Вузол осьової фіксації подушок прокатних валків
Формула / Реферат
1. Вузол осьової фіксації подушок прокатних валків, який включає засувки із хвостовиками, закріплені на лицьовій поверхні стійок станини з можливістю горизонтального переміщення, які взаємодіють з поздовжніми пазами, виконаними в подушках валків, та гідроциліндри двосторонньої дії переміщення засувок, який відрізняється тим, що робоча поверхня на хвостовиках кожної засувки, яка звернена у бік станини, виконана конічною під кутом нахилу α до основної поверхні засувок, а в поздовжніх пазах подушок виконані відповідні конічні поверхні під вищезгаданим кутом нахилу α; крім того, хвостовики засувок з торцевої сторони оснащені планками ковзання та регулювальними прокладками, які взаємодіють з торцевими поверхнями в пазах подушок.
2. Вузол за п. 1, який відрізняється тим, що засувки оснащені регулювальними упорами, що контактують зі штоками гідроциліндрів переміщення засувок.
Текст
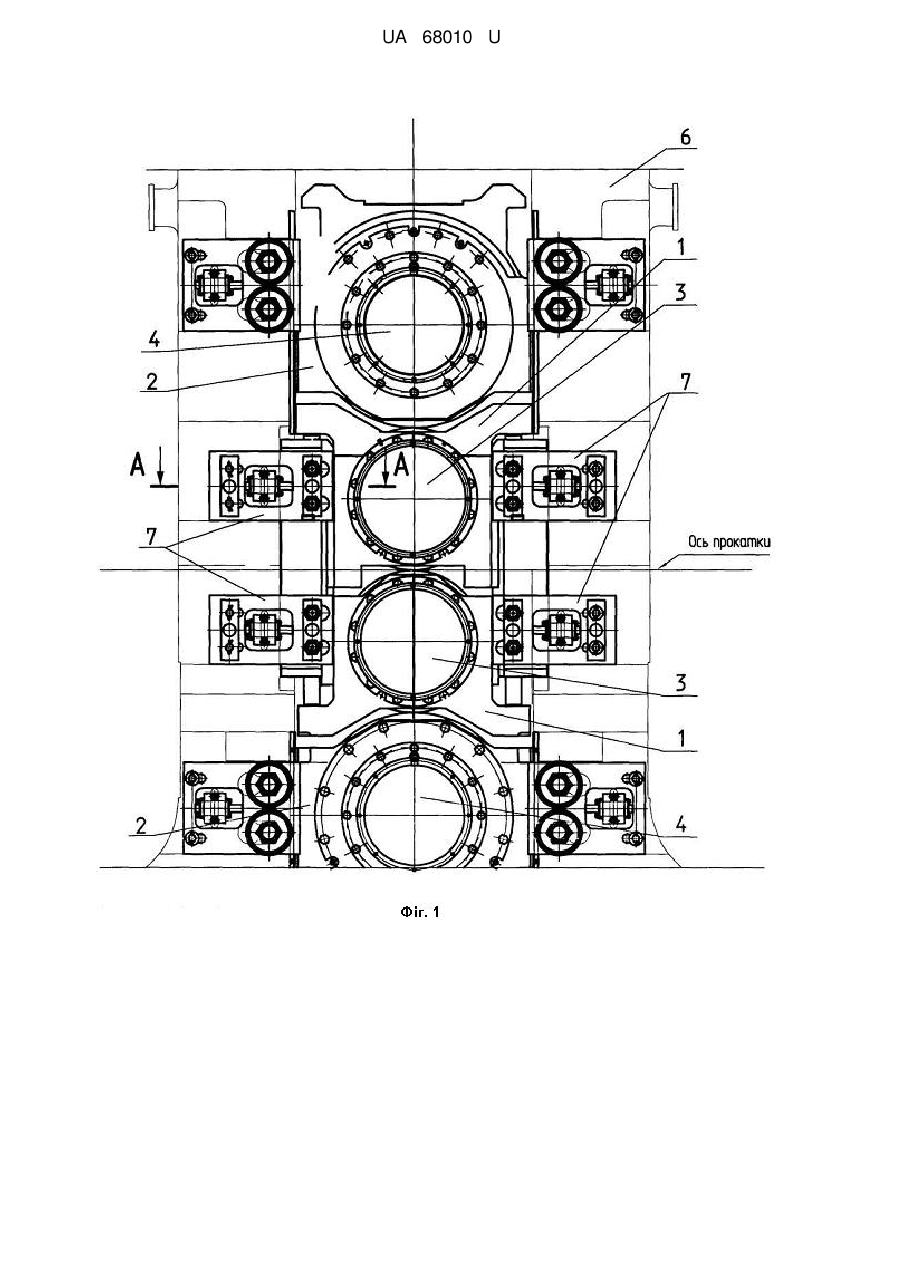
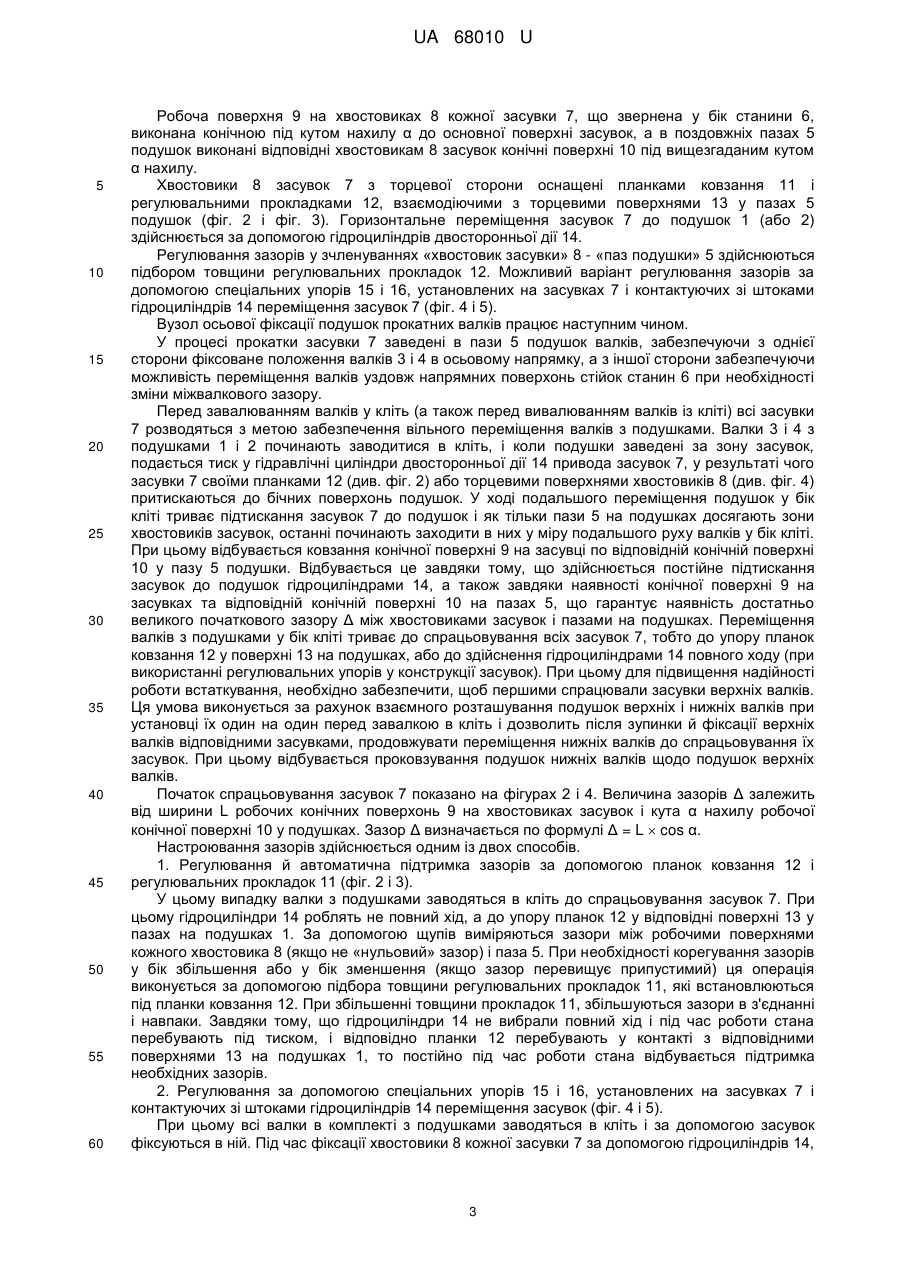
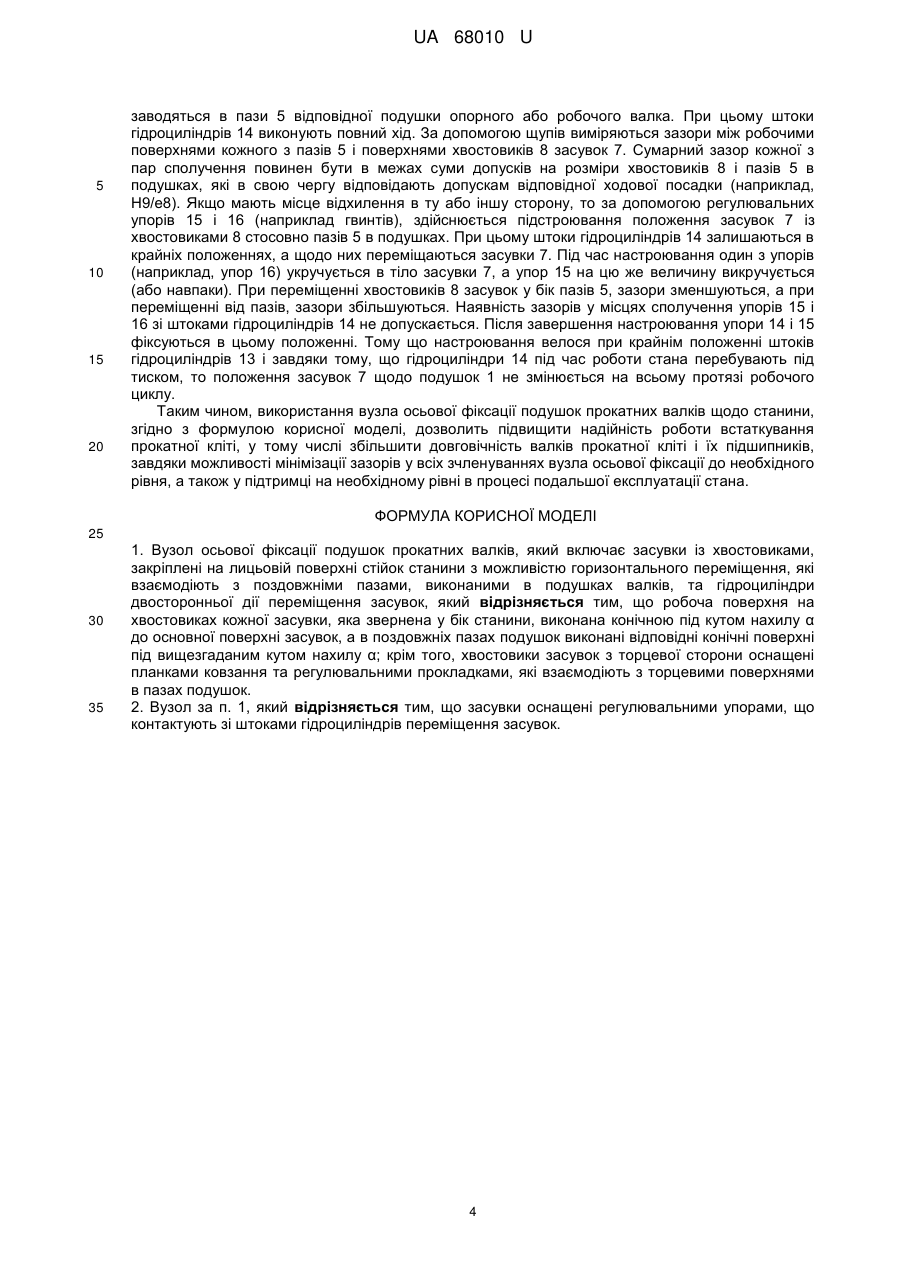
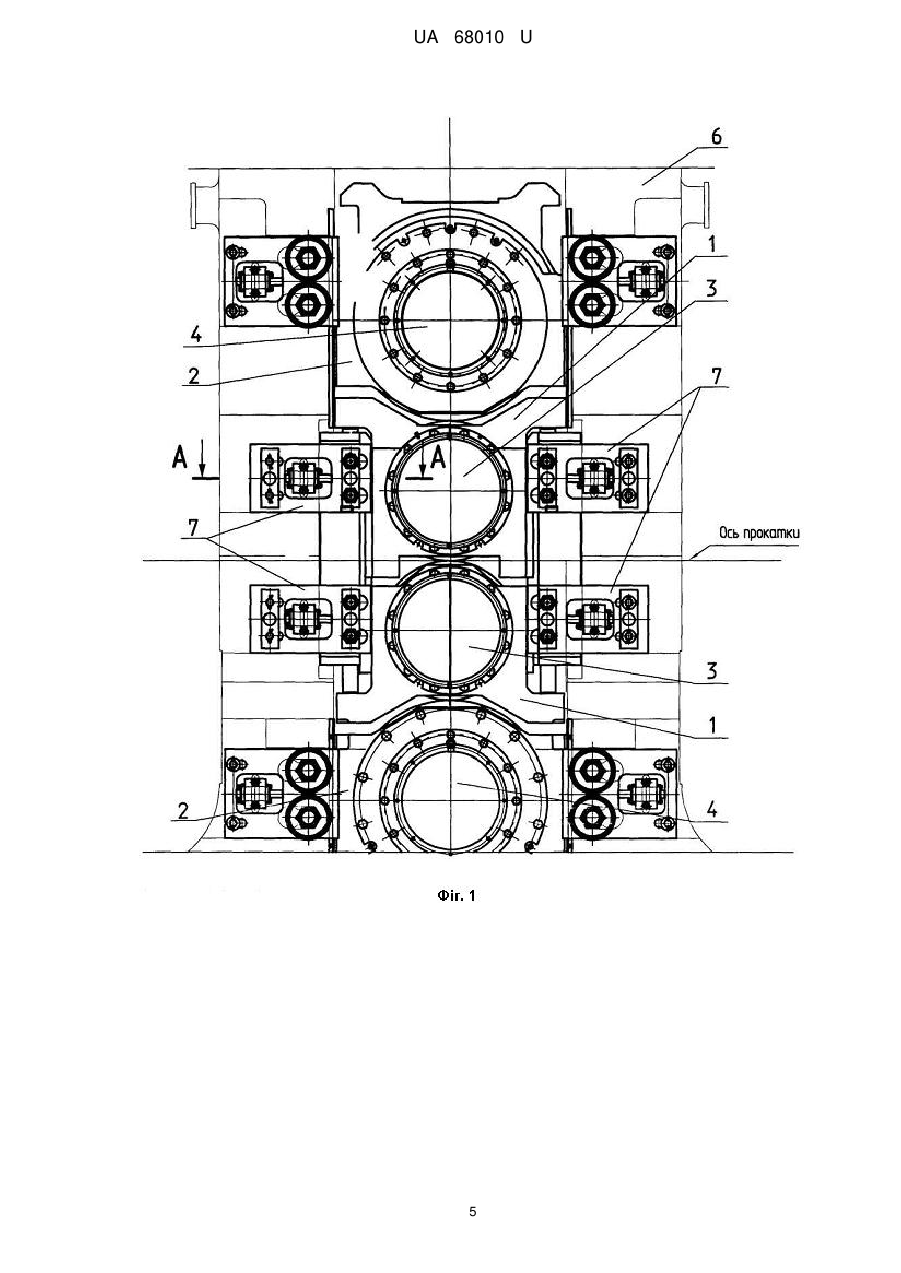
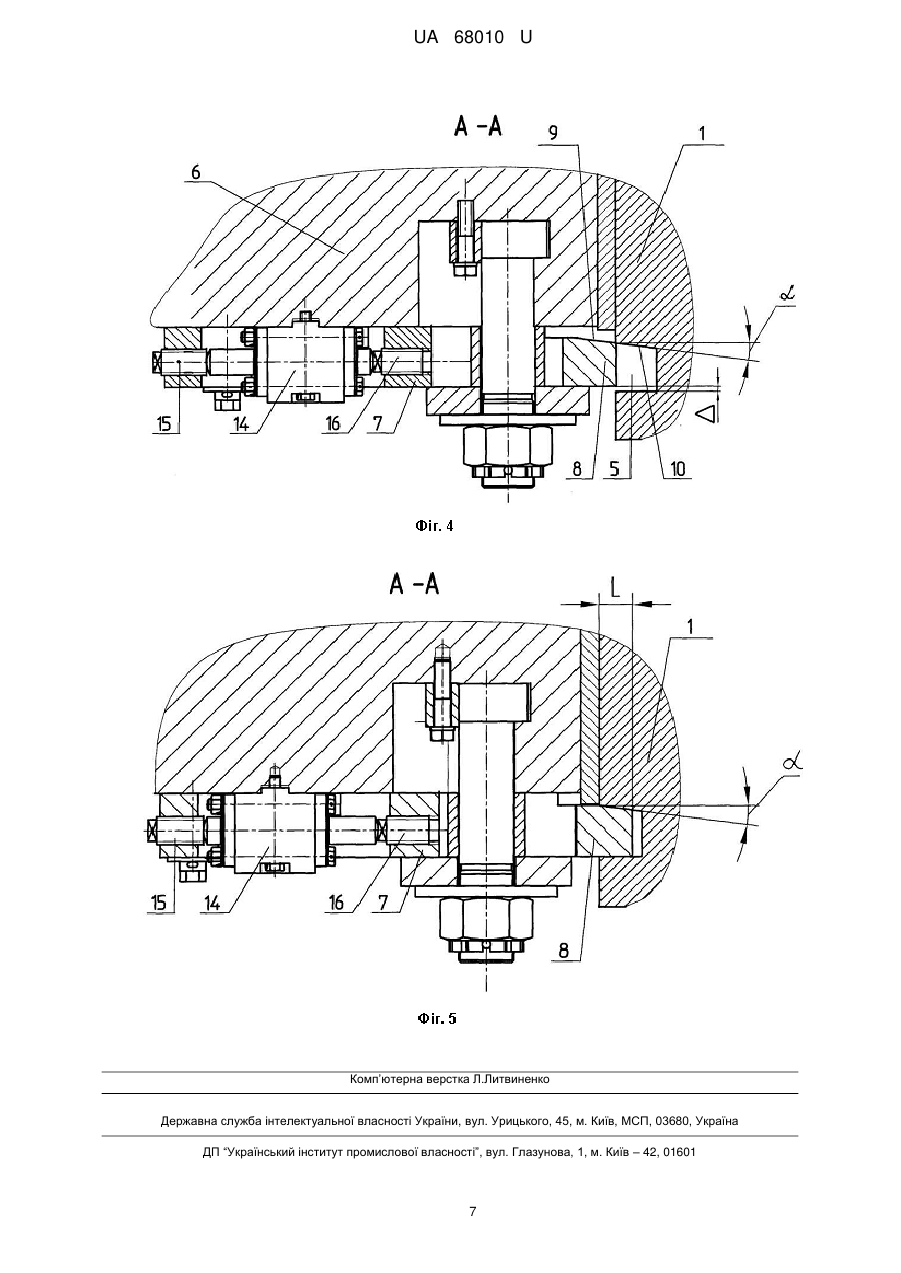
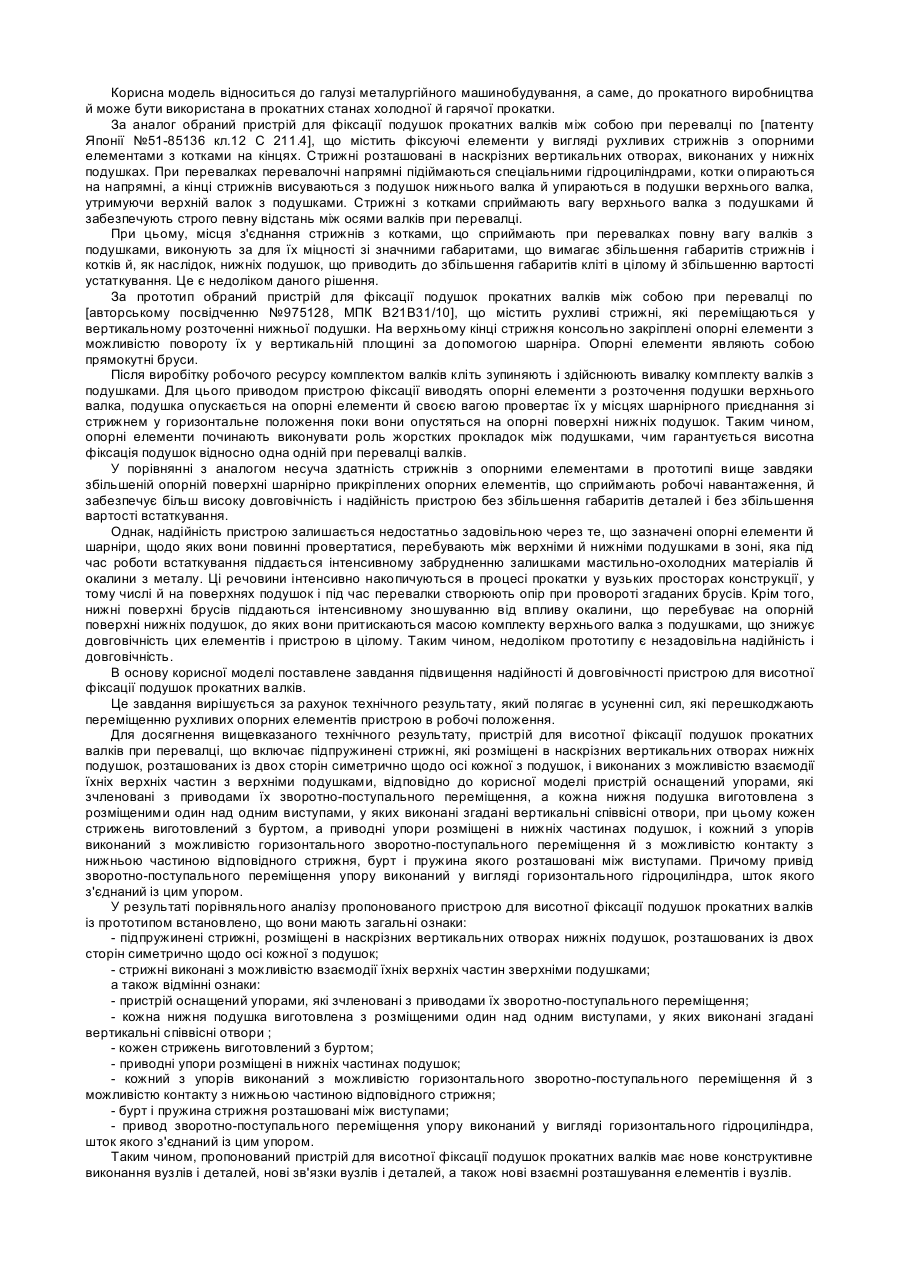
Реферат: UA 68010 U UA 68010 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області виробництва металургійного машинобудування, а саме, до прокатного виробництва, й може бути використана на станах холодної та гарячої прокатки. У процесі прокатки, валки, що деформують метал, зазнають різних навантажень: радіальних та осьових. Радіальні навантаження діють на валки в напрямку, перпендикулярному поверхні деформованого металу по всій його ширині, а осьові - спрямовані уздовж осі валків. Для сприйняття осьових зусиль, що діють на валки, й забезпечення фіксованого положення валків у процесі всього циклу прокатки в осьовому напрямку, кліті оснащуються вузлами осьової фіксації, так званими засувками різної конструкції, які являють собою стопорні пристосування. Відома прокатна кліть (патент Росії № 2103080С1, МПК В21В 13/14), яка включає в себе станини, робочі й опорні валки з подушками, гідроблоки з вузлами осьової фіксації робочих валків із установленими на них засувками та гідроциліндрами привода їхнього переміщення. Засувки змонтовані в горизонтальних напрямних, виконаних на торцях гідроблоків і закритих планками, та закріплені на гідроблоках болтами. Від зсуву валків з подушками на сторону перевалки вони втримуються засувками. Від зсуву на сторону привода валки втримуються заплечиками на подушках при їхньому упорі в торцеву поверхню уступів, виконаних на гідроблоках. Недоліком аналога є: - необхідність наявності достатніх технологічних зазорів у місці зчленування хвостовиків засувок з подушками валків, які повинні забезпечувати одночасне спрацьовування всіх засувок наприкінці ходу валків у процесі завалювання або вивалювання їх із