Спосіб виробництва карбіду кальцію та обладнання для його здійснення
Номер патенту: 30241
Опубліковано: 15.11.2000
Автори: Гуменюк Валентин Борисович, Рудюк Микола Васильович, Федоров Григорій Георгійович

Формула / Реферат
1. Спосіб виробництва карбіду кальцію, що включає операції попереднього розігрівання робочої зони тигля, викладення на днищі тигля коксового трикутника, закріплення та опускання до дотику із насипаним коксом трьох електродів, увімкнення пічного трифазного трансформатора і розпалення електродуги поміж трьома електродами, розігрівання тигля, періодичну порційну завалку шихти в процесі її проплавлення і виходу на робочий режим при відповідному регулюванні вертикального положення електродів та величин напруги і струму в мережі електроживлення, випуск, після заповнення печі і проплавлення верхнього шару шихти, готового продукту - рідкого карбіду кальцію, через випускну льотку у розташовану зовні чавунну ванну-виливницю, який відрізняється тим, що у робочу зону плавильної ванни тигля, який виконаний із термостійких з малими тепловтратами вогнетривких матеріалів, періодично порційно завалюють шихту, що складається із пропорційної суміші коксикового горішка і вапнякового каменю (щебеню), які взяті у співвідношенні 1:3, а три рухомих, нарощуваних вертикально, окремих трубчатих циліндричних (або іншої форми) конструктивних елементи, внутрішню порожнину яких періодично при вертикальному нарощуванні заповнюють відходами (крихтами) графіту, що спікається під дією високої температури розплавленого карбіду кальцію у монолітні тверді стержні-електроди, вводять всередину робочої зони плавильної ванни тигля електропечі і розташовують відносно його внутрішньої поверхні у вершинах рівностороннього трикутника, причому таким чином, що співвідношення між діаметром електрода, радіусом розпаду електродів та внутрішнім діаметром тигля має вигляд 1:2:5.
2. Обладнання для виробництва карбіду кальцію, до складу якого входить вузол затискування та утримування електрода у підвішеному стані, що включає нерухому губку з елементом приєднання до шини електроживлення, жорстко встановлену на рукояті механізму переміщення електроду, та рухому накладну губку, а також механізм їх притиснення до поверхні електроду, який відрізняється тим, що його конструкція складається із нерухомої губки захвату, що жорстко встановлена на рукояті механізму переміщення електроду, та рухомої губки захвату, яка однією стороною своєї конструкції шарнірно з'єднана з нерухомою, а другою стороною з'єднана з останньою через відкидну передачу типу "гвинт-гайка", причому губки мають округлі внутрішні поверхні, що прилягають при затискуванні електроду до його поверхні.
Текст
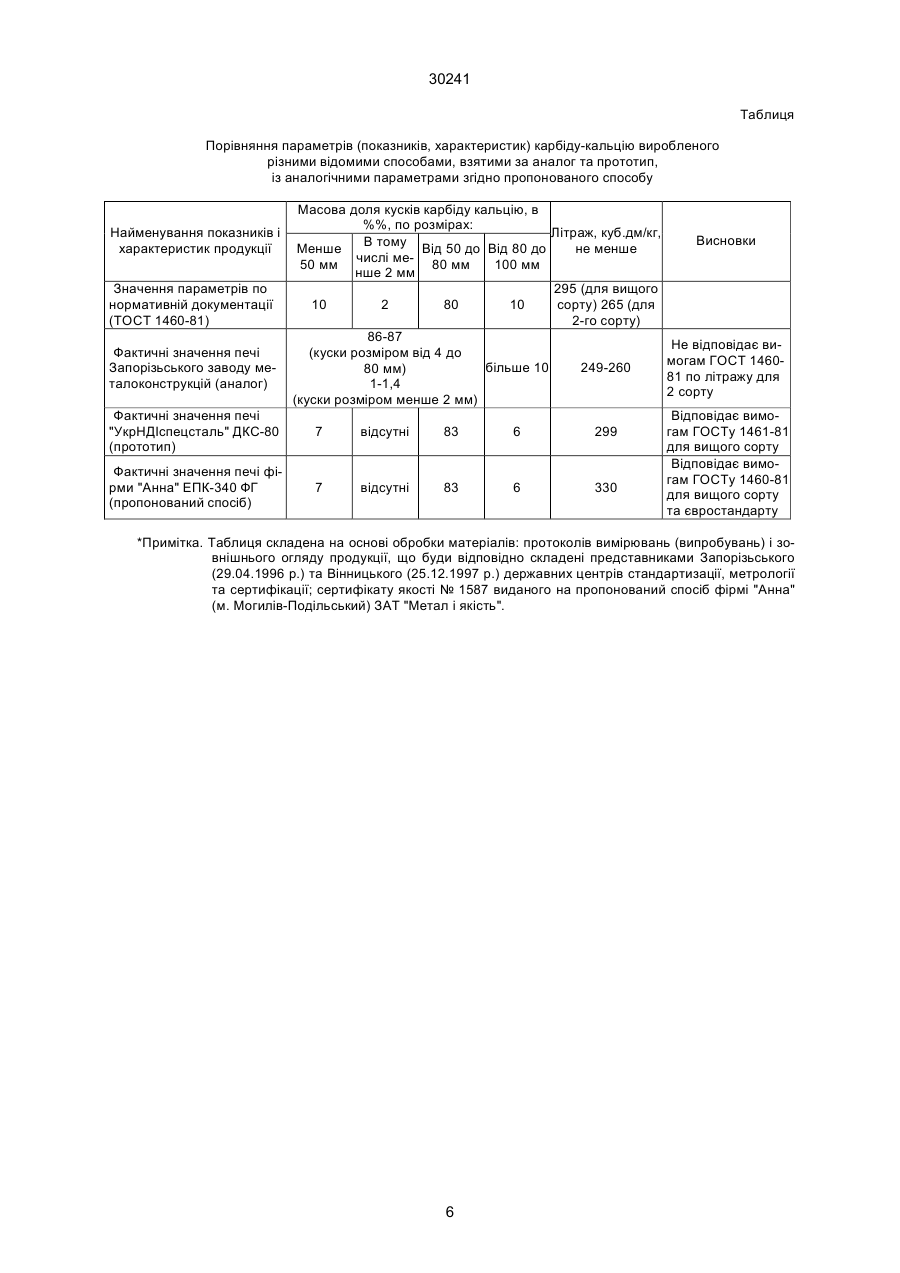
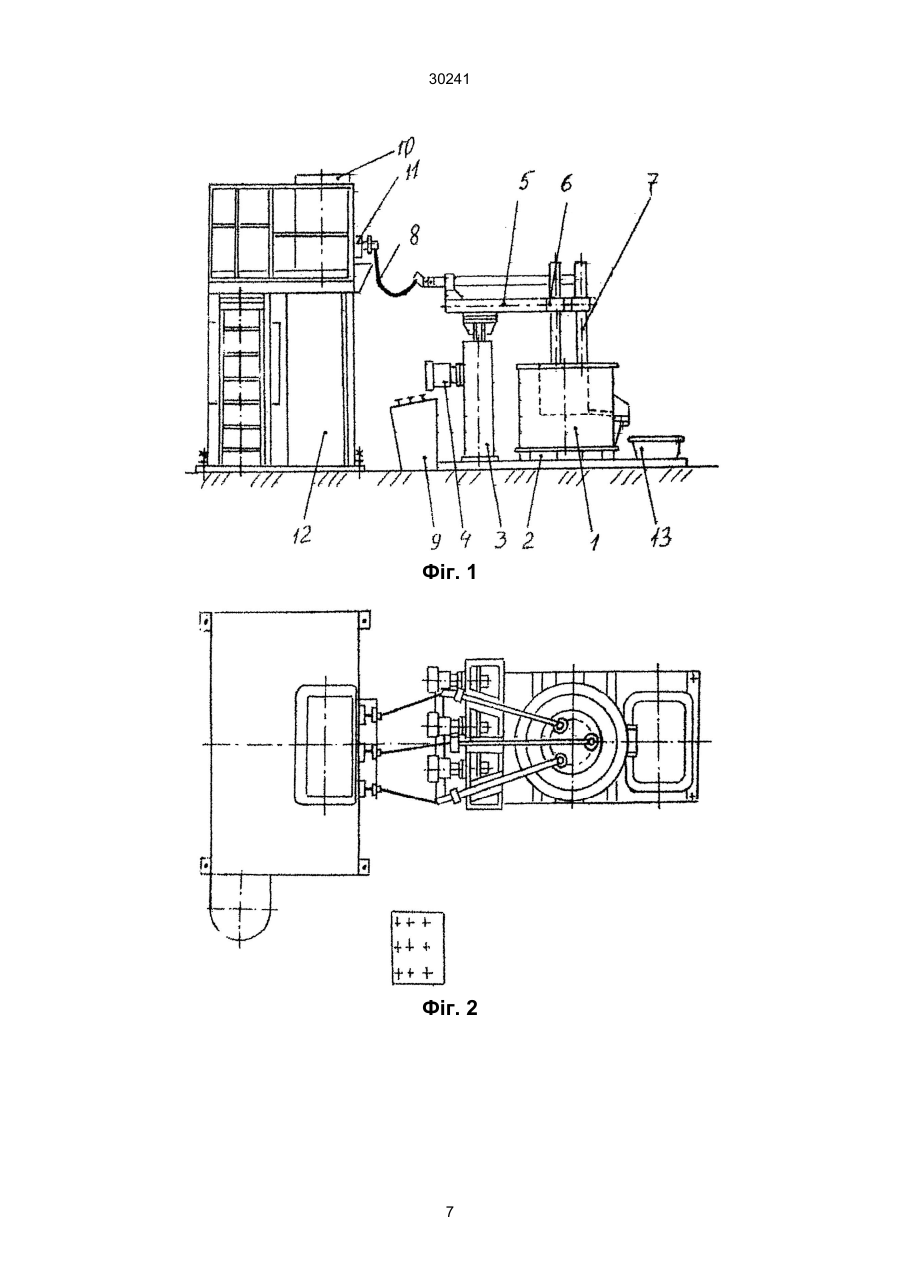
1. Спосіб виробництва карбіду кальцію, що включає операції попереднього розігрівання робочої зони тигля, викладення на днищі тигля коксового трикутника, закріплення та опускання до дотику із насипаним коксом трьох електродів, увімкнення пічного трифазного трансформатора і розпалення електродуги поміж трьома електродами, розігрівання тигля, періодичну порційну завалку шихти в процесі її проплавлення і виходу на робочий режим при відповідному регулюванні вертикального положення електродів та величин напруги і струму в мережі електроживлення, випуск, після заповнення печі і проплавлення верхнього шару шихти, готового продукту - рідкого карбіду кальцію, через випускну льотку у розташовану зовні чавунну ванну-виливницю, який відрізняється тим, що у робочу зону плавильної ванни тигля, який виконаний із термостійких з малими тепловтратами вогнетривких матеріалів, періодично порційно завалюють шихту, що складається із пропорційної суміші коксикового горішка і вапнякового каменю (щебеню), які взяті у співвідношенні 1:3, а три ру A (54) СПОСІБ ВИРОБНИЦТВА КАРБІДУ КАЛЬЦІЮ ТА ОБЛАДНАННЯ ДЛЯ ЙОГО ЗДІЙСНЕННЯ 30241 який виплавляється в печах спеціалізованого карбідного цеху Запорізького заводу металоконструкцій [3], має значну кількість дрібних кусків вихідної продукції та низьку літражність, що не дає їй змоги досягти рівня вимог ГОСТУ 1460-81 по цих основних параметрах навіть до другого сорту по якості (у матеріалах заявки наводиться таблиця порівняння параметрів). Окрім того, практичне застосування цього способу виплавки карбіду кальцію, пов'язане із значними шкідливими леткими викидами в навколишню атмосферу, що створює важкі умови праці для обслуговуючого персоналу і погіршує екологічну ситуацію довкілля. Прототипом до пропонованого є відомий спосіб виплавки карбіду кальцію, який покладено в основу технологічного процесу, що здійснюється при застосуванні електродугової печі типу ДКС80Б (4. Электропечь ДКС-80Б. Руководство по эксплуатации. 