Спосіб комбінованої вакуумної іонно-плазмової обробки інструмента з твердого сплаву
Номер патенту: 121079
Опубліковано: 27.11.2017
Автори: Зайцев Олег Іванович, Зубко Максим Іванович, Селезньов Вадим Григорович, Самовол Вікторія Володимирівна

Формула / Реферат
1. Спосіб комбінованої вакуумної іонно-плазмової обробки інструмента з твердого сплаву, що полягає в обробці деталей у газорозрядній плазмі, що містить іони аргону, який включає одночасне очищення іонами аргону та дифузійне насичення поверхні деталі з використанням генератора плазми, і наступне осадження шарів зносостійкого покриття в дуговому газовому розряді, який відрізняється тим, що дифузійне насичення здійснюють іонами азоту (азотування) при подачі газоподібного азоту в плазму аргону, причому очищення і азотування виконують із прискореним нагріванням деталей за допомогою нагрівальних елементів, а шари покриття осаджують дуговим розпиленням матеріалу випарників в атмосфері азоту із ізотермічною витримкою, температуру якої регулюють з використанням нагрівальних елементів, та регулюванням ступеня іонізації потоку газорозрядної плазми, при цьому підчас вмикання випарників здійснюють ізолювання іонного потоку від випарників, першим осаджують адгезійний шар із нітридів титану й хрому (CrTiN) або нітриду хрому (CrN), далі осаджують проміжний шар із неперіодичною структурою розпиленням металів 4, 5 або 6 груп періодичної таблиці елементів, а також Аl, Si та Y, після чого осаджують багатофазний (багатокомпонентний) зносостійкий шар із неперіодичною структурою розпиленням металів 4, 5 або 6 груп періодичної таблиці елементів, а також Аl, Si та Y, причому неперіодичну структуру шарів покриття отримують неперіодичним обертанням оброблюваних деталей в пристосуванні, останнім осаджують фінішний шар із нітридів титану й хрому (TiN, CrN, CrTiN) або нітриду титансиліциду (TiSiN).
2. Спосіб за п. 1, який відрізняється тим, що обробку проводять при негативному потенціалі зсуву на деталі, очищення й азотування здійснюють після нагрівання деталей вище 250 °C при подачі аргону із витратою 240-350 см3/хв. і подачі азоту із витратою 80-250 см3/хв., а шари покриття осаджують при подачі азоту із витратою 500-1200 см3/хв. за температури ізотермічної витримки 420-500 °C.
3. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що регулювання ступеня іонізації потоку плазми здійснюють неперіодичною зміною витрати азоту.
4. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що регулювання ступеня іонізації потоку плазми здійснюють неперіодичною зміною струму, що подається на генератор плазми.
5. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що регулювання ступеня іонізації потоку плазми здійснюють неперіодичною зміною струму, що подається на випарники.
6. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що ізолювання іонного потоку в момент увімкнення випарників здійснюють закриванням відбивних заслінок.
7. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що проміжний та зносостійкий шари осаджують із щонайменше двох постійно ввімкнених випарників та з швидкістю обертання пристосування з деталями 5-10 об/хв.
8. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що проміжний та зносостійкий шари осаджують почерговим вмиканням щонайменше двох випарників різного складу.
9. Спосіб за одним із пп. 1 або 8, який відрізняється тим, що проміжний та зносостійкий шари осаджують із проміжком часу підчас перемикання випарників, в який відбувається одночасне розпилення.
10. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що зносостійкий шар осаджують з випарника, склад матеріалу якого відповідає складу покриття.
11. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що фінішний шар осаджують із поступовим збільшенням витрати азоту 300-1000 см3/хв.
Текст
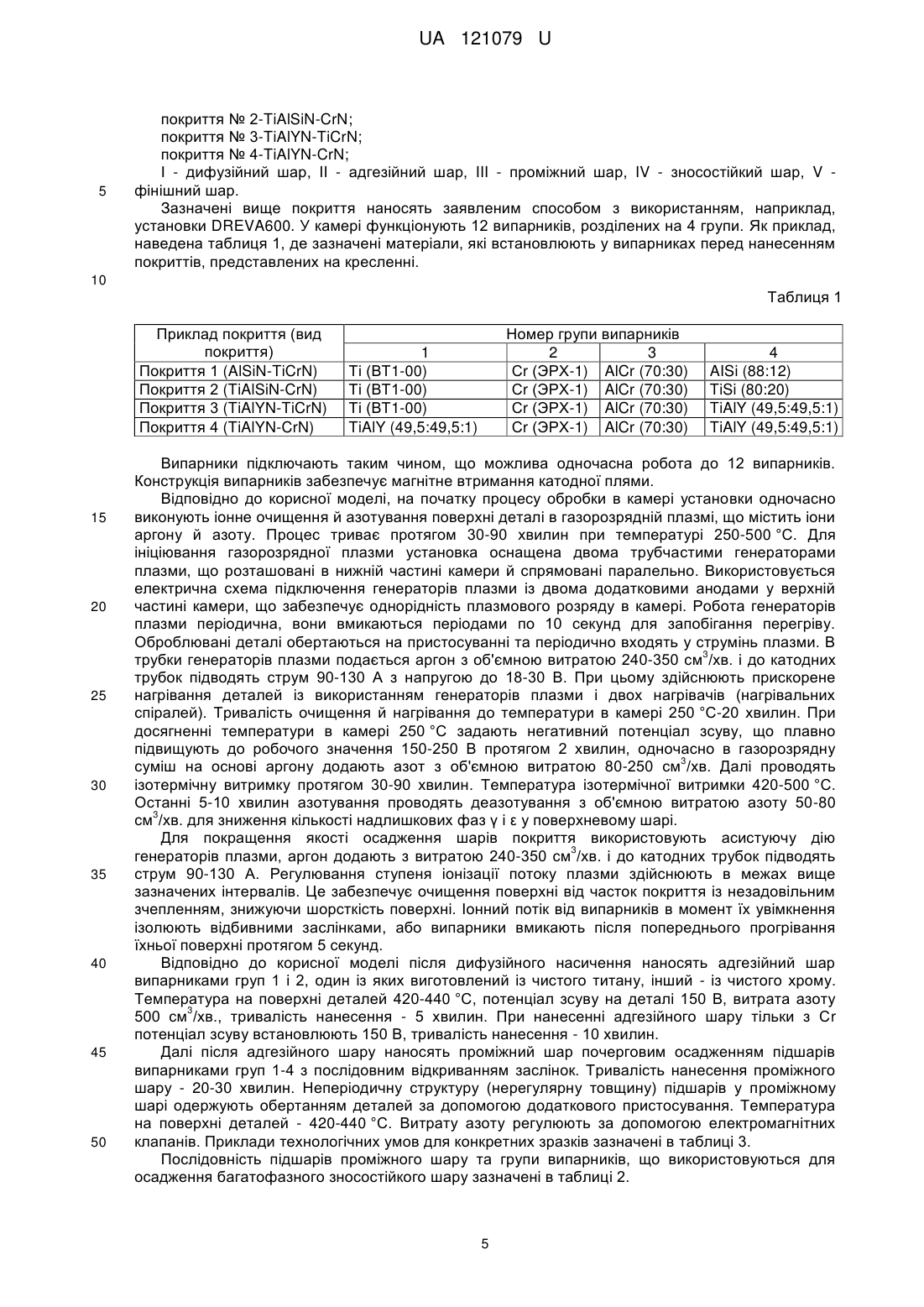
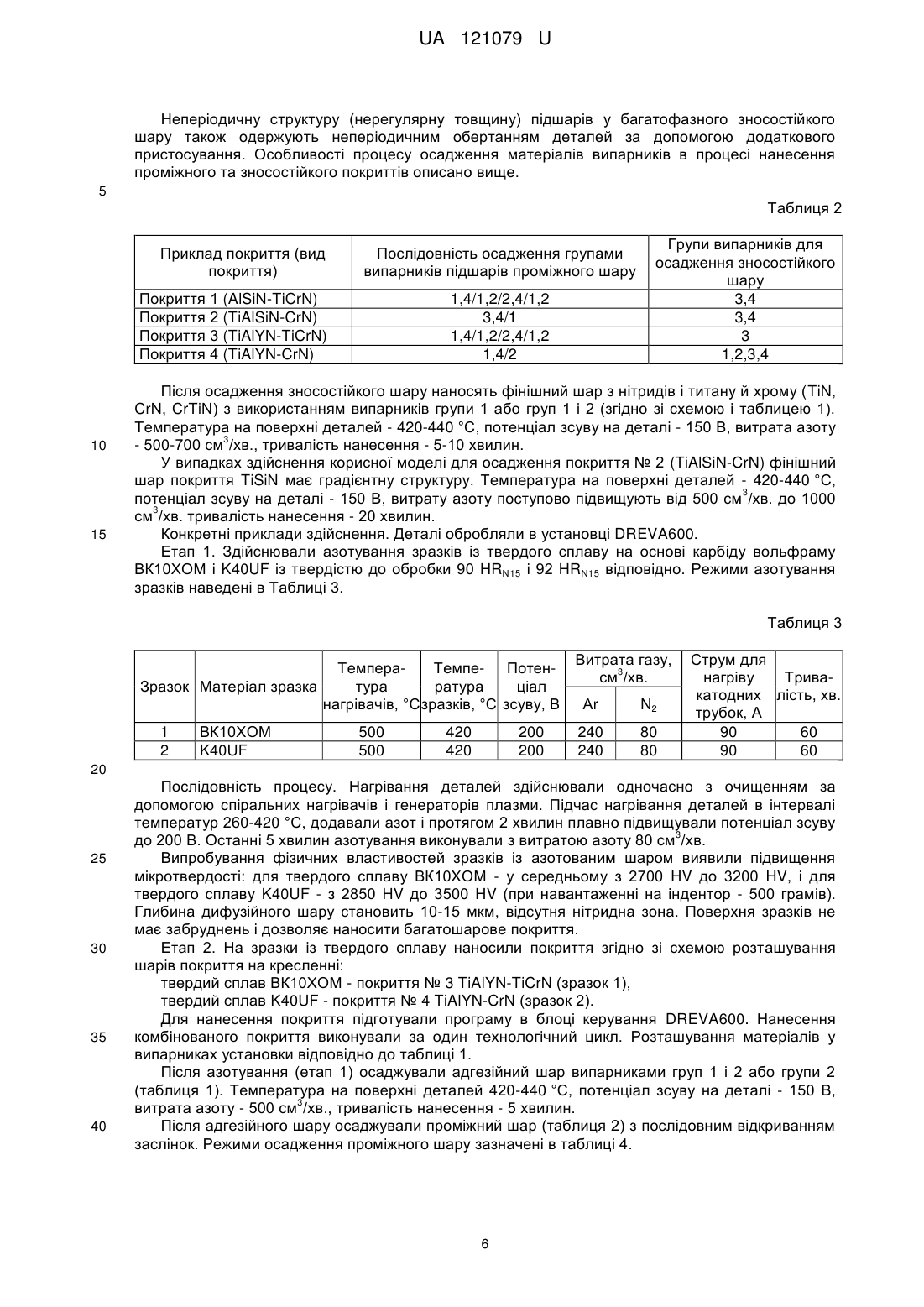
Реферат: Спосіб комбінованої вакуумної іонно-плазмової обробки інструмента з твердого сплаву полягає в обробці деталей у газорозрядній плазмі, що містить іони аргону, який включає одночасне очищення іонами аргону та дифузійне насичення поверхні деталі з використанням генератора плазми, і наступне осадження шарів зносостійкого покриття в дуговому газовому розряді. Дифузійне насичення здійснюють іонами азоту (азотування) при подачі газоподібного азоту в плазму аргону, причому очищення і азотування виконують із прискореним нагріванням деталей за допомогою нагрівальних елементів. Шари покриття осаджують дуговим розпиленням матеріалу випарників в атмосфері азоту із ізотермічною витримкою. UA 121079 U (54) СПОСІБ КОМБІНОВАНОЇ ВАКУУМНОЇ ІОННО-ПЛАЗМОВОЇ ОБРОБКИ ІНСТРУМЕНТА З ТВЕРДОГО СПЛАВУ UA 121079 U UA 121079 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області машинобудування, зокрема до технології зміцнення та підвищення зносостійкості різальних інструментів. Відомо, що найширше застосовується спосіб підвищення стійкості різального інструмента шляхом нанесення зносостійких покриттів. Низька зносостійкість відомих покриттів є основною проблемою, що вирішується корисною моделлю. Відомо спосіб іонно-плазмової обробки у двоступінчастому розряді поверхні металорізального інструмента [патент RU 2413793 С2, опубл. 