Багаторазовий ливарний елемент
Формула / Реферат
1. Ливарний елемент (30; 50) для ливарної установки (10) для переміщення рідкого металу, яка включає множину ливарних елементів (12; 20; 18), з'єднаних у спосіб, достатній для утворення каналу для стікання металу; причому ливарний елемент (30; 50), складається з труби, головним чином труби ковша, вісь якої відповідає осі каналу; де вказаний елемент виконаний з можливістю утворювати контакт з вищерозташованим елементом (20) установки, який відрізняється тим, що включає засоби (42; 64; 70) для керування кутовою орієнтацією труби по своїй осі відносно вищерозташованого елемента; ці засоби здатні забезпечувати щонайменше три різних положення труби.
2. Ливарний елемент (30; 50) за попереднім пунктом, в якому засоби контролю (42; 64; 68) здатні забезпечувати чотири різні положення труби, тобто з проміжком 90°.
3. Ливарний елемент (30; 50) за будь-яким з попередніх пунктів, в якому труба на кінці, що відповідає кінцеві каналу, несе поверхню (36; 60), здатну утворювати з'єднання з вищерозташованим елементом; ця поверхня плоска.
4. Ливарний елемент (50) за будь-яким з попередніх пунктів, що включає знімну раму (54), здатну розміщуватись навколо труби (52).
5. Ливарний елемент (30; 50) за будь-яким з попередніх пунктів, в якому засоби контролю включають щонайменше одну опорну поверхню (42; 64; 68), розташовану на трубі та/або рамі і здатну стикуватись з щонайменше однією комплементарною поверхнею (66; 70), яка належить, наприклад, до опори, здатної утримувати елемент в контакті з вищерозташованим елементом установки.
6. Ливарний елемент (50) за п. 4 або 5, в якому засоби контролю, що включають опорні поверхні, розташовані, з одного боку, на трубі (52), а з іншого боку, на рамі (54) і здатні стикуватись.
7. Ливарний елемент (50) за п. 5 або п. 6, в якому кінець труби, що включає поверхню контакту (60), влаштований так, що він має щонайменше одну радіальну відмінність (62), а засоби контролю, розташовані навколо труби, щонайменше в одній з частин труби утворюють відмінність.
8. Ливарний елемент за попереднім пунктом, в якому труба має щонайменше дві радіальних відмінності, кожна з яких являє собою виступ, який закінчується в осьовому напрямку труби скошеною поверхнею (64), на відстані від поверхні контакту (60), і здатною стикуватися з комплементарною поверхнею (66), яка належить головним чином до рами.
9. Ливарна установка (10) для переміщення металу, яка складається з кількох ливарних елементів (12; 20; 18), з'єднаних у спосіб, достатній для утворення каналу для стікання рідкого металу, яка відрізняється тим, що включає ливарний елемент (30; 50) за будь-яким з попередніх пунктів.
10. Процес лиття в ряді ливарних установок (10) для переміщення металу, кожна з яких складається з множини ливарних елементів (12; 20; 18), з'єднаних у спосіб, достатній для утворення каналу для стікання металу; процес використовує ливарний елемент (30; 50) за будь-яким з пунктів 1-8, який відрізняється тим, що складається з наступних етапів:
встановлюють ливарний елемент (30; 50) у першу установку, так щоб труба була розташована в першому положенні згідно з її віссю відносно вищерозташованого елемента (20) першої установки (10),
проводять операції лиття,
від'єднують ливарний елемент (30; 50) від першої установки,
повторюють три попередні етапи, встановлюючи ливарний елемент (30; 50) у другу, потім у третю установку, так щоб труба була розташована відповідно в другому, потім у третьому положенні згідно з її віссю відносно вищерозташованого елемента (20) другої та третьої установки (10).
Текст
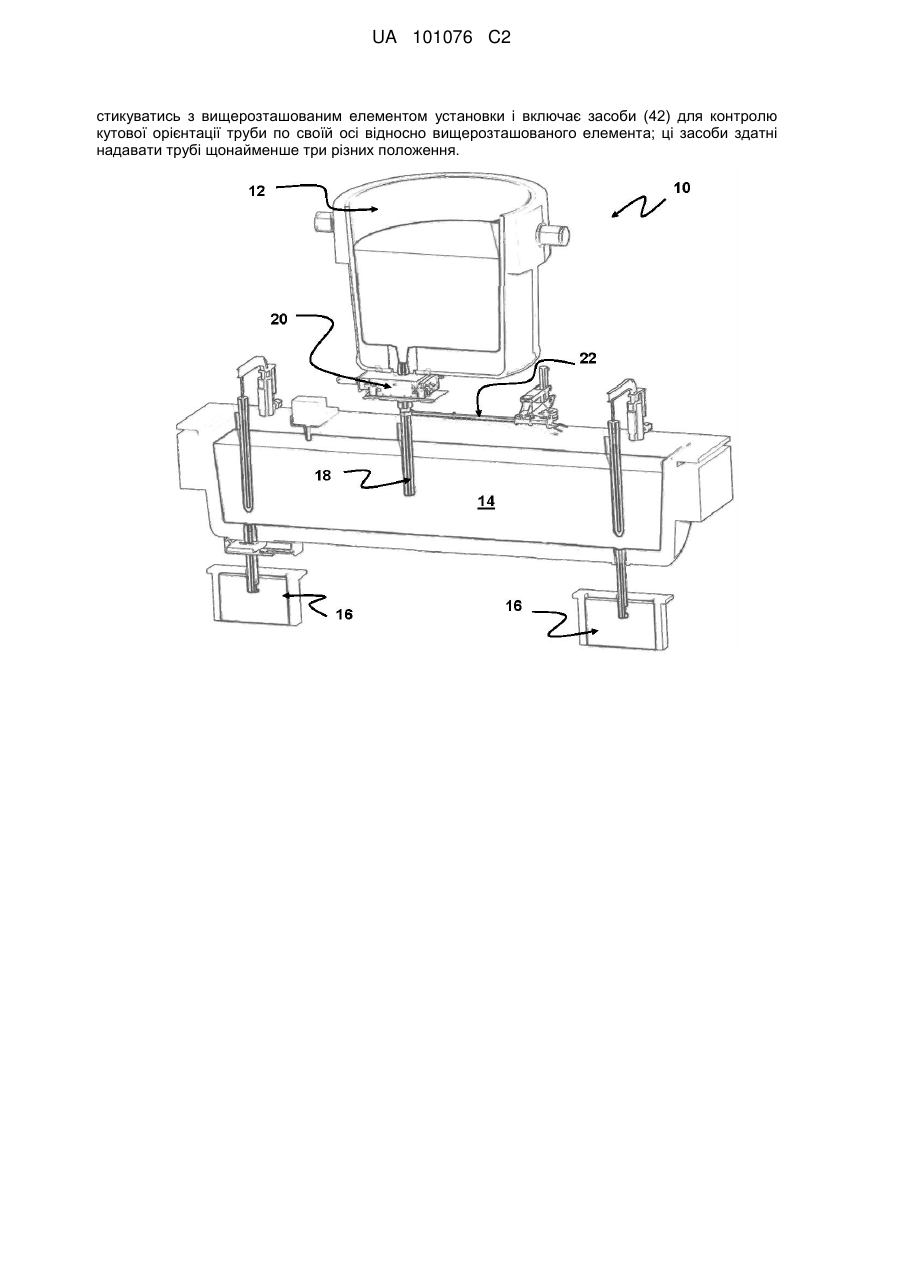
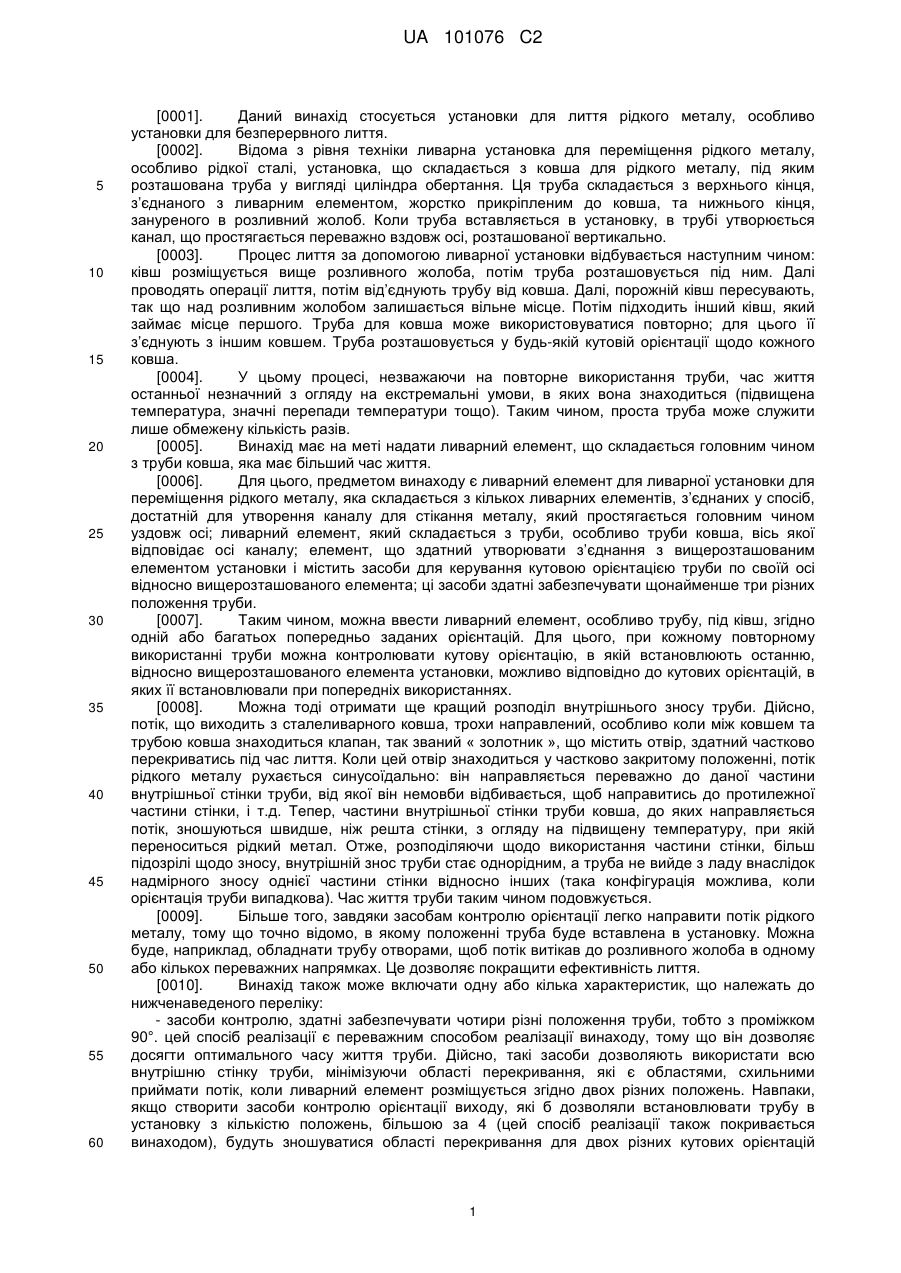
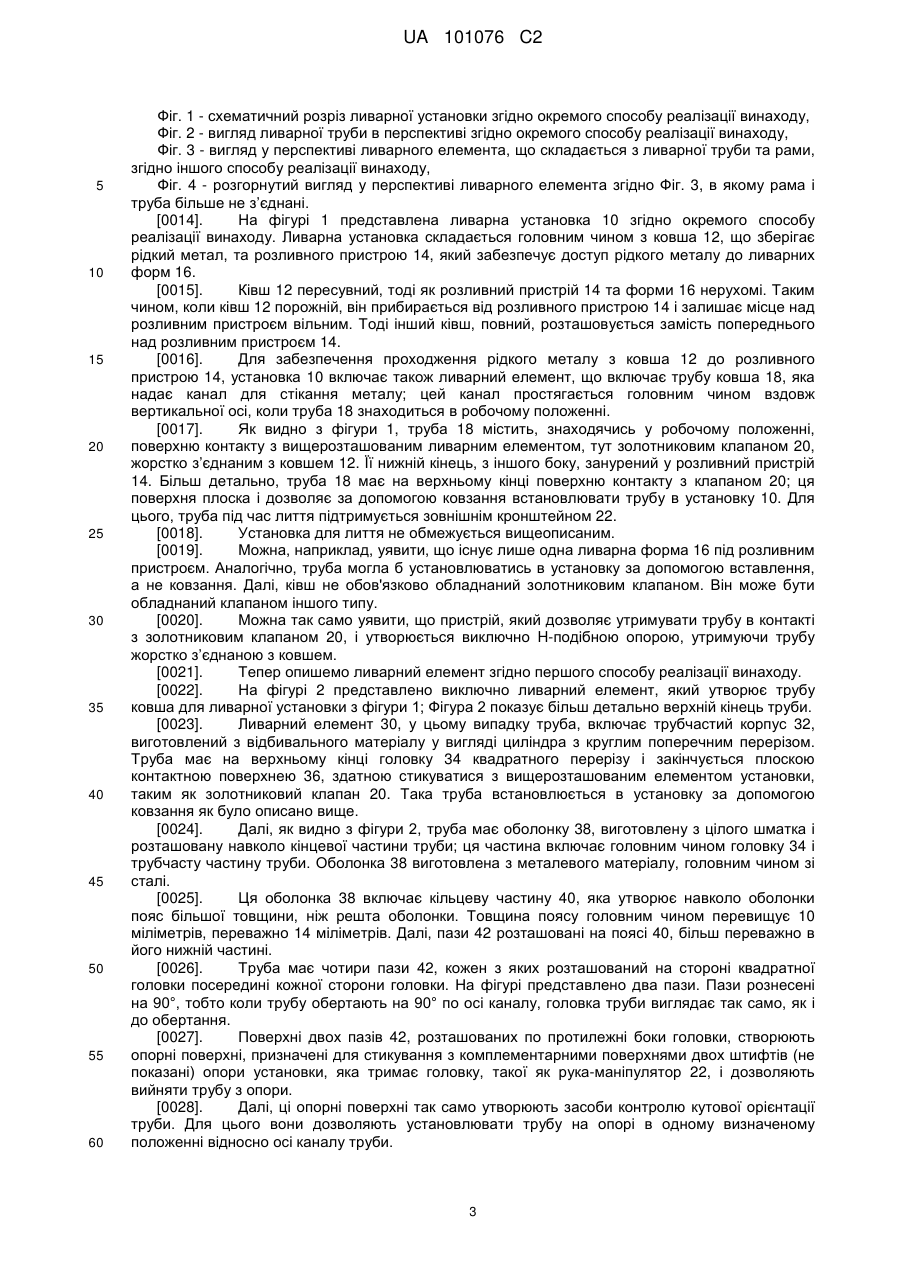
Реферат: Даний винахід стосується ливарного елемента (30) для ливарної установки для переміщення рідкого металу, яка включає кілька ливарних елементів, з'єднаних у спосіб, достатній для утворення каналу, вздовж якого може стікати метал, ливарний елемент (30), який включає трубу, а саме трубу для ковша, вісь якої відповідає осі каналу. Ливарний елемент здатен UA 101076 C2 (12) UA 101076 C2 стикуватись з вищерозташованим елементом установки і включає засоби (42) для контролю кутової орієнтації труби по своїй осі відносно вищерозташованого елемента; ці засоби здатні надавати трубі щонайменше три різних положення. UA 101076 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0001]. Даний винахід стосується установки для лиття рідкого металу, особливо установки для безперервного лиття. [0002]. Відома з рівня техніки ливарна установка для переміщення рідкого металу, особливо рідкої сталі, установка, що складається з ковша для рідкого металу, під яким розташована труба у вигляді циліндра обертання. Ця труба складається з верхнього кінця, з’єднаного