Спосіб дифузійного з’єднання металевих деталей через прошарок
Номер патенту: 87053
Опубліковано: 10.06.2009
Автори: Патон Борис Євгенович, Харченко Генадій Костянтинович, Іщенко Анатолій Якович, Устінов Анатолій Іванович, Мовчан Борис Олексійович, Фальченко Юрій В'ячеславович
Формула / Реферат
1. Спосіб дифузійного з'єднання металевих деталей через прошарок, що включає попереднє очищення, механічне шліфування і полірування з'єднуваних поверхонь деталей, створення між з'єднуваними поверхнями прошарку з шаруватого матеріалу, який складається з металевих шарів чистих різнорідних елементів або сплавів на їх основі, з'єднання деталей у збірку, стиснення, нагрівання і витримку у вакуумі при заданій температурі протягом певного часу, який відрізняється тим, що шари шаруватого матеріалу, що чергують, створюють з елементів та/або сплавів на їхній основі, які в результаті дифузійного перемішування елементів, що входять до складу шарів, утворюють евтектичний сплав, температура плавлення якого нижча температури плавлення матеріалу з'єднуваних деталей не менш ніж на 10 °С, при цьому окремі шари шаруватого матеріалу створюють товщиною 10-100 нм, а процес нагрівання області з'єднання металевих деталей ведуть до температури, яка нижча не менш, ніж на 10 °С від температури плавлення евтектичного сплаву.
2. Спосіб за п. 1, який відрізняється тим, що прошарок із шаруватого матеріалу створюють у вигляді покриття послідовним осадженням або електронно-променевим випаром і конденсацією у вакуумі шарів, що чергують, на з'єднувані поверхні однієї або обох з'єднуваних металевих деталей.
3. Спосіб за п. 1, який відрізняється тим, що прошарок із шаруватого матеріалу створюють у вигляді фольги, яку одержують шляхом послідовного осаджування або електронно-променевого випаровування і конденсацією у вакуумі шарів, що чергують, на підкладку, після чого зняту з підкладки фольгу розміщують між з'єднуваними поверхнями з'єднуваних металевих деталей.
Текст
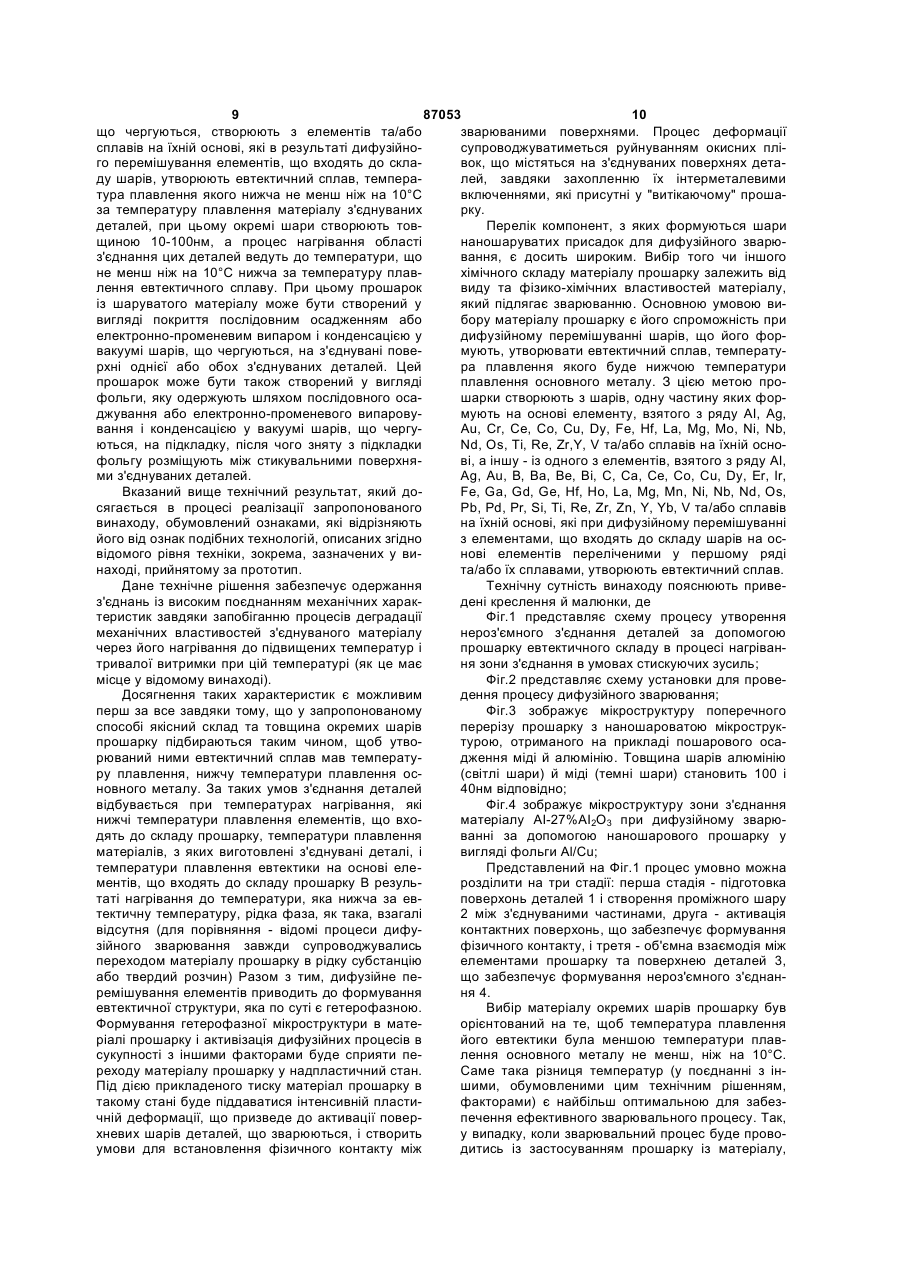
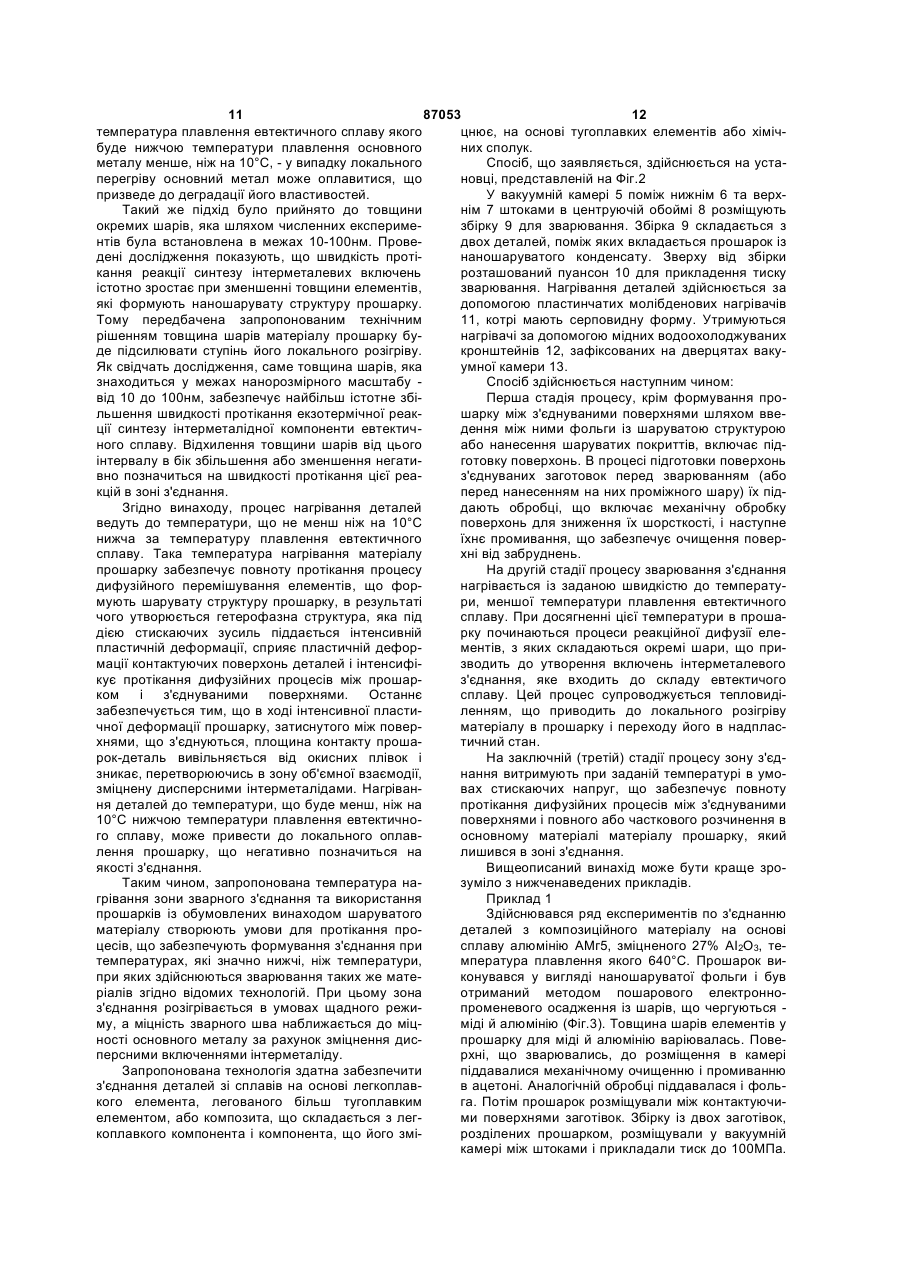
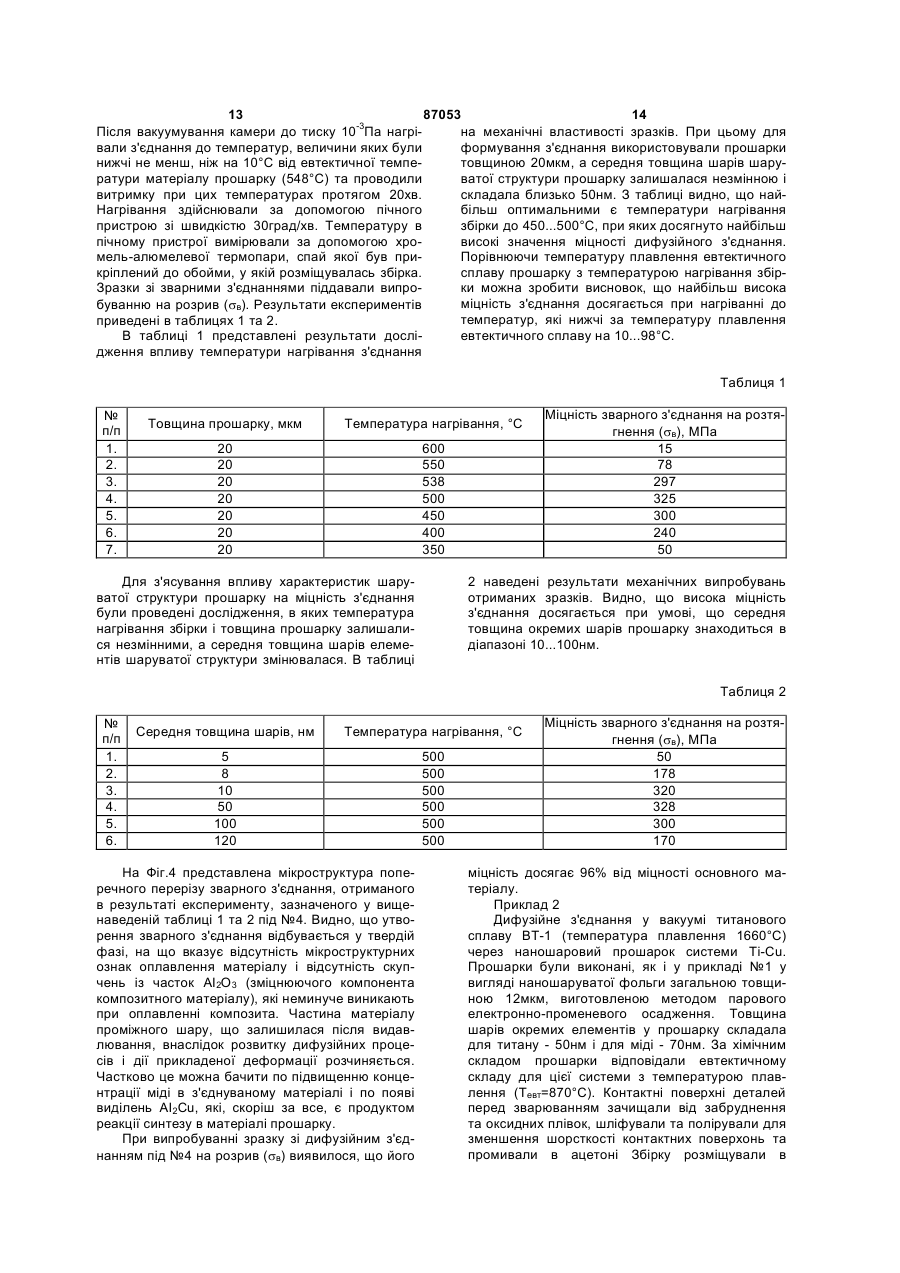
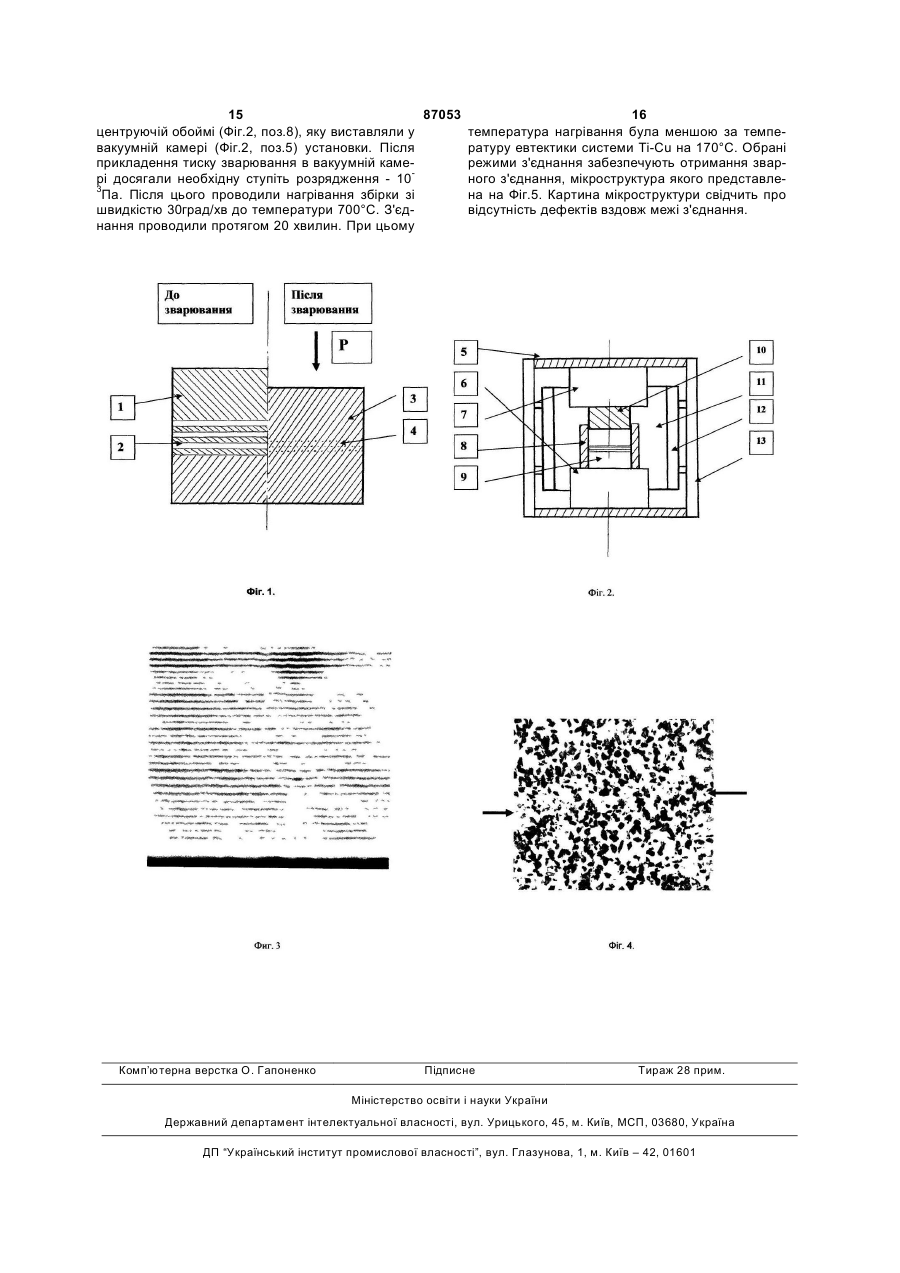
1. Спосіб дифузійного з'єднання металевих деталей через прошарок, що включає попереднє очищення, механічне шліфування і полірування з'єднуваних поверхонь деталей, створення між C2 2 (19) 1 3 87053 4 відноситься до дифузійного зварювання у вакуумі рідкої фази, що полегшує руйнування окисної плівдеталей через прошарок. ки, підвищує інтенсивність дифузійного потоку Необхідною умовою, що забезпечує утворення атомів в основний метал як зі з'єднуваних частин, зварного з'єднання при дифузійному зварюванні у так і з боку прошарку. Шляхом підбору елементів, вакуумі, є створення між з'єднуваними поверхнями які входять до складу прошарку, його товщини, фізичного контакту, при якому будь-які фактори, температури нагрівання з'єднання і часу витримки що перешкоджають процесу дифузії, будуть звепри цій температурі можна варіювати вміст еледені до мінімуму [Э.С. Каракозов. Сварка метаментів, що вводяться в зону шва. Способом вплиллов под давлением. М., Машиностроение, 1986г., ву на дифузійні процеси в стику в присутності рід275 с]. Для забезпечення цього з'єднування повекої фази є поєднання процесу нагрівання із рхні піддають ретельному поліруванню і хімічному зовнішнім навантаженням [Terrill J.R., «The R-260 очищенню від забруднення. Разом з тим у ряді alloy bonding process for joining Aluminium», Weld. випадків, наприклад, при з'єднанні алюмінієвих J., 1962, v. 41, N9, p. 799-804]. При цьому частина сплавів на їхній поверхні залишається оксидна рідкої фази може бути видавлена із зони з'єднанплівка, повне видалення якої подібним способом є ня, що забезпечить досягнення оптимального обпроблематичним. Тому при дифузійному зварюсягу рідкої фази в зоні контакту і, як наслідок цьованні такі плівки прагнуть зруйнувати і диспергуваго, надходження необхідної кількості елементів із ти [Сергеев А.В., Чудин В.М., Сыропаева Ε.С. проміжного шару в основний матеріал. Рідка фаза, «Диффузионная сварка алюминиевых сплавов в яка утворюється в результаті так званого контактсостоянии сверхпластичности», Автоматическая ного плавлення, завдяки своїй високій поверхневій сварка №7, 1991, с. 40-43]. Із цією метою з'єднуваактивності добре змочує контактуючі метали й ні поверхні обробляють спеціальними хімічно акшвидко розтікається по їх поверхні, що дозволяє тивними речовинами, що забезпечують модифікуздійснювати процес з'єднання металевих деталей вання поверхневого шару, а потім здійснюють їх без флюсів. нагрівання у вакуумі в розведеному положенні. Але, попри всі переваги розглянутих вище Для руйнування окисної плівки поверхню деталей процесів дифузійного зварювання, які супровопіддають також лазерній або електроерозійній джуються утворенням рідкої фази, остання стає обробці. Недоліком цього підходу є те, що при хіпричиною нагрівання зони з'єднання до темперамічній обробці поверхні на ній формуються стійкі тури, яка є вищою, ніж температура плавлення з'єднання на основі не тільки основного металу, евтектичного сплаву, що формується на основі але й легуючих елементів, що утруднює видаленматеріалу прошарку ι з'єднуваного матеріалу. При ня останніх з поверхні при наступній термічній обцьому слід зазначити, що умови проведення зваробці або в процесі дифузійного зварювання. рювального процесу потребують повного розчиЕфективним способом, що забезпечує як фінення прошарку (фольги), що, в свою чергу, позичний контакт, так і протікання дифузійних процетребує доволі тривалої витримки зварюваного сів між з'єднуваними поверхнями, є примусове з'єднання при відносно високих температурах. За деформування матеріалів у зоні з'єднання [Тернатаких умов властивості матеріалу деталей зазнавский А.