Спосіб виробництва кольорових телевізійних приймачів з lcd панеллю
Номер патенту: 29473
Опубліковано: 10.01.2008
Автори: Куліш Віталій Вікторович, Запривода Анатолій Миколайович, Дорофій Сергій Миколайович, Касперов Олексій Петрович, Немчин Данило Олександрович, Савел'єв Михайло Михайлович, Вдовиченко Анатолій Андрійович, Швед Наталія Юріївна, Маляр Анатолій Адамович, Дрюкова Катерина Юріївна
Формула / Реферат
1. Спосіб виробництва кольорових телевізійних приймачів з LCD панеллю, при якому на першому етапі попередньо виготовляють корпус телевізійного приймача, купують і виготовляють комплектуючі для складання вузлів і агрегатів телевізійних приймачів, проводять вхідний контроль покупних і виготовлених комплектуючих із наступним комплектуванням вузлів і агрегатів телевізійних приймачів виготовленими деталями й покупними комплектуючими, на другому етапі проводять складання з комплектуючих корпуса та шасі, на третьому етапі виконують послідовно технологічні операції, згідно з якими проводять установку в корпус телевізійного приймача панелі LCD і установку динаміків, на четвертому етапі виконують технологічні операції по остаточному складанню шасі, на п'ятому етапі виконують послідовно технологічні операції, згідно з якими проводять установку інвертора DC/AC, вимірюють опір ізоляції та регулюють параметри телевізора, на шостому етапі виконують технологічні операції по повному складанню телевізора, на сьомому етапі виконують послідовно технологічні операції, згідно з якими проводять прогін телевізора й перевірку параметрів телевізора після його прогону, на завершальному восьмому етапі виконують послідовно технологічні операції, згідно з якими виконують контрольні операції, перевіряють комплектність, перевіряють параметри телевізора й проводять пакування готового виробу, при цьому на першому етапі виконують технологічні операції по виготовленню пластмасових деталей, металевих кронштейнів і панелей, друкованих плат, причому корпус телевізійного приймача виготовляють шляхом виливання в металевій прес-формі, для виготовлення друкованих плат використовують заготівки зі склотекстоліту й/або фольгованого гетинаксу, а після виготовлення друкованих плат виконують технологічні операції по монтажу вузлів телевізора на зазначених друкованих платах, який відрізняється тим, що на п'ятому етапі виробництва кольорових телевізійних приймачів з LCD панеллю після виконання технологічних операцій по регулюванню параметрів телевізора виконують технологічні операції по контролю параметрів на низьких частотах, на сьомому етапі після виконання технологічних операцій по перевірці параметрів телевізора виконують послідовно технологічні операції, які полягають у тому, що проводять перевірку працездатності телевізора і якості зображення за допомогою генератора тестових телевізійних сигналів, а також ефірних сигналів телетексту, проводять автоматизовану перевірку можливості відтворення зовнішніх сигналів від інших джерел шляхом комутації телевізійних і звукових сигналів, перед початком восьмого етапу виконують технологічну операцію по автоматизованому оперативному обліку виробленої продукції за допомогою ПЕОМ зі спеціально розробленою програмою із збереженням у базі даних, на восьмому етапі перед проведенням технологічних операцій по пакуванню готового виробу виконують технологічну операцію по автоматизованому оперативному обліку телевізійних приймачів, які передаються на зберігання й реалізацію, із збереженням бази даних у ПЕОМ.
2. Спосіб за п. 1, який відрізняється тим, що комплектуючі вироби та складальні одиниці, що закуповуються, перевіряються на відповідність їх характеристик для забезпечення параметрів безпеки телевізора при вхідному контролі та операційному контролі при виробництві.
3. Спосіб за п. 1, який відрізняється тим, що для виготовлення пластмасових деталей використовують полістирол товщиною від 1,5 до 2,5 мм.
4. Спосіб за п. 1 і п. 3, який відрізняється тим, що виготовлення пластмасових деталей з полістиролу виконують методом пресування з підпресуванням стиснутим азотом при строго певній температурі й надлишковому тиску.
5. Спосіб за п. 1, який відрізняється тим, що для виготовлення металевих деталей використовують оцинкований метал товщиною від 0,3 до 3,0 мм.
6. Спосіб за п. 1 і п. 5, який відрізняється тим, що металеві деталі з оцинкованого металу виготовляють методом штампування із зміною профілю для збільшення жорсткості.
7. Спосіб за п. 1 і п. 6, який відрізняється тим, що зміну профілю на металевих деталях для збільшення жорсткості виконують як по всій деталі, так і в певних місцях, визначених конструктивними особливостями деталі.
8. Спосіб за п. 1, який відрізняється тим, що виготовлення друкованих плат виконують на автоматичних лініях.
9. Спосіб за п. 1, який відрізняється тим, що паяння вузлів на монтажних платах при монтажі вузлів проводять у середовищі азоту з використанням автоматичних ліній.
10. Спосіб за п. 1, який відрізняється тим, що технологічна операція по контролю параметрів по низькій частоті проводиться за допомогою спеціального комутатора сигналів, який забезпечує перевірку вхідних і вихідних сигналів за одне підключення рознімів.
11. Спосіб за п. 1, який відрізняється тим, що прогін телевізора проводиться протягом від 2 до 3 годин циклічної безперервної роботи.
12. Спосіб за п. 1 і п. 11, який відрізняється тим, що при виконанні технологічної операції по прогону телевізора випробовують всі вузли телевізора, використовуючи перехідні процеси при комутації живлення.
13. Спосіб за п. 1, який відрізняється тим, що на сьомому етапі перевірку працездатності телевізора і якості зображення за допомогою тестових телевізійних сигналів, а також ефірних сигналів телетексту проводять безпосередньо на конвеєрній лінії.
14. Спосіб за п. 1, який відрізняється тим, що при виконанні на восьмому етапі контрольної операції паралельно проводять операції по маркуванню деталей і вузлів телевізора й огляду зовнішнього вигляду телевізора на наявність зовнішніх ушкоджень корпуса та LCD панелі.