з ливарним елементом, жорстко прикріпленим до ковша, та нижнього кінця, зануреного в розливний жолоб. Коли труба вставляється в установку, в трубі утворюється канал, що простягається переважно вздовж осі, розташованої вертикально. [0003]. Процес лиття за допомогою ливарної установки відбувається наступним чином: ківш розміщується вище розливного жолоба, потім труба розташовується під ним. Далі проводять операції лиття, потім від’єднують трубу від ковша. Далі, порожній ківш пересувають, так що над розливним жолобом залишається вільне місце. Потім підходить інший ківш, який займає місце першого. Труба для ковша може використовуватися повторно; для цього її з’єднують з іншим ковшем. Труба розташовується у будь-якій кутовій орієнтації щодо кожного ковша. [0004]. У цьому процесі, незважаючи на повторне використання труби, час життя останньої незначний з огляду на екстремальні умови, в яких вона знаходиться (підвищена температура, значні перепади температури тощо). Таким чином, проста труба може служити лише обмежену кількість разів. [0005]. Винахід має на меті надати ливарний елемент, що складається головним чином з труби ковша, яка має більший час життя. [0006]. Для цього, предметом винаходу є ливарний елемент для ливарної установки для переміщення рідкого металу, яка складається з кількох ливарних елементів, з’єднаних у спосіб, достатній для утворення каналу для стікання металу, який простягається головним чином уздовж осі; ливарний елемент, який складається з труби, особливо труби ковша, вісь якої відповідає осі каналу; елемент, що здатний утворювати з’єднання з вищерозташованим елементом установки і містить засоби для керування кутовою орієнтацією труби по своїй осі відносно вищерозташованого елемента; ці засоби здатні забезпечувати щонайменше три різних положення труби. [0007]. Таким чином, можна ввести ливарний елемент, особливо трубу, під ківш, згідно одній або багатьох попередньо заданих орієнтацій. Для цього, при кожному повторному використанні труби можна контролювати кутову орієнтацію, в якій встановлюють останню, відносно вищерозташованого елемента установки, можливо відповідно до кутових орієнтацій, в яких її встановлювали при попередніх використаннях. [0008]. Можна тоді отримати ще кращий розподіл внутрішнього зносу труби. Дійсно, потік, що виходить з сталеливарного ковша, трохи направлений, особливо коли між ковшем та трубою ковша знаходиться клапан, так званий « золотник », що містить отвір, здатний частково перекриватись під час лиття. Коли цей отвір знаходиться у частково закритому положенні, потік рідкого металу рухається синусоїдально: він направляється переважно до даної частини внутрішньої стінки труби, від якої він немовби відбивається, щоб направитись до протилежної частини стінки, і т.д. Тепер, частини внутрішньої стінки труби ковша, до яких направляється потік, зношуються швидше, ніж решта стінки, з огляду на підвищену температуру, при якій переноситься рідкий метал. Отже, розподіляючи щодо використання частини стінки, більш підозрілі щодо зносу, внутрішній знос труби стає однорідним, а труба не вийде з ладу внаслідок надмірного зносу однієї частини стінки відносно інших (така конфігурація можлива, коли орієнтація труби випадкова). Час життя труби таким чином подовжується. [0009]. Більше того, завдяки засобам контролю орієнтації легко направити потік рідкого металу, тому що точно відомо, в якому положенні труба буде вставлена в установку. Можна буде, наприклад, обладнатитрубу отворами, щоб потік витікав до розливного жолоба в одному або кількох переважних напрямках. Це дозволяє покращити ефективність лиття. [0010]. Винахід також може включати одну або кілька характеристик, що належать до нижченаведеного переліку: - засоби контролю, здатні забезпечувати чотири різні положення труби, тобто з проміжком 90°. цей спосіб реалізації є переважним способом реалізації винаходу, тому що він дозволяє досягти оптимального часу життя труби. Дійсно, такі засоби дозволяють використати всю внутрішню стінку труби, мінімізуючи області перекривання, які є областями, схильними приймати потік, коли ливарний елемент розміщується згідно двох різних положень. Навпаки, якщо створити засоби контролю орієнтації виходу, які б дозволяли встановлювати трубу в установку з кількістю положень, більшою за 4 (цей спосіб реалізації також покривається винаходом), будуть зношуватися області перекривання для двох різних кутових орієнтацій 1 UA 101076 C2 5 10 15 20 25 30 35 40 45 50 55 60 труби. Ці області перекривання досягнуть, таким чином, критичного порогу зношеності раніше, ніж решта внутрішньої стінки, і труба вийде з ладу, тоді як більша частина внутрішньої стінки труби ще здатна приймати потік без ризику. Вищеописаний спосіб реалізації дозволяє, таким чином, оптимізувати