Спосіб дугового зварювання або наплавлення
Номер патенту: 101999
Опубліковано: 12.10.2015
Автори: Лебедєв Володимир Олександрович, Драган Станіслав Володимирович, Козирко Олег Анатолійович, Галь Анатолій Феодосійович

Формула / Реферат
1. Спосіб дугового зварювання або наплавлення, при якому зварювальну (наплавлювальну) головку переміщують вздовж виробу, піддаваному коливанням, який відрізняється тим, що виріб у формі тіла обертання під зварювальною (наплавлювальною) головкою обертають навколо його повздовжньої осі та піддають коливанням, які здійснюють з імпульсним керуванням їхніми параметрами, зокрема формою і/або амплітудою, і/або частотою, і/або скважністю.
2. Спосіб дугового зварювання або наплавлення виробів за п. 1 який відрізняється тим, що коливання здійснюють вздовж осі обертання.
3. Спосіб дугового зварювання або наплавлення виробів за пп. 1, 2 який відрізняється тим, що коливання виробу не співпадають з віссю обертання.
4. Спосіб дугового зварювання або наплавлення виробів за пп. 1, 2, 3 який відрізняється тим, що зварювання або наплавлення здійснюють багаторядно вздовж осі обертання.
5. Спосіб дугового зварювання або наплавлення виробів за пп. 1, 2, 3 який відрізняється тим, що зварювання або наплавлення здійснюють по спіралі.
Текст
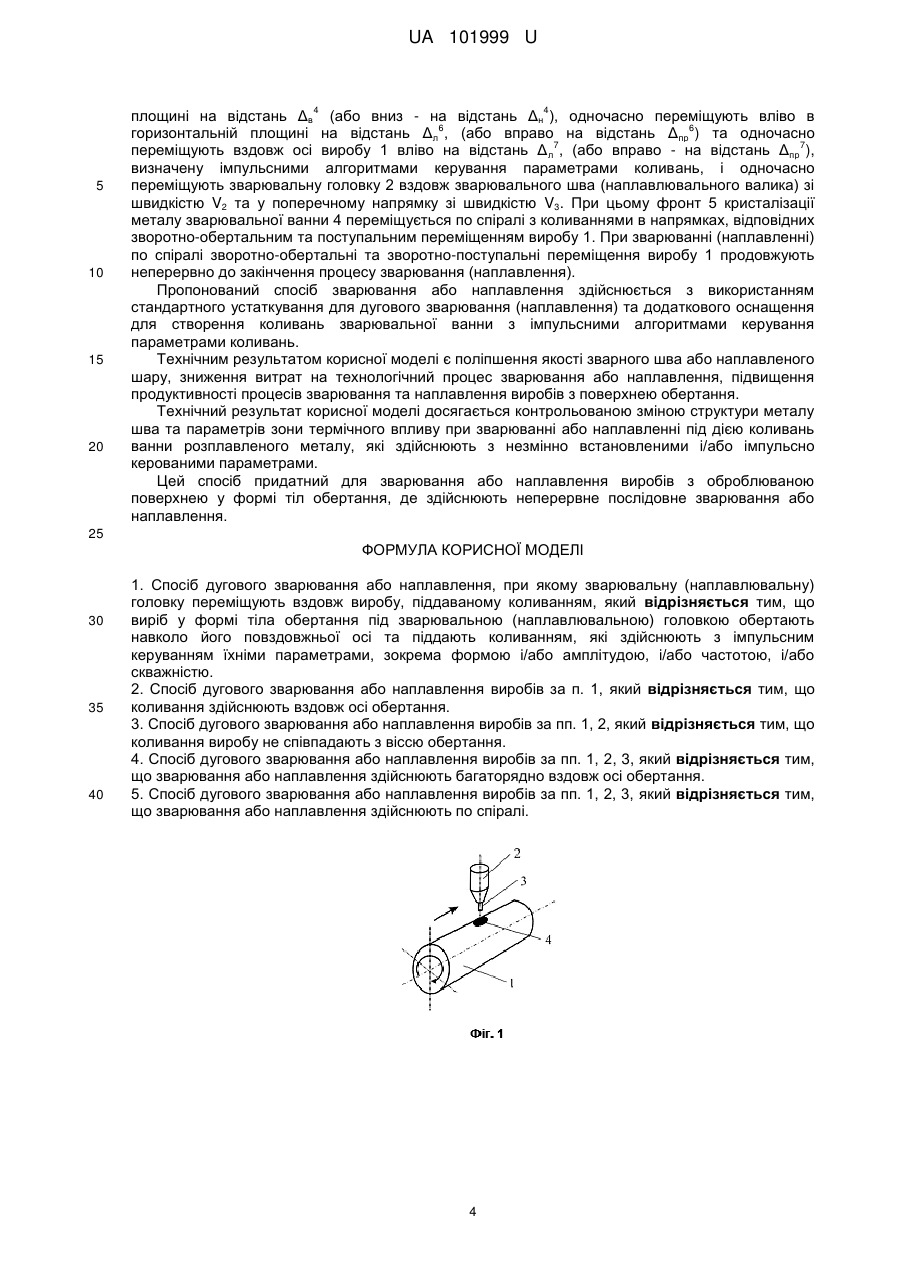
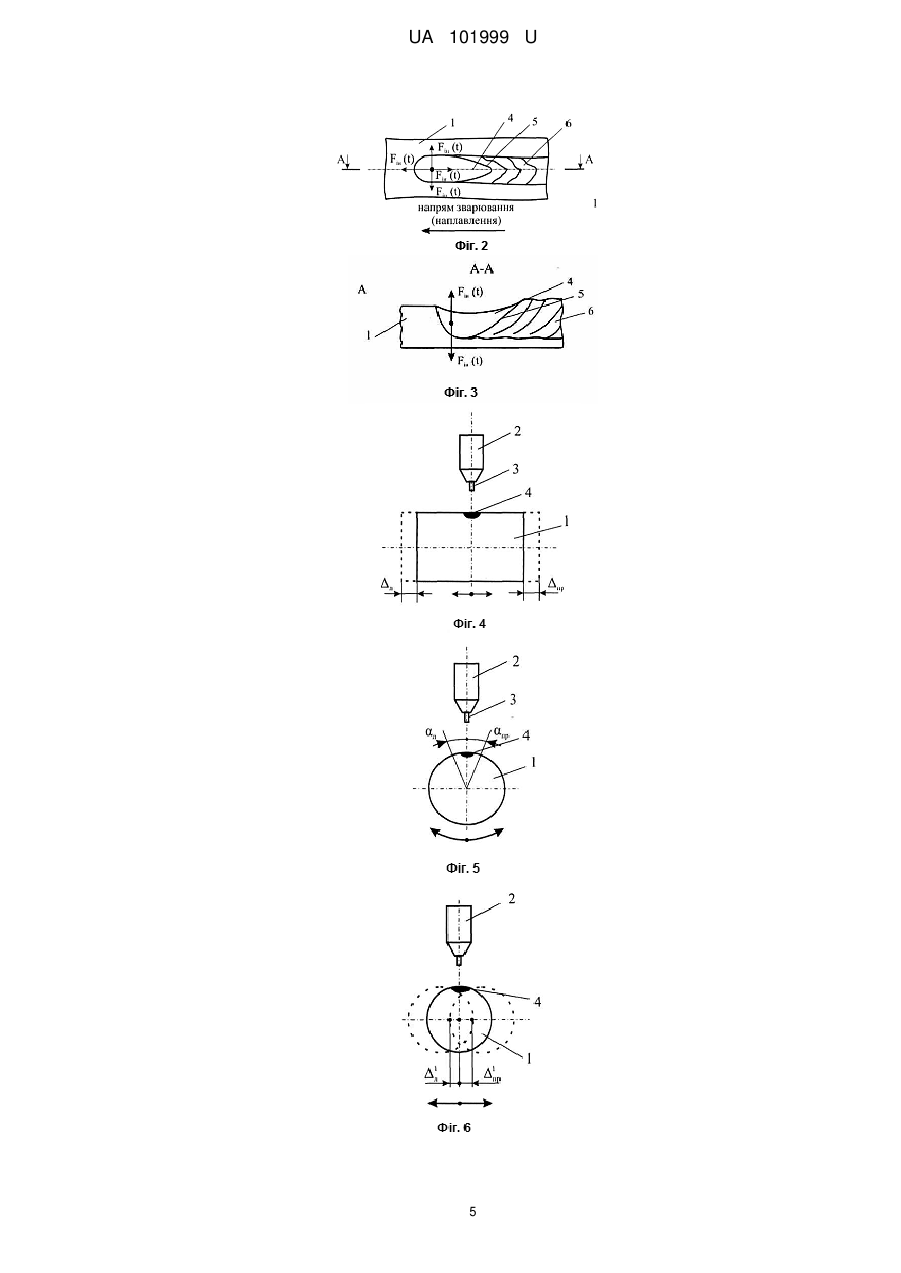
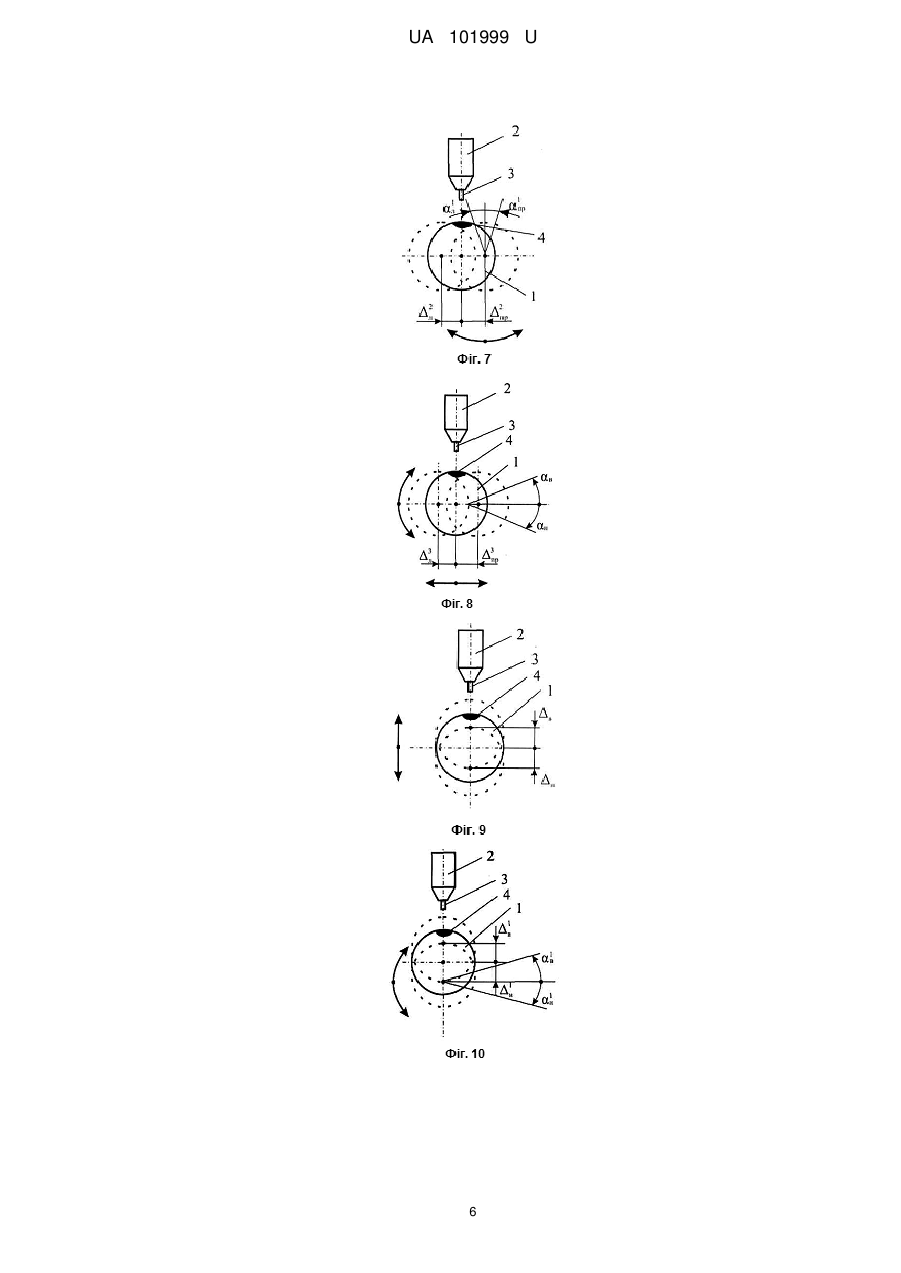
Реферат: Спосіб дугового зварювання або наплавлення, при якому зварювальну (наплавлювальну) головку переміщують вздовж виробу, піддаваному коливанням. Виріб у формі тіла обертання під зварювальною (наплавлювальною) головкою обертають навколо його повздовжньої осі та піддають коливанням, які здійснюють з імпульсним керуванням їхніми параметрами, зокрема формою і/або амплітудою, і/або частотою, і/або скважністю. UA 101999 U (12) UA 101999 U UA 101999 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі зварювальних технологій, зокрема до електродугового наплавлення, а саме способів зварювання або зміцнювального та відновлювального наплавлення виробів у формі тіл обертання. Відомо спосіб наплавлення сталевих деталей, при якому на деталь насипають порошок твердого сплаву, нагрівають за допомогою індуктора вище температури плавлення порошку твердого сплаву. При цьому деталь піддають вібрації у вертикальній або горизонтальній площині (Патент UA № 64371; МПК В23К13/00. Бюл. № 21 від 10.11.2011). Цей спосіб наплавлення деталей має ряд недоліків та обмежень, головними з яких є трудомістка технологія нанесення порошку твердого сплаву, низька ефективність та ККД процесу, неможливість обробки деталей у формі тіл обертання. Як найближчий аналог відомо спосіб зварювання або наплавлення з керованими коливаннями виробу, при якому виріб розміщується на спеціальному вібростенді (S.P. Tewari, Effects of Oscillation on Impact Property of Weldments, ISIJ International, Vol. 39 (1999), No/ 8, pp. 809-812). Цей спосіб реалізується при ручному, механізованому або автоматичному зварюванні