Текст
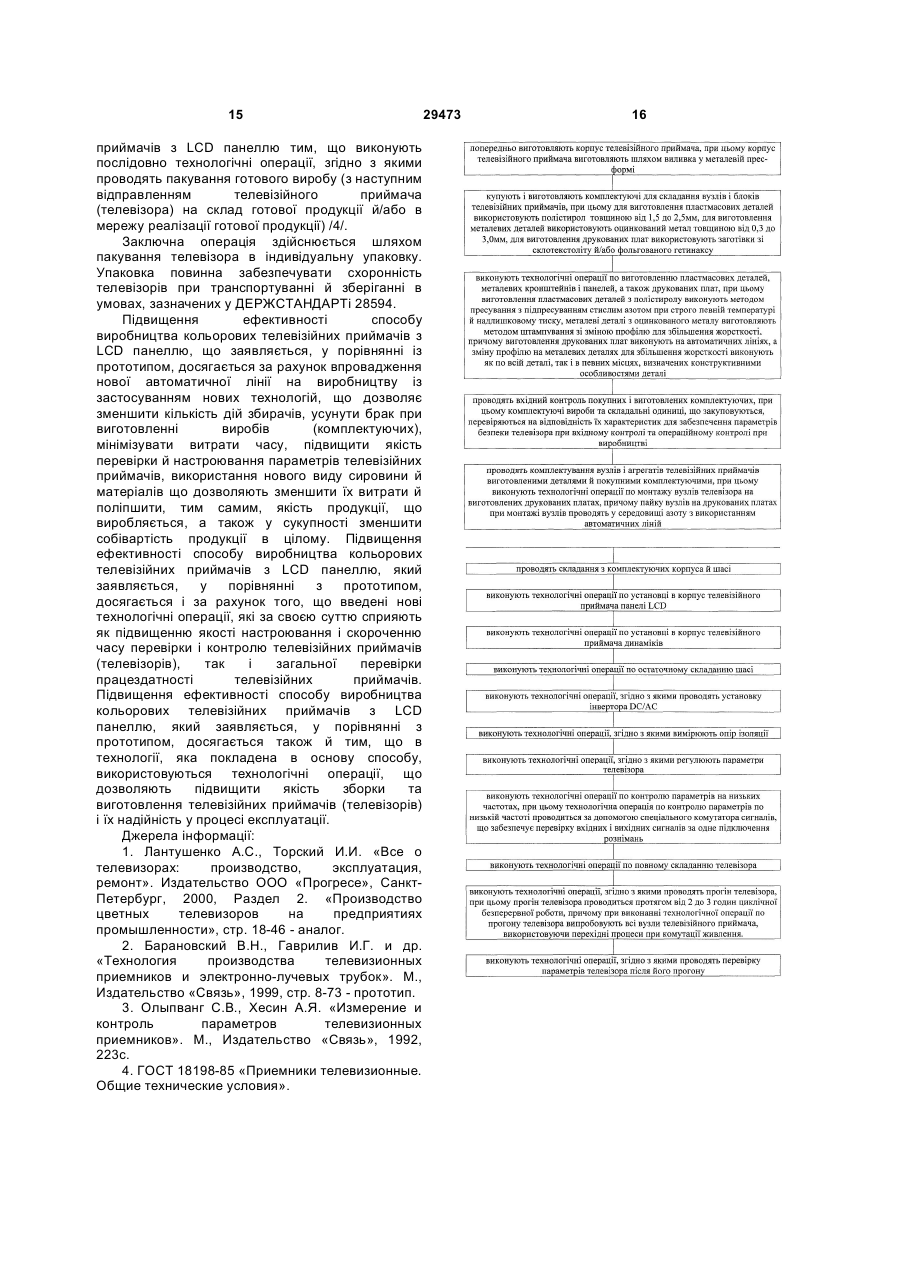
1. Спосіб виробництва кольорових телевізійних приймачів з LCD панеллю, при якому на першому етапі попередньо виготовляють корпус телевізійного приймача, купують і виготовляють комплектуючі для складання вузлів і агрегатів телевізійних приймачів, проводять вхідний контроль покупних і виготовлених комплектуючих із наступним комплектуванням вузлів і агрегатів телевізійних приймачів виготовленими деталями й покупними комплектуючими, на другому етапі проводять складання з комплектуючих корпуса та шасі, на третьому етапі виконують послідовно технологічні операції, згідно з якими проводять установку в корпус телевізійного приймача панелі LCD і установку динаміків, на четвертому етапі виконують технологічні операції по остаточному складанню шасі, на п'ятому етапі виконують послідовно технологічні операції, згідно з якими проводять установку інвертора DC/AC, вимірюють опір ізоляції та регулюють параметри телевізора, на шостому етапі виконують технологічні операції по повному складанню телевізора, на сьомому етапі виконують послідовно технологічні операції, згідно з якими проводять прогін телевізора й перевірку параметрів телевізора після його прогону, на завершальному восьмому етапі виконують послідовно технологічні операції, згідно з якими виконують контрольні операції, перевіряють комплектність, перевіряють параметри телевізора й проводять пакування 2 (19) 1 3 29473 4 використовують полістирол товщиною від 1,5 до 2,5 мм. 4. Спосіб за п. 1 і п. 3, який відрізняється тим, що виготовлення пластмасових деталей з полістиролу виконують методом пресування з підпресуванням стиснутим азотом при строго певній температурі й надлишковому тиску. 5. Спосіб за п. 1, який відрізняється тим, що для виготовлення металевих деталей використовують оцинкований метал товщиною від 0,3 до 3,0 мм. 6. Спосіб за п. 1 і п. 5, який відрізняється тим, що металеві деталі з оцинкованого металу виготовляють методом штампування із зміною профілю для збільшення жорсткості. 7. Спосіб за п. 1 і п. 6, який відрізняється тим, що зміну профілю на металевих деталях для збільшення жорсткості виконують як по всій деталі, так і в певних місцях, визначених конструктивними особливостями деталі. 8. Спосіб за п. 1, який відрізняється тим, що виготовлення друкованих плат виконують на автоматичних лініях. 9. Спосіб за п. 1, який відрізняється тим, що паяння вузлів на монтажних платах при монтажі вузлів проводять у середовищі азоту з використанням автоматичних ліній. 10. Спосіб за п. 1, який відрізняється тим, що технологічна операція по контролю параметрів по низькій частоті проводиться за допомогою спеціального комутатора сигналів, який забезпечує перевірку вхідних і вихідних сигналів за одне підключення рознімів. 11. Спосіб за п. 1, який відрізняється тим, що прогін телевізора проводиться протягом від 2 до 3 годин циклічної безперервної роботи. 12. Спосіб за п. 1 і п. 11, який відрізняється тим, що при виконанні технологічної операції по прогону телевізора випробовують всі вузли телевізора, використовуючи перехідні процеси при комутації живлення. 13. Спосіб за п. 1, який відрізняється тим, що на сьомому етапі перевірку працездатності телевізора і якості зображення за допомогою тестових телевізійних сигналів, а також ефірних сигналів телетексту проводять безпосередньо на конвеєрній лінії. 14. Спосіб за п. 1, який відрізняється тим, що при виконанні на восьмому етапі контрольної операції паралельно проводять операції по маркуванню деталей і вузлів телевізора й огляду зовнішнього вигляду телевізора на наявність зовнішніх ушкоджень корпуса та LCD панелі. Корисна модель відноситься до галузі телебачення, зокрема, до способів виготовлення кольорових телевізійних приймачів, а саме, до способів виробництва кольорових телевізійних приймачів з LCD панеллю. Відомий спосіб виробництва кольорових телевізійних приймачів, який полягає в тому, що послідовно виконують технологічні операції, згідно з якими підготовляють корпус телевізійного приймача й комплектуючі для складання вузлів і агрегатів телевізійних приймачів, проводять вхідний контроль комплектуючих з наступним комплектуванням вузлів і агрегатів телевізійних приймачів зазначеними комплектуючими, виконують технологічні операції по монтажу вузлів телевізора на друкованих платах, проводять складання з комплектуючих корпуса та шасі, виконують технологічні операції по установці в корпус кінескопу й закріплення динаміків, виконують технологічні операції по остаточному складанню шасі, регулюють параметри телевізора, виконують технологічні операції по повному складанню телевізора, виконують послідовно технологічні операції, згідно з якими проводять прогін телевізора й перевірку параметрів телевізора після його прогону, виконують контрольні операції, перевіряють комплектність телевізора, перевіряють параметри телевізора й проводять пакування готового виробу, при цьому прогін телевізора виконують протягом 24 годин його безперервної роботи [1]. До недоліків відомого способу відноситься те, що існуючі контрольні операції, операції технологічного процесу по регулюванню параметрів телевізійних приймачів, перевірці їхніх параметрів, не дозволяють у повному обсязі забезпечити якість виготовлення телевізійних приймачів, якості зображення й збільшення строку експлуатації телевізора. Також існуючі операції технологічного процесу по виробництву кольорових телевізійних приймачів не дозволяють досягти зменшення витрати сировини, усунення браку при виготовленні виробів (комплектуючих), підвищення якості виготовлених виробів і складових частин, підвищення якості перевірки й настроювання параметрів телевізійних приймачів, а також загальної перевірки працездатності телевізійних приймачів, і не дозволяють максимально автоматизувати виробничий процес, що в сукупності не дає можливості зменшити собівартість продукції в цілому. Всі зазначені недоліки не сприяють поліпшенню якості виробництва телевізійних приймачів, якості зображення й строку експлуатації телевізійних приймачів. Найбільш близьким технічним рішенням, як по суті, так і по результату, що досягається, яке обрано за прототип (найближчий