10.03.2011], виготовленого із твердого та зносостійкого сплаву, що включає очищення, нагрівання поверхні інструмента до температури насичення, іонне азотування в атмосфері азоту або в газі, що містить азот, та нанесення складного легованого покриття з тугоплавких металів. Очищення виконують із прогрівом поверхні інструмента до 220-260 °C, далі здійснюють азотування поверхні інструмента за температури, нижчої за температуру відпускання сталі, а після азотування здійснюють іонне травлення протягом 5-7 хвилин. Недоліками відомого способу є осадження металевих часток при іонному азотуванні у двоступінчастому розряді, що значно знижує рівномірність і швидкість дифузійних процесів. Тривалість процесу нанесення покриття включає окремі операції очищення, нагрівання перед азотуванням та іонного травлення. Відомо спосіб виготовлення різального інструмента з багатошаровим покриттям [патент US 8,758,890 В2, опубл. 09.06.2011], що включає послідовне нанесення шарів покриття, що має три основні зони (А, В, С) з різним хімічним складом. Зона А, що прилягає до підкладки, являє собою однорідну структуру із чистого Ті, чистого Сr, сплаву АІСr, сплаву АІТі, або відповідних нітридів за умови витрати азоту. Зона В є перехідною зоною з поступовим збільшенням вмісту Si до 8-17 %. Зони В і С мають неперіодичну багатошарову структуру із чергуванням шарів нітридів, карбідів, боридів або їхньої суміші з Si і щонайменше двох додаткових елементів груп 4, 5 або 6 періодичної таблиці елементів, а також Аl та Y. Загальна товщина покриття становить від 0,5 до 20 мкм. Товщина окремих шарів у багатошаровій неперіодичній структурі становить від 0,1 до 200 нм. Недоліком відомого способу є складність одержання покриттів з високою адгезією при нанесенні шарів покриттів на зону А зі сплавів АІСr АІТі і відповідних нітридів. Такий спосіб вимагає високої чистоти процесу нанесення і якості підготування підкладки. Відсутність спеціального шару із проміжною структурою та нанесення покриттів товщиною більше 5 мкм в такий спосіб призводить до підвищення внутрішніх напружень стиснення та окрихчення покриття. Відомо спосіб комбінованого вакуумного іонно-плазмового нанесення покриттів на вироби зі сталей і твердих сплавів [патент RU 2370570 С1, опубл. 20.10.2009] у газорозрядній плазмі, що містить іони аргону, азоту й твердої речовини, що входять до складу покриття. У відомому способі при очищенні поверхні здійснюють комбіновану іонно-плазмову обробку виробів у газорозрядній плазмі, що містить іони аргону. Потім здійснюють дифузійне насичення виробу, при якому в газорозрядну плазму магнетронним розпиленням мішені-катода вводять іони компонентів твердої речовини, що входять до складу покриття, що наносять. Перехід від дифузійного насичення до нанесення покриття здійснюють зниженням негативного потенціалу зсуву на оброблюваному виробі. В окремих випадках здійснення способу газорозрядна плазма, у якій виконують дифузійне насичення або нанесення покриття, містить іони аргону й азоту й формується генератором плазми. Недоліками відомого способу є складність одержання покриттів з високою адгезією при осадженні покриттів на композитний шар нітридів, утворений на поверхні при дифузійному насиченні зазначеним способом. Також спосіб обмежений за застосуванням виробами, що не мають гострих кромок, тому що потенціал зсуву 500 В призводить до перегріву й знеміцненню гострих кромок. Зносостійкість одержуваних покриттів нижче аналогічних, які містять у складі Аl і Сr, що утворюють на поверхні тверді оксидні плівки, що самовідновлюються. Модуль пружності й ударна в'язкість одношарових покриттів TiBSi і TiBCN, що отримані зазначеним способом значно поступаються пропонованим багатошаровим покриттям. Прототип. Найбільш близьким до технічного рішення, що заявляється, є спосіб комбінованої вакуумної іонно-плазмової обробки інструмента [патент RU 2210621 С2, опубл. 10.08.2002], у якому виконують обробку виробу в плазмі, що містить іони аргону та водню, здійснення дифузійного насичення та нанесення зносостійкого покриття. При цьому використовують генератор плазми (джерело газової плазми з розпеченим катодом). Обробку виробу з метою очищення та відновлення окислів і дифузійне насичення здійснюють одночасно у плазмі, що додатково містить іони вуглецю або вуглецю та азоту, тобто у суміші газів (Аr 90 % + СН4 10 %) або (Аr 80 % + СН4 10 % + N2 10 %). Наявність іонів інертного газу в плазмі газової суміші сприяє 1 UA 121079 U 5 10 15 20 25 30 35 40 45 50 55 60 очищенню й активації поверхні інструмента, частковому розпиленню вуглецю, що осаджується у вигляді сажі. Відсутність попередньої стадії іонного очищення знижує трудомісткість процесу