тривалість життя труби; - труба на кінці, що відповідає кінцеві каналу, несе поверхню, яка утворює з'єднання з вищерозташованим елементом; ця поверхня плоска. У цьому випадку труба з’єднується з установкою, яка включає ківш, переважно з клапаном знизу останнього, за допомогою ковзання (а не вставлення). Ливарний елемент згідно винаходу має, таким чином, додаткову перевагу. Дійсно, якщо труба ковзає відносно вищерозташованого елемента, поверхня контакту піддається головним чином локальному зносу, зона пошкодження відповідає зоні, розташованій поблизу діаметра труби, яка паралельна напряму ковзання труби відносно вищерозташованого елемента. Отже, коли орієнтація труби відносно вищерозташованого елемента змінюється при її повторному використанні, рівномірно розподіляється знос поверхні в контакті з вищерозташованим елементом. Це запобігає розтріскуванню труби на рівні цієї поверхні, а також сприяє оптимізації тривалості її життя; - ливарний елемент, що включає нерухому раму, здатну розміщуватись навколо труби. Ця нерухома рама дозволяє в окремих випадках закріплювати трубу і проводити її техобслуговування на місці в ливарній установці, за допомогою рами з опорою; - засоби контролю, що включають щонайменше одну опорну поверхню, розташовану на трубі та/або рамі, і здатну стикуватись з щонайменше однією комплементарною поверхнею, яка належить виключно до опори, здатної утримувати елемент в контакті з вищерозташованим елементом установки. Зокрема, опорна поверхня повинна мати жолоб (або паз), здатний стикуватися з виступом на опорі, або виступ, здатний стикуватися з жолобом (або пазом) на опорі; - засоби контролю, що включають опорні поверхні, розташовані, з одного боку, на трубі, а з іншого боку, на рамі, і здатні стикуватись. У цьому випадку рама включає засоби для орієнтації рами згідно єдиного положення в опорі, тоді як труба може бути орієнтована згідно кількох положень в рамі; - кінець труби, що включає поверхню контакту, влаштований так, що він має щонайменше одну радіальну відмінність, а засоби контролю, розташовані навколо труби, щонайменше в одній частині труби утворюють відмінність. Така конфігурація полегшує встановлення труби на опорі або в рамі для оператора або робота. Дійсно, за допомогою цих радіальних відмінностей легше досягається відповідність між опорною поверхнею рами і/або опори та поверхнею труби; - зокрема, труба несе щонайменше дві радіальних відмінності, кожна з яких являє собою виступ, який закінчується в осьовому напрямку труби скошеною поверхнею, на відстані від поверхні контакту. Скошена поверхня здатна стикуватись виключно з поверхнею рами комплементарної форми, на якій вона може розміщуватись. У цьому випадку, засоби кутової орієнтації влаштовані так, щоб напрям ковзання труби у жодному з положень не відповідав напрямку, в якому простягаються радіальні відмінності. Цей спосіб реалізації є переважним, оскільки області контактної поверхні труби, які піддаються навантаженням, в той же час є областями її стиснення. Навантаження стиснення цих областей ефективне, оскільки скошені поверхні прилягають до комплементарних поверхонь рами. Цей спосіб реалізації дозволяє уникнути утворення відкритих тріщин на поверхні контакту, а також подовжити тривалість життя труби. [0011]. Предметом винаходу є також ливарна установка для переміщення металу, яка складається з кількох ливарних елементів, з’єднаних у спосіб, достатній для утворення каналу для стікання рідкого металу; установка включає ливарний елемент згідно винаходу. [0012]. Крім того, предметом винаходу є процес лиття в ряді ливарних установок для переміщення металу, кожна з яких складається з ряду ливарних елементів, з’єднаних у спосіб, достатній для утворення каналу для стікання металу; процес використовує ливарний елемент згідно винаходу, і складається з наступних етапів: - встановлюється ливарний елемент, так щоб труба була розташована в першому положенні згідно її осі відносно вищерозташованого елемента першої установки, - проводять операції лиття, - від’єднують ливарний елемент від першої установки, - повторюють три попередні етапи, встановлюючи ливарний елемент у другу, потім у третю установку, так щоб труба була розташована відповідно в другому, потім у третьому положенні згідно її осі відносно вищерозташованого елемента другої та третьої установки. [0013]. Винахід буде краще зрозумілим при прочитанні наступного опису, даного виключно в якості прикладу, і зробленого з посиланням на креслення, в яких: 2 UA 101076 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 1 - схематичний розріз ливарної установки згідно окремого способу реалізації винаходу, Фіг. 2 - вигляд ливарної труби в перспективі згідно окремого способу реалізації винаходу, Фіг. 3 - вигляд у перспективі ливарного елемента, що