аналог), є спосіб виробництва кольорових телевізійних приймачів з LCD панеллю, при якому на першому етапі попередньо виготовляють корпус телевізійного приймача, купують і виготовляють комплектуючі для складання вузлів і агрегатів телевізійних приймачів, проводять вхідний контроль покупних і виготовлених комплектуючих із наступним комплектуванням вузлів і агрегатів телевізійних приймачів виготовленими деталями й покупними комплектуючими, на другому етапі проводять складання з комплектуючих корпуса та шасі, на третьому етапі виконують послідовно технологічні 5 операції, згідно з якими проводять установку в корпус телевізійного приймача панелі LCD і установку динаміків, на четвертому етапі виконують технологічні операції по остаточному складанню шасі, на п'ятому етапі виконують послідовно технологічні операції, згідно з якими проводять установку інвертора DC/AC, вимірюють опір ізоляції та регулюють параметри телевізора, на шостому етапі виконують технологічні операції по повному складанню телевізора, на сьомому етапі виконують послідовно технологічні операції, згідно з якими проводять прогін телевізора й перевірку параметрів телевізора після його прогону, на завершальному восьмому етапі виконують послідовно технологічні операції, згідно з якими виконують контрольні операції, перевіряють комплектність, перевіряють параметри телевізора й проводять пакування готового виробу, при цьому на першому етапі виконують технологічні операції по виготовленню пластмасових деталей, металевих кронштейнів і панелей, друкованих плат, причому корпус телевізійного приймача виготовляють шляхом виливка в металевій прес-формі, для виготовлення друкованих плат використовують заготівки зі склотекстоліту й/або фольгованого гетинаксу, а після виготовлення друкованих плат виконують технологічні операції по монтажу вузлів телевізора на зазначених друкованих платах [2]. До недоліків відомого способу, який обрано за прототип (найближчий аналог), відноситься те, що: використання полікарбонату для виготовлення пластмасових деталей методом лиття під тиском погіршувало якість і приводило до недовговічності пластмасових виробів, а також збільшувало витрату сировини, що, у свою чергу, збільшувало собівартість продукції в цілому; - використання металу без покриття для виготовлення металевих кронштейнів шасі, панелей методом штампування збільшувало витрату металу й вимагало додаткового нанесення антикорозійного покриття (гальванічних операцій); - використання звичайної технології пайки радіодеталей на друкованих платах збільшує витрату припою, приводить до підвищення кількості бракованих виробів за рахунок неякісного пропаювання деталей. До недоліків відомого способу, що обраний за прототип, відноситься й те, що існуючі операції технологічного процесу по регулюванню параметрів телевізійних приймачів, перевірка їхніх параметрів, контрольні операції не дозволяють у повному обсязі забезпечити: - контроль можливості декодування й відтворення телевізійним приймачем сигналів телетексту, перевірити здатність телевізійного приймача синхронізувати таймер по сигналах точного часу; - контроль параметрів телевізійних приймачів по низькій частоті за одне підключення рознімань; - автоматизувати процес виміру параметрів телевізійних приймачів, зокрема, балансу сигналів кольоровості з виділенням колірних піднесучих, а також не дозволяє повністю усунути всі недоліки, 29473 6 які властиві вимірам з аналоговою обробкою досліджуваного сигналу, що не забезпечує необхідної точності вимірів параметрів сигналів, а також не охоплює вимірами всього набору нормованих параметрів телевізійного тракту й не забезпечує повноти та наочності результатів вимірів; - відсутня можливість автоматизованого об'єктивного обліку вироблених, переданих на зберігання й реалізацію телевізійних приймачів із збереженням у базі даних виготовлених виробів, їхніх основних складових і версії програмного забезпечення. До недоліків відомого способу, що обраний за прототип, відноситься також й те, що існуючі операції технологічного процесу по виробництву кольорових телевізійних приймачів не дозволяють досягти зменшення витрати сировини, усунення браку при виготовленні виробів (комплектуючих), підвищення якості виготовлених виробів і складових частин, підвищення якості перевірки й настроювання параметрів телевізійних приймачів, загальної перевірки працездатності телевізійних приймачів, а також максимально автоматизувати виробничий процес, що в сукупності дозволить зменшити собівартість продукції у цілому. Всі зазначені недоліки не сприяють поліпшенню якості виробництва телевізійних приймачів, якості зображення й строку експлуатації телевізійних приймачів. В основу корисної моделі покладена задача шляхом введення в технологічний процес виробництва кольорових телевізійних приймачів з LCD панеллю нових технологічних операцій забезпечити підвищення технічних характеристик телевізійних приймачів, в основному, якості виробництва телевізійних приймачів, якості зображення й строку експлуатації телевізійних приймачів. Суть корисної моделі в способі виробництва кольорових телевізійних приймачів з LCD панеллю, при якому на першому етапі попередньо виготовляють корпус телевізійного приймача, купують і виготовляють комплектуючі для складання вузлів і агрегатів телевізійних приймачів, проводять вхідний контроль покупних і виготовлених комплектуючих із наступним комплектуванням вузлів і агрегатів телевізійних приймачів виготовленими деталями й покупними комплектуючими, на другому етапі проводять складання з комплектуючих корпуса та шасі, на третьому етапі виконують послідовно технологічні операції, згідно з якими проводять установку в корпус телевізійного приймача панелі LCD і установку динаміків, на четвертому етапі виконують технологічні операції по остаточному складанню шасі, на п'ятому етапі виконують послідовно технологічні операції, згідно з якими проводять установку інвертора DC/AC, вимірюють опір ізоляції та регулюють параметри телевізора, на шостому етапі виконують технологічні операції по повному складанню телевізора, на сьомому етапі виконують послідовно технологічні операції, згідно з якими проводять