31025 РЭ. Запорожье: УкрНИИСпецсталь, 1993. – 51 с.]. Спосіб, що прийнятий як прототип, реалізується в трифазній електродуговій печі, яка включає встановлений на фундаменті тигель - зварну циліндричну конструкцію - кожух із днищем і боковим отвором для випускної, похило встановленої, льотки, що футерована всередині шамотною цеглою та облицьована із внутрішньої сторони набивкою із вуглецевої маси, електродний блок, що складається із трьох рухомих, симетрично розташованих відносно центра плавильної ванни тигеля у вершинах рівностороннього трикутника, суцільних графітизованих, нарощуваних за допомогою ніпельного з'єднання, електродів, механізм та пристосування для переміщення електродів, вузли затискування та утримування електродів за допомогою клинового механізму, струмопідводи, пічний трифазний трансформатор та інше силове і контролююче технологічний процес плавки електрообладнання, газоочисний зонт із повітропроводами зв'язаними з витяжною вентиляційною системою, а також встановлену зовні під випускною льоткою чавунну ванну-виливницю для охолодження та відстою рідкого карбіду кальцію. При практичній реалізації відомого способу виплавки карбіду кальцію, згідно наведеного прототипу - в електропечі ДКС-80Б [4], технологічний процес плавки здійснюється наступним чином: виконують попереднє розігрівання робочої зони тигля за допомогою газового пальника; викладають на днищі тигля коксовий трикутник; закріплюють та опускають до дотику із насипаним коксом три графітизованих електроди; вмикають пічний трифазний трансформатор і розпалюють електродугу поміж трьома графітизованими електродами; розігрівають тигель; виконують періодичну порційну заважу шихти (суміші коксу і випаленого вапна у визначених пропорціях) в процесі її проплавлення і виходу на робочий режим, здійснюючи при цьому й відповідне регулювання вертикального положення електродів та величин напруги і струму в мережі електроживлення; здійснюють випуск, після заповнення печі і проплавлення верхнього шару шихти, готового продукту - рідкого карбіду кальцію через випускну льотку, яка встановлена похило до рівня у нижній частині тигля, у розташовану зовні чавунну ванну - виливницю, в якій відбу вається охолодження та відстій рідкого карбіду кальцію. Відомий спосіб виплавки карбіду кальцію, реалізований у відомій конструкції електропечі зі своїм комплексом механізмів та вузлів, характеризується низькою продуктивністю виплавки кінцевого продукту та його низькою якістю, значною енергоємністю, суттєвим забрудненням викидами летких шкідливих речовин навколишньої атмосфери. Існуванню цих недоліків сприяють наступні фактори: малий об'єм робочої зони плавильної ванни тигля (до 80 літрів), розміри якого обмежуються значною товщиною футеровки та вуглецевої маси набивки; короткий строк служби футеровки та вуглецевої набивки (який складає для прототипу 10-15 днів), що вимагає, згідно інструкції з експлуатації, постійної їх заміни, яка призводить до виведення із режиму експлуатації електропіч на декілька днів і змушує мати запасний тигель для заміни діючого на час його ремонту та відновлення; значні витрати часу на попереднє розігрівання внутрішньої поверхні робочої зони тигля за допомогою газового пальника (тривалість розігрівання складає 44,5 години); необхідність використання для здійснення технологічного циклу за традиційною технологією п'яти дорогих компонентів (коксовий горішок, вапно випалене, суцільні графітизовані електроди та з'єднувальні ніпелі до них, вуглецеву масу та зріджений газ); обмежена довжина та діаметр графітизованих електродів із ніпельним з'єднанням (застосовуються стандартні електроди Дніпровського електродного заводу довжиною 1100 мм і діаметром 125 мм), відсутність практичної можливості їх нарощування, внаслідок необхідності виконання цих робіт над