складається з ливарної труби та рами, згідно іншого способу реалізації винаходу, Фіг. 4 - розгорнутий вигляд у перспективі ливарного елемента згідно Фіг. 3, в якому рама і труба більше не з’єднані. [0014]. На фігурі 1 представлена ливарна установка 10 згідно окремого способу реалізації винаходу. Ливарна установка складається головним чином з ковша 12, що зберігає рідкий метал, та розливного пристрою 14, який забезпечує доступ рідкого металу до ливарних форм 16. [0015]. Ківш 12 пересувний, тоді як розливний пристрій 14 та форми 16 нерухомі. Таким чином, коли ківш 12 порожній, він прибирається від розливного пристрою 14 і залишає місце над розливним пристроєм вільним. Тоді інший ківш, повний, розташовується замість попереднього над розливним пристроєм 14. [0016]. Для забезпечення проходження рідкого металу з ковша 12 до розливного пристрою 14, установка 10 включає також ливарний елемент, що включає трубу ковша 18, яка надає канал для стікання металу; цей канал простягається головним чином вздовж вертикальної осі, коли труба 18 знаходиться в робочому положенні. [0017]. Як видно з фігури 1, труба 18 містить, знаходячись у робочому положенні, поверхню контакту з вищерозташованим ливарним елементом, тут золотниковим клапаном 20, жорстко з’єднаним з ковшем 12. Її нижній кінець, з іншого боку, занурений у розливний пристрій 14. Більш детально, труба 18 має на верхньому кінці поверхню контакту з клапаном 20; ця поверхня плоска і дозволяє за допомогою ковзання встановлювати трубу в установку 10. Для цього, труба під час лиття підтримується зовнішнім кронштейном 22. [0018]. Установка для лиття не обмежується вищеописаним. [0019]. Можна, наприклад, уявити, що існує лише одна ливарна форма 16 під розливним пристроєм. Аналогічно, труба могла б установлюватись в установку за допомогою вставлення, а не ковзання. Далі, ківш не обов'язково обладнаний золотниковим клапаном. Він може бути обладнаний клапаном іншого типу. [0020]. Можна так само уявити, що пристрій, який дозволяє утримувати трубу в контакті з золотниковим клапаном 20, і утворюється виключно H-подібною опорою, утримуючи трубу жорстко з’єднаною з ковшем. [0021]. Тепер опишемо ливарний елемент згідно першого способу реалізації винаходу. [0022]. На фігурі 2 представлено виключно ливарний елемент, який утворює трубу ковша для ливарної установки з фігури 1; Фігура 2 показує більш детально верхній кінець труби. [0023]. Ливарний елемент 30, у цьому випадку труба, включає трубчастий корпус 32, виготовлений з відбивального матеріалу у вигляді циліндра з круглим поперечним перерізом. Труба має на верхньому кінці головку 34 квадратного перерізу і закінчується плоскою контактною поверхнею 36, здатною стикуватися з вищерозташованим елементом установки, таким як золотниковий клапан 20. Така труба встановлюється в установку за допомогою ковзання як було описано вище. [0024]. Далі, як видно з фігури 2, труба має оболонку 38, виготовлену з цілого шматка і розташовану навколо кінцевої частини труби; ця частина включає головним чином головку 34 і трубчасту частину труби. Оболонка 38 виготовлена з металевого матеріалу, головним чином зі сталі. [0025]. Ця оболонка 38 включає кільцеву частину 40, яка утворює навколо оболонки пояс більшої товщини, ніж решта оболонки. Товщина поясу головним чином перевищує 10 міліметрів, переважно 14 міліметрів. Далі, пази 42 розташовані на поясі 40, більш переважно в його нижній частині. [0026]. Труба має чотири пази 42, кожен з яких розташований на стороні квадратної головки посередині кожної сторони головки. На фігурі представлено два пази. Пази рознесені на 90°, тобто коли трубу обертають на 90° по осі каналу, головка труби виглядає так само, як і до обертання. [0027]. Поверхні двох пазів 42, розташованих по протилежні боки головки, створюють опорні поверхні, призначені для стикування з комплементарними поверхнями двох штифтів (не показані) опори установки, яка тримає головку, такої як рука-маніпулятор 22, і дозволяють вийняти трубу з опори. [0028]. Далі, ці опорні поверхні так само утворюють засоби контролю кутової орієнтації труби. Для цього вони дозволяють установлювати трубу на опорі в одному визначеному положенні відносно осі каналу труби. 