прогін телевізора й перевірку параметрів телевізора після його 7 прогону, на завершальному восьмому етапі виконують послідовно технологічні операції, згідно з якими виконують контрольні операції, перевіряють комплектність, перевіряють параметри телевізора й проводять пакування готового виробу, при цьому на першому етапі виконують технологічні операції по виготовленню пластмасових деталей, металевих кронштейнів і панелей, друкованих плат, причому корпус телевізійного приймача виготовляють шляхом виливка в металевій прес-формі, для виготовлення друкованих плат використовують заготівки зі склотекстоліту й/або фольгованого гетинаксу, а після виготовлення друкованих плат виконують технологічні операції по монтажу вузлів телевізора на зазначених друкованих платах, полягає в тому, що на п'ятому етапі виробництва кольорових телевізійних приймачів з LCD панеллю після виконання технологічних операцій по регулюванню параметрів телевізора виконують технологічні операції по контролю параметрів на низьких частотах, на сьомому етапі після виконання технологічних операцій по перевірці параметрів телевізора виконують послідовно технологічні операції, які полягають у тому, що проводять перевірку працездатності телевізора і якості зображення за допомогою генератора тестових телевізійних сигналів, а також ефірних сигналів телетексту, проводять автоматизовану перевірку можливості відтворення зовнішніх сигналів від інших джерел шляхом комутації телевізійних і звукових сигналів, перед початком восьмого етапу виконують технологічну операцію по автоматизованому оперативному обліку виробленої продукції за допомогою ПЕОМ зі спеціально розробленою програмою із збереженням у базі даних, на восьмому етапі перед проведенням технологічних операцій по пакуванню готового виробу виконують технологічну операцію по автоматизованому оперативному обліку телевізійних приймачів, які передаються на зберігання й реалізацію, із збереженням бази даних у ПЕОМ. Суть корисної моделі полягає і в тому, що комплектуючі вироби та складальні одиниці, що закуповуються, перевіряються на відповідність їх характеристик для забезпечення параметрів безпеки телевізора при вхідному контролі та операційному контролі при виробництві, для виготовлення пластмасових деталей використовують полістирол товщиною від 1,5 до 2,5мм, виготовлення пластмасових деталей з полістиролу виконують методом пресування з підпресуванням стислим азотом при строго певній температурі й надлишковому тиску, для виготовлення металевих деталей використовують оцинкований метал товщиною від 0,3 до 3,0мм, металеві деталі з оцинкованого металу виготовляють методом штампування із зміною профілю для збільшення жорсткості, зміну профілю на металевих деталях для збільшення жорсткості виконують як по всій деталі, так і в певних місцях, визначених конструктивними особливостями деталі, виготовлення друкованих плат виконують на автоматичних лініях, пайку вузлів на монтажних платах при монтажі вузлів 29473 8 проводять у середовищі азоту з використанням автоматичних ліній. Суть корисної моделі полягає також і в тому, що технологічна операція по контролю параметрів по низькій частоті проводиться за допомогою спеціального комутатора сигналів, який забезпечує перевірку вхідних і вихідних сигналів за одне підключення рознімань, прогін телевізора проводиться протягом від 2 до 3 годин циклічної безперервної роботи, при виконанні технологічної операції по прогону телевізора випробовують всі вузли телевізора, використовуючи перехідні процеси при комутації живлення, на сьомому етапі перевірку працездатності телевізора і якості зображення за допомогою тестових телевізійних сигналів, а також ефірних сигналів телетексту проводять безпосередньо на конвеєрній лінії, а при виконанні на восьмому етапі контрольної операції паралельно проводять операції по маркуванню деталей і вузлів телевізора й огляду зовнішнього вигляду телевізора на наявність зовнішніх ушкоджень корпуса та LCD панелі. Порівняльний аналіз технічного рішення з прототипом, дозволяє зробити висновок, що спосіб виробництва кольорових телевізійних приймачів з LCD панеллю, який заявляється, відрізняється тим, що на п'ятому етапі виробництва кольорових телевізійних приймачів з LCD панеллю після виконання технологічних операцій по регулюванню параметрів телевізора виконують технологічні операції по контролю параметрів на низьких частотах, на сьомому етапі після виконання технологічних операцій по перевірці параметрів телевізора виконують послідовно технологічні операції, які полягають у тому, що проводять перевірку працездатності телевізора і якості зображення за допомогою генератора тестових телевізійних сигналів, а також ефірних сигналів телетексту, проводять автоматизовану перевірку можливості відтворення зовнішніх сигналів від інших джерел шляхом комутації телевізійних і звукових сигналів, перед початком восьмого етапу виконують технологічну операцію по автоматизованому оперативному обліку виробленої продукції за допомогою ПЕОМ зі спеціально розробленою програмою із збереженням у базі даних, на восьмому етапі перед проведенням технологічних операцій по пакуванню готового виробу виконують технологічну операцію по автоматизованому оперативному обліку телевізійних приймачів, які передаються на зберігання й реалізацію, із збереженням бази даних у ПЕОМ, при цьому комплектуючі вироби та складальні одиниці, що закуповуються, перевіряються на відповідність їх характеристик для забезпечення параметрів безпеки телевізора при вхідному контролі та операційному контролі при виробництві, для виготовлення пластмасових деталей використовують полістирол товщиною від 1,5 до 2,5мм, виготовлення пластмасових деталей з полістиролу виконують методом пресування з підпресуванням стислим азотом при строго певній температурі й надлишковому тиску, для виготовлення металевих деталей використовують 9 оцинкований метал товщиною від 0,3 до 3,0мм, металеві деталі з оцинкованого металу виготовляють методом штампування із зміною профілю для збільшення жорсткості, зміну профілю на металевих деталях для збільшення жорсткості виконують як по всій деталі, так і в певних місцях, визначених