П. «Диффузионная сварка с принудительють суттєвої деградації. ным формированием (аналитический обзор)», При виборі елементів, на основі яких формуСварочное производство, 1988, №9(647), с. 1-4]. ється прошарок, орієнтуються на те, щоб при конПри цьому покладаються на те, що при пластичній такті з основним металом формувалися або бездеформації відбувається механічне руйнування перервний ряд твердих розчинів, температура окисних плівок на з'єднуваних поверхнях деталей, плавлення яких нижча температури плавлення збільшується поверхня контакту та відбувається з'єднуваного матеріалу, або легкоплавка евтектика пластичне деформування приконтактної зони ма[Лашко Н.Ф., Лашко С.Ф., «Контактно-реактивная теріалу. Все це активізує дифузійні процеси в зоні пайка», Сварочное производство, 1969, №11, с. з'єднання. 34-37]. Так, для з'єднання алюмінієвих сплавів Значне підвищення міцності з'єднань досягашироко використовуються проміжні шари з міді, ється при введенні між з'єднуваними поверхнями срібла, цинку, а для з'єднання сталевих деталей тонких прошарків. Ці прошарки можуть бути вигопорошкова суміш заліза з вуглецем. товлені на основі легкоплавких елементів, а у виЦей підхід успішно застосовується і у випадку падку алюмінієвих сплавів, наприклад, із цинку або з'єднання різнорідних матеріалів, наприклад, нагалію. Причому ці прошарки можуть осаджуватися півпровідників з металами. Відомі способи з'єду вигляді покриттів на поверхнях, що з'єднуються. нання алюмінієвої і мідної бронзи через прошарок [Лашко Н.Ф., Лашко С.Ф., «Контактно-реактивная зі срібла, нанесеного гальванічним способом на пайка», Сварочное производство, 1969, №11, с. з'єднувані поверхні деталей. Недоліком такого 34-37]. Матеріали для прошарків можуть бути виспособу з'єднання є те, що при формуванні рідкої готовлені як із чистих елементів, так і зі сплавів, які фази зона з'єднання нагрівається до температури, при взаємодії зі зварюваним матеріалом утворювищої температури утворення відповідної евтектиють легкоплавку евтектику. Так, наприклад, при ки. Крім того, оскільки швидкість формування ріддифузійному зварюванні алюмінієвих сплавів ефекого прошарку залежить від багатьох факторів, ктивно застосовуються прокладки з міді, срібла й процес формування з'єднання у цьому випадку галію. буде досить нестабільним. Ефективність застосування прошарків на осУ патенті US №3121785 [МПК:8В23K20/233, нові легкоплавких елементів або евтектичних 35/00, 20/22, опубл. 1964.02.18] описаний процес сплавів пов'язана з формуванням у зоні з'єднання з'єднання деталей з алюмінієвих сплавів за допо 5 87053 6 могою введення в проміжок між ними фольги з міді му зварюванні є розігрів зони з'єднання до темпеабо мідних сплавів з вмістом міді більше 50%, таратур, дещо перевищуючих температуру плавленких, як бронзи і латуні, що не містять елементів, ня евтектичного сплаву системи залізо - вуглець, здатних істотно змінювати температуру плавлення кремній, берилій, титан і цирконій. Крім того, слід евтектики. При цьому відзначається, що задовільзазначити, що процес формування рідкої фази ний рівень міцності з'єднання досягається при набуде нестабільним і істотно залежатиме від ступегріванні зони з'єднання до температури порядку ню окислювання порошкового матеріалу. 600°С у вакуумі. Недоліком такого способу є значУ патенті US №3145466 [МПК:8В23K20/02; ний перегрів зони з'єднання до температури, ви35/00; 35/30, опубл. 1964.08.25] описана технолощої температури плавлення евтектики, що може гія одержання з'єднання деталей з нержавіючих негативно позначитися на характеристиках міцномартенситних і аустенітних сталей у вакуумі через сті з'єднуваного матеріалу. фольгу з берилію. Для цього способу характерні ті У патенті US №2987816 [МПК:8В23K20/16; ж недоліки - нагрівання зони з'єднання до темпе35/28; 35/30, опубл. 1961.06.13] описана методика ратури, що перевищує температуру плавлення одержання пластичних з'єднань шляхом нанесеневтектики Fe-Be і нестабільність протікання проценя на з'єднувані поверхні порошку кремнію з насу формування рідкої фази. ступним нагріванням зони з'єднання до темпераУ роботі [Anonim, "Electroplating gold Copper for тури, яка дещо перевищує температуру плавлення braze alloy forms strong bond for 400 series евтектики ΑΙ-Si. Через низьку швидкість дифузійstainless», (West Metallwork, v. 20, 1962, N8)] опиних процесів у порошкових матеріалах утворення сана методика одержання з'єднання сталевих детаких евтектик є нестабільним. Крім того, параметалей за допомогою прошарку, що складається з три цього процесу будуть залежати від ступеню міді і золота, нанесених на з'єднувані поверхні окислювання порошкового матеріалу. гальванічним способом. У процесі нагрівання конУ роботі [Лашко С.