3 UA 101076 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0029]. Далі, тоді як головка труби незмінна, коли її піддають обертанню на 90°, труба може бути встановлена в опору у чотирьох різних положеннях, оскільки той самий штифт опори може з’єднуватися з чотирма пазами 42 труби, що надає трубі чотири різних положення відносно вищерозташованого елемента установки, яким є клапан 20. [0030]. Це дає особливу перевагу, так як дозволяє належним чином розподілити знос внутрішньої стінки труби, і, таким чином, знос контактної поверхні 36. [0031]. Далі, металева оболонка 38 труби має чотири ребра 44, в частині, яка накриває трубчасту частину труби. Вони ідентичні і простягаються головним чином уздовж осі каналу. Вони незмінно трикутні в перерізі. Кожне ребро 44 знаходиться під одним з пазів 42. Таким чином, ребра 44 рознесені на 90°. [0032]. Ребра 44 дозволяють встановити трубу 18 в маніпуляторний пристрій, здатний переміщувати трубу до опори. Ребра 44 призначені переважно для стикування з комплементарними пазами маніпуляторного пристрою. Оскільки труба має кілька ребер 44, рівномірно розташованих по її краю, її можна вставити в маніпуляторний пристрій у декількох положеннях відносно осі каналу, що дозволяє полегшити встановлення труби в бажаній орієнтації відносно опори. [0033]. Тепер опишемо за допомогою фігур 3 та 4 ливарний елемент згідно другого способу реалізації винаходу. [0034]. Ливарний елемент 50 згідно другого способу реалізації складається з труби 52 та нерухомої рами 54 з двох частин 54a, 54b; рама розташована навколо головки труби. Як і в попередньому способі реалізації, на фігурах представлений тільки верхній кінець ливарного елемента. [0035]. Труба 52 включає трубчастий корпус 56, виготовлений з відбивального матеріалу і обладнаний на крайній частині труби металевою оболонкою 58, виготовленою головним чином зі сталі. Як і труба згідно попереднього способу реалізації, труба 52 закінчується на верхньому кінці плоскою контактною поверхнею 60, призначеною для створення контакту з вищерозташованим елементом установки, таким як золотниковий клапан 20. [0036]. Труба включає також чотири радіальних відмінності, що являють собою виступи 62, розташовані на крайній частині труби. Ці виступи 62 рознесені на 90°, тобто вони влаштовані таким чином, що переріз труби незмінний, коли відбувається її обертання на 90°. [0037]. Далі, як видно з фігури 4, кожен виступ 62 закінчується на його кінці, віддаленому від контактної поверхні 60, скошеною поверхнею 64, яка нахилена відносно контактної поверхні 60. Кожна поверхня 64 повинна спиратися на комплементарну поверхню 66, що належить до рами, також нахилену відносно поверхні 60 труби, коли рама і труба зібрані. Поверхні 64 та 66 входять в опору, щоб утримувати трубу в рамі. [0038]. Далі, труба 52 має по своєму краю, в кожній частині, яка утворює радіальну відмінність, виступ 68. Виступи 68 повинні входити в подовжений паз 70 рами, коли рама та труба зібрані. [0039]. Кожна частина рами має внутрішню стінку у формі, комплементарній стінці труби. Дві знімні частини 54a, 54b рами прикріплюються одна до одної через передбачені для цього отвори 72 за допомогою болтів та гайок. В результаті дві частини рами не з’єднані з трубою, але закріплені на ній за допомогою засобів взаємного скріплення і стикування опорної поверхні 64 труби та поверхні 66 рами і ребер 68 труби та пазу 70 рами. [0040]. Далі, в результаті комплементарності форми труби та рами і відповідності ребер 68 пазові 70, можна встановити кутову орієнтацію труби по осі каналу відносно рами. Дійсно, труба може бути встановлена в рамі лише у певних визначених положеннях. Засоби 68-70, 7162 являють собою, таким чином, засоби контролю орієнтації труби щодо рами. [0041]. Рама завжди розташовується в ливарній установці однаково за допомогою засобів контролю орієнтації рами щодо вищерозташованого елемента, не показаних на фігурах. Ці засоби включають, наприклад, два пази, аналогічні пазам 42, розташовані з двох протилежних боків рами і здатних стикуватися з двома штифтами опори. [0042]. Далі, так як труба незмінна, коли її піддають обертанню на 90°, а чотири виступи 62 однакові, її можна встановити в раму в чотирьох положеннях, рознесених на 90°. [0043]. Отже, ливарний елемент, утворений збіркою труби та рами, може встановлюватися в ливарну установку в чотирьох різних положеннях. Засоби 62, пов’язані комплементарною формою з внутрішньою стінкою рами 54 та 68-70, а також засоби контролю орієнтації рами відносно опори, складають засоби контролю кутової орієнтації труби по осі каналу відносно опори та вищерозташованого елемента ливарної установки. Ці засоби здатні забезпечувати чотири різні положення труби відносно опори та вищерозташованого елемента. [0044]. Далі, в той час як поверхня 64 опирається на поверхню 66 в результаті земного 4 UA 101076 C2 5 10 15 20 25 30 35 40 45 50 55 60 тяжіння, області, розташовані між радіальними виступами 62, стискаються, коли збірка з рами 54 і труби 52 вставляється в установку. Потім влаштовують засоби контролю орієнтації таким чином, що області, які найбільше пошкоджуються ковзанням, а це області, розташовані поблизу діаметра труби, які простягаються вздовж напряму ковзання труби, коли труба вставляється в установку, відповідали областям, розташованим між радіальними виступами. Ці області, так як