і втрати шорсткості підкладки. Після цього осаджують покриття TiN товщиною 5 мкм дуговим розпиленням металу випарників з додаванням азоту. Недоліком відомого способу є неоднорідна глибина дифузійного шару, що пов'язано зі спрямованим рухом потоку іонів робочого газу до стінок установки. Вміст у плазмі іонів вуглецю змінює склад твердого сплаву, особливо сплаву системи WC-Co, перенасичуючи його і підвищуючи крихкість оброблюваної поверхні. Покриття TiN має порівняно низьку зносостійкість. Ці недоліки обмежують використання способу для покриття інструментів з твердого сплаву. Технічним результатом корисної моделі є підвищення зносостійкості різального інструмента з твердого сплаву. Поставлена задача вирішується наступним чином: в способі комбінованої вакуумної іонноплазмової обробки інструмента з твердого сплаву, що полягає в обробці деталей у газорозрядній плазмі, що містить іони аргону, який включає одночасне очищення іонами аргону та дифузійне насичення поверхні деталі з використанням генератора плазми, і наступне осадження шарів зносостійкого покриття в дуговому газовому розряді, відповідно до корисної моделі, дифузійне насичення здійснюють іонами азоту (азотування) при подачі газоподібного азоту в плазму аргону, причому очищення і азотування виконують із прискореним нагріванням деталей за допомогою нагрівальних елементів; а шари покриття осаджують дуговим розпиленням матеріалу випарників в атмосфері азоту із ізотермічною витримкою, температуру якої регулюють з використанням нагрівальних елементів, та регулюванням ступеня іонізації потоку газорозрядної плазми, при цьому підчас вмикання випарників здійснюють ізолювання іонного потоку від випарників, першим осаджують адгезійний шар із нітридів титану й хрому (CrTiN) або нітриду хрому (CrN), далі отримують проміжний шар із неперіодичною структурою осадженням металів 4, 5 або 6 груп періодичної таблиці елементів, а також Аl, Si та Y, після чого отримують багатофазний (багатокомпонентний) зносостійкий шар із неперіодичною структурою осадженням металів 4, 5 або 6 груп періодичної таблиці елементів, а також Аl, Si та Y, причому неперіодичну структуру шарів покриття здійснюють непостійним обертанням оброблюваних деталей в пристосуванні; останнім осаджують фінішний шар із нітридів титану й хрому (TiN, CrN, CrTiN) або нітриду титансиліциду (TiSiN). Азотування поверхні деталі із додаванням газоподібного азоту в плазму аргону забезпечує підвищену іонізацію підчас дифузійного насичення. Наявність у плазмі важких атомів аргону забезпечує постійне очищення поверхні від часток, що осаджуються, і перешкоджає утворенню на поверхні деталі композитного шару, який сповільнює дифузію атомів азоту в матеріал. Цей процес прискорює дифузію азоту в 2-5 разів. Прискорене нагрівання деталей до робочої температури за допомогою нагрівальних елементів (нагрівачів) і генераторів плазми забезпечує локальну обробку поверхневого шару без істотної зміни мікроструктури серцевини. Отриманий дифузійний шар забезпечує задовільну адгезіюнаступних шарів покриття (HSC 0,4). Дугове розпилення шарів покриття в атмосфері азоту із ізотермічною витримкою, температура якої регулюється за допомогою нагрівальних елементів, забезпечує підвищену когезію шарів покриття, отже і зносостійкість покриття. Ізолювання іонного потоку випарника від оброблюваної деталі підчас вмикання випарників є необхідним, оскільки в першу хвилину відбувається прогрів поверхні охолоджуваного водою випарника, при цьому збільшується кількість крапель розпилюваного металу у плазмовому потоці, що призводять до зниження якості покриття на цьому етапі. Регулювання ступеня іонізації потоку плазми дозволяє оптимізувати стехіометричний склад покриття (відношення металевої частки та частки азоту) із метою підвищення твердості та зносостійкості. Нанесення адгезійного шару підвищує міцність зв'язку між поверхнею інструмента й наступними шарами, що осаджуються, і дозволяє наносити зносостійке покриття збільшеної товщини. Адгезійний шар із нітриду титану й хрому (CrTiN) має підвищені твердість та зносостійкість у порівнянні із аналогами TiN або CrN. А за необхідності нанесення покриття на поверхню з високою шорсткістю осаджують адгезійний шар нітриду хрому (CrN), що має підвищену міцність адгезійного зв'язку. Осадження проміжного шару покриття підвищує стійкість інструмента при роботі в умовах ударних навантажень, ускладнюючи переміщення дислокацій через неперіодичну структуру багатошарового покриття. Застосування покриття із проміжним шаром забезпечує підвищення періоду стійкості різального інструмента. 