чи наплавленні виробів як із чорних, так й кольорових металів шляхом їх коливання відносно осі електрода у поздовжньому або поперечному напрямку з частотою до 400 Гц і амплітудою до 40 мм. Зворотно-поступальні коливання виробу у процесі зварювання чи наплавлення у такий спосіб сприяють поліпшенню механічних властивостей зварного з'єднання або шару внаслідок отримання дрібнозернистої структури. Але і цей спосіб також має ряд недоліків, головними з яких є такі: вузький діапазон впливу параметрів режиму коливань на геометричні розміри зварного шва (наплавленого валика), неможливість реалізації більш складних коливальних режимів, неможливість ефективного використання сил інерції з метою комплексного впливу на механічні властивості та геометрію зварного шва, відносно складну технічну реалізацію тощо. В основу корисної моделі поставлена задача підвищення ефективності способу дугового зварювання або наплавлення виробів шляхом удосконалення примусового коливального процесу зварювальної ванни на поверхні виробів у формі тіл обертання за рахунок програмного керування параметрами коливань, а також ефективного використання сил інерції та відцентрових сил з метою впливу на структуру, механічні властивості та геометричні параметри зварного шва або наплавленого валика. Поставлена задача вирішується за рахунок того, що коливання зварювальної ванни на поверхні виробу у формі тіла обертання здійснюються шляхом програмно керованих коливань виробу з регулюванням форми, і/або частоти, і/або амплітуди, і/або скважності імпульсних переміщень у напрямку, що співпадає або не співпадає з віссю обертання виробу, згідно з корисною моделлю, зварювання (наплавлення) здійснюють з періодичними змінами параметрів дугового процесу, причому зміна параметрів коливання виробу синхронізована зі зміною параметрів дугового процесу зварювання (наплавлення). Технічний результат, який досягається при зварюванні (наплавленні) обумовлений ознаками, які відрізняють його від ознак подібних технологій, описаних у джерелах інформації, прийнятих за аналоги. Суть корисної моделі полягає у тому, що спосіб дугового зварювання або наплавлення, при якому зварювальну (наплавлювальну) головку переміщують вздовж виробу у формі тіла обертання, який обертають під зварювальною (наплавлювальною) головкою навколо його повздовжньої осі та піддають коливанням, які здійснюють з імпульсним керуванням їхніми параметрами, зокрема формою і/або амплітудою, і/або частотою, і/або скважністю. Спосіб дугового зварювання або наплавлення виробів також полягає у тому, що коливання здійснюють вдовж осі обертання. Спосіб дугового зварювання або наплавлення виробів також полягає у тому, що коливання виробу не співпадають з віссю обертання. Спосіб дугового зварювання або наплавлення виробів також полягає у тому, що зварювання або наплавлення здійснюють багаторядно вздовж осі обертання. Спосіб дугового зварювання або наплавлення виробів також полягає у тому, що зварювання або наплавлення здійснюють по