кліті; - наявність додаткових виробничих витрат і зниження продуктивності стана, пов'язані з необхідністю ремонту й заміни засувок, через зношування робочих поверхонь хвостовиків засувок, пазів або напрямних на заплечиках подушок, уступів на гідроблоках, а також через імовірні поломки встаткування, які викликані значними динамічними навантаженнями в цих вузлах через збільшені зазори. За прототип вибрана прокатна кліть (патент Росії № 214949, МПК В21В 31/18), до складу якої входять станини, робочі й опорні валки з подушками, вузли осьової фіксації подушок робочих валків із засувками й убудованими у вузли датчиками осьових навантажень. Вузли осьової фіксації змонтовані з боку перевалки. Подушки робочих валків із цієї сторони оснащені заплечиками, які виконані з поздовжніми пазами, у які входять хвостовики засувок. На лицьових поверхнях стійок станини закріплені дистанційні планки, товщина яких дорівнює величині зазорів між заплечиками й лицьовою поверхнею стійок станини. Дане рішення із застосуванням дистанційних планок дозволяє скоротити тривалість перевалок і непродуктивні простої, а при установці датчиків для виміру осьових зусиль діючих на валки дозволяє підвищити якість металу. Однак недоліками прототипу є: - підвищена трудомісткість виготовлення встаткування через високі вимоги до точності виготовлення всіх поверхонь на подушках верхніх і нижніх валків, на станинах і на гідроблоках щодо дистанційних планок, які визначають взаємне положення всіх засувок і подушок. Це пов'язане з тим, що необхідне положення подушок нижнього й верхнього валків щодо засувок визначається тільки установкою нижніх подушок за допомогою дистанційних планок. Крім того, спрацьовування лівої й правої засувок, які фіксують ту саму подушку, може бути гарантовано тільки за умови високої взаємної точності виготовлення цих місць, у противному випадку необхідно збільшувати зазори у всіх зчленуваннях; - приймаючи до уваги наявність декількох змінних комплектів валків на прокатних станах і обмежений час для зміни валків, на практиці неможливо забезпечити мінімально необхідну величину зазорів на всіх зчленуваннях (які відповідали б посадкам Н9/е8), що приводить до природної необхідності збільшувати зазори в цих місцях; - необхідність наявності збільшених зазорів у зчленуваннях засувок з подушками приводить до виникнення додаткових динамічних навантажень в устаткуванні, що відповідно відображається на його працездатності, у тому числі й на працездатності датчиків для виміру осьових навантажень. В основу корисної моделі поставлена задача, підвищення надійності роботи вузлів прокатної кліті, у тому числі збільшення довговічності валків прокатної кліті і їх підшипників. Ця задача вирішується за рахунок технічного результату, який полягає в забезпеченні можливості мінімізації зазорів у всіх зчленуваннях вузла осьової фіксації до необхідного рівня, а також