В., Сухачева Г.Н., «Контакттактне плавлення здійснювалося між шарами зоно-реактивная пайка алюминия и его сплавов» лота і міді при нагріванні з'єднання до температу(Сб., «Пайка в машиностроении», ЛатИНТИ, Рига, ри 1065°С. Для подібного методу з'єднання 1968г.)] відзначається, що при з'єднанні алюмінієосновним недоліком є відносно низька швидкість вих сплавів доцільним є створення в області шва протікання процесу формування рідкої фази і її евтектик на основі систем Al-Cu-Si, Cu-Si-Mg і Agзалежність від ряду факторів, таких, як шорсткість Si-Mg, які забезпечують більш високу пластичність і ступінь окислювання поверхні міді. з'єднанням і дозволяють провести процес з'єднанУ роботі [Legen V.L. "Schweiss u Lot-Zusatz ня при порівняно низьких температурах (550Werkstoffe und inre Answendung" (Tech. Rundschau, 570°С) за більш короткий проміжок часу у порів1962, v. 54, N19; 1961, v. 53,N5)] описана схема нянні з процесами, при проведенні яких застосоодержання з'єднання деталей з нержавіючої сталі вуються додаткові прошарки на основі чистих при введенні між з'єднуваними поверхнями проелементів - міді й срібла. Однак, і в цьому випадку шарку Ni-P. До недоліків такого методу варто віддля формування рідкої фази необхідне нагрівання нести, насамперед, нагрівання зони з'єднання до до відносно високих температур, що є небажаним температур, перевищуючих температуру плавлендля металів, що з'єднуються. ня евтектики Ni-P. Як відзначається в патенті US №3145466 У роботі [Лашко Н.Ф., Лашко С.Ф., «Контактно[МПК:8 В23K20/02; 35/00; 35/30, опубл. 1964.08.25] реактивная пайка» (Сварочное производство, при створенні міцного з'єднання нікелевих сплавів 1969, №11, с. 34-37)] повідомляється про можлив якості прошарку можуть бути використані такі вість одержання з'єднань із нержавіючої сталі елементи, як ніобій, ванадій і титан, які утворять шляхом нанесення на з'єднувані поверхні гальвалегкоплавкі евтектики з нікелем, а також паладій, нічним способом шарів з Cu, Ni і Mn у співвіднощо утворить легкоплавкі тверді розчини з нікелем. шенні, що забезпечує утворенням легкоплавких Недоліком такого підходу, як вже відзначалось твердих розчинів на основі системи Cu-Ni- Mn. Так вище, є розігрів зони з'єднання до температури, само як і в попередньому випадку, зона з'єднання що перевищує температуру плавлення евтектичнагрівається до температури, що перевищує темних сполук, які утворюються в системі нікелю з пературу плавлення твердого розчину на основі ніобієм, ванадієм і титаном, або температури пласистеми Cu-Ni-Mn. влення відповідного твердого розчину нікелю з При з'єднанні деталей на основі титану найпаладієм. Крім того, через відносно невисоку швибільш широко використовуються прошарки з нікедкість дифузійного перемішування елементів, що лю і міді Відомо також, що титанові деталі з'єднувходять до складу проміжного шару і матеріалу, вали за допомогою двошарових прошарків міді й що з'єднується, і залежності швидкості протікання нікелю [Гришин В.Л., Лашко СВ., «О некоторых цього процесу від ступеню шорсткості з'єднуваних вопросах взаимодействия титана с припоями в поверхонь та наявності забруднень, цей процес є процессе пайки», Автоматическая сварка 1966 важко керованим і вимагає більшого часу витрим№6, с. 18-21]. ки зони з'єднання в розігрітому стані. В роботі [Понимаш И.Д., Орлов А.В., Рыбкин Контактне плавлення заліза ι сталей можливе Б.В. "Вакуумная пайка реакторных материалов" з вуглецем, кремнієм, берилієм, титаном і цирконі(М., Энергоатомиздат, серия Физика и Техника єм [Лашко Н.Ф., Лашко С.Ф., «Контактноядерных реакторов. Вып. №46, 1995г., 192 с.)] пореактивная пайка», Сварочное производство, відомляється про одержання з'єднання деталей із 1969, №11, с. 34-37]. Як вже відзначалось вище, цирконієвого сплаву за допомогою евтектичних наслідком формування рідкої фази при контактнопрошарків систем Zr-Mn, Zr-Ag, Zr-Sn, Zr-Fe. Так як 7 87053 8 і в попередніх випадках, нагрівання зони з'єднання При цьому нагрівання з'єднання здійснюють до здійснювали до температури, вищої температури температури, близької до температури плавлення плавлення евтектики, що обмежує можливості шарів з найбільш легкоплавкого компонента, а методу. витримку - при температурі, тиску й часі, які забезУ патенті US №4700881 [МПК:8 В23K35/00; печують утворення між з'єднуваними деталями 35/30; 35/00, опубл. 