спіралі. На кресленні, фіг. 1 наведена принципова схема взаємного розташування зварювальної (наплавлювальної) головки та виробу (стрілками вказані напрямки переміщень виробу та зварювальної головки), на фіг. 2 - схема утворення зварного шва або наплавленого валика з урахуванням дії сил інерції у зварювальній ванні (вид зверху), на фіг. 3 - розріз А-А на фіг. 2, на фіг. 4 - зворотно-обертальні переміщення виробу навколо осі обертання, на фіг. 5 - осьові зворотно-поступальні переміщення виробу у поздовжньому напрямку, на фіг. 6 - осьові зворотно-поступальні переміщення виробу в горизонтальній площині, перпендикулярній осі зварювальної (наплавлювальної) головки у поперечному напрямку, на фіг. 7 - позаосьові 1 UA 101999 U 5 10 15 20 25 30 35 40 45 50 55 60 зворотно-обертальні переміщення виробу в вертикальній площині при змішенні його в горизонтальній площині, перпендикулярній осі зварювальної (наплавлювальної) головки у поперечному напрямку, на фіг. 8 - позаосьові зворотно-обертальні переміщення виробу та зворотно-поступальні переміщення його в горизонтальній площині, перпендикулярній осі зварювальної (наплавлювальної) головки у поперечному напрямку, на фіг. 9 - зворотнопоступальні переміщення виробу в вертикальній площині, паралельній осі зварювальної (наплавлювальної) головки, на фіг. 10 - позаосьові зворотно-обертальні переміщення виробу при змішенні його в вертикальній площині, паралельній осі зварювальної (наплавлювальної) головки, на фіг. 11 - осьові зворотно-обертальні переміщення виробу та зворотно-поступальні переміщення його в вертикальній площині, паралельній осі зварювальної (наплавлювальної) головки, на фіг. 12 – багаторядне зварювання (наплавлення) вздовж осі обертання зі зворотнообертальними осьовими або позаосьовими та зворотно-поступальними переміщеннями виробу вздовж осі обертання або у вертикальній площині, паралельній або горизонтальній площині, перпендикулярній осі зварювальної (наплавлювальної) головки у поперечному напрямку, на фіг. 13 - зварювання (наплавлення) по спіралі зі зворотно-обертальними та зворотнопоступальними переміщеннями виробу. Спосіб здійснюють наступним чином. Виріб 1 у формі тіла обертання за допомогою приводу обертають під зварювальною (наплавлювальною) головкою 2 (фіг. 1) і збуджують зварювальну дугу між електродом 3 та виробом 1. На поверхні виробу 1 утворюється зварювальна ванна 4. Після цього переміщують зварювальну (наплавлювальну) головку 2 вздовж виробу 1. Далі, після формування на поверхні виробу 1 початкової ділянки 6 (фіг. 2 і фіг. 3) зварного шва (наплавленого валика), вмикають пристрій (на фігурах не показаний) коливань зварювальної ванни 4 з незмінно встановленими і/або імпульсно керованими параметрами. У таких умовах на метал зварювальної ванни 4 додатково діють сили інерції Fін(t) та відцентрові сили, що сприяють керованому переміщенню рідкого металу зварювальної ванни 4. При цьому фронт 5 кристалізації металу зварювальної ванни 4 переміщується під дію сіл у відповідному