у їхній підтримці на необхідному рівні в процесі подальшої експлуатації стана. Для досягнення вищевказаного результату, у вузлі осьової фіксації подушок прокатних валків, який включає засувки із хвостовиками, закріплені на лицьовій поверхні стійок станини з 1 UA 68010 U 5 10 15 20 25 30 35 40 45 50 55 60 можливістю горизонтального переміщення, які взаємодіють з поздовжніми пазами, виконаними в подушках валків, та гідроциліндри двосторонньої дії переміщення засувок, відповідно до корисної моделі, робоча поверхня на хвостовиках кожної засувки, яка звернена у бік станини, виконана конічною під кутом нахилу α до основної поверхні засувок, а в поздовжніх пазах подушок виконані відповідні конічні поверхні під вищезгаданим кутом нахилу α, крім того, хвостовики засувок з торцевої сторони оснащені планками ковзання та регулювальними прокладками, які взаємодіють з торцевими поверхнями в пазах подушок. Або засувки оснащені регулювальними упорами, що контактують зі штоками гідроциліндрів переміщення засувок. У результаті порівняльного аналізу пропонованого вузла осьової фіксації подушок прокатних валків із прототипом установлено, що вони мають наступні загальні ознаки: - засувки із хвостовиками, закріплені на лицьовій поверхні стійок станини з можливістю горизонтального переміщення; - хвостовики засувок взаємодіють із поздовжніми пазами, виконаними в подушках валків; - гідроциліндри двосторонньої дії переміщення засувок, а також відмінні ознаки: - робоча поверхня на хвостовиках кожної засувки, яка звернена у бік станини, виконана конічною під кутом нахилу α до основної поверхні засувок; - в поздовжніх пазах подушок виконані відповідні конічні поверхні під вищезгаданим кутом нахилу α; - хвостовики засувок з торцевої сторони оснащені планками ковзання та регулювальними прокладками, які взаємодіють з торцевими поверхнями в пазах подушок; - засувки оснащені регулювальними упорами, що контактують зі штоками гідроциліндрів переміщення засувок. Таким чином, запропонований вузол осьової фіксації подушок прокатних валків прокатної кліті має нове конструктивне виконання вузлів і деталей, нові зв'язки вузлів і деталей, а також нове розміщення їх відносно один одного. Між відмінними ознаками й технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що робоча поверхня на хвостовиках кожної засувки, яка звернена у бік станини, виконана конічною під кутом нахилу α до основної поверхні засувок, а в поздовжніх пазах подушок виконані відповідні конічні поверхні під вищезгаданим кутом нахилу α, і крім того, хвостовики засувок з торцевої сторони оснащені планками ковзання та регулювальними прокладками, які взаємодіють з торцевими поверхнями в пазах подушок, стало можливим виключити ймовірність неспрацьовування однієї або декількох засувок через можливу неточність її виготовлення або взаємної установки встаткування, а також виключити необхідність