конструктивними особливостями деталі, виготовлення друкованих плат виконують на автоматичних лініях, пайку вузлів на монтажних платах при монтажі вузлів проводять у середовищі азоту з використанням автоматичних ліній, причому технологічна операція по контролю параметрів по низькій частоті проводиться за допомогою спеціального комутатора сигналів, який забезпечує перевірку вхідних і вихідних сигналів за одне підключення рознімань, прогін телевізора проводиться протягом від 2 до 3 годин циклічної безперервної роботи, при виконанні технологічної операції по прогону телевізора випробовують всі вузли телевізора, використовуючи перехідні процеси при комутації живлення, на сьомому етапі перевірку працездатності телевізора і якості зображення за допомогою тестових телевізійних сигналів, а також ефірних сигналів телетексту проводять безпосередньо на конвеєрній лінії, а при виконанні на восьмому етапі контрольної операції паралельно проводять операції по маркуванню деталей і вузлів телевізора й огляду зовнішнього вигляду телевізора на наявність зовнішніх ушкоджень корпуса та LCD панелі. Таким чином, спосіб виробництва кольорових телевізійних приймачів з LCD панеллю, який заявляється, відповідає критерію корисної моделі «новизна». Суть корисної моделі пояснюється за допомогою ілюстрацій, де на фіг.1 показана схема послідовного виконання технологічних операцій, покладених в основу способу виробництва кольорових телевізійних приймачів з LCD панеллю, який заявляється. В загальному вигляді під час виробництва кольорових телевізійних приймачів з LCD панеллю на державному підприємстві «Новатор» використовуються визначальні етапи виробництва: виготовлення деталей, складання, регулювання, випробування, приймання готового виробу та пакування. Залежно від умов збуту та забезпечення, що визначає ринок, ДП «Новатор» виготовляє різні моделі телевізора, які відрізняються розмірами екрану, наявністю додаткових функцій в системі управління та відображення інформації. Спосіб виробництва кольорових телевізійних приймачів з LCD панеллю використовується на ДП «Новатор» і містить декілька етапів, наприклад, вісім (як варіант теоретичного конструктивного розподілу на етапи технологічного процесу виробництва кольорових телевізійних приймачів (телевізорів) з LCD панеллю). Кольорові телевізійні приймачі з LCD панеллю випускаються на ДП «Новатор» за технічними умовами «Телевізори кольорового зображення ТУ У 32.322987900-018-2003» та комплекту КД згідно специфікації. Всі параметри і характеристики, що 29473 10 атестуються, визначаються технічними умовами ТУ У 32.3-22987900-018-2003. На ДП «Новатор» ведеться виготовлення телевізорів NOVATOR з кінескопами за розмірами по діагоналі 37-84см, а також на основі рідкокристалічної панелі різних типорозмірів, які визначаються габаритами екрану. Підприємство використовує два способи виготовлення телевізорів: складання виробів із покупних вузлів та використання повного циклу виготовлення деталей та вузлів і послідуючого їх складання. Технічні можливості виробництва забезпечують контроль параметрів телевізорів, що визначають їх безпеку при експлуатації та виробництві, електромагнітну сумісність, дієздатність при зміні напруги живлення від 170 до 272В. Система виробництва забезпечує контроль параметрів на відповідність вимогам нормативних документів, а також комплектності, зовнішньому вигляду, маркуванню, пакуванню, ергономіки конструкції та органів управління. Пакування телевізорів забезпечує безпечні умови транспортування, зберігання та експлуатації. Згідно зі схемою, представленою на фіг.1, суть способу виробництва кольорових телевізійних приймачів з LCD панеллю, який заявляється, пояснюється за допомогою послідовного виконання технологічних операцій, покладених в основу зазначеного способу (що реалізований на державному підприємстві «Новатор»). Попередньо (на першому етапі) виготовляють корпус телевізійного приймача, при цьому корпус телевізійного приймача виготовляють шляхом виливка в металевій прес-формі. Далі (або одночасно із вищевказаною технологічною операцією - на першому етапі) купують і виготовляють комплектуючі для складання вузлів і агрегатів телевізійних приймачів, при цьому для виготовлення пластмасових деталей товщиною від 1,5 до 2,5мм використовують полістирол, для виготовлення металевих деталей використовують оцинкований метал товщиною від 0,3 до 3,0мм, для виготовлення друкованих плат використовують заготівки зі склотекстоліту й/або фольгованого гетинаксу. При заміні неопрацьованого металу на оцинкований металевий лист виключається коштовна технологічна операція по нанесенню антикорозійного покриття (гальванічним методом), при цьому також зменшується витрата металу, що приводить до зниження вартості виготовлених металевих деталей шасі телевізора. Сировина, матеріали, покупні вироби, застосовувані при виготовленні телевізорів, повинні відповідати діючим нормативним документам, а їхня якість повинна підтверджуватися документально. Разом з покупкою комплектуючих виконують технологічні операції по виготовленню пластмасових деталей, металевих кронштейнів і панелей, а також друкованих плат. При цьому виготовлення пластмасових деталей з полістиролу виконують методом пресування з підпресуванням стислим азотом при строго певній температурі й надлишковому тиску, а металеві деталі з оцинкованого металу виготовляють методом штампування із зміною профілю для збільшення 11 жорсткості. Причому зміну профілю на металевих деталях для збільшення жорсткості виконують як по всій деталі, так і в певних місцях, що визначені конструктивними особливостями деталі. Виготовлення друкованих плат технологічно виконують на автоматичних лініях. Використання полістиролу (замість полікарбонату й АБС суміші) у технології виготовлення комплектуючих при виготовленні пластмасових виробів шляхом пресування з підпресуванням стислим азотом зменшує витрати сировини й поліпшує якість пластмасових виробів, які потім установлюють у телевізор. Після цього проводять вхідний контроль покупних і виготовлених комплектуючих, при цьому комплектуючі вироби та складальні одиниці, що закуповуються, перевіряються на відповідність їх