1987.10.20] описаний спосіб твердої однорідної зони з'єднання, хімічний склад дифузійного з'єднання жароміцних сплавів на ніякої відповідає хімічному складу з'єднуваних детакелевій основі через прошарок, що складається з лей. З опису винаходу випливає, що в результаті декількох шарів фольги того ж хімічного складу, цього процесу прошарки з мікрошаруватого матещо й матеріал з'єднуваних деталей, поверхня яких ріалу забезпечують формування зони з'єднання, збагачена бором. Нагрівання зони з'єднання до що по хімічному складу відповідає складу матеріатемператури, при якій відбувається плавлення лу деталей, що з'єднуються. Разом з тим, даний збагачених бором ділянок фольги і наступна його спосіб не може забезпечити з'єднання деталей зі витримка при цій температурі приводить до форсплавів на основі легкоплавкого елемента, легомування з'єднання, вільного від пор Недоліком ваного більш тугоплавким елементом, або компотакого методу є тривалий час витримки при задазита, що складається з легкоплавкого компонента ній температурі, яка є необхідною для забезпе(матриця) і компонента, що сприяє зміцненню, на чення дифузійного перерозподілу бору із зони основі тугоплавких елементів або хімічних сполук, з'єднання в основний метал Як наслідок цього щоб не призвести до плавлення матеріалу детапроцесу зона з'єднання збагачується бором, що лей у зоні з'єднання. Крім того, запропонований може призвести до зниження міцності з'єднання. спосіб не забезпечує видалення або руйнування У патенті ЕР №1637270 [МПК:8В23K11/00; окисної плівки на поверхні з'єднуваних деталей, 20/00; 20/02, опубл. 2006.03.22] описаний процес через що ефективність дифузійної взаємодії між дифузійного з'єднання деталей за допомогою матеріалом з'єднуваних деталей і прошарку суттєпрошарку з аморфного сплаву Оскільки для форво знижується. мування аморфних сплавів, як правило, викорисВ основу запропонованого винаходу поставтовуються аморфізуючі елементи, такі як фосфор, лена задача розширення функціональних можливуглець, сірка, кремній та ін., їх попадання в з'єдвостей способу дифузійного з'єднання металевих нуваний метал в процесі дифузійного зварювання деталей через прошарок шляхом підбору складобуде викликати зниження механічних властивосвих елементів прошарку за умови, що елементи тей (особливо пластичності) зварного з'єднання. здатні формувати евтектичний сплав, до складу Недоліком цього методу є також обмежене коло якого входить інтерметалева сполука, а темперааморфних сплавів, які можна використовувати для тура плавлення нижча за температуру плавлення цих цілей. матеріалу, що з'єднується, оптимізації умов проПідсумовуючи викладений вище матеріал, ведення технологічного процесу, зокрема, підбору можна констатувати, що кожен із наведених спооптимальної температури нагрівання зони з'єдсобів дифузійного з'єднання металів із застосунання при постійно діючих стискаючих зусиллях, ванням того чи іншого виду прошарку супроводжунеобхідних для пластичної деформації матеріалу ється утворенням рідкої, тобто розплавленої, прошарку в проміжку між поверхнями, що з'єднуевтектики (або легкоплавких твердих розчинів). ються, завдяки чому відбувається інтенсифікація Утворення такої субстанції з одного боку сприяє локального розігріву матеріалу прошарку, перехід інтенсифікації дифузійних процесів, але з іншого його в надпластичний стан внаслідок утворення в негативно позначається на характеристиках міцпрошарку гетерофазної структури, яка складаєтьності. ся з матриці на основі твердого розчину одного з За прототип запропонованого винаходу прикомпонентів та дисперсних інтерметалідних вклюйнятий спосіб дифузійного з'єднання металевих чень, що сприяє інтенсивній пластичній деформадеталей через прошарок, що включає попереднє ції матеріалу прошарку та контактних поверхонь очищення, механічне шліфування і полірування деталей і, як наслідок цього, активізації протікання зварюваних поверхонь деталей, створення між дифузійних процесів між з'єднуваними поверхняз'єднуваними поверхнями прошарку із шаруватого ми, дифузії елементів прошарку в основний математеріалу, який складається з металевих шарів ріал та вивільненню площини контакту прошарокчистих різнорідних елементів або сплавів на їх деталь від окисних плівок і перетворенню її в зону основі, з'єднання деталей у збірку, стиснення, наоб'ємної взаємодії, зміцнену дрібнодисперсними грівання і витримку у вакуумі при заданій темпераінтерметалідами. турі протягом певного часу патент UA №23980, Поставлена задача вирішується тим, що в [МПК:8С23С14/00, опубл. в Бюл. №4, 2002.04.15]. способі дифузійного з'єднання металевих деталей Відповідно до опису цього винаходу, прошарок через прошарок, що включає попереднє очищенстворюють із шаруватого матеріалу, утвореного ня, механічне шліфування і полірування з'єднувавеликою кількістю мікрошарів, що чергуються, одних поверхонь деталей, створення між з'єднувана частина яких складається з найбільш легкопланими поверхнями прошарку із шаруватого вкого елемента, що входить до складу матеріалу матеріалу, який складається з металевих шарів з'єднуваних деталей, а інша частина включає всі чистих різнорідних елементів або сплавів на їх інші елементи, що входять до складу з'єднуваних основі, з'єднання деталей у зборку, стиснення, деталей, а співвідношення товщини зазначених нагрівання і витримку її вакуумі при заданій темпемікрошарів вибирають так, щоб склад прошарку в ратурі протягом певного часу, згідно до запропоцілому відповідав складу з'єднуваних деталей. нованого винаходу, шари шаруватого матеріалу, 9 87053 10 що чергуються, створюють з елементів та/або зварюваними поверхнями. Процес деформації сплавів на їхній основі, які в результаті дифузійносупроводжуватиметься руйнуванням окисних пліго перемішування елементів, що входять до склавок, що містяться на з'єднуваних