розплавленим карбідом, при обмеженій висоті зонта газоочистки, встановленого над електропіччю, та при досить значній вазі електродів; недосконала конструкція електродів та вузлів їх затискування та утримування у підвішеному стані, недодержання необхідних допусків на кути відхилення від вертикального положення електродів та недостатньо оптимальне їх просторове розташування в робочій зоні плавильної ванни, як один відносно одного (так званий розпад), так і по відношенню до внутрішнього діаметра тигля, а також велика питома щільність струму, яка приходиться на робочу поверхню електродів, призводять до суттєвих перевитрат електроенергії, перегріву, деформації та руйнування певних зон футеровки, кожуха та електродів; хімічна неоднорідність розплаву, в результаті забруднення його за рахунок попадання надлишків вуглецю із вуглецевої маси набивки, яка покриває всередині футеровку печі, а також за рахунок попадання у розплав кусків графітизованих електродів, які внаслідок недостатньої механічної міцності руйнуються; значний викид летких шкідливих речовин із вуглецевої маси набивки при її вигоранні, який складає до 6-12% від загальної маси, при цьому із робочої зони тигеля виділяється кіптява і смолянистий чадний газ, які захаращують осадами фільтри та повітропроводи витяжних вентиляційних систем. В основу даного винаходу поставлено задачу вдосконалення способу виплавки карбіду кальцію, в якому шляхом організації технологічного процесу та його окремих операцій і завдяки застосуванню 2 30241 необхідних технічних засобів та сировини, забезпечується підвищення продуктивності плавки, зниження енергоспоживання, зменшення до допустимої межі викидів летких шкідливих речовин у навколишню атмосферу робочої зони, а також поліпшується якість і знижується собівартість готового продукту. Поставлена задача розв'язується завдяки тому, що у способі виплавки карбіду кальцію, який включає наступні операції, а саме: попереднє розігрівання робочої зони тигля, викладення на днищі тигля коксового трикутника, закріплення та опускання до дотику із насипаним коксом трьох електродів, увімкнення пічного трифазного трансформатора і розпалення електродуги поміж трьома електродами, розігрівання тигля, періодичну порційну завалку шихти в процесі її проплавлення і виходу на робочий режим при відповідному регулюванні вертикального положення електродів та величин напруги і струму в мережі електроживлення, випуск, після запевнення печі і проплавлення верхнього шару шихти, готового продукту рідкого карбіду кальцію через випускну льотку у розташовану зовні чавунну ванну-виливницю, відповідно до пропонованого у винаході способу, у робочу зону плавильної ванни тигля, який виконаний із термостійких з малими тепловтратами вогнетривких матеріалів, періодично порційно завалюють шихту, що складається із пропорційної суміші коксикового горішка і вапнякового каменю (щебеню), які взяті у співвідношенні 1:3, а три рухомих, нарощуваних вертикально, окремих трубчатих циліндричних (або іншої форми) конструктивних елементи, внутрішню порожнину яких періодично при вертикальному нарощуванні заповнюють відходами (крихтами) графіту, що спікається під дією високої температури розплавленого карбіду кальцію у монолітні тверді стержні-електроди, вводять всередину робочої зони плавильної ванни тигля електропечі і розташовують відносно його внутрішньої поверхні у вершинах рівностороннього трикутника, причому таким чином, що співвідношення між діаметром електрода, радіусом розпаду електродів та внутрішнім діаметром тигля має вигляд 1:2:5. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак винаходу і технічним результатом, якого можна досягти, полягає в наступному. Завдяки використанню, відповідно до пропонованого способу, для здійснення технологічного процесу виплавки карбіду кальцію трьох компонентів (коксовий горішок, вапняковий камінь, крихти графіту), замість п'яти компонентів за відомою технологією (коксовий горішок, вапно випалене, графітизовані електроди та з'єднувальні ніпелі до них, вуглецеву масу для створення набивки внутрішньої поверхні футеровки та зріджений газ), значно здешевлюється загальна вартість цього виробництва. Так, наприклад, при застосуванні як однієї із складових шихти - вапнякового каменю (дешевих відходів вапнякового