напрямку: При зворотно-обертальних переміщеннях виробу 1 навколо осі обертання (фіг. 4) виріб 1 обертають навколо осі обертання вліво на певний кут α л (або вправо - на кут αпр), визначений імпульсними алгоритмами керування параметрами коливань. При цьому фронт 5 кристалізації металу зварювальної ванни 4 переміщується відповідно вліво на кут α л або вправо - на кут αпр. Після цього виріб 1 обертають у зворотному напрямку на кут αл+αпр (або αпр+αл), визначений імпульсними алгоритмами керування параметрами коливань. Зворотно-обертальні переміщення виробу 1 продовжують неперервно до закінчення процесу зварювання (наплавлення). При осьових зворотно-поступальних переміщеннях виробу 1 (фіг. 5) виріб 1 переміщують вліво на відстань Δл (або вправо - на відстань Δпр), визначену імпульсними алгоритмами керування параметрами коливань. При цьому фронт 5 кристалізації металу зварювальної ванни 4 переміщується відповідно вліво або вправо. Після цього виріб 1 переміщують у зворотному напрямку на відстань Δл+Δпр (або Δпр+Δл), визначену імпульсними алгоритмами керування параметрами коливань. Осьові зворотно-поступальні переміщення виробу 1 продовжують неперервно до закінчення процесу зварювання (наплавлення). При осьових зворотно-поступальних переміщеннях виробу 1 в горизонтальній площині, перпендикулярній осі зварювальної (наплавлювальної) головки 2 у поперечному напрямку (фіг. 6) виріб 1 обертають навколо осі обертання та одночасно переміщують вліво в горизонтальній 1 1 площині на відстань Δл , (або вправо в горизонтальній площині на відстань Δ пр , при визначенні імпульсними алгоритмами керування параметрами коливань. При цьому фронт 5 кристалізації металу зварювальної ванни 4 переміщується відповідно вліво або вправо. Осьові зворотнопоступальні переміщення виробу 1 в горизонтальній площині, перпендикулярній осі зварювальної (наплавлювальної) головки 2 у поперечному напрямку продовжують неперервно до закінчення процесу зварювання (наплавлення). При позаосьових зворотно-обертальних переміщеннях виробу 1 в вертикальній площині при змішенні його в горизонтальній площині, перпендикулярній осі зварювальної (наплавлювальної) головки 2 у поперечному напрямку (фіг. 7) виріб 1 обертають навколо осі обертання вліво на 1 1 певний кут αл (або вправо - на кут αпр ) визначений імпульсними алгоритмами керування 2 параметрами коливань та одночасно зміщують вліво в горизонтальній площині на відстань Δ л , 2 (або вправо - в горизонтальній площині на відстань Δ пр ), визначену імпульсними алгоритмами керування параметрами коливань. При цьому фронт 5 кристалізації металу зварювальної ванни 4 переміщується відповідно вліво (вправо), або навпаки вправо (вліво). Позаосьові зворотнообертальні переміщення виробу 1 в вертикальній площині при змішенні його в горизонтальній 2 UA 101999 U 5 10 15 20 25 30 35 40 45 50 55 60 площині перпендикулярній осі зварювальної (наплавлювальної) головки 2 у поперечному напрямку продовжують неперервно до закінчення процесу зварювання (наплавлення). При позаосьових зворотно-обертальних переміщеннях виробу 1 та зворотно-поступальних переміщеннях його в горизонтальній площині, перпендикулярній осі зварювальної (наплавлювальної) головки 2 у поперечному напрямку (фіг. 8) виріб 1 обертають вверх на певний кут αв (або вниз - на кут αн), визначений імпульсними алгоритмами керування параметрами коливань та одночасно зворотно-поступально переміщують вліво в 3 3 горизонтальній площині на відстань Δл (або вправо в горизонтальній площині на відстань Δ пр ), визначену імпульсними алгоритмами керування параметрами коливань. При цьому фронт 5 кристалізації металу зварювальної ванни 4 переміщується відповідно вліво (вправо), або навпаки вправо (вліво). Позаосьові зворотно-обертальні переміщення виробу 1 в горизонтальній площині та зворотно-поступальні переміщення його в горизонтальній площині продовжують неперервно до закінчення процесу зварювання (наплавлення). При зворотно-поступальних переміщеннях виробу 1 в вертикальній площині паралельній осі зварювальної (наплавлювальної) головки 2 (фіг. 9) виріб 1 переміщують вверх в вертикальній 1 площині на відстань Δв (або вниз на відстань αн ), визначену імпульсними алгоритмами керування параметрами коливань. При цьому фронт 5 кристалізації металу зварювальної ванни 4 переміщується відповідно вверх або вниз. Зворотно-поступальні переміщення виробу 1 в вертикальній площині продовжують неперервно до закінчення процесу зварювання (наплавлення). При позаосьових зворотно-обертальних переміщеннях виробу 1 при зміщенні його в вертикальній площині паралельній осі зварювальної (наплавлювальної) головки 2 (фіг. 10) виріб 1 1 1 обертають навколо осі обертання вверх на певний кут αв (або вниз - на кут αн ), визначений імпульсними алгоритмами керування параметрами коливань та одночасно зміщують вверх в 1 1 вертикальній площині на відстань Δв (або вниз в вертикальній площині на відстань Δн ), визначену імпульсними алгоритмами керування параметрами коливань. При цьому фронт 5 кристалізації металу зварювальної ванни 4 переміщується відповідно вверх (вниз) та вліво (вправо) чи в протилежному напрямку згідно з імпульсними алгоритмами керування параметрами коливань. Позаосьові зворотно-обертальні переміщення виробу 1 при зміщенні його в вертикальній площині продовжують неперервно до закінчення процесу зварювання (наплавлення). При осьових зворотно-обертальних переміщеннях виробу 1 та зворотно-поступальних переміщеннях його в вертикальній площині, паралельній осі зварювальної (наплавлювальної) 2 головки 2 (фіг. 11), виріб 1 обертають навколо осі обертання вліво на певний кут αл (або вправо 2 - на кут αпр ), визначений імпульсними алгоритмами керування параметрами коливань, та 2 одночасно переміщують вверх в вертикальній площині на відстань Δ в (або вниз в вертикальній 2 площині на відстань Δн ;), визначену імпульсними алгоритмами керування параметрами коливань. При цьому фронт 5 кристалізації металу зварювальної ванни 4 переміщується відповідно