характеристик для забезпечення параметрів безпеки телевізора при вхідному контролі та операційному контролі при виробництві. По завершенню вхідного контролю покупних і виготовлених комплектуючих проводять комплектування вузлів і агрегатів телевізійних приймачів виготовленими деталями й покупними комплектуючими, при цьому виконують технологічні операції по монтажу вузлів телевізора на виготовлених друкованих платах, причому пайку вузлів на друкованих платах при монтажі вузлів проводять у середовищі азоту із використанням автоматичних ліній і, як варіант конструктивного виконання, із використанням автоматизованих робочих місць. Застосування нової технології пайки зменшує кількість бракованих виробів через непропаювання, виключає окислювання, зменшує витрати припою, що в сумарному ефекті приводить до зниження вартості виготовлених вузлів телевізора (закінчують перший етап і переходять до другого етапу). Далі (на другому етапі) проводять складання корпуса й шасі з комплектуючих (закінчують другий етап і переходять до третього етапу). Починають третій етап технологічного процесу по виробництву кольорових телевізійних приймачів з LCD панеллю тим, що виконують комплекс технологічних операцій по установці в корпус телевізійного приймача панелі LCD. Далі на третьому етапі виконують технологічні операції по установці в корпус телевізійного приймача динаміків (закінчують третій етап і переходять до четвертого етапу). На четвертому етапі виробництва кольорових телевізійних приймачів з LCD панеллю виконують технологічні операції по остаточному складанню шасі телевізійного приймача (телевізора). Після цього переходять до п'ятого етапу, на якому виконують послідовно технологічні операції, згідно з якими проводять установку інвертора DC/AC та вимірюють опір ізоляції. При цьому параметри ізоляції, що перевіряються, повинні знаходитись в межах: - опір ізоляції - ≥2МОм; - міцність ізоляції - ≥4240В. Регулювання параметрів здійснюється з використанням стандартних приладів (генератори 29473 12 TR-0668/K125, спеціалізовані генератори випробувальних сигналів Г4-176, вольтметр В3-57, мікроскоп МБП-2, фотометр ЯФЦ-1). Також на п'ятому етапі виконують технологічні операції по контролю параметрів на низьких частотах, при цьому технологічна операція по контролю параметрів телевізійного приймача (телевізора) по низькій частоті проводиться за допомогою спеціального комутатора сигналів, що забезпечує перевірку вхідних і вихідних сигналів за одне підключення рознімань. У даній (вищезазначеній) технологічній операції всі необхідні комутації здійснюються через дистанційний пульт керування з мінімальними витратами часу. Операція зменшує кількість дій збирачів по з'єднанню й роз'єднанню, і дозволяє підвищити якість перевірки відрегульованих параметрів телевізійного приймача (телевізора). По завершенню робіт з контролю параметрів телевізійного приймача (телевізора) на низьких частотах, виконують технологічні операції по повному складанню зазначеного телевізора (шостий етап). Продовжують технологічний процес по виробництву кольорових телевізійних приймачів з LCD панеллю тим, що виконують технологічні операції (починають сьомий етап), згідно з якими проводять прогін телевізора, при цьому прогін телевізора проводиться протягом від 2 до 3 годин циклічної безперервної роботи, причому при виконанні технологічної операції по прогону телевізора випробовують всі вузли телевізора, використовуючи перехідні процеси при комутації живлення. Далі виконують технологічні операції, згідно з якими проводять перевірку параметрів телевізійного приймача (телевізора) після його прогону. Після цього проводять перевірку працездатності телевізора і якості зображення за допомогою генератора тестових телевізійних сигналів, а також ефірних сигналів телетексту, при цьому перевірку працездатності телевізійного приймача (телевізора) і якості зображення за допомогою існуючих ефірних сигналів проводять безпосередньо на конвеєрній лінії. Операція дозволяє забезпечити контроль можливості декодування й відтворення телевізором сигналів телетексту, а також здатності телевізора синхронізувати таймер по сигналах точного часу у складі телетексту. По завершенню технологічної операції по перевірці працездатності телевізора і якості зображення, проводять автоматизовану перевірку можливості відтворення зовнішніх сигналів від інших джерел шляхом комутації телевізійних і звукових сигналів. Операція технологічно містить у собі комутацію вимірювальних телевізійних і звукових сигналів, фіксацію постійного рівня телевізійного сигналу, частотну фільтрацію телевізійних сигналів із формуванням сигналу яскравості, балансу сигналу кольоровості з виділенням колірних піднесучих, запам'ятовування рівня телевізійного сигналу у вигляді фіксації 13 миттєвих значень, аналого-цифрове перетворення телевізійних і звукових сигналів з фіксацією за часом і квантуванням за рівнем, проміжне запам'ятовування цифрових значень, обчислення параметрів по вибірці миттєвих значень і інші перевірки. Реалізація зазначеної технологічної операції базується на спільному використанні пристрою введення в ПЕОМ, аналого-цифрового перетворювача ТВ і РВ-сигналів, ПЕОМ і тестових програм. Введення (у технологічний процес по виробництву кольорових телевізійних приймачів з LCD панеллю) технологічної операції по автоматизованій перевірці параметрів сигналів телевізійного віщання забезпечує швидкодію вимірів до одержання результатів у реальному масштабі часу, високу точність вимірів, розширення номенклатури вимірюваних параметрів і можливість подальшого розширення цієї номенклатури шляхом нарощування тестових програм, наочності відображуваних параметрів, які заміряться, із можливістю їхньої індикації на екрані дисплея, аж до відновлення аналогової форми вимірюваного сигналу, що в підсумку дозволяє поліпшити якість перевірки працездатності кольорових телевізійних приймачів з LCD панеллю, і спрогнозувати можливі відмови в процесі їхньої експлуатації. При цьому перевірку працездатності телевізора і якості зображення за допомогою тестових телевізійних сигналів, а також ефірних сигналів телетексту проводять безпосередньо на конвеєрній