2 UA 121079 U 5 10 15 20 25 30 35 40 45 50 55 Багатофазні зносостійкі шари покриття, які можливо наносити в процесі обробки інструмента з твердого сплаву за технологією, що заявляється, поділяються на чотири основні типи: двокомпонентні (TiN, CrN, ZrN, NbN, TiC, CrC, TaC), трикомпонентні (TiAIN, AlCrN, TiCN, TiCrN, TiSiN), чотирикомпонентні (TiAlYN, CrAlTiN, TiAlSiN, AlCrSiN) та багатокомпонентні (TiAlYCN, AlTiCrYN, AlCrTiYN, TiCrAlSiN, AlCrTiSiYN). Фази це з'єднання металів із неметалами Ti-N, Y2O3, а також інтерметаліди, що складаються із декількох металів Ті3АІ, FeAl, які мають упорядкований стан атомів в кристалічній ґратці - стехіометричну структуру. За способом розділення фаз у складі багатокомпонентних покриттів існує п'ять основних типів зносостійких покриттів: 1. Однофазні або рівновісні, у складі яких присутня лише одна стехіометрична фаза (TiN, CrN, Ti2N та інші). 2. Багатофазні із сумішшю двох або більше фаз, що утворюються при надлишковому легуванні із виділенням із твердого розчину надлишкових фаз, що слугують бар'єрами при розповсюдженні дефектів скрізь багатофазну структуру (AlTiN, AlCrN, CrAlTiN). 3. Багатофазні зносостійкі покриття із легуванням малими порціями тугоплавких металів або аморфних сполук, що слугують зародками кристалізації та перешкоджають ковзанню уздовж меж зерен (TiSiN, CrAlSiN, TiAlYN). 4. Багатофазні із технологічним розділенням фаз із періодичною або неперіодичною структурою, що утворюється при зміні умов або джерел випарювання (AlTiN-CrN, AlCrN-AlCr). 5. Та зносостійкі покриття із комбінованим типом зміцнення, що втілюють у собі декілька різних типів зміцнення (AlCrN-AlSiN, AlCrN-TiSiN). У порівнянні із CrN, покриття TiN має більшу твердість та міцність адгезії за кімнатної температури. Але покриття CrN має вищу зносостійкість за умов ковзання та підвищену стійкість до окислення в кислотах та жаростійкість за температур до 800 °C. Додавання алюмінію до складу зносостійкого покриття TiN у кількості до 67 % (та до 70 % у покриття CrN) підвищує зносостійкість у 3-5 разів за рахунок утворення при нагріванні оксиду Аl2О3. Покриття із кількістю алюмінію до 50 % перевищує TiN та CrN за більшістю параметрів. Додавання ітрію або інших рідкісноземельних металів сповільнює ріст зерна при осадженні та сповільнює руйнування від втоми. За концентрації кремнію Si більше 5 % у сплавах на основі Ті (та 2,5 % у сплавах на основі АІСг), він не змішується в твердий розчин і утворюється композитна структура. Така структура характеризується підвищеною твердістю, що зберігається за температури до 1200 °C. Технічний результат досягається при нанесенні проміжного та зносостійкого шарів неперіодичної структури, що здійснюють непостійним обертанням оброблюваних деталей в пристосуванні. Наприклад осадженням проміжного шару протягом 20-30 хвилин із неперіодичним обертанням деталей та послідовним відкриванням заслінок випарників періодичністю кожні 0,5-2 хвилини (30-120 с). Осадження фінішного шару покриття підвищує зносостійкість інструмента, призначеного для універсальної обробки (для матеріалів з різною оброблюваністю) і забезпечує захист зносостійкого шару покриття на етапі приробляння. Додатковою перевагою інструмента із покриттям з фінішним шаром є точність визначення залишкового зносу при використанні інструмента для чистової обробки. У випадку нанесення фінішного шару із високим вмістом кремнію (TiSiN) додатково підвищується зносостійкість інструмента для обробки литих жароміцних сплавів із низькою оброблюваністю. У конкретних формах реалізації корисної моделі спосіб здійснюють за наступних умов. Очищення й азотування поверхні деталі здійснюють протягом 30-90 хвилин. Після 3 нагрівання деталей вище 250 °C здійснюють витрату аргону 240-350 см /хв., і додають азот 803 250 см /хв., далі підвищують негативний потенціал зсуву на деталі до 150-250 В, та витримують 3 температуру 420-500 °C. Шари покриття осаджують з додаванням азоту - 500-1200 см /хв. за температури ізотермічної витримки на поверхні деталей 420-500 °C, і негативному потенціалі зсуву на деталі - 100-200 В та струмі, що підтримують на випарниках, 70-110 А. При азотуванні в 3 останні 5-10 хвилин обробки знижують кількість азоту, що подається до 50-80 см /хв. (деазотування) для додаткової підготовки поверхні до нанесення адгезійного шару покриття. Регулювання ступеня іонізації потоку плазми здійснюють неперіодичною зміною витрати азоту або підвищенням або зниженням струму, що подається на генератор плазми або випарники (за конкретними варіантами здійснення). На початковому етапі розпилення (під час нагрівання випарників) компенсування зниженого ступеня іонізації потоку плазми здійснюється поступовим підвищенням витрати азоту до робочого значення. Також підвищення кількості ввімкнених випарників призводить до 3 UA 121079 U 5 10 15 20 25 30 35 40 45 50 55 60 збільшення металевої частки плазмового потоку, компенсування зниженого ступеня іонізації потоку плазми здійснюється пропорційним підвищенням витрати азоту. Регулювання струму, що подається на випарники, дозволяє гнучко змінювати кількість металевої частки плазми підчас нанесення шарів покриття із чергуванням сполук стехіометричної і нестехіометричної будови. Для більшості матеріалів стабілізація розряду дуги на поверхні випарника із магнітним