щебеню із місцевих родовищ) замість дорогого випаленого вапна, що є проміжним продуктом-сировиною в отриманні кінцевого продукту - карбіду кальцію, суттєво скорочуються загальні енергетичні витрати, а також виключаються проміжні операції на підготовку цього виду сировини до плавки, на її транспортування, перевантаження тощо, знижується загальна вартість сировини. Використання для створення електричної дуги - дешевих графітових самоспікливих нарощуваних електродів із відходів електродної маси (крихт графіту), що постійно підсипаються у нарощувані труби, спікаються там і формуються у монолітні тверді стержні, а по мірі нарощування окремими елементами цих труб і засипці нових порцій крихт графіту збільшуються вертикально, виключає існуючі за відомим способом обмеження по довжині та діаметру графітизованих суцільних електродів, ускладнення для їх нарощування. Завдяки конструктивному виконанню футеровки тигля, пропонованому у винаході для реалізації способу виробництва карбіду кальцію, із термостійких з малими тепловтратами вогнетривких матеріалів, виключається необхідність застосування громіздкої вуглецевої набивки і значно збільшується об'єм робочої зони плавильної ванни тигля без збільшення загальних розмірів печі, що створює оптимальний плавильний простір, який дозволяє інтенсифікувати процеси плавки, а також надає можливість суттєво збільшити продуктивність печі. В результаті застосування в конструкції тигля спеціальних термостійких матеріалів подовжується строк його служби, ліквідовуються постійні втрати часу на заміну тигля, на його ремонт та відновлення, відновлення облаштування набивки вуглецевої маси, що постійно вигорає. Завдяки виключенню із технологічного процесу та конструкції набивки із вуглецевої маси, поліпшується хімічна однорідність розплаву, ліквідовується забруднення його за рахунок попадання надлишків вуглецю із вуглецевої маси набивки, яка покриває всередині футеровку тигля у печі, що здійснює виплавку карбіду кальцію за відомим способом. Окрім того, в результаті відсутності у плавильній ванні набивки вуглецевої маси, ліквідовується викид летких шкідливих речовин при її вигоранні, не захаращуються осадами цих викидів фільтри та повітропроводи витяжних вентиляційних систем. Поліпшується екологічний стан навколишньої атмосфери. Оптимальне співвідношення складових шихти (коксикового горішка і вапнякового каменю), а також закономірності розташування електродів (їх розпад), в залежності від діаметра електродів та внутрішнього діаметра тигля, встановлені експериментально. Оптимальний підбір складу шихти, а також режимів протікання процесу плавки сприяють у виробництві карбіду кальцію, який відповідає вимогам європейського стандарту. Слід також відмітити, що відбувається зниження величини робочого електричного струму, який проходить через електроди печі, внаслідок застосування їх нової, пропонованої у даному винаході, конструкції та вибору оптимальних параметрів їх розташування у робочій зоні, що приводить до збільшення площі нагріву печі і надає змогу економити значну кількість споживаної електроенергії. До складу конструкції електропечі, що реалізовує спосіб виробництва карбіду кальцію, згідно прототипу [4], входить електродоутримувач із вузлом затискування та утримування електрода у підвішеному стані, який включає нерухому губку з елементом приєднання до шини електроживлен 3 30241 ня, жорстко встановлену на рукояті механізму переміщення електроду, та рухому накладну губку, а також механізм їх притиснення до поверхні електроду за допомогою клина. Поверхні губок цього вузла затискування та утримування електрода мають незначні лінійні контакти з поверхнею електроду, зусилля від дії механізму затискування приходяться на досить незначну поверхню, що призводить до ускладнень просторової орієнтації електроду, яка спричиняє кут його відхилення від вертикального положення на недопустиму величину. Окрім того, надмірні зусилля затискування призводять до пошкодження та руйнування електроду. В місцях лінійного контакту губок має місце велика питома щільність струму, яка викликає перегрів поверхні електроду в цих місцях. Недосконалою також є конструкція механічного затискувача електроду, яка в прототипі здійснюється вручну за допомогою забивного клина. В основу винаходу