вверх (вниз) та вліво (вправо) чи в протилежному напрямку згідно з імпульсними алгоритмами керування параметрами коливань. Позаосьові зворотно-обертальні переміщення виробу 1 та зворотно-поступальні переміщення його в вертикальній площині продовжують неперервно до закінчення процесу зварювання (наплавлення). При багаторядному зварюванні (наплавленні) вздовж осі обертання зі зворотнообертальними осьовими або позаосьовими та зворотно-поступальними переміщеннями виробу 1 вздовж осі обертання або у вертикальній площині паралельній або горизонтальній площині перпендикулярній осі зварювальної (наплавлювальної) головки 2 у поперечному напрямку (фіг. 3 3 12) виріб 1 обертають навколо осі обертання вверх на певний кут αв (або вниз -на кут αн ), 3 одночасно переміщують вверх в вертикальній площині на відстань Δв (або вниз - на відстань 3 4 Δн ) та одночасно переміщують вліво в горизонтальній площині на відстань Δл , (або вправо на 4 5 відстань Δпр ) та одночасно переміщують вздовж осі виробу 1 вліво на відстань Δ л , (або вправо 5 - на відстань Δпр ), визначені імпульсними алгоритмами керування параметрами коливань, і одночасно переміщують зварювальну головку 2 вздовж зварювального шва (наплавлювального валика) зі швидкістю V1 При цьому фронт 5 кристалізації металу зварювальної ванни 4 переміщується відповідно вверх (вниз), вправо (вліво), в напрямку зварювання (наплавлення) чи у протилежному напрямку. При багаторядному зварюванні (наплавленні) вздовж осі обертання зворотно-обертальні та зворотно-поступальні переміщення виробу 1 продовжують неперервно до закінчення процесу зварювання (наплавлення). При зварюванні (наплавленні) по спіралі зі зворотно-обертальними та зворотнопоступальними переміщеннями виробу 1 (фіг. 13) виріб 1 обертають навколо осі обертання 4 4 вверх на певний кут αв або вниз - на кут αв , одночасно переміщують вверх в вертикальній 3 UA 101999 U 4 5 10 15 20 4 площині на відстань Δв (або вниз - на відстань Δн ), одночасно переміщують вліво в 6 6 горизонтальній площині на відстань Δл , (або вправо на відстань Δпр ) та одночасно 7 7 переміщують вздовж осі виробу 1 вліво на відстань Δ л , (або вправо - на відстань Δпр ), визначену імпульсними алгоритмами керування параметрами коливань, і одночасно переміщують зварювальну головку 2 вздовж зварювального шва (наплавлювального валика) зі швидкістю V2 та у поперечному напрямку зі швидкістю V3. При цьому фронт 5 кристалізації металу зварювальної ванни 4 переміщується по спіралі з коливаннями в напрямках, відповідних зворотно-обертальним та поступальним переміщенням виробу 1. При зварюванні (наплавленні) по спіралі зворотно-обертальні та зворотно-поступальні переміщення виробу 1 продовжують неперервно до закінчення процесу зварювання (наплавлення). Пропонований спосіб зварювання або наплавлення здійснюється з використанням стандартного устаткування для дугового зварювання (наплавлення) та додаткового оснащення для створення коливань зварювальної ванни з імпульсними алгоритмами