поверхнях детаду шарів, утворюють евтектичний сплав, темпералей, завдяки захопленню їх інтерметалевими тура плавлення якого нижча не менш ніж на 10°С включеннями, які присутні у "витікаючому" прошаза температуру плавлення матеріалу з'єднуваних рку. деталей, при цьому окремі шари створюють товПерелік компонент, з яких формуються шари щиною 10-100нм, а процес нагрівання області наношаруватих присадок для дифузійного зварюз'єднання цих деталей ведуть до температури, що вання, є досить широким. Вибір того чи іншого не менш ніж на 10°С нижча за температуру плавхімічного складу матеріалу прошарку залежить від лення евтектичного сплаву. При цьому прошарок виду та фізико-хімічних властивостей матеріалу, із шаруватого матеріалу може бути створений у який підлягає зварюванню. Основною умовою вивигляді покриття послідовним осадженням або бору матеріалу прошарку є його спроможність при електронно-променевим випаром і конденсацією у дифузійному перемішуванні шарів, що його форвакуумі шарів, що чергуються, на з'єднувані повемують, утворювати евтектичний сплав, температурхні однієї або обох з'єднуваних деталей. Цей ра плавлення якого буде нижчою температури прошарок може бути також створений у вигляді плавлення основного металу. З цією метою профольги, яку одержують шляхом послідовного осашарки створюють з шарів, одну частину яких форджування або електронно-променевого випаровумують на основі елементу, взятого з ряду АІ, Аg, вання і конденсацією у вакуумі шарів, що чергуАu, Сr, Се, Со, Сu, Dy, Fe, Hf, La, Mg, Mo, Ni, Nb, ються, на підкладку, після чого зняту з підкладки Nd, Os, Ті, Re, Zr,Y, V та/або сплавів на їхній оснофольгу розміщують між стикувальними поверхняві, а іншу - із одного з елементів, взятого з ряду АІ, ми з'єднуваних деталей. Аg, Аu, В, Ва, Be, Bi, С, Са, Се, Со, Сu, Dy, Er, Ir, Вказаний вище технічний результат, який доFe, Ga, Gd, Ge, Hf, Ho, La, Mg, Mn, Ni, Nb, Nd, Os, сягається в процесі реалізації запропонованого Pb, Pd, Pr, Si, Ті, Re, Zr, Zn, Y, Yb, V та/або сплавів винаходу, обумовлений ознаками, які відрізняють на їхній основі, які при дифузійному перемішуванні його від ознак подібних технологій, описаних згідно з елементами, що входять до складу шарів на освідомого рівня техніки, зокрема, зазначених у винові елементів переліченими у першому ряді наході, прийнятому за прототип. та/або їх сплавами, утворюють евтектичний сплав. Дане технічне рішення забезпечує одержання Технічну сутність винаходу пояснюють привез'єднань із високим поєднанням механічних харакдені креслення й малюнки, де теристик завдяки запобіганню процесів деградації Фіг.1 представляє схему процесу утворення механічних властивостей з'єднуваного матеріалу нероз'ємного з'єднання деталей за допомогою через його нагрівання до підвищених температур і прошарку евтектичного складу в процесі нагрівантривалої витримки при цій температурі (як це має ня зони з'єднання в умовах стискуючих зусиль; місце у відомому винаході). Фіг.2 представляє схему установки для провеДосягнення таких характеристик є можливим дення процесу дифузійного зварювання; перш за все завдяки тому, що у запропонованому Фіг.3 зображує мікроструктуру поперечного способі якісний склад та товщина окремих шарів перерізу прошарку з наношароватою мікрострукпрошарку підбираються таким чином, щоб утвотурою, отриманого на прикладі пошарового осарюваний ними евтектичний сплав мав температудження міді й алюмінію. Товщина шарів алюмінію ру плавлення, нижчу температури плавлення ос(світлі шари) й міді (темні шари) становить 100 і новного металу. За таких умов з'єднання деталей 40нм відповідно; відбувається при температурах нагрівання, які Фіг.4 зображує мікроструктуру зони з'єднання нижчі температури плавлення елементів, що вхоматеріалу АІ-27%АІ2О3 при дифузійному зварюдять до складу прошарку, температури плавлення ванні за допомогою наношарового прошарку у матеріалів, з яких виготовлені з'єднувані деталі, і вигляді фольги Al/Cu; температури плавлення евтектики на основі елеПредставлений на Фіг.1 процес умовно можна ментів, що входять до складу прошарку В резульрозділити на три стадії: перша стадія - підготовка таті нагрівання до температури, яка нижча за евповерхонь деталей 1 і створення проміжного шару тектичну температуру, рідка фаза, як така, взагалі 2 між з'єднуваними частинами, друга - активація відсутня (для порівняння - відомі процеси дифуконтактних поверхонь, що забезпечує формуваннязійного зварювання завжди супроводжувались фізичного контакту, і третя - об'ємна взаємодія між переходом матеріалу прошарку в рідку субстанцію елементами прошарку та поверхнею деталей 3, або твердий розчин) Разом з тим, дифузійне пещо забезпечує формування нероз'ємного з'єднанремішування елементів приводить до формування ня 4. евтектичної структури, яка по суті є гетерофазною. Вибір матеріалу окремих шарів прошарку був Формування гетерофазної мікроструктури в матеорієнтований на те, щоб температура плавлення ріалі прошарку і активізація дифузійних процесів в його евтектики була меншою температури плавсукупності з іншими факторами буде сприяти пелення основного металу не менш, ніж на 10°С. реходу матеріалу прошарку у