збільшення зазорів у зчленуваннях «хвостовик засувки» - «паз подушки» для збільшення надійності спрацьовування всіх засувок. Так само, завдяки тому, що засувки оснащені, наприклад, регулювальними упорами, що контактують зі штоками гідроциліндрів переміщення засувок, стало можливим оперативно налагоджувати зазори, що відповідно знижує динамічні навантаження, які виникають в устаткуванні через зазори в зчленуваннях «хвостовик засувки» - «паз подушки», і як наслідок збільшити довговічність підшипників прокатних валків. Виключення з вищевказаної сукупності відмінних ознак хоча б однієї з них не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, не відоме з рівня техніки й тому воно є новим. Корисна модель, яка заявляється, промислово застосовна, тому що її технологічне й технічне виконання не викликає труднощів. По даному технічному рішенню виконаний проект реконструкції прокатної кліті стана 2000 г.п. ВАТ «КраМЗ», м. Красноярськ, Росія. Таким чином, корисній моделі, яка заявляється, може надаватися правова охорона, тому що вона є новою й промислово застосовна, тобто відповідає критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображені: Фіг. 1 - установка вузлів фіксації подушок прокатних валків на станині кліті. Фіг. 2 - розріз А-А по фіг. 1 (початок фіксації, варіант із регулювальними прокладками). Фіг. 3 - розріз А-А по фіг. 1 (завершення фіксації, варіант із регулювальними прокладками). Фіг. 4 - розріз А-А по фіг. 1 (початок фіксації, варіант із регулювальними упорами). Фіг. 5- розріз А-А по фіг. 1 (завершення фіксації, варіант із регулювальними упорами). Вузол осьової фіксації подушок прокатних валків включає подушки 1 і 2 відповідно робочих валків 3 і опорних валків 4 (фіг. 1). Для фіксації кожного валка (робочих і опорних) передбачено по два вузли осьової фіксації. На подушках 1 і 2 виконані поздовжні пази 5, а на лицьовій поверхні стійок станини 6 з боку перевалки змонтовані засувки 7, які мають хвостовики 8, взаємодіючі з поздовжніми пазами 5 подушок 1 або 2. 2 UA 68010 U 5 10 15 20 25 30 35 40 45 50 55 60 Робоча поверхня 9 на хвостовиках 8 кожної засувки 7, що звернена у бік станини 6, виконана конічною під кутом нахилу α до основної поверхні засувок, а в поздовжніх пазах 5 подушок виконані відповідні хвостовикам 8 засувок конічні поверхні 10 під вищезгаданим кутом α нахилу. Хвостовики 8 засувок 7 з торцевої сторони оснащені планками ковзання 11 і регулювальними прокладками 12, взаємодіючими з торцевими поверхнями 13 у пазах 5 подушок (фіг. 2 і фіг. 3). Горизонтальне переміщення засувок 7 до подушок 1 (або 2) здійснюється за допомогою гідроциліндрів двосторонньої дії 14. Регулювання зазорів у зчленуваннях «хвостовик засувки» 8 - «паз подушки» 5 здійснюються підбором товщини регулювальних прокладок 12. Можливий варіант регулювання зазорів за допомогою спеціальних упорів 15 і 16, установлених на