утриманням дуги дозволяє змінювати струм у широких межах (50-110А для більшості тугоплавких металів). Генератор плазми застосовують для підвищення ступеня іонізації потоку плазми за умов неможливості регулювання процесу іншими методами. В одному із можливих варіантів здійснення корисної моделі, ізолювання іонного потоку випарника від оброблюваної деталі пропонується здійснити оптично непроникним екраном (заслінкою). Також можливо використання випарників, що забезпечують фільтрування плазмового потоку. В одному з варіантів корисної моделі можливо запропонувати здійснювати вимикання випарника після попереднього прогрівання його поверхні. Достатньо, щоб час цей не перевищував 5 секунд. Такі заходи дозволяють підвищити зносостійкість покриття за рахунок створення нерівновісної структури. Осадження проміжного та зносостійкого покриттів можливо з використанням описаних нижче, але не обмежених цим описом прийомів, що дозволяють отримати покриття інструмента з твердого сплаву, що мають різні особливі властивості. Одним з варіантів здійснення способу є осадження проміжного та зносостійкого шарів із щонайменше двох постійно ввімкнених випарників із підвищенням швидкості обертання пристосування з деталями (5-10 об./хв.). Це дозволяє отримати нанорозмірну багатошарову структуру із плавною зміною складу покриття. Ввімкнення третього випарника із вмістом Si або інших металів перехідних груп дозволяє створити тонкодисперсну багатошарову структуру із розділенням фаз. Визначною характеристикою такого покриття є надзвичайно висока твердість та зносостійкість. Нанесення шарів покриття осадженням із щонайменше двох постійно ввімкнених випарників одного складу характеризується однорідністю та збільшеною максимальною товщиною покриття. Осадження шарів покриття із одночасним розпиленням випарників різного складу характеризується гнучкістю налаштування для виробів різного перетину та зменшенням витрат на матеріал за рахунок використання чистих металів замість сплавів. Осадження проміжного та зносостійкого шарів покриття із почерговим вмиканням щонайменше двох випарників різного складу характеризується структурою із чергуванням не змішуваних різнорідних фаз із чіткими межами, яка має підвищену тріщиностійкість. Одним з варіантів здійснення способу є осадження шарів з почерговим вмиканням щонайменше двох випарників із проміжком часу, підчас якого відбувається одночасне розпилення. Це дозволяє створити структуру, що має між стехіометричними сполуками (кристалічної будови) нестехіометричні сполуки (аморфної будови). Важливою перевагою такої структури є закріплення дислокацій (структура, що містить деформовані зерна), що підвищують зносостійкість. Така схема вмикання випарників є пріоритетною підчас розпилення матеріалів із вмістом Si, через зниження внутрішніх напружень та підвищення зносостійкості покриття. Осадження зносостійкого покриття з випарника, склад якого відповідає складу покриття, що наносять, спрощує процес, але не дозволяє гнучко змінювати властивості за рахунок зміни складу покриття. Постійний склад такого покриття містить суміш різних фаз, що зміцнена за рахунок легування тугоплавкими металами, такий спосіб має суттєві переваги при роботі за температур вище 950 °C. Фінішний шар, що складається з нітридів титану й хрому (TiN, CrTiN, CrN), осаджують 3 протягом 5-10 хвилин із додаванням азоту 500-700 см /хв. із поступовим збільшенням витрати 3 азоту 300-1000 см /хв. В одному з варіантів здійснення способу фінішний шар складається із 3 нітриду титансиліциду (TiSiN), при цьому додають азот з витратою 1000 см /хв., тривалість нанесення 5-20 хвилин. Осадження покриття із таким фінішним шаром дозволяє знизити швидкість зношування покриття при обробці жароміцних сплавів із низькою оброблюваністю за умов обробки інструментом із застосуванням СОЖ. Інтервали значень режимів і часу проведення операцій, що наведені у формулі та тексті опису, залежать від розмірів оброблюваних інструментів та їхньої кількості. Технічний результат досягається в межах заявлених значень. Опис здійснення заявленого способу. Для ілюстрації шарів покриття, які одержують при реалізації способу, на кресленні схематично зображені приклади покриттів, що осаджуються: покриття № 1-AlSiN-TiCrN; 4 UA 121079 U 5 покриття № 2-TiAlSiN-CrN; покриття № 3-TiAlYN-TiCrN; покриття № 4-TiAlYN-CrN; І - дифузійний шар, II - адгезійний шар, III - проміжний шар, IV - зносостійкий шар, V фінішний шар. Зазначені вище покриття наносять заявленим способом з використанням, наприклад, установки DREVA600. У камері функціонують 12 випарників, розділених на 4 групи. Як приклад, наведена таблиця 1, де зазначені матеріали, які встановлюють у випарниках перед нанесенням покриттів, представлених на кресленні. 