надпластичний стан. Саме така різниця температур (у поєднанні з інПід дією прикладеного тиску матеріал прошарку в шими, обумовленими цим технічним рішенням, такому стані буде піддаватися інтенсивній пластифакторами) є найбільш оптимальною для забезчній деформації, що призведе до активації поверпечення ефективного зварювального процесу. Так, хневих шарів деталей, що зварюються, і створить у випадку, коли зварювальний процес буде провоумови для встановлення фізичного контакту між дитись із застосуванням прошарку із матеріалу, 11 87053 12 температура плавлення евтектичного сплаву якого цнює, на основі тугоплавких елементів або хімічбуде нижчою температури плавлення основного них сполук. металу менше, ніж на 10°С, - у випадку локального Спосіб, що заявляється, здійснюється на устаперегріву основний метал може оплавитися, що новці, представленій на Фіг.2 призведе до деградації його властивостей. У вакуумній камері 5 поміж нижнім 6 та верхТакий же підхід було прийнято до товщини нім 7 штоками в центруючій обоймі 8 розміщують окремих шарів, яка шляхом численних експеримезбірку 9 для зварювання. Збірка 9 складається з нтів була встановлена в межах 10-100нм. Проведвох деталей, поміж яких вкладається прошарок із дені дослідження показують, що швидкість протінаношаруватого конденсату. Зверху від збірки кання реакції синтезу інтерметалевих включень розташований пуансон 10 для прикладення тиску істотно зростає при зменшенні товщини елементів, зварювання. Нагрівання деталей здійснюється за які формують наношарувату структуру прошарку. допомогою пластинчатих молібденових нагрівачів Тому передбачена запропонованим технічним 11, котрі мають серповидну форму. Утримуються рішенням товщина шарів матеріалу прошарку бунагрівачі за допомогою мідних водоохолоджуваних де підсилювати ступінь його локального розігріву. кронштейнів 12, зафіксованих на дверцятах вакуЯк свідчать дослідження, саме товщина шарів, яка умної камери 13. знаходиться у межах нанорозмірного масштабу Спосіб здійснюється наступним чином: від 10 до 100нм, забезпечує найбільш істотне збіПерша стадія процесу, крім формування прольшення швидкості протікання екзотермічної реакшарку між з'єднуваними поверхнями шляхом ввеції синтезу інтерметалідної компоненти евтектичдення між ними фольги із шаруватою структурою ного сплаву. Відхилення товщини шарів від цього або нанесення шаруватих покриттів, включає підінтервалу в бік збільшення або зменшення негатиготовку поверхонь. В процесі підготовки поверхонь вно позначиться на швидкості протікання цієї реаз'єднуваних заготовок перед зварюванням (або кцій в зоні з'єднання. перед нанесенням на них проміжного шару) їх підЗгідно винаходу, процес нагрівання деталей дають обробці, що включає механічну обробку ведуть до температури, що не менш ніж на 10°С поверхонь для зниження їх шорсткості, і наступне нижча за температуру плавлення евтектичного їхнє промивання, що забезпечує очищення поверсплаву. Така температура нагрівання матеріалу хні від забруднень. прошарку забезпечує повноту протікання процесу На другій стадії процесу зварювання з'єднання дифузійного перемішування елементів, що форнагрівається із заданою швидкістю до температумують шарувату структуру прошарку, в результаті ри, меншої температури плавлення евтектичного чого утворюється гетерофазна структура, яка під сплаву. При досягненні цієї температури в прошадією стискаючих зусиль піддається інтенсивній рку починаються процеси реакційної дифузії елепластичній деформації, сприяє пластичній деформентів, з яких складаються окремі шари, що примації контактуючих поверхонь деталей і інтенсифізводить до утворення включень інтерметалевого кує протікання дифузійних процесів між прошарз'єднання, яке входить до складу евтектичого ком і з'єднуваними поверхнями. Останнє сплаву. Цей процес супроводжується тепловидізабезпечується тим, що в ході інтенсивної пластиленням, що приводить до локального розігріву чної деформації прошарку, затиснутого між поверматеріалу в прошарку і переходу його в надпласхнями, що з'єднуються, площина контакту прошатичний стан. рок-деталь вивільняється від окисних плівок і На заключній (третій) стадії процесу зону з'єдзникає, перетворюючись в зону об'ємної взаємодії, нання витримують при заданій температурі в умозміцнену дисперсними інтерметалідами. Нагріванвах стискаючих напруг, що забезпечує повноту ня деталей до температури, що буде менш, ніж на протікання дифузійних процесів між з'єднуваними 10°С нижчою температури плавлення евтектичноповерхнями і повного або часткового розчинення в го сплаву, може привести до локального оплавосновному матеріалі матеріалу прошарку, який лення прошарку, що негативно позначиться на лишився в зоні з'єднання. якості з'єднання. Вищеописаний винахід може бути краще зроТаким чином, запропонована температура назуміло з нижченаведених прикладів. грівання зони зварного з'єднання та використання Приклад 1 прошарків із обумовлених винаходом шаруватого Здійснювався ряд експериментів по з'єднанню матеріалу створюють умови для протікання продеталей з композиційного матеріалу на основі цесів, що забезпечують формування з'єднання при сплаву алюмінію АМг5, зміцненого 