засувках 7 і контактуючих зі штоками гідроциліндрів 14 переміщення засувок 7 (фіг. 4 і 5). Вузол осьової фіксації подушок прокатних валків працює наступним чином. У процесі прокатки засувки 7 заведені в пази 5 подушок валків, забезпечуючи з однієї сторони фіксоване положення валків 3 і 4 в осьовому напрямку, а з іншої сторони забезпечуючи можливість переміщення валків уздовж напрямних поверхонь стійок станин 6 при необхідності зміни міжвалкового зазору. Перед завалюванням валків у кліть (а також перед вивалюванням валків із кліті) всі засувки 7 розводяться з метою забезпечення вільного переміщення валків з подушками. Валки 3 і 4 з подушками 1 і 2 починають заводитися в кліть, і коли подушки заведені за зону засувок, подається тиск у гідравлічні циліндри двосторонньої дії 14 привода засувок 7, у результаті чого засувки 7 своїми планками 12 (див. фіг. 2) або торцевими поверхнями хвостовиків 8 (див. фіг. 4) притискаються до бічних поверхонь подушок. У ході подальшого переміщення подушок у бік кліті триває підтискання засувок 7 до подушок і як тільки пази 5 на подушках досягають зони хвостовиків засувок, останні починають заходити в них у міру подальшого руху валків у бік кліті. При цьому відбувається ковзання конічної поверхні 9 на засувці по відповідній конічній поверхні 10 у пазу 5 подушки. Відбувається це завдяки тому, що здійснюється постійне підтискання засувок до подушок гідроциліндрами 14, а також завдяки наявності конічної поверхні 9 на засувках та відповідній конічній поверхні 10 на пазах 5, що гарантує наявність достатньо великого початкового зазору Δ між хвостовиками засувок і пазами на подушках. Переміщення валків з подушками у бік кліті триває до спрацьовування всіх засувок 7, тобто до упору планок ковзання 12 у поверхні 13 на подушках, або до здійснення гідроциліндрами 14 повного ходу (при використанні регулювальних упорів у конструкції засувок). При цьому для підвищення надійності роботи встаткування, необхідно забезпечити, щоб першими спрацювали засувки верхніх валків. Ця умова виконується за рахунок взаємного розташування подушок верхніх і нижніх валків при установці їх один на один перед завалкою в кліть і дозволить після зупинки й фіксації верхніх валків відповідними засувками, продовжувати переміщення нижніх валків до спрацьовування їх засувок. При цьому відбувається проковзування подушок нижніх валків щодо подушок верхніх валків. Початок спрацьовування засувок 7 показано на фігурах 2 і 4. Величина зазорів Δ залежить від ширини L робочих конічних поверхонь 9 на хвостовиках засувок і кута α нахилу робочої конічної поверхні 10 у подушках. Зазор Δ визначається по формулі Δ = L cos α. Настроювання зазорів здійснюється одним із двох способів. 