10 Таблиця 1 Приклад покриття (вид покриття) Покриття 1 (AlSiN-TiCrN) Покриття 2 (TiAlSiN-CrN) Покриття 3 (TiAlYN-TiCrN) Покриття 4 (TiAlYN-CrN) 15 20 25 30 35 40 45 50 Номер групи випарників 2 3 Сr (ЭРХ-1) AlCr (70:30) Сr (ЭРХ-1) AlCr (70:30) Сr (ЭРХ-1) AlCr (70:30) Сr (ЭРХ-1) AlCr (70:30) 1 Ті (ВТ1-00) Ті (ВТ1-00) Ті (ВТ1-00) TiAlY (49,5:49,5:1) 4 AISi (88:12) TiSi (80:20) TiAlY (49,5:49,5:1) TiAlY (49,5:49,5:1) Випарники підключають таким чином, що можлива одночасна робота до 12 випарників. Конструкція випарників забезпечує магнітне втримання катодної плями. Відповідно до корисної моделі, на початку процесу обробки в камері установки одночасно виконують іонне очищення й азотування поверхні деталі в газорозрядній плазмі, що містить іони аргону й азоту. Процес триває протягом 30-90 хвилин при температурі 250-500 °C. Для ініціювання газорозрядної плазми установка оснащена двома трубчастими генераторами плазми, що розташовані в нижній частині камери й спрямовані паралельно. Використовується електрична схема підключення генераторів плазми із двома додатковими анодами у верхній частині камери, що забезпечує однорідність плазмового розряду в камері. Робота генераторів плазми періодична, вони вмикаються періодами по 10 секунд для запобігання перегріву. Оброблювані деталі обертаються на пристосуванні та періодично входять у струмінь плазми. В 3 трубки генераторів плазми подається аргон з об'ємною витратою 240-350 см /хв. і до катодних трубок підводять струм 90-130 А з напругою до 18-30 В. При цьому здійснюють прискорене нагрівання деталей із використанням генераторів плазми і двох нагрівачів (нагрівальних спіралей). Тривалість очищення й нагрівання до температури в камері 250 °C-20 хвилин. При досягненні температури в камері 250 °C задають негативний потенціал зсуву, що плавно підвищують до робочого значення 150-250 В протягом 2 хвилин, одночасно в газорозрядну 3 суміш на основі аргону додають азот з об'ємною витратою 80-250 см /хв. Далі проводять ізотермічну витримку протягом 30-90 хвилин. Температура ізотермічної витримки 420-500 °C. Останні 5-10 хвилин азотування проводять деазотування з об'ємною витратою азоту 50-80 3 см /хв. для зниження кількості надлишкових фаз γ і ε у поверхневому шарі. Для покращення якості осадження шарів покриття використовують асистуючу дію 3 генераторів плазми, аргон додають з витратою 240-350 см /хв. і до катодних трубок підводять струм 90-130 А. Регулювання ступеня іонізації потоку плазми здійснюють в межах вище зазначених інтервалів. Це забезпечує очищення поверхні від часток покриття із незадовільним зчепленням, знижуючи шорсткість поверхні. Іонний потік від випарників в момент їх увімкнення ізолюють відбивними заслінками, або випарники вмикають після попереднього прогрівання їхньої поверхні протягом 5 секунд. Відповідно до корисної моделі після дифузійного насичення наносять адгезійний шар випарниками груп 1 і 2, один із яких виготовлений із чистого титану, інший - із чистого хрому. Температура на поверхні деталей 420-440 °C, потенціал зсуву на деталі 150 В, витрата азоту 3 500 см /хв., тривалість нанесення - 5 хвилин. При нанесенні адгезійного шару тільки з Сr потенціал зсуву встановлюють 150 В, тривалість нанесення - 10 хвилин. Далі після адгезійного шару наносять проміжний шар почерговим осадженням підшарів випарниками груп 1-4 з послідовним відкриванням заслінок. Тривалість нанесення проміжного шару - 20-30 хвилин. Неперіодичну структуру (нерегулярну товщину) підшарів у проміжному шарі одержують обертанням деталей за допомогою додаткового пристосування. Температура на поверхні деталей - 420-440 °C. Витрату азоту регулюють за допомогою електромагнітних клапанів. Приклади технологічних умов для конкретних зразків зазначені в таблиці 3. Послідовність підшарів проміжного шару та групи випарників, що використовуються для осадження багатофазного зносостійкого шару зазначені в таблиці 2. 5 UA 121079 U Неперіодичну структуру (нерегулярну товщину) підшарів у багатофазного зносостійкого шару також одержують неперіодичним обертанням деталей за допомогою додаткового пристосування. Особливості процесу осадження матеріалів випарників в процесі нанесення проміжного та зносостійкого покриттів описано вище. 5 Таблиця 2 Приклад покриття (вид покриття) Послідовність осадження групами випарників підшарів проміжного шару Покриття 1 (AlSiN-TiCrN) Покриття 2 (TiAlSiN-CrN) Покриття 3 (TiAlYN-TiCrN) Покриття 4 (TiAlYN-CrN) 10 15 1,4/1,2/2,4/1,2 3,4/1 1,4/1,2/2,4/1,2 1,4/2 Групи випарників для осадження зносостійкого шару 3,4 3,4 3 1,2,3,4 Після осадження зносостійкого шару наносять фінішний шар з нітридів і титану й хрому (TiN, CrN, CrTiN) з використанням випарників групи 1 або груп 1 і 2 (згідно зі схемою і таблицею 1). Температура на поверхні деталей - 420-440 °C, потенціал зсуву на деталі - 150 В, витрата азоту 3 - 500-700 см /хв., тривалість нанесення - 5-10 хвилин. У випадках здійснення корисної моделі для осадження покриття № 2 (TiAlSiN-CrN) фінішний шар покриття TiSiN має градієнтну структуру. Температура на поверхні деталей - 420-440 °C, 3 потенціал зсуву на деталі - 150 В, витрату азоту поступово