лінії. Закінчують сьомий етап тим, що виконують технологічну операцію по автоматизованому оперативному обліку виробленої продукції за допомогою ПЕОМ зі спеціально розробленою програмою із збереженням у базі даних. Дана технологічна операція надасть можливість зафіксувати й запам'ятати в базі даних підприємства-виготовлювача облік состава й рух процесу виготовлення кольорових телевізійних приймачів з LCD панеллю. Це дає можливість при подальшій експлуатації швидко виконувати гарантійне обслуговування згаданих кольорових телевізійних приймачів з LCD панеллю. Восьмий етап технологічного процесу по виробництву кольорових телевізійних приймачів з LCD панеллю починають тим, що виконують технологічні операції, згідно з якими виконують контрольні операції (проводять перевірку телевізорів на відповідність вимогам ТУ В 32.22987900-018-2003 в об'ємі приймальноздавальних випробувань), при цьому паралельно проводять операції по маркуванню деталей і вузлів телевізора (за ДСТ 12.2.006) і огляду зовнішнього вигляду телевізійного приймача (телевізора) на наявність зовнішніх ушкоджень корпуса та LCD панелі. Корпус, передня панель, перемикачі та інші деталі зовнішньої поверхні телевізорів не повинні мати дефектів, що псують зовнішній вигляд телевізорів (колірних порушень, вм'ятин, слідів корозії, подряпин, тріщин і інших механічних ушкоджень). Задній кожух повинен бути надійно прикріплений до корпуса. На телевізорах повинні бути нанесені умовні функціональні позначення (символи), що 29473 14 пояснюють призначення органів керування відповідно до ДЕРЖСТАНДАРТУ 25874 і ДЕРЖСТАНДАРТу 23090. Органи керування телевізорів і пульта дистанційного керування повинні бути надійно закріплені і мати легкий плавний хід без заїдань і перекосів. Вхідні й вихідні параметри повинні відповідати вимогам ДЕРЖСТАНДАРТу 24838. Зовнішні з'єднувачі повинні відповідати вимогам ДЕРЖСТАНДАРТу 23784 і ДЕРЖСТАНДАРТу 9042. Мережний шнур, призначений для підключення телевізорів до мережі змінного струму, повинен відповідати вимогам ДЕРЖСТАНДАРТу 7399 і ДЕРЖСТАНДАРТу 12.2.006. Місце й спосіб нанесення маркування повинні відповідати конструкторській документації на телевізор. Технічні вимоги до маркування й методи контролю якості маркування повинні відповідати ДЕРЖСТАНДАРТу 26828. Маркування виконують будь-яким способом, що забезпечує її чіткість протягом усього строку експлуатації. На зазначеному восьмому етапі технологічного процесу по виробництву кольорових телевізійних приймачів з LCD панеллю послідовно виконують технологічні операції, згідно з якими перевіряють комплектність і перевіряють параметри телевізора /3/. Випробування мають підтвердити відповідність телевізора вимогам, що передбаченні обов'язковою сертифікацією: - вимоги ГОСТ 12.2.006-87; - вимоги ГОСТ 22505-83, ГОСТ 23511-79 з електромагнітної сумісності; вимоги ГОСТ 28002-88 дія електростатичних розрядів. Випробування телевізора на відповідність обов'язковим вимогам, що визначені нормативними документами при обов'язковій сертифікації, проводять перевіркою параметрів, що контролюються, при виготовленні телевізора та у випробувальних лабораторіях, які атестовані на право проведення таких випробувань /3/. Також на восьмому етапі виконують технологічну операцію по автоматизованому оперативному обліку телевізійних приймачів (телевізорів), які передаються на зберігання та реалізацію, із збереженням бази даних у ПЕОМ. Ця технологічна операція реалізується із застосуванням ПЕОМ, у яку введена спеціально розроблена програма, що управляється СУБД InterBace. Операція дозволяє фіксувати із збереженням у базі даних підприємствавиготовлювача (на етапі зберігання й реалізації виготовленої продукції) облік наявності, залишку й повернення виготовленої продукції, найменування, кількість, кому й коли відвантажена продукція тощо. Технологічна операція по автоматизованому оперативному обліку телевізійних приймачів (телевізорів), які передаються на зберігання й реалізацію, значно підвищує ефективність виробничого процесу на етапі зберігання й реалізації продукції. Закінчують технологічний процес (восьмий етап) по виробництву кольорових телевізійних 15 приймачів з LCD панеллю тим, що виконують послідовно технологічні операції, згідно з якими проводять пакування готового виробу (з наступним відправленням телевізійного приймача (телевізора) на склад готової продукції й/або в мережу реалізації готової продукції) /4/. Заключна операція здійснюється шляхом пакування телевізора в індивідуальну упаковку. Упаковка повинна забезпечувати схоронність телевізорів при транспортуванні й зберіганні в умовах, зазначених у ДЕРЖСТАНДАРТі 28594. Підвищення ефективності способу виробництва кольорових телевізійних приймачів з LCD панеллю, що заявляється, у порівнянні із прототипом, досягається за рахунок впровадження нової автоматичної лінії на виробництву із застосуванням нових технологій, що дозволяє зменшити кількість дій збирачів, усунути бракпри виготовленні виробів (комплектуючих), мінімізувати витрати часу, підвищити якість перевірки й настроювання параметрів телевізійних приймачів, використання нового виду сировини й матеріалів що дозволяють зменшити їх витрати й поліпшити, тим самим, якість продукції, що виробляється, а також у сукупності зменшити собівартість продукції в цілому. Підвищення ефективності способу виробництва кольорових телевізійних приймачів з LCD панеллю, який заявляється, у порівнянні з прототипом, досягається і за рахунок того, що введені нові технологічні операції, які за своєю суттю сприяють як підвищенню якості настроювання і скороченню часу перевірки і контролю телевізійних приймачів (телевізорів), так і загальної перевірки працездатності телевізійних приймачів. Підвищення ефективності способу виробництва кольорових телевізійних приймачів з LCD панеллю, який заявляється, у порівнянні з прототипом, досягається також й тим, що в технології, яка покладена в основу способу, використовуються технологічні операції, що дозволяють підвищити якість зборки та виготовлення телевізійних приймачів (телевізорів) і їх надійність у процесі експлуатації. Джерела інформації: 1. Лантушенко А.С., Торский И.И. «Все о телевизорах: производство, эксплуатация, ремонт». Издательство ООО «Прогресе», СанктПетербург, 2000, Раздел 2. «Производство цветных телевизоров на предприятиях промышленности», стр. 18-46 - аналог. 2. Барановский В.Н., Гаврилив И.Г. и др. «Технология производства телевизионных приемников и электронно-лучевых трубок». М., Издательство «Связь», 1999, стр. 8-73 - прототип. 3. Олыпванг С.В., Хесин А.Я. «Измерение и контроль параметров телевизионных приемников». М., Издательство «Связь», 1992, 223с. 4. ГОСТ 18198-85 «Приемники телевизионные. Общие технические условия». 29473 16 17 29473 18