1. Регулювання й автоматична підтримка зазорів за допомогою планок ковзання 12 і регулювальних прокладок 11 (фіг. 2 і 3). У цьому випадку валки з подушками заводяться в кліть до спрацьовування засувок 7. При цьому гідроциліндри 14 роблять не повний хід, а до упору планок 12 у відповідні поверхні 13 у пазах на подушках 1. За допомогою щупів виміряються зазори між робочими поверхнями кожного хвостовика 8 (якщо не «нульовий» зазор) і паза 5. При необхідності корегування зазорів у бік збільшення або у бік зменшення (якщо зазор перевищує припустимий) ця операція виконується за допомогою підбора товщини регулювальних прокладок 11, які встановлюються під планки ковзання 12. При збільшенні товщини прокладок 11, збільшуються зазори в з'єднанні і навпаки. Завдяки тому, що гідроциліндри 14 не вибрали повний хід і під час роботи стана перебувають під тиском, і відповідно планки 12 перебувають у контакті з відповідними поверхнями 13 на подушках 1, то постійно під час роботи стана відбувається підтримка необхідних зазорів. 2. Регулювання за допомогою спеціальних упорів 15 і 16, установлених на засувках 7 і контактуючих зі штоками гідроциліндрів 14 переміщення засувок (фіг. 4 і 5). При цьому всі валки в комплекті з подушками заводяться в кліть і за допомогою засувок фіксуються в ній. Під час фіксації хвостовики 8 кожної засувки 7 за допомогою гідроциліндрів 14, 3 UA 68010 U 5 10 15 20 заводяться в пази 5 відповідної подушки опорного або робочого валка. При цьому штоки гідроциліндрів 14 виконують повний хід. За допомогою щупів виміряються зазори між робочими поверхнями кожного з пазів 5 і поверхнями хвостовиків 8 засувок 7. Сумарний зазор кожної з пар сполучення повинен бути в межах суми допусків на розміри хвостовиків 8 і пазів 5 в подушках, які в свою чергу відповідають допускам відповідної ходової посадки (наприклад, Н9/е8). Якщо мають місце відхилення в ту або іншу сторону, то за допомогою регулювальних упорів 15 і 16 (наприклад гвинтів), здійснюється підстроювання положення засувок 7 із хвостовиками 8 стосовно пазів 5 в подушках. При цьому штоки гідроциліндрів 14 залишаються в крайніх положеннях, а щодо них переміщаються засувки 7. Під час настроювання один з упорів (наприклад, упор 16) укручується в тіло засувки 7, а упор 15 на цю же величину викручується (або навпаки). При переміщенні хвостовиків 8 засувок у бік пазів 5, зазори зменшуються, а при переміщенні від пазів, зазори збільшуються. Наявність зазорів у місцях сполучення упорів 15 і 16 зі штоками гідроциліндрів 14 не допускається. Після завершення настроювання упори 14 і 15 фіксуються в цьому положенні. Тому що настроювання велося при крайнім положенні штоків гідроциліндрів 13 і завдяки тому, що гідроциліндри 14 під час роботи стана перебувають під тиском, то положення засувок 7 щодо подушок 1 не змінюється на всьому протязі робочого циклу. Таким чином, використання вузла осьової фіксації подушок прокатних валків щодо станини, згідно з формулою корисної моделі, дозволить підвищити надійність роботи встаткування прокатної кліті, у тому числі збільшити довговічність валків прокатної кліті і їх підшипників, завдяки можливості мінімізації зазорів у всіх зчленуваннях вузла осьової фіксації до необхідного рівня, а також у підтримці на необхідному рівні в процесі подальшої експлуатації стана. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 1. Вузол осьової фіксації подушок прокатних валків, який включає засувки із хвостовиками, закріплені на лицьовій поверхні стійок станини з можливістю горизонтального переміщення, які взаємодіють з поздовжніми пазами, виконаними в подушках валків, та гідроциліндри двосторонньої дії переміщення засувок, який відрізняється тим, що робоча поверхня на хвостовиках кожної засувки, яка звернена у бік станини, виконана конічною під кутом нахилу α до основної поверхні засувок, а в поздовжніх пазах подушок виконані відповідні конічні поверхні під вищезгаданим кутом нахилу α; крім того, хвостовики засувок з торцевої сторони оснащені планками ковзання та регулювальними прокладками, які взаємодіють з торцевими поверхнями в пазах подушок. 2. Вузол за п. 1, який відрізняється тим, що засувки оснащені регулювальними упорами, що контактують зі штоками гідроциліндрів переміщення засувок. 4 UA 68010 U 5 UA 68010 U 6 UA 68010 U Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюUnit of axial fastening carriages of forming rolls
Автори англійськоюBortnyk Valerii Viktorovych
Назва патенту російськоюУзел осевой фиксации подушек прокатных валков
Автори російськоюБортник Валерий Викторович
МПК / Мітки
МПК: B21B 31/18
Мітки: валків, прокатних, фіксації, вузол, подушок, осьової
Код посилання
<a href="https://ua.patents.su/9-68010-vuzol-osovo-fiksaci-podushok-prokatnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Вузол осьової фіксації подушок прокатних валків</a>
Пристрій для висотної фіксації подушок прокатних валків при перевалці
Номер патенту: 21945
Опубліковано: 10.04.2007
Автори: Бобров Анатолій Андрійович, Гордієнко Олександр Володимирович, Панченко Володимир Михайлович, Литвинов Олександр Васильович
МПК: B21B 31/00
Мітки: фіксації, прокатних, пристрій, валків, висотної, перевалці, подушок
Формула / Реферат:
1. Пристрій для висотної фіксації подушок прокатних валків при перевалці, що включає підпружинені стрижні, які розміщені в наскрізних вертикальних отворах нижніх подушок, розташованих із двох сторін симетрично щодо осі кожної з подушок і виконаних з можливістю взаємодії їхніх верхніх частин з верхніми подушками, який відрізняється тим, що пристрій оснащений упорами, які зчленовані з приводами їх зворотно-поступального переміщення, а кожна...
Вузол подушок валків кліті кварто
Номер патенту: 31316
Опубліковано: 15.12.2000
Автори: Путнокі Олександр Юліусович, Тилик Василь Трохимович, Мацко Сергій Володимирович, Васильєв Олександр Геннадійович, Трофімов Віталій Олександрович, Мовшович Вілорд Соломонович, Піховкін Микола Миколайович, Ніколаєв Віктор Олександрович, Штехно Олег Миколайович