поставлено задачу вдосконалення електродоутримувача, тобто вузла призначеного для затискування та утримування електрода у підвішеному стані, в якому за рахунок його нового конструктивного виконання, забезпечуватиметься надійне затискування поверхні електрода та утримування його у підвішеному стані з додержанням необхідних допусків на кути відхилення від вертикального положення електродів та їх просторового розташування в робочій зоні плавильної ванни, а також зменшиться питома щільність струму, яка приходиться на робочу поверхню електродів. Поставлена задача досягається завдяки тому, що вузол для затискування та утримування електроду, що входить до складу електродоутримувача, згідно винаходу, складається із нерухомої губки захвату, що жорстко встановлена на рукояті механізму переміщення електроду, та рухомої губки захвату, яка однією стороною своєї конструкції шарнірно з'єднана з нерухомою, а другою стороною з'єднана з останньою через відкидну передачу типу "гвинт-гайка", причому губки мають округлі внутрішні поверхні, що прилягають при затискуванні електроду до його поверхні. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак винаходу і технічним результатом, якого можна досягти, полягає в наступному. Пропоноване конструктивне виконання губок вузла затискування і утримування електроду у підвішеному стані, сприяє більш рівномірному приляганню їх по великій поверхні електроду, призводить до пониження питомої щільності струму на цій поверхні, виключає перегрів та деформації електроду в зонах силового контакту від дії зусиль затискування. Окрім того, наявність розвинутої внутрішньої округлої поверхні губок сприяє додержанню необхідних допусків на кути відхилення від вертикального положення, що має місце у вузлі затискування електроду за допомогою клинового механізму у прототипі. Сутність групи даних винаходів пояснюється кресленнями, на яких зображено: фіг. 1 і 2 – загальний вигляд електропечі, яка реалізовує пропонований спосіб виробництва карбіду кальцію; фіг. 3 - загальний вигляд конструкції тигля електропечі; фіг. 4 - конструкція механізму переміщення електродів із електродоутримувачем і вузлом для затискування та утримування електроду у підвішеному стані; фіг. 5 - розріз по А-А фіг. 4 (розріз вузла для затискування та утримування електроду у підвішеному стані). Електропіч (фіг. 1 і 2), що базується на електродуговому способі нагріву матеріалів, складається із тигля 1, що встановлений на основі 2, механізмів переміщення електродів, кожен з яких включає несучу раму 3 із направляючими роликами та стійками для електродоутримувачів, електропривод переміщення електродів 4, електродоутримувачі, що складаються із рукоятей 5 та вузлів 6 для затискування електродів у підвішеному вертикальному стані, електроди 7, з'єднувальний гнучкий електрокабель 8, пульт дистанційного електроуправління 9, силовий та пічний трансформатори 10 і 11, силова електрошафа 12, чавунна ваннавиливниця 13. Пропонована конструкція тигля (фіг. 3), що входить до складу електропечі, складається із металевого циліндричного корпусу-кожуха 14, в середині якого є внутрішня футеровка і днище, що викладене із термостійких з малими тепловтратами вогнетривких матеріалів - спеціальної вогнетривкої цегли 15 із кладкою на шамотному порошку 16, що витримують температуру плавки в межах від 1800 до 2500°С. Конструкція механізму переміщення електродів (фіг. 4) складається із наступних деталей та вузлів: несучої рами 3 із направляючими роликами 17 та стійки 18 дляелектродоутримувача, що складається із рукояті 5 і вузла 6 для затискування та утримування електроду у підвішеному стані, електроприводу переміщення електроду 4, на валу якого встановлено барабан 19 із закріпленим одним кінцем канату 20, що огинає поверхню направляючого ролика 21, який розташований в нижній частині консолі стійки 18. Іншим кінцем канат 20 приєднаний до канатного затискувача 22 встановленого на стійці 18. Для обмеження ходу стійки 18 вверх передбачено кінцевий вимикач 23. Електродоутримувач 5 з'єднується із рухомою стійкою 18 через ізоляційні плити 24. У верхній частині електроутримувача встановлено за допомогою фіксуючої кліци 25 електрошину струмопідводу 26, яка з однієї сторони приєднана за допомогою гнучкого електрокабелю 8 (фіг. 1 і 2) із