вони під стиском, дійсно менше пошкоджуються напруженнями внаслідок ковзання. [0045]. Також відмічається, що металева оболонка 58 труби 52 має чотири ребра 74, таких як ребра 44, описані в першому способі реалізації. Ці ребра дозволяють встановити ливарний елемент в маніпуляторний пристрій, що переміщує трубу до установки. У цьому способі реалізації ребра розташовані з відступом відносно радіальних виступів. [0046]. Отже, збірка з труби та рами, що утворює ливарний елемент, також дозволяє орієнтувати трубу в ливарній установці бажаним способом. [0047]. Ливарний елемент не обмежується вищеописаними способами реалізації. [0048]. Наприклад, ливарний елемент, що включає трубу та раму, в якій труба може встановлюватись в єдиному положенні щодо рами, а рама може встановлюватись в опору установки в декількох положеннях, так само належить до винаходу. [0049]. Більш того, форма засобів контролю не обмежується цим описом. Труба згідно першого способу реалізації могла б мати опорні поверхні, розташовані у виступі оболонки і/або пази іншої форми. Так само, у другому способі реалізації, якщо труба являє собою круг обертання, засоби контролю могли би включати виступи 68 та паз відповідної форми, влаштований в рамі. Кількість і розташування цих засобів не обмежується тими, що описані. [0050]. Більше того, напрямні засоби, такі як ребра 44, 74 для правильного встановлення труби в маніпуляторний пристрій, є необов’язковими. Ці засоби так само можуть мати форму, відмінну від описаної. [0051]. Більш того, труба згідно першого способу реалізації може мати головку іншого перерізу, відмінного від квадратного. [0052]. Також, труба згідно другого способу реалізації може не мати жодних радіальних відмінностей і бути по формі кругом обертання. У цьому способі реалізації рама також може кріпитися на трубі іншим способом, крім болтів. [0053]. Далі, форма та матеріали труб не обмежуються описаними вище. [0054]. Тепер опишемо процес лиття згідно окремого способу реалізації винаходу, що проводиться з допомогою однієї чи іншої з труб ливарних елементів, описаних вище. [0055]. Передусім, розташовують ківш 12 над розливним пристроєм, в той час як золотниковий клапан 20, з’єднаний з ковшем, закритий. Золотниковий клапан більш детально являє собою збірку з двох накладених одна на одну пластинок, здатних ковзати одна відносно одної, кожна з яких має отвір. Коли ківш 12 приводять над розливний пристрій, два отвори не збігаються. [0056]. Отже, так як орієнтація труби щодо руки-маніпулятора визначена, ливарний елемент може встановлюватись у першому положенні щодо вищерозташованого елемента установки, тут золотникового клапана 20. Потім рука-маніпулятор 22 влаштовує ливарний елемент 30; 50 навпроти золотникового клапана 20, а дві пластинки золотникового клапана 20 пересуваються таким чином, що отвори в них збігаються, і клапан відкривається, дозволяючи прохід потоку в канал. Тоді проводять операції лиття, і рідкий метал з ковша виливається до розливного жолоба. [0057]. Коли ківш 12 порожній, рука 22 від’єднує від нього трубу і прибирає ківш. Тоді новий ківш може розташовуватись над розливним пристроєм. [0058]. У випадку ливарного елемента, описаного в другому способі реалізації, у цей час демонтують раму 54 і змінюють орієнтацію труби 52 відносно рами. [0059]. Потім, у всіх випадках, встановлюють ливарний елемент 30;50 у нову установку, яка включає новий ківш, так щоб труба ливарного елемента 30;52 набула другої орієнтації, відмінної від першої, відносно золотникового клапана 20. У випадку, коли труба ливарного елемента 30 згідно першого способу реалізації, змінюють орієнтацію труби відносно руки 22, а в випадку, коли вона згідно другого способу реалізації, так само орієнтують раму 54 відносно руки 22. [0060]. Повторюють попередньо описані етапи з ливарним елементом 30; 50, вставленим в установку таким чином, щоб труба ливарного елемента 30; 52 була в другому положенні, а потім повторюють ті самі етапи, встановлюючи ливарний елемент 30; 50 у такий спосіб, щоб труба ливарного елемента 30; 52 була у третьому положенні відносно клапана нової ливарної установки. Таким чином, знос труби краще розподіляється, і її можна повторно використовувати більше число разів. Це подовжує тривалість життя труби і дозволяє економити 5 UA 101076 C2 5 кошти, пов’язані з устаткуванням, потрібним для процесів лиття. [0061]. Процес згідно винаходу не обмежується вищеописаним. [0062]. У випадку, якщо установка включає опору, яка належить до ковша, для утримування труби в установці, процес може включати, для кожного етапу встановлення труби в установку, етап захоплення труби пристроєм за допомогою ребер труби, потім етап установлення труби в опору, а розташування труби відносно опори здійснюється за допомогою пазів 42 труби або рами. ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 35 40 45 50 55 1. Ливарний елемент (30; 50) для ливарної установки (10) для переміщення рідкого металу, яка включає множину ливарних елементів (12; 20; 18), з'єднаних у спосіб, достатній для утворення каналу для стікання металу; причому ливарний елемент (30; 50), складається з труби, головним чином труби ковша, вісь якої відповідає осі каналу; де вказаний елемент виконаний з можливістю утворювати контакт з вищерозташованим елементом (20) установки, який відрізняється тим, що включає засоби (42; 64; 70) для керування кутовою орієнтацією труби по своїй осі відносно вищерозташованого елемента; ці засоби здатні забезпечувати щонайменше три різних положення труби. 2. Ливарний елемент (30; 50) за попереднім пунктом, в якому засоби контролю (42; 64; 68) здатні забезпечувати чотири різні положення труби, тобто з проміжком 90°. 3. Ливарний елемент (30; 50) за будь-яким з попередніх пунктів, в якому труба на кінці, що відповідає кінцеві каналу, несе поверхню (36; 60), здатну утворювати з'єднання з вищерозташованим елементом; ця поверхня плоска. 4. Ливарний елемент (50) за будь-яким з попередніх пунктів, що включає знімну раму (54), здатну розміщуватись навколо труби (52). 5. Ливарний елемент (30; 50) за будь-яким з попередніх пунктів, в якому засоби контролю включають щонайменше одну опорну поверхню (42; 64; 68), розташовану на трубі та/або рамі і здатну стикуватись з щонайменше однією комплементарною поверхнею (66; 70), яка належить, наприклад, до опори, здатної утримувати елемент в контакті з вищерозташованим елементом установки. 6. Ливарний елемент (50) за п. 4 або 5, в якому засоби контролю, що включають опорні поверхні, розташовані, з одного боку, на трубі (52), а з іншого боку, на рамі (54) і здатні стикуватись. 7. Ливарний елемент (50) за п. 5 або п. 6, в якому кінець труби, що включає поверхню контакту (60), влаштований так, що він має щонайменше одну радіальну відмінність (62), а засоби контролю, розташовані навколо труби, щонайменше в одній з частин труби утворюють відмінність. 8. Ливарний елемент за попереднім пунктом, в якому труба має щонайменше дві радіальних відмінності, кожна з яких являє собою виступ, який закінчується в осьовому напрямку труби скошеною поверхнею (64), на відстані від поверхні контакту (60), і здатною стикуватися з комплементарною поверхнею (66), яка належить головним чином до рами. 9. Ливарна установка (10) для переміщення металу, яка складається з кількох ливарних елементів (12; 20; 18), з'єднаних у спосіб, достатній для утворення каналу для стікання рідкого металу, яка відрізняється тим, що включає ливарний елемент (30; 50) за будь-яким з попередніх пунктів. 10. Процес лиття в ряді ливарних установок (10) для переміщення металу, кожна з яких складається з множини ливарних елементів (12; 20; 18), з'єднаних у спосіб, достатній для утворення каналу для стікання металу; процес використовує ливарний елемент (30; 50) за будьяким з пунктів 1-8, який відрізняється тим, що складається з наступних етапів: встановлюють ливарний елемент (30; 50) у першу установку, так щоб труба була розташована в першому положенні згідно з її віссю відносно вищерозташованого елемента (20) першої установки (10), проводять операції лиття, від'єднують ливарний елемент (30; 50) від першої установки, повторюють три попередні етапи, встановлюючи ливарний елемент (30; 50) у другу, потім у третю установку, так щоб труба була розташована відповідно в другому, потім у третьому положенні згідно з її віссю відносно вищерозташованого елемента (20) другої та третьої установки (10). 6 UA 101076 C2 7 UA 101076 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюReusable casting member
Автори англійськоюHanse, Eric
Назва патенту російськоюМногоразовый литейный элемент
Автори російськоюХансе Эрик
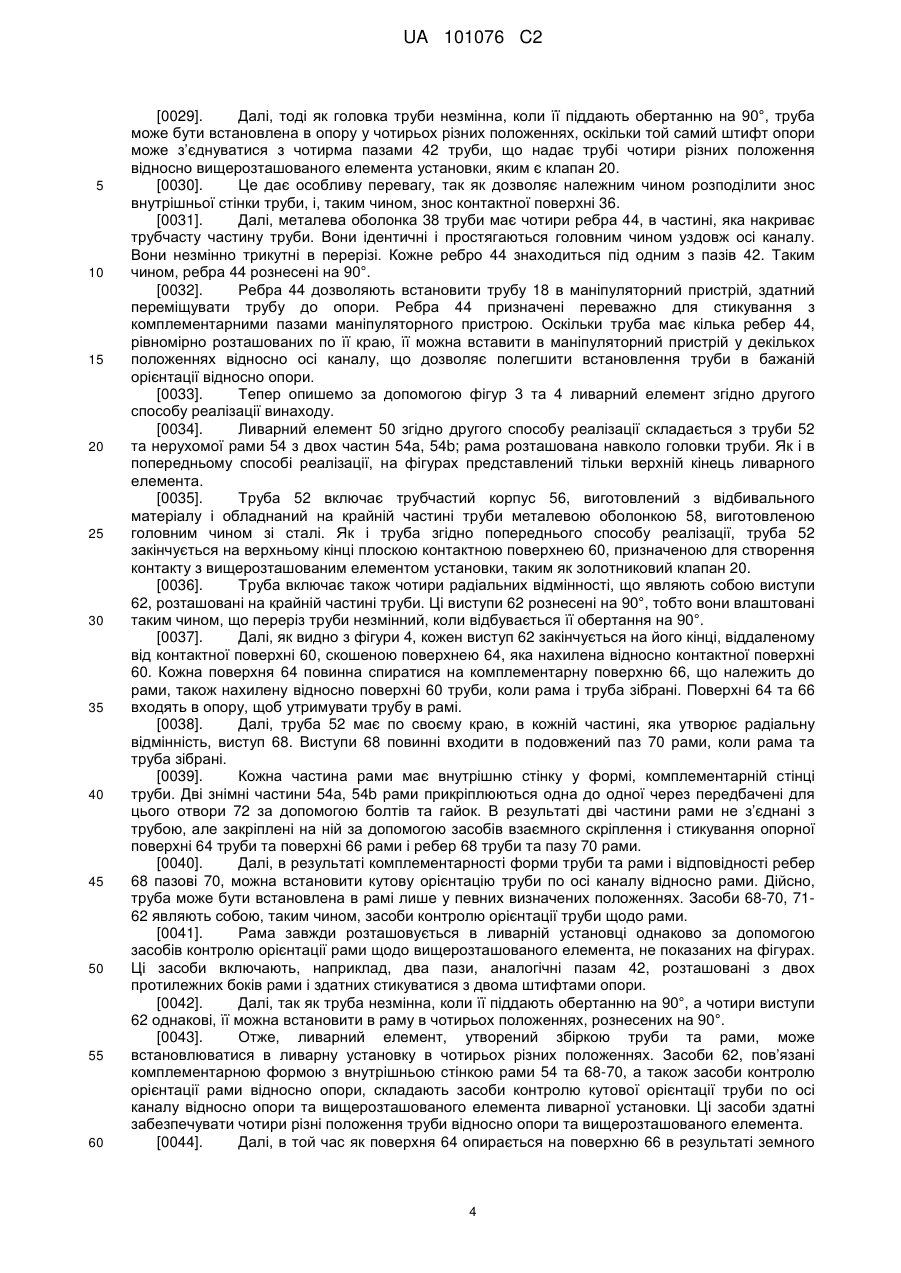
МПК / Мітки
МПК: B22D 41/50, B22D 11/106
Мітки: ливарний, елемент, багаторазовий
Код посилання
<a href="https://ua.patents.su/10-101076-bagatorazovijj-livarnijj-element.html" target="_blank" rel="follow" title="База патентів України">Багаторазовий ливарний елемент</a>
Ливарний сплав на основі магнію
Номер патенту: 25056
Опубліковано: 25.07.2007
Автори: Лукінов Володимир Володимирович, Цивірко Едуард Іванович, Клочихін Володимир Валерійович, Жеманюк Павло Дмитрович, Лисенко Наталія Олексіївна, Шаломєєв Вадим Анатолійович
МПК: C22C 23/00
Мітки: сплав, ливарний, основі, магнію
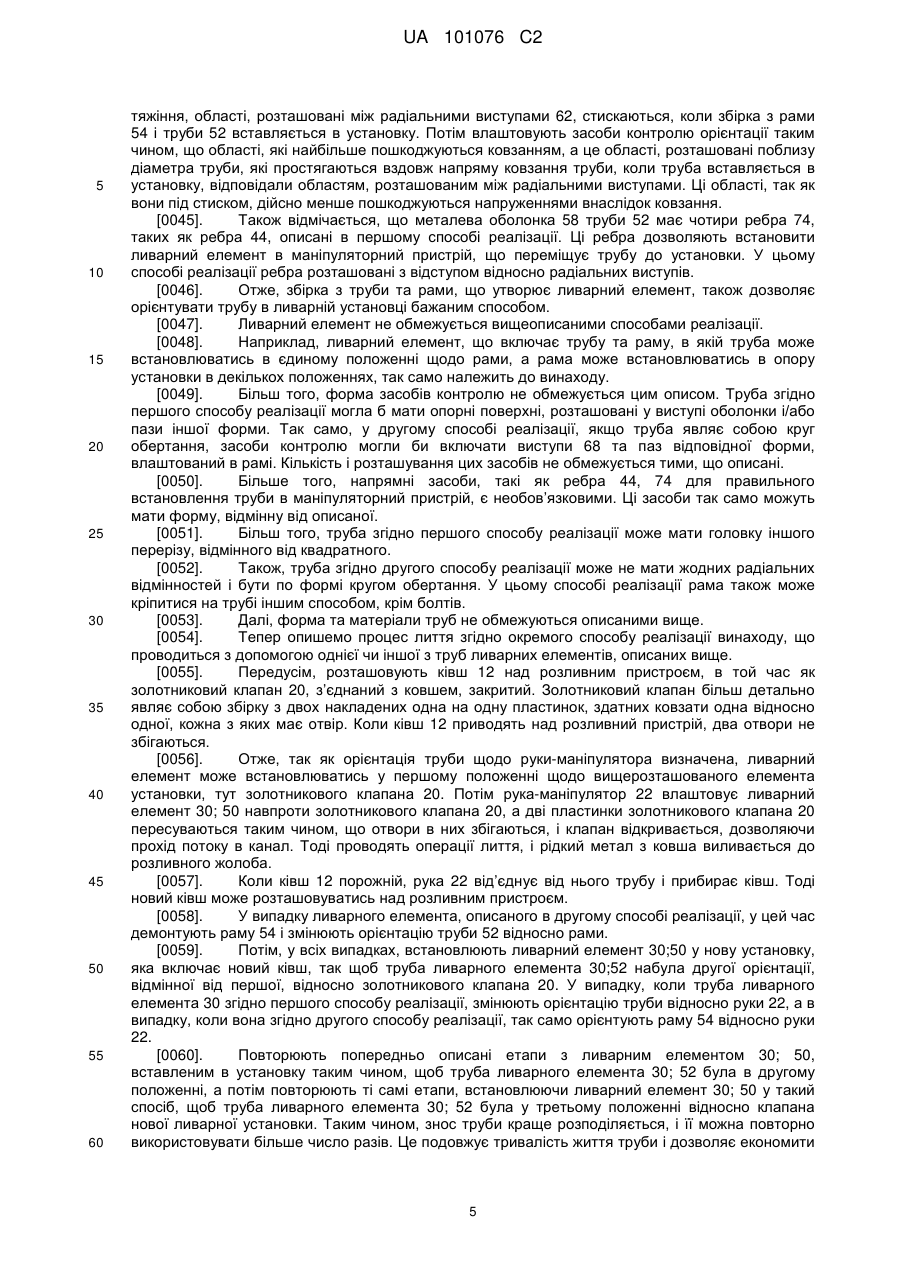
Формула / Реферат:
1. Ливарний сплав на основі магнію, що містить цирконій, неодим і цинк, який відрізняється тим, що він додатково містить скандій при наступному співвідношенні компонентів, мас. %: цирконій 0,4-1,0 неодим 2,2-2,8 цинк 0,1-0,7 скандій 0,2-0,8 магній решта. 2....