27% АІ2О3, тетемпературах, які значно нижчі, ніж температури, мпература плавлення якого 640°С. Прошарок випри яких здійснюються зварювання таких же матеконувався у вигляді наношаруватої фольги і був ріалів згідно відомих технологій. При цьому зона отриманий методом пошарового електронноз'єднання розігрівається в умовах щадного режипроменевого осадження із шарів, що чергуються му, а міцність зварного шва наближається до міцміді й алюмінію (Фіг.3). Товщина шарів елементів у ності основного металу за рахунок зміцнення диспрошарку для міді й алюмінію варіювалась. Повеперсними включеннями інтерметаліду. рхні, що зварювались, до розміщення в камері Запропонована технологія здатна забезпечити піддавалися механічному очищенню і промиванню з'єднання деталей зі сплавів на основі легкоплавв ацетоні. Аналогічній обробці піддавалася і фолького елемента, легованого більш тугоплавким га. Потім прошарок розміщували між контактуючиелементом, або композита, що складається з легми поверхнями заготівок. Збірку із двох заготівок, коплавкого компонента і компонента, що його змірозділених прошарком, розміщували у вакуумній камері між штоками і прикладали тиск до 100МПа. 13 87053 14 Після вакуумування камери до тиску 10-3Па нагріна механічні властивості зразків. При цьому для вали з'єднання до температур, величини яких були формування з'єднання використовували прошарки нижчі не менш, ніж на 10°С від евтектичної темпетовщиною 20мкм, а середня товщина шарів шаруратури матеріалу прошарку (548°С) та проводили ватої структури прошарку залишалася незмінною і витримку при цих температурах протягом 20хв. складала близько 50нм. З таблиці видно, що найНагрівання здійснювали за допомогою пічного більш оптимальними є температури нагрівання пристрою зі швидкістю 30град/хв. Температуру в збірки до 450...500°С, при яких досягнуто найбільш пічному пристрої вимірювали за допомогою хровисокі значення міцності дифузійного з'єднання. мель-алюмелевої термопари, спай якої був приПорівнюючи температуру плавлення евтектичного кріплений до обойми, у якій розміщувалась збірка. сплаву прошарку з температурою нагрівання збірЗразки зі зварними з'єднаннями піддавали випроки можна зробити висновок, що найбільш висока міцність з'єднання досягається при нагріванні до буванню на розрив (sв). Результати експериментів температур, які нижчі за температуру плавлення приведені в таблицях 1 та 2. евтектичного сплаву на 10...98°С. В таблиці 1 представлені результати дослідження впливу температури нагрівання з'єднання Таблиця 1 № п/п 1. 2. 3. 4. 5. 6. 7. Товщина прошарку, мкм Температура нагрівання, °С 20 20 20 20 20 20 20 600 550 538 500 450 400 350 Для з'ясування впливу характеристик шаруватої структури прошарку на міцність з'єднання були проведені дослідження, в яких температура нагрівання збірки і товщина прошарку залишалися незмінними, а середня товщина шарів елементів шаруватої структури змінювалася. В таблиці Міцність зварного з'єднання на розтягнення (sв), МПа 15 78 297 325 300 240 50 2 наведені результати механічних випробувань отриманих зразків. Видно, що висока міцність з'єднання досягається при умові, що середня товщина окремих шарів прошарку знаходиться в діапазоні 10...100нм. Таблиця 2 № п/п 1. 2. 3. 4. 5. 6. Середня товщина шарів, нм Температура нагрівання, °С 5 8 10 50 100 120 500 500 500 500 500 500 На Фіг.4 представлена мікроструктура поперечного перерізу зварного з'єднання, отриманого в результаті експерименту, зазначеного у вищенаведеній таблиці 1 та 2 під №4. Видно, що утворення зварного з'єднання відбувається у твердій фазі, на що вказує відсутність мікроструктурних ознак оплавлення матеріалу і відсутність скупчень із часток АІ2О3 (зміцнюючого компонента композитного матеріалу), які неминуче виникають при оплавленні композита. Частина матеріалу проміжного шару, що залишилася після видавлювання, внаслідок розвитку дифузійних процесів і дії прикладеної деформації розчиняється. Частково це можна бачити по підвищенню концентрації міді в з'єднуваному матеріалі і по появі виділень АІ2Сu, які, скоріш за все, є продуктом реакції синтезу в матеріалі прошарку. При випробуванні зразку зі дифузійним з'єднанням під №4 на розрив (sв) виявилося, що його Міцність зварного з'єднання на розтягнення (sв), МПа 50 178 320 328 300 170 міцність досягає 96% від міцності основного матеріалу. Приклад 2 Дифузійне з'єднання у вакуумі титанового сплаву ВТ-1 (температура плавлення 1660°С) через наношаровий прошарок системи Ті-Cu. Прошарки були виконані, як і у прикладі №1 у вигляді наношаруватої фольги загальною товщиною 12мкм, виготовленою методом парового електронно-променевого осадження. Товщина шарів окремих елементів у прошарку складала для титану - 50нм і для міді - 70нм. За хімічним складом прошарки відповідали евтектичному складу для цієї системи з температурою плавлення (Тевт=870°С). Контактні поверхні деталей перед зварюванням зачищали від забруднення та оксидних плівок, шліфували та полірували для зменшення шорсткості контактних поверхонь та промивали в ацетоні Збірку розміщували в 15 87053 16 центруючій обоймі (Фіг.2, поз.8), яку виставляли у температура нагрівання була меншою за темпевакуумній камері (Фіг.2, поз.5) установки. Після ратуру евтектики системи Ті-Cu на 170°С. Обрані прикладення тиску зварювання в вакуумній камережими з'єднання забезпечують отримання зваррі досягали необхідну ступіть розрядження - 10ного з'єднання, мікроструктура якого представле3 Па. Після цього проводили нагрівання збірки зі на на Фіг.5. Картина мікроструктури свідчить про швидкістю 30град/хв до температури 700°С. З'єдвідсутність дефектів вздовж межі з'єднання. нання проводили протягом 20 хвилин. При цьому Комп’ютерна верстка О. Гапоненко Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for diffusion bonding of metallic parts through the layer