пічним трансформатором, а з іншої - приєднана до вузла затискування та утримування електроду. Вузол для затискування і утримування електроду (фіг. 5) складається з нерухомої губки 27, що жорстко закріплена на рукояті 5 (фіг. 1), рухомої губки 28, що встановлена із можливістю вільного руху у поперечному до електроду напрямку, трьох шарнірно зв'язаних тяг, відповідно, 28, 30, 31. Причому, середня тяга 30 має в своєму тілі різьбовий отвір, крізь який проходить гвинт 32 механізму фіксації рухомої губки 28. Гвинт 32 встановлений із можливістю вільного провороту відносно рухомої губки 28. В тілі середньої тяги 30 також виконані направляючі отвори, крізь які проходять направляючі стержні 33, що служать для орієнтації рухомої губки 28 при її поперечному переміщенні. Тяга 31 виконана із спеціальним виступаючим захватом, що призначений для захвату за відповідний йому виступ на тілі нерухомої губки 27. 4 30241 Внутрішня поверхня губок має округлі форми, що відповідають формі електроду і прилягають до його поверхні при фіксації. З метою затискування, а потім і утримування електроду гвинт 32 виконаний із можливістю переміщення у напрямку поверхні електроду відносно опорної поверхні середньої тяги 30. Здійснюють даний спосіб виробництва карбіду кальцію із використанням даного обладнання наступним чином. Виконують попередає розігрівання робочої зони тигля 1. Для цього на днищі тигля викладають коксовий трикутник, а потім за допомогою вузлів 6 закріплюють і механізмами переміщення опускають до дотику із насипаним коксом три нарощуваних вертикально, окремих трубчатих циліндричних (або іншої форми) конструктивних елементи - електроди 7. Вмикають пічний трифазний трансформатор 11 і розпалюють електродугу поміж трьома електродами. В результаті створення високо температурного поля відбувається попереднє розігрівання тигля 1, який потім поступово, рівномірно по всьому днищі і поміж електродами, завалюють шихтою, що складається із пропорційної суміші коксикового горішка і вапнякового каменю (щебеню), які взяті у співвідношенні 1:3. По мірі проплавлення та спікання шихти і виходу електропечі на робочий режим, здійснюють періодичне її обвалювання та порційну завалку шихтою, а при осіданні розплаву відповідне регулювання вертикального положення - поступову подачу, за допомогою електроприводу механізмів переміщення, електродів 7 в зону плавки та дистанційне керування з пульта електроуправління 9 величиною напруги і струму в мережі їх електроживлення. При регулюванні вертикального і відносного горизонтального розташування електродів намагаються розташувати їх таким чином, щоб дотримуватися при цьому, рекомендованого згідно даного способу виробництва карбіду кальцію, співвідношення між діаметром електрода, радіусом розпаду електродів та внутрішнім діаметром тигля, що має наступний вигляд 1:2:5. Окрім того, електроди розташовують у вершинах уявного рівностороннього трикутника. В разі необхідності, електроди зверху нарощують короткими трубчатими елементами, а їх внутрішню порожнину періодично при вертикальному нарощуванні заповнюють відходами (крихтами) графіту, що спікається під дією високої температури розплавленого карбіду кальцію у монолітні тверді стержні - електроди, які входять безпосередньо всередину робочої зони плавильної ванни тигля 1 електропечі. Після заповнення печі і проплавлення верхнього шару шихти плавка завершується. Припиняється подача напруги та підтримання горіння електродуги поміж електродами і готовий продукт рідкий карбід кальцію, після електричного пропалювання випускної льотки, що влаштована у нижній частині тигля 1, зливають у розташовану зовні чавунну ванну-виливницю 13, в якій відбувається відстій його та охолодження. Ефективній та продуктивній роботі електропечі, що працює згідно даного способу, сприяє пропоноване як основне, так і допоміжне обладнання, пристрої та підібрана сировина, які при взаємодії з рештою ознак при здійсненні цього винаходу - способу виробництва карбіду кальцію, обумовлюють одержання потрібного технічного результату і є достатніми і невід'ємними для його практичної реалізації. Так, наприклад, основною продуктивною частиною електропечі є тигель. Завдяки пропонованій його конструкції, вдалось суттєво збільшити об'єм робочої зони плавильної ванни, у