку в рулон, отличающийся тем, что, с целью экономии металла и повышения производительности путем одновременной уборки готового рулона и сварки, необжатый конец предыдущего рулона отрезают, приваривают к последующему рулону и затем осуществляют прокатку.
Комплект валків прокатної кліті листового стану
Номер патенту: 12070
Опубліковано: 25.12.1996
Автори: Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Васильєв Олександр Геннадійович, Пилипенко Сергій Степанович, Штехно Олег Миколайович, Трофімов Віталій Олександрович, Мовшович Вілорд Соломонович
МПК: B21B 27/00
Мітки: кліті, прокатної, комплект, стану, валків, листового
Формула / Реферат:
Комплект валков прокатной клети листового стана, содержащий опорные и рабочие валки, бочки которых выполнены с чередующимися разновысокими и разнонаправленными участками микрошероховатости, образованной линиями выступов и впадин, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки путем улучшения условий захвата смазки при сохранении центрирования полосы, на более низких участках микрошероховатости линии выступов и...
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Мітьєв Анатолій Петрович, Кліменко Ігор Валентинович, Феофілактов Андрій Вікторович, Байков Євген Вікторович, Горелік Вадім Семенович
МПК: B21B 1/22
Мітки: смуг, листів, спосіб, прокатки
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Спосіб визначення пружних деформацій валків
Номер патенту: 14117
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 38/00
Мітки: спосіб, визначення, валків, пружних, деформацій
Формула / Реферат:
Способ определения упругих деформаций валков, включающий прокатку контрольной полосы и определение величин упругих деформаций валков, отличающийся тем, что, с целью повышения точности определения в качестве контрольной полосы используют стальную полосу с вставками, расположенными по контуру в полосе, а величину прогиба валка определяют по разности толщины вставки, расположенной на оси прокатки, и остальных вставок, а упругое сплющивание...
Спосіб прокатування круглих профілів
Номер патенту: 5340
Опубліковано: 28.12.1994
Автори: Толпа Анатолій Андрійович, Ніколаєв Едуард Петрович
МПК: B21B 1/16
Мітки: спосіб, прокатування, круглих, профілів
Формула / Реферат:
Способ прокатки круглых профилей, включающий ребровую прокатку в круглом калибре полосовой заготовки с плоскими боковыми гранями, имеющей толщину в пределах 0,75-0,87 диаметра круглого калибра, отличающийся тем, что, с целью интенсификации процесса прокатки путем повышения вытяжной способности круглого калибра, прокатку в нем ведут из прямоугольной заготовки с отношением ширины к толщине в пределах 1,9-3,5, грани которой сопряжены...
Попередній патент: Опорний вузол робочого валка
Наступний патент: Спосіб визначення місць пошукових і розвідувальних скважин на антиклинальних підняттях
Випадковий патент: Спосіб одержання гідролізатів пивної дробини