МПК: B21B 27/06
Мітки: кварто, валків, подушок, вузол, кліті
Текст:
...штаби та самоцентрування II у валках, разом з цим усунення серповидності штаби та застрявання II в лінії стала. На фіг Л наведений вузол подушок валків КЛІТІ кварто, включаючий опорний валок 1, з шийками 2, які містяться в підшипниках ка чіння 3 установленні в подушках 4. Останні розташовуються на нижній поперечній станині 5 КЛІТІ (НИЖНЯ пара валків). На опорний валок через робочий валок 6 від штаби 7 передається сила прокатки г ....
Стенд для складання та розкладання подушок прокатних валків

Номер патенту: 13087
Опубліковано: 28.02.1997
Автори: Ткачов Микола Андрійович, Бугайов Олександр Миколаєвич, Наріца Юлій Якович, Леоненко Володимир Іванович, Сусь Юрій Васильович, Небаба Георгій Іванович
МПК: B23P 19/02
Мітки: розкладання, стенд, валків, прокатних, складання, подушок
Формула / Реферат:
(57) 1. Стенд для сборки и разборки подушок прокатных валков, включающий подвижную раму, соосные направляющие, расположенные по обеим сторонам подвижной рамы и несущие подвижные платформы с фиксаторами, а также суппорты с гидроцилиндрамимонтажа и демонтажа подушек и гайковертами, оснащенными двуплечими шарнирными рычагами для захвата гаек, отличающийся тем, что он снабжен гидроцилиндрами захвата гаек, штоки которых размещены в штоках...
Комплект подушок валків кліті кварто
Номер патенту: 4951
Опубліковано: 15.02.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B23B 31/02
Мітки: кварто, валків, подушок, комплект, кліті
Формула / Реферат:
Комплект подушок валків кліті кварто, який включає подушки опорного і робочого валків, плунжери гідравлічних пристроїв, які встановлено у подушці нижнього робочого валка, частини висоти бокової площини контакту подушок робочих і опорних валків виконано з кутом нахилу 3-45°, який відрізняється тим, що подушка робочого валка виконана з двох частин, а сполучення поверхонь має нахил за напрямком обертання робочих валків.
Клиновий пристрій подушок валків кліті кварто

Номер патенту: 61095
Опубліковано: 11.07.2011
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 31/02
Мітки: кліті, валків, подушок, клиновий, кварто, пристрій
Формула / Реферат:
Клиновий пристрій подушок валків кліті кварто, який включає робочі та опорні валки, їх подушки, плунжери гідравлічного пристрою врівноважування, які встановлено в подушці нижнього робочого валка, який відрізняється тим, що в нижній частині подушки верхнього робочого валка виконано скоси з кутом нахилу , які контактують з рухомими клинами, що мають такий же кут нахилу...
Попередній патент: Спосіб інтраопераційного лаважа при обструкції лівих відділів ободової кишки
Наступний патент: Система автоматичного регулювання швидкості конвеєра
Випадковий патент: Спосіб лікування критичної і субкритичної ішемії кінцівок