Автори англійськоюPaton Borys Yevhenovych, Ustinov Anatolii Ivanovych, Ischenko Anatolii Yakovych, Falchenko Yurii Viacheslavovych, Movchan Borys Oleksiiovych, Kharchenko Henadii Kostiantynovych
Назва патенту російськоюСпособ диффузионного соединения металлических деталей через прослойку
Автори російськоюПатон Борис Евгеньевич, Устинов Анатолий Иванович, Ищенко Анатолий Яковлевич, Фальченко Юрий Вячеславович, Мовчан Борис Алексеевич, Харченко Генадий Константинович
МПК / Мітки
МПК: B23K 35/28, B23K 35/00, B23K 20/02, B23K 35/30, B23K 20/16, B23K 20/00, C23C 14/00, B23K 20/22
Мітки: з'єднання, деталей, металевих, дифузійного, прошарок, спосіб
Код посилання
<a href="https://ua.patents.su/8-87053-sposib-difuzijjnogo-zehdnannya-metalevikh-detalejj-cherez-prosharok.html" target="_blank" rel="follow" title="База патентів України">Спосіб дифузійного з’єднання металевих деталей через прошарок</a>
Спосіб зварювання труб через м’який прошарок
Номер патенту: 37965
Опубліковано: 15.05.2001
Автори: Данилюк Ярослав Михайлович, Крижанівський Євстахій Іванович
МПК: B23K 20/12
Мітки: м'який, труб, зварювання, прошарок, спосіб
Текст:
...площі контакту у зоні зварного шва та ефекту самоцентрування, а його збільшення призводить до витискування надлишкового грату на внутрішній та зовнішній поверхнях шва, чим утр уднює його знаття. На фіг. 1 представлена реалізація способу зварювання труб через м'який прошарок. Замкова деталь 4 та тіло тр уби 2 співвісно встановлюють між собою і нерухомо закріплюють у призмах гідропатронів 1 та 3 з можливістю їх з устрічного осьового...
Спосіб дифузійного зварювання у вакуумі через сублімовані прошарки
Номер патенту: 41718
Опубліковано: 10.06.2009
Автори: Харченко Геннадій Костянтинович, Новомлинець Олег Олександрович, Руденко Михайло Миколайович, Прибитько Ірина Олександрівна, Ганєєв Тимур Рашитович
МПК: B23K 20/00
Мітки: зварювання, вакуумі, прошарки, дифузійного, сублімовані, спосіб
Формула / Реферат:
Спосіб дифузійного зварювання у вакуумі через сублімовані прошарки, який включає стискання деталей, що зварюються, нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання, який відрізняється тим, що перед стисканням заготовки, що зварюються, встановлюють та фіксують у робочій камері за допомогою спеціальної оснастки таким чином, щоб зазор між поверхнями становив 0,5-1 мм, потім нагрівають...
Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій
Номер патенту: 51662
Опубліковано: 16.12.2002
Автори: Письменний Олексій Олександрович, Шинлов Михайло Євгенович, Дубко Андрій Григорович, Прокоф`єв Олексій Сергійович, Письменний Олександр Семенович
Мітки: конструкцій, зварювання-паяння, припою, металевих, паяння, нанесення, деталей, спосіб
Формула / Реферат:
Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій, здебільшого сталевих, який полягає у тому, що попередньо нагрівають індукційним або іншим нагріваючим устаткуванням місця паяння або зварювання-паяння на поверхнях деталей, що підлягають з'єднанню, а припій наносять у порошкоподібному стані шляхом контактування з розігрітими поверхнями, який відрізняється тим, що припій наносять у складі порошкоподібної...
Спосіб обробки металевих поверхонь деталей машин
Номер патенту: 17782
Опубліковано: 20.05.1997
Автори: Пістун Ігор Павлович, Хом'як Йосип Васильович, Тесленко Анатолій Григорович, Березовецький Андрій Петрович
МПК: B21D 26/06
Мітки: машин, металевих, спосіб, обробки, поверхонь, деталей
Формула / Реферат:
Спосіб обробки металічних поверхонь деталей машин шляхом механічного впливу на них енергії ударної хвилі, який відрізняється тим, що з метою усунення сульфідної, крихкості, деталі попередньо піддаються хімічній обробці мастильним концентратом з емульсола на основі лужних відходів нафтопродуктів і мил органічних кислот на протязі 1-2 хвилин.
Спосіб з’єднання керамічних деталей
Номер патенту: 73227
Опубліковано: 15.06.2005
Автор: Фролов Олександр Олександрович
МПК: B23K 1/005, B23K 1/20, C04B 37/00, B23K 26/00, C23C 26/00
Мітки: спосіб, деталей, керамічних, з'єднання
Формула / Реферат:
Спосіб з'єднання керамічних деталей, що включає формування шва заливанням між торцями деталей розплаву припою, який відрізняється тим, що припій розплавляють енергією концентрованого світлового потоку, а для формування шва між торцями деталей спочатку на одній або декількох ділянках поверхонь, які з'єднують, формують проміжні прошарки шляхом сплавлення матеріалів припою і керамічних деталей при температурі вище від температури плавлення...