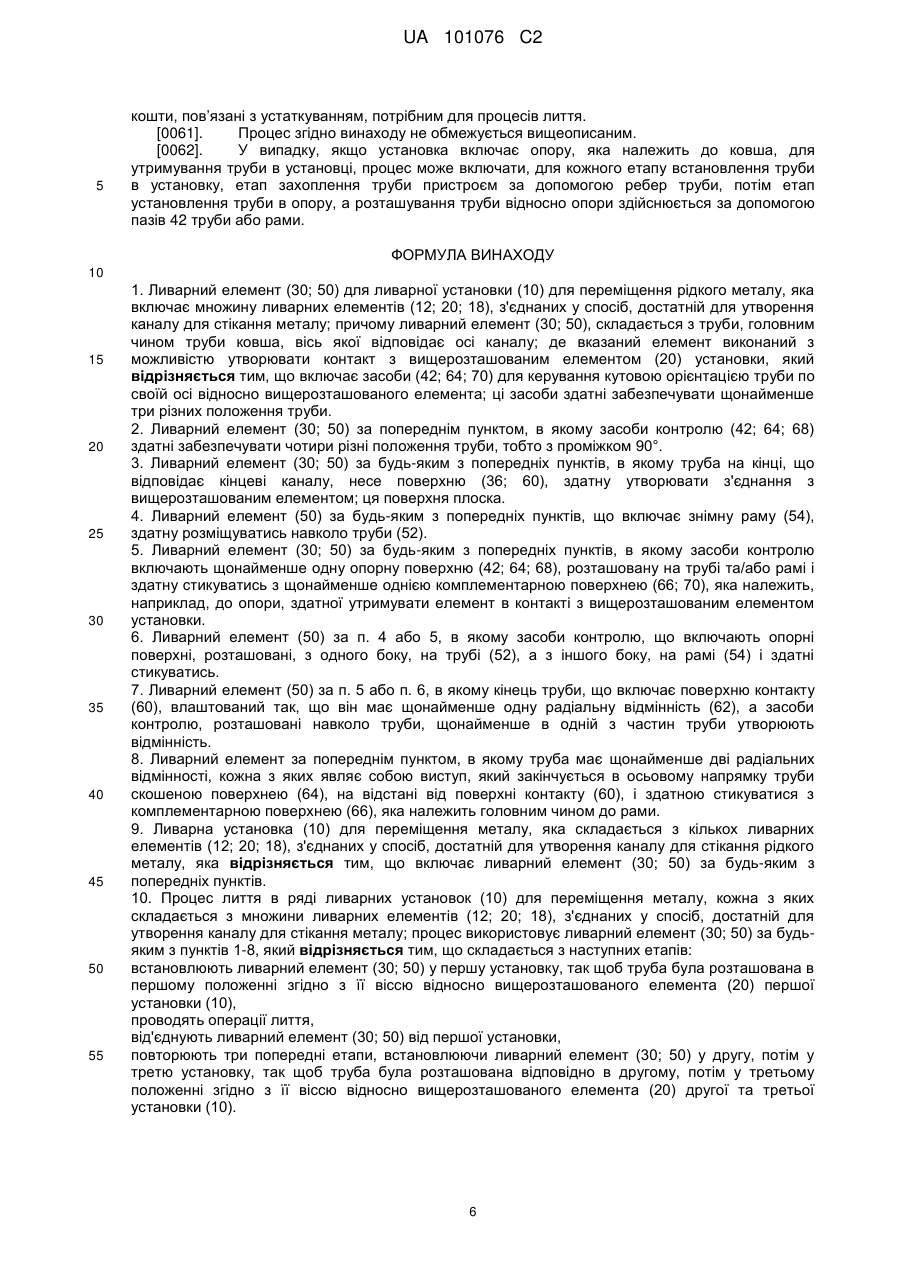
Ливарний сплав на основі алюмінію
Номер патенту: 40863
Опубліковано: 27.04.2009
Автори: Горєлкін Денис Миколайович, Котляр Сергій Миколайович, Кулініч Андрій Альбертович, Доній Олександр Миколайович
МПК: C22C 21/00
Мітки: алюмінію, ливарний, основі, сплав
Формула / Реферат:
Ливарний сплав на основі алюмінію, який містить цинк, магній, марганець, титан, залізо, мідь, берилій, цирконій, кремній, який відрізняється тим, що він містить компоненти, які вказані, при такому співвідношенні, мас. %: цинк 3,5-4,5 магній 1,5-2 марганець 0,2-0,5 титан 0,1-0,2 залізо ...
Ливарний кран

Номер патенту: 30413
Опубліковано: 25.02.2008
Автори: Железняк Віктор Вікторович, Кашанський Дмитро Анатолійович, Альошин Дмитро Валерійович, Ісаков Микола Іванович, Таран Дмитро Євгенович
МПК: B66C 17/00
Формула / Реферат:
Ливарний кран, який включає міст із розміщеним на ньому вантажним візком, оснащеним крюковою підвіскою, яка з'єднана із приводом переміщення по вертикалі і несе знімний вантажозахватний пристрій з підвісною траверсою, який відрізняється тим, що знімний вантажозахватний пристрій з підвісною траверсою виконаний у вигляді барабана, кінці якого взаємозв'язані із приводами, які прикріплені до підвісної траверси і зв'язані за допомогою...
Ливарний сплав системи al-mg
Номер патенту: 69334
Опубліковано: 25.04.2012
Автори: Котляр Сергій Миколайович, Кулініч Андрій Альбертович, Доній Олександр Миколайович, Горєлкін Денис Миколайович
МПК: C22C 21/06
Мітки: сплав, системі, al-mg, ливарний
Формула / Реферат:
Ливарний сплав системи Al-Mg, який містить алюміній, магній, цирконій, берилій, титан, залізо, марганець, мідь, цинк та кремній, який відрізняється тим, що додатково містить вуглець при наступному співвідношенні компонентів, мас. %: магній 9,5000-10,5000 цирконій 0,0500-0,2000 берилій 0,0500-0,1500 титан ...
Ливарна система та ливарний стрижень з тугоплавкого металу (варіанти)
Номер патенту: 77277
Опубліковано: 15.11.2006
Автори: Спенглер Брендон У., Муррей Стівен Д., Дрепер Семуел Д., Лопес Хосе, Білз Джеймс Т.
МПК: B22C 21/00, B22C 9/10, B22C 9/04
Мітки: тугоплавкого, металу, ливарна, ливарний, система, варіанти, стрижень
Формула / Реферат:
1. Ливарна система, яка включає:перший стрижень та воскову форму, розташовану з проміжком від першого стрижня, ливарний стрижень з тугоплавкого металу, перший кінець якого розміщений у пазу першого стрижня, а другий кінець контактує з восковою формою з можливістю фіксації положення першого стрижня відносно воскової форми, де ливарний стрижень з тугоплавкого металу має принаймні один засіб створення пружного навантаження, при його...
Попередній патент: Опорна головка для утримування ливникової труби
Наступний патент: Система (варіанти) та спосіб (варіанти) надання кредиту
Випадковий патент: Спосіб діагностики товщини тонких тіл