керування параметрами коливань. Технічним результатом корисної моделі є поліпшення якості зварного шва або наплавленого шару, зниження витрат на технологічний процес зварювання або наплавлення, підвищення продуктивності процесів зварювання та наплавлення виробів з поверхнею обертання. Технічний результат корисної моделі досягається контрольованою зміною структури металу шва та параметрів зони термічного впливу при зварюванні або наплавленні під дією коливань ванни розплавленого металу, які здійснюють з незмінно встановленими і/або імпульсно керованими параметрами. Цей спосіб придатний для зварювання або наплавлення виробів з оброблюваною поверхнею у формі тіл обертання, де здійснюють неперервне послідовне зварювання або наплавлення. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 40 1. Спосіб дугового зварювання або наплавлення, при якому зварювальну (наплавлювальну) головку переміщують вздовж виробу, піддаваному коливанням, який відрізняється тим, що виріб у формі тіла обертання під зварювальною (наплавлювальною) головкою обертають навколо його повздовжньої осі та піддають коливанням, які здійснюють з імпульсним керуванням їхніми параметрами, зокрема формою і/або амплітудою, і/або частотою, і/або скважністю. 2. Спосіб дугового зварювання або наплавлення виробів за п. 1, який відрізняється тим, що коливання здійснюють вздовж осі обертання. 3. Спосіб дугового зварювання або наплавлення виробів за пп. 1, 2, який відрізняється тим, що коливання виробу не співпадають з віссю обертання. 4. Спосіб дугового зварювання або наплавлення виробів за пп. 1, 2, 3, який відрізняється тим, що зварювання або наплавлення здійснюють багаторядно вздовж осі обертання. 5. Спосіб дугового зварювання або наплавлення виробів за пп. 1, 2, 3, який відрізняється тим, що зварювання або наплавлення здійснюють по спіралі. 4 UA 101999 U 5 UA 101999 U 6 UA 101999 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/00, B23K 9/095
Мітки: дугового, наплавлення, спосіб, зварювання
Код посилання
<a href="https://ua.patents.su/9-101999-sposib-dugovogo-zvaryuvannya-abo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання або наплавлення</a>
Спосіб дугового зварювання і наплавлення плавким електродом у подовжньому магнітному полі
Номер патенту: 70785
Опубліковано: 25.06.2012
Автори: Размишляєв Олександр Денисович, Міронова Марина Володимирівна, Видмиш Павло Олександрович, Ярмонов Станіслав Володимирович
Мітки: плавким, спосіб, наплавлення, подовжньому, зварювання, полі, дугового, магнітному, електродом
Формула / Реферат:
Спосіб дугового зварювання та наплавлення плавким електродом у подовжньому магнітному полі, що включає розміщення джерела подовжнього магнітного поля над зварювальною ванною і дію на рідкий метал зварювальної ванни, який відрізняється тим, що джерело подовжнього магнітного поля розташовують під кутом до осі електрода a=15…30° і на відстані а=10…30 мм від осі електрода та додатково діють на краплю на торці електрода і зварювальну дугу.