порівнянні із аналогами та прототипом (наприклад, при збереженні однакових зовнішніх габаритів тигля у печі ДКС-80Б, що має об'єм робочої зони плавильної ванни 80 літрів, цей об'єм для печі нової конструкції зростає до 340 літрів). Окрім того, ліквідовується повністю необхідність у застосуванні вуглецевої набивки, що забруднює своїми залишками розплав, а шкідливими леткими речовинами навколишню атмосферу. Суттєво, завдяки використання для футеровки тигля вогнетривких матеріалів із високими і термічними показниками, збільшується його "життєвий цикл" до 3-5 місяців, замість 1015 днів у прототипу. Скорочуються витрати на постійні ремонти та відновлення. Використання нарощуваних самоспікливих електродів, трубчаті конструкції яких заповнюються відходами (крихтами) електродної маси і які від дії високої температури розплавленого карбіду кальцію самі формуються (спікаються) і перетворюються у твердий монолітний стержень, надає змогу постійно нарощувати їх без обмежень, що властиві суцільним графітизованим електродам, (наприклад, Дніпровського електродного заводу) довжиною 1,1 або 1,5 м із ніпельним з'єднанням. Виконати "свічку" із двох таких електродів висотою 3 м і вагою понад 140 кг над розплавленим карбідом кальцію у тиглі є практично неможливим. Висота цієї "свічки" також обмежується висотою встановленого над робочою зоною електропечі зонта газоочистки. Застосування самоспікливих нарощуваних електродів із насипними відходами електродної маси у своїй серцевині суттєво зменшує їх вартість у порівняння із електродами, що є у аналога та прототипа. Важливою перевагою пропонованої конструкції вузла для затискування та утримування електроду, є те, що ця конструкція вузла дозволяє, завдяки збільшенню площі контакту із електродом, знизити питому щільність струму. Відповідний підбір діаметрів електродів, їх розташування відносно внутрішнього діаметра сприяють забезпеченню стабільності горіння електродуги і збільшення площі нагріву печі, а за рахунок збільшення діаметру електродів вдається знизити питому щільність струму, що проходить через них, і досягти економії електроенергії. Суттєву роль у зниженні собівартості готової продукції, підвищенню її якості відіграє сировина, а саме зменшення кількості складових сировинних компонентів, що необхідні для виплавки карбіду кальцію, до 3-х (замість 5-х у печі-аналозі ДКС-80Б). З метою порівняння деяких основних параметрів (показників, характеристик) карбіду кальцію виробленого різними відомими способами, взятими за аналог та прототип, із аналогічними параметрами згідно пропонованого способу, підготовлено спеціальну таблицю, що наведена у даних матеріалах заявки (таблиця .... на стор. 14). Аналіз цієї таблиці наглядно демонструє переваги пропонованого способу виробництва карбіду кальцію по якості готової продукції по відношенню до продукції аналога та прототипа. 5 30241 Таблиця Порівняння параметрів (показників, характеристик) карбіду-кальцію виробленого різними відомими способами, взятими за аналог та прототип, із аналогічними параметрами згідно пропонованого способу Масова доля кусків карбіду кальцію, в %%, по розмірах: Найменування показників і Літраж, куб.дм/кг, В тому характеристик продукції не менше Менше Від 50 до Від 80 до числі ме50 мм 80 мм 100 мм нше 2 мм Значення параметрів по 295 (для вищого нормативній документації 10 2 80 10 сорту) 265 (для (ТОСТ 1460-81) 2-го сорту) 86-87 Фактичні значення печі (куски розміром від 4 до більше 10 249-260 Запорізьського заводу ме80 мм) талоконструкцій (аналог) 1-1,4 (куски розміром менше 2 мм) Фактичні значення печі "УкрНДІспецсталь" ДКС-80 7 відсутні 83 6 299 (прототип) Фактичні значення печі фірми "Анна" ЕПК-340 ФГ (пропонований спосіб) 7 відсутні 83 6 330 Висновки Не відповідає вимогам ГОСТ 146081 по літражу для 2 сорту Відповідає вимогам ГОСТу 1461-81 для вищого сорту Відповідає вимогам ГОСТу 1460-81 для вищого сорту та євростандарту *Примітка. Таблиця складена на основі обробки матеріалів: протоколів вимірювань (випробувань) і зовнішнього огляду продукції, що буди відповідно складені представниками Запорізьського (29.04.1996 р.) та Вінницького (25.12.1997 р.) державних центрів стандартизації, метрології та сертифікації; сертифікату якості № 1587 виданого на пропонований спосіб фірмі "Анна" (м. Могилів-Подільський) ЗАТ "Метал і якість". 6 30241 Фіг. 1 Фіг. 2 7 30241 Фіг. 3 8 30241 Фіг. 4 9 30241 Фіг. 5 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of calcium carbide and equipment for its implementation