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing television receivers with lcd panel
Автори англійськоюVdovychenko Anatolii Andriiovych, Zapryvoda Anatolii Mykolaiovych, Maliar Anatolii Adamovych, Nemchyn Danylo Oleksandrovych, Saveliev Mykhailo Mykhailovych, Kulish Vitalii Viktorovych, Driukova Kateryna Yuriivna, Kasperov Oleksii Petrovych, Dorofii Serhii Mykolaiovych, Shved Nataliia Yuriivna
Назва патенту російськоюСпособ производства цветных телевизионных приемников с lcd панелью
Автори російськоюВдовиченко Анатолий Андреевич, Запривода Анатолий Николаевич, Маляр Анатолий Адамович, Немчин Даниил Александрович, Савельев Михаил Михайлович, Кулиш Виталий Викторович, Дрюкова Екатерина Юрьевна, Касперов Алексей Петрович, Дорофий Сергей Николаевич, Швед Наталья Юрьевна
МПК / Мітки
Мітки: приймачів, виробництва, телевізійних, кольорових, панеллю, спосіб
Код посилання
<a href="https://ua.patents.su/9-29473-sposib-virobnictva-kolorovikh-televizijjnikh-prijjmachiv-z-lcd-panellyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва кольорових телевізійних приймачів з lcd панеллю</a>
Спосіб передачі телевізійних сигналів і система для його реалізації
Номер патенту: 39476
Опубліковано: 15.06.2001
Автори: Погоржельський Вадим Леонідович, Крихтін Олексій Євгенович
Мітки: реалізації, передачі, спосіб, телевізійних, система, сигналів
Формула / Реферат:
1. Спосіб передачі телевізійних сигналів, при якому здійснюють приймання НВЧ і ВЧ антенами сигналів декількох телеканалів від супутників і/або із ефіру, перетворюють ці сигнали в аудіо/відеосигнали, який відрізняється тим, що одержані аудіо-відео сигнали зазначених телеканалів перетворюють в амплітудно-модульовані сигнали телевізійного діапазону за допомогою передавачів, підсумовують їх в об'єднаний сигнал і випромінюють споживачам за...
Пристрій кодування телевізійних сигналів
Номер патенту: 42346
Опубліковано: 16.06.2003
Автори: Мокеєв Юрій Геннадійович, Рябкін Юрій Вікторович, Немчин Олександр Федорович
Мітки: кодування, сигналів, телевізійних, пристрій
Формула / Реферат:
Пристрій кодування телевізійних сигналів, що містить керований генератор, регістр зсуву та синхрогенератор, який відрізняється тим, що регістр зсуву виконаний у вигляді перетворювача код-код, керованого від програмованого синхронного генератора сигналів, крім того, пристрій містить генератор опорної частоти, мікропроцесор, з'єднаний з оперативним запам'ятовуючим пристроєм і контролером вводу-виводу, частотний модулятор, схему модифікації...
Спосіб контролю та регулювання параметрів оптико-телевізійних систем керування вогнем та пристрій для його здійснення
Номер патенту: 80242
Опубліковано: 27.08.2007
Автори: Піронер Ян Михайлович, Протасов Володимир Георгійович, Ковальчук Лідія Ігорівна, Яковлев Віталій Васильович, Медвідь Володимир Станіславович, Гузь Володимир Іванович, Свириденко Анатолій Олексійович, Колесник Костянтин Іванович, Немчин Олександр Федорович, Яновський Юрій Васильович
Мітки: оптико-телевізійних, керування, контролю, спосіб, пристрій, вогнем, параметрів, систем, здійснення, регулювання
Формула / Реферат:
1. Спосіб контролю та регулювання параметрів оптико-телевізійних систем керування вогнем, при якому на об'єкт контролю від джерела тестових сигналів послідовно подають рівні керованих вхідних амплітуд тестових сигналів, вимірюють за допомогою вимірювального пристрою сукупність значень вихідних інформаційних параметрів об'єкта контролю - еквівалентні значення амплітуд, обробляють значення вхідних амплітуд тестових сигналів та вихідних...
Спосіб для автоматизованого дистанційного моніторингу комплексів радіозв’язку та телевізійних передавачів з керуванням та/або отриманням статистичної інформації через стандартні модеми, які включені в телекомун
Номер патенту: 20798
Опубліковано: 15.02.2007
Автор: Карпій Андрій Станіславович
Мітки: телекомун, інформації, статистичної, дистанційного, стандартні, спосіб, отриманням, комплексів, радіозв'язку, модеми, включені, автоматизованого, моніторингу, телевізійних, передавачів, керуванням
Формула / Реферат:
1. Спосіб для автоматизованого дистанційного моніторингу комплексів радіозв'язку та телевізійних передавачів з керуванням та/або отриманням статистичної інформації через стандартні модеми, які включені в телекомунікаційні мережі, який відрізняється тим, що спосіб включає наступні етапи:вимірювання наступних контрольних параметрів: рівня та якісних показників модульованого та/або немодульованого радіосигналу, модульованих або інших...
Лінійка напівпровідникових приймачів випромінювання для скануючих цифрових рентгенографічних систем “маска”
Номер патенту: 15920
Опубліковано: 17.07.2006
Автори: Циркунов Юрій Якимович, Саворовський Федір Григорович, Маслов Володимир Петрович
МПК: G03B 42/02, H05G 1/00
Мітки: скануючих, систем, маска, лінійка, рентгенографічних, напівпровідникових, цифрових, випромінювання, приймачів
Формула / Реферат:
Лінійка напівпровідникових приймачів випромінювання для скануючих цифрових рентгенографічних систем, що складається з лінійки напівпровідникових фотодіодів, підсилюючого екрана та відсіюючого растра, яка відрізняється тим, що підсилюючий екран виконаний з комірок, аналогічних по формі та розмірах напівпровідникових комірок, кожна з яких відділена одна від одної перетинкою з оптично- та рентгенонепрозорого матеріалу.
Попередній патент: Активатор мінеральних речовин
Наступний патент: Кантувач для складання та зварювання рам залізничних пасажирських вагонів
Випадковий патент: Спосіб реабілітації хворих, які перенесли мозковий інсульт