Випрямляч для дугового зварювання та наплавлення під флюсом
Номер патенту: 30840
Опубліковано: 11.03.2008
Автори: Драган Станіслав Володимирович, Галь Анатолій Феодосійович, Ярос Олександр Онисимович, Ярос Юрій Олександрович
МПК: B23K 9/18
Мітки: дугового, зварювання, наплавлення, флюсом, випрямляч
Формула / Реферат:
Випрямляч для дугового зварювання і наплавлення під флюсом, що містить силовий трансформатор зі співвісним розташуванням первинної і вторинної обмоток, головний керований випрямний міст, виконаний за подвійною трифазною схемою випрямлення на тиристорах зі зрівняльним реактором, який відрізняється тим, що він оснащений додатковими силовими обмотками, розташованими співвісно первинній обмотці силового трансформатора, і додатковим напівкерованим...
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 43716
Опубліковано: 17.12.2001
Автори: Кассов Валерій Дмитрович, Кадава Віктор Володимирович, Чигарьов Валерій Васильович, Гавриш Павло Анатолійович
Мітки: порошковим, зварювання, дугового, установка, електродом, наплавлення
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, що має джерело живлення, механізм подачі порошкового дроту, струмопідвід, мундштук, пристрій попереднього підігріву дроту, яка відрізняється тим, що вона додатково обладнана охолоджувальним елементом, установленим на вильоті порошкового електрода нижче зони підігріву, причому в охолоджувальному елементі виконано внутрішні канали для подавання вуглекислого газу, з'єднані з...
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 58855
Опубліковано: 15.08.2003
Автори: Чигарьов Валерій Васильович, Воленко Ірина Вікторовна, Кассов Валерій Дмитрович, Літвінов Олександр Павлович
МПК: B23K 9/04
Мітки: дугового, зварювання, установка, електродом, порошковим, наплавлення
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, переважно стрічкою, що має джерело живлення, механізм подачі порошкової стрічки, струмопідвід, мундштук, пристрій попереднього підігріву стрічки, яка відрізняється тим, що вона додатково обладнана роликами бочкоподібної форми, які встановлені на вильоті порошкової стрічки нижче зони підігріву, причому ширина ролика дорівнює:
Спосіб дугового зварювання, наплавлення або паяння електродом, що плавиться, та джерело струму для його здійснення
Номер патенту: 104214
Опубліковано: 10.01.2014
Автори: Максимов Сергій Юрійович, Патон Борис Євгенович, Колєснік Георгій Фомич, Сидорук Володимир Степанович, Кривцун Ігор Віталійович
Мітки: джерело, здійснення, плавиться, наплавлення, спосіб, струму, дугового, паяння, зварювання, електродом
Формула / Реферат:
1. Спосіб дугового зварювання, наплавлення або паяння плавким електродом, що подають у зону дуги з постійною середньозваженою швидкістю, за яким відбувається самоплинна періодична зміна довжини дуги, із саморегулюванням плавлення електрода, який відрізняється тим, що середньозважену щільність струму на електроді підтримують на рівні менше, ніж потрібно при механізованому способі дугового зварювання, процес дугового плавлення електрода...
Попередній патент: Універсальний кріпильний поворотно-похилий вузол
Наступний патент: Швидкорознімне з’єднання співвісних циліндричних деталей
Випадковий патент: Спосіб визначення параметрів нелінійної механічної коливальної системи