Автори англійськоюFedorov Hryhorii Heorhiiovych, Rudiuk Mykola Vasyliovych, Humeniuk Valentyn Borysovych
Назва патенту російськоюСпособ производства карбида кальция и оборудование для его осуществления
Автори російськоюФедоров Григорий Георгиевич, Рудюк Николай Васильевич, Гуменюк Валентин Борисович
МПК / Мітки
МПК: F27D 11/08, F27D 19/00
Мітки: виробництва, обладнання, здійснення, карбіду, спосіб, кальцію
Код посилання
<a href="https://ua.patents.su/10-30241-sposib-virobnictva-karbidu-kalciyu-ta-obladnannya-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва карбіду кальцію та обладнання для його здійснення</a>
Спосіб виробництва карбіду кальцію

Номер патенту: 30061
Опубліковано: 15.11.2000
Автори: Буга Іван Дмитрович, Сочнєв Олександр Єгорович, Пьяних Сергій Анатолійович, Ярославцев Юрій Григорович, Іванов Євген Анатолійович, Курдюков Анатолій Андрійович
МПК: C01B 31/32
Мітки: кальцію, спосіб, виробництва, карбіду
Формула / Реферат:
Спосіб виробництва карбіду кальцію, який включає завантаження в електропіч шихти, яка складається з вапна і матеріалу із вмістом вуглецю, подальше її плавлення і випуск готового продукту, який відрізняється тим, що матеріал із вмістом вуглецю присаджують в кількості, яка забезпечує отримання масової частки вуглецю в шихті, на 5...10% перебільшуючої його стехіометричний зміст для зв'язування окису кальцію, який вноситься вапном.
Спосіб виробництва біогумусу в закритих приміщеннях і обладнання для його здійснення
Номер патенту: 25617
Опубліковано: 30.10.1998
Автори: Ясенецький Володимир Антонович, Таргоня Василь Сергійович, Островський Віктор Євгенович, Іваненко Іван Миколайович, Сенчук Микола Миколайович
МПК: C05F 9/00, A01K 67/033
Мітки: приміщеннях, спосіб, біогумусу, обладнання, виробництва, закритих, здійснення
Формула / Реферат:
1. Спосіб виробництва біогумусу в закритих приміщеннях, що реалізовується в спеціальному обладнанні - вермиікубаторі, який відрізняється тим, що вермикультивування проводиться в візках, які завантажуються субстратом, а також заселяються черв'яками з розрахунку 20 - 40г біомаси дощових черв'яків на 1кг субстрату і розміщених ярусами в теплоізоляційних блоках - вермиінкубаторах, причому для економії теплової енергії в холодний період року...
Спосіб безперервного виробництва казеїну та обладнання для його здійснення
Номер патенту: 21369
Опубліковано: 02.12.1997
Автори: Яблонська Марія Василівна, Герасимчук Віктор Олексійович, Яременко Володимир Іванович
МПК: A23J 1/20
Мітки: безперервного, виробництва, здійснення, обладнання, спосіб, казеїну
Формула / Реферат:
1. Способ непрерывного производства казенна, включающий: смешивание обезжиренного молока с коагулянтом, мгновенное нагревание смеси перегретым паром до температуры коагуляции, коагуляцию казеина, постановку и обработку казеинового зерна, отделение сыворотки от зерна, орошение зерна, а затем и промывку его водой, отделение воды, прессование, дробление и сушку казеина, отличающийся тем, что процес постановки и обработки казеинового зерна...
Спосіб об’язування рулонів і обладнання для його здійснення

Номер патенту: 14007
Опубліковано: 25.04.1997
Автори: Сусляєв Олександр Львович, Богданов Веніамин Андрійович, Дементьєв Валентин Миколайович, Поздняков Леонід Федорович
МПК: B65B 27/00, B65B 13/18
Мітки: рулонів, спосіб, здійснення, обладнання, об'язування
Спосіб термічної обробки харчових продуктів та обладнання для його здійснення

Номер патенту: 8105
Опубліковано: 26.12.1995
Автори: Бондар Віталій Іванович, Усатенко Ніна Федорівна, Тимощук Іван Іванович, Андреева Людмила Данилівна, Корнієнко Микола Іванович
МПК: A23B 4/03, A22C 11/00
Мітки: продуктів, здійснення, харчових, термічної, обладнання, спосіб, обробки
Попередній патент: Спосіб обробки виробів на основі карбіду кремнію та дисиліциду молібдену
Наступний патент: Спосіб профілактики маніфестації інсулінозалежного цукрового діабету
Випадковий патент: Система трансляції через телевізійну мовну систему або через мережу інтернет мультимедійних даних, отриманих за участі пристрою користувача