підвищують від 500 см /хв. до 1000 3 см /хв. тривалість нанесення - 20 хвилин. Конкретні приклади здійснення. Деталі обробляли в установці DREVA600. Етап 1. Здійснювали азотування зразків із твердого сплаву на основі карбіду вольфраму ВК10ХОМ і K40UF із твердістю до обробки 90 HRN15 і 92 HRN15 відповідно. Режими азотування зразків наведені в Таблиці 3. Таблиця 3 ТемпераТемпе- ПотенЗразок Матеріал зразка тура ратура ціал нагрівачів, °C зразків, °C зсуву, В 1 2 ВК10ХОМ K40UF 500 500 420 420 200 200 Витрата газу, 3 см /хв. Аr N2 240 240 80 80 Струм для нагріву Тривакатодних лість, хв. трубок, А 90 60 90 60 20 25 30 35 40 Послідовність процесу. Нагрівання деталей здійснювали одночасно з очищенням за допомогою спіральних нагрівачів і генераторів плазми. Підчас нагрівання деталей в інтервалі температур 260-420 °C, додавали азот і протягом 2 хвилин плавно підвищували потенціал зсуву 3 до 200 В. Останні 5 хвилин азотування виконували з витратою азоту 80 см /хв. Випробування фізичних властивостей зразків із азотованим шаром виявили підвищення мікротвердості: для твердого сплаву ВК10ХОМ - у середньому з 2700 HV до 3200 HV, і для твердого сплаву K40UF - з 2850 HV до 3500 HV (при навантаженні на індентор - 500 грамів). Глибина дифузійного шару становить 10-15 мкм, відсутня нітридна зона. Поверхня зразків не має забруднень і дозволяє наносити багатошарове покриття. Етап 2. На зразки із твердого сплаву наносили покриття згідно зі схемою розташування шарів покриття на кресленні: твердий сплав ВК10ХОМ - покриття № 3 TiAlYN-TiCrN (зразок 1), твердий сплав K40UF - покриття № 4 TiAlYN-CrN (зразок 2). Для нанесення покриття підготували програму в блоці керування DREVA600. Нанесення комбінованого покриття виконували за один технологічний цикл. Розташування матеріалів у випарниках установки відповідно до таблиці 1. Після азотування (етап 1) осаджували адгезійний шар випарниками груп 1 і 2 або групи 2 (таблиця 1). Температура на поверхні деталей 420-440 °C, потенціал зсуву на деталі - 150 В, 3 витрата азоту - 500 см /хв., тривалість нанесення - 5 хвилин. Після адгезійного шару осаджували проміжний шар (таблиця 2) з послідовним відкриванням заслінок. Режими осадження проміжного шару зазначені в таблиці 4. 6 UA 121079 U Таблиця 4 Приклад проміжного шару Потенціал Зразок покриття (згідно зі зсуву, В схемою) 1 2 5 10 TiAlYN-TiCrN TiAlYN-CrN 150 150 Осадження підшару Осадження підшару випарниками групи 3 випарниками групи 4 Подача N2, тривалість, Подача N2, тривалість, 3 3 см /хв. с см /хв. с 1000 30 500 10 1000 30 1000 10 Процес осадження проміжного шару складався з 30 циклів випаровування, і тривав 20 хвилин. Температура на поверхні деталей 420-440 °C. Нерегулярну товщину підшарів у проміжному шарі одержували обертанням деталей навколо своєї осі як описано вище. Проміжний шар осаджували зі зміною витрати азоту, проміжки часу й негативний потенціал зсуву на деталі зазначені в таблиці 4. Далі осаджували зносостійкий шар випарниками груп 1-4 (таблиця 2). Температура на 3 поверхні деталей 420-440 °C, потенціал зсуву на деталі -150 В, витрата азоту - 1000 см /хв., тривалість нанесення - 25 хвилин. Після зносостійкого шару осаджували фінішний шар випарниками груп 1 або 2 відповідно до таблиці 1, режими - у таблиці 5. Температура на поверхні деталей 420-440 °C. Таблиця 5 Зразок Фінішний шар 1 2 15 TiCrN CrN 3 Витрата газу, см /хв. Аr N2 C2H2 120 500 0 120 500 0 Температура Потенціал нагрівачів, °C зсуву, В 500 100 500 100 Тривалість, хв. 10 10 Результати випробувань механічних властивостей зразків наведені в таблиці 6. У порівнянні зі зразками, обробленими за традиційним технологічним процесом (ТП), було отримано комбіноване покриття зі збільшеною в 6 разів товщиною та порівнянною адгезією. Таблиця 6 Матеріал зразка Зразок (швидкорізальна сталь) За ТП ВК10ХОМ За ТП K40UF 1 ВК10ХОМ 2 K40UF 20 25 30 35 Твердість Глибина Товщина Вид покриття зразків після азотованого покриття, обробки, HV шару, мкм мкм AlTiN 3400 2,5 AlCrN 3500 2,5 TiAlYN-TiCrN 3800 10-15 4 TiAlYN-CrN 3800 10-12 6 Адгезія покриття (по шкалі HF 0-6) HF 1 HF 1 HF 1 HF 1 Переваги інструмента з покриттями, що одержують з використанням заявленого способу: - покриття мають підвищену адгезію з поверхнею твердого сплаву (фактично покриття проникає в поверхню інструмента); - покриття має поліпшені властивості, що демпфірують, завдяки багатошаровій структурі; - покриття забезпечує поліпшену стійкість до розтріскування завдяки неперіодичній структурі проміжного шару; - інструмент має підвищену зносостійкість ріжучої кромки завдяки високій твердості покриття; - ефективне видалення продуктів різання завдяки низькому коефіцієнту тертя фінішного шару. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб комбінованої вакуумної іонно-плазмової обробки інструмента з твердого сплаву, що полягає в обробці деталей у газорозрядній плазмі, що містить іони аргону, який включає одночасне очищення іонами аргону та дифузійне насичення поверхні деталі з використанням генератора плазми, і наступне осадження шарів зносостійкого покриття в дуговому газовому розряді, який відрізняється тим, що дифузійне насичення здійснюють іонами азоту (азотування) при подачі газоподібного азоту в плазму аргону, причому очищення і азотування 7 UA 121079 U 5 10 15 20 25 30 35 виконують із прискореним нагріванням деталей за допомогою нагрівальних елементів, а шари покриття осаджують дуговим розпиленням матеріалу випарників в атмосфері азоту із ізотермічною витримкою, температуру якої регулюють з використанням нагрівальних елементів, та регулюванням ступеня іонізації потоку газорозрядної плазми, при цьому підчас вмикання випарників здійснюють ізолювання іонного потоку від випарників, першим осаджують адгезійний шар із нітридів титану й хрому (CrTiN) або нітриду хрому (CrN), далі осаджують проміжний шар із неперіодичною структурою розпиленням металів 4, 5 або 6 груп періодичної таблиці елементів, а також Аl, Si та Y, після чого осаджують багатофазний (багатокомпонентний) зносостійкий шар із неперіодичною структурою розпиленням металів 4, 5 або 6 груп періодичної таблиці елементів, а також Аl, Si та Y, причому неперіодичну структуру шарів покриття отримують неперіодичним обертанням оброблюваних деталей в пристосуванні, останнім осаджують фінішний шар із нітридів титану й хрому (TiN, CrN, CrTiN) або нітриду титансиліциду (TiSiN). 2. Спосіб за п. 1, який відрізняється тим, що обробку проводять при негативному потенціалі зсуву на деталі, очищення й азотування здійснюють після нагрівання деталей вище 250 °C при 3 3 подачі аргону із витратою 240-350 см /хв. і подачі азоту із витратою 80-250 см /хв., а шари 3 покриття осаджують при подачі азоту із витратою 500-1200 см /хв. за температури ізотермічної витримки 420-500 °C. 3. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що регулювання ступеня іонізації потоку плазми здійснюють неперіодичною зміною витрати азоту. 4. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що регулювання ступеня іонізації потоку плазми здійснюють неперіодичною зміною струму, що подається на генератор плазми. 5. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що регулювання ступеня іонізації потоку плазми здійснюють неперіодичною зміною струму, що подається на випарники. 6. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що ізолювання іонного потоку в момент увімкнення випарників здійснюють закриванням відбивних заслінок. 7. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що проміжний та зносостійкий шари осаджують із щонайменше двох постійно ввімкнених випарників та з швидкістю обертання пристосування з деталями 5-10 об./хв. 8. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що проміжний та зносостійкий шари осаджують почерговим вмиканням щонайменше двох випарників різного складу. 9. Спосіб за одним із пп. 1 або 8, який відрізняється тим, що проміжний та зносостійкий шари осаджують із проміжком часу підчас перемикання випарників, в який відбувається одночасне розпилення. 10. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що зносостійкий шар осаджують з випарника, склад матеріалу якого відповідає складу покриття. 11. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що фінішний шар осаджують із 3 поступовим збільшенням витрати азоту 300-1000 см /хв. 8 UA 121079 U Комп’ютерна верстка Л. Литвиненко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C23C 14/48
Мітки: вакуумної, іонно-плазмової, обробки, спосіб, сплаву, твердого, комбінованої, інструмента
Код посилання
<a href="https://ua.patents.su/11-121079-sposib-kombinovano-vakuumno-ionno-plazmovo-obrobki-instrumenta-z-tverdogo-splavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб комбінованої вакуумної іонно-плазмової обробки інструмента з твердого сплаву</a>
Спосіб комбінованої вакуумної іонно-плазмової обробки інструмента зі швидкорізальної сталі
Номер патенту: 119384
Опубліковано: 25.09.2017
Автори: Зубко Максим Іванович, Зайцев Олег Іванович, Селезньов Вадим Григорович, Самовол Вікторія Володимирівна
МПК: C23C 14/48
Мітки: обробки, вакуумної, спосіб, іонно-плазмової, інструмента, комбінованої, сталі, швидкорізальної
Формула / Реферат:
1. Спосіб комбінованої вакуумної іонно-плазмової обробки інструмента зі швидкорізальної сталі, що полягає в обробці деталей у газорозрядній плазмі, що містить іони аргону, який включає одночасне очищення іонами аргону та дифузійне насичення поверхні деталі з використанням плазмового генератора, і наступне осадження шарів зносостійкого покриття в дуговому газовому розряді, який відрізняється тим, що дифузійне насичення здійснюють іонами азоту...
Застосування джерела плазми як пристрою для нагріву вакуумної камери іонно-плазмової установки
Номер патенту: 110362
Опубліковано: 25.12.2015
Автори: Сисоєв Юрій Олександрович, Костюк Геннадій Ігорович
МПК: H05B 7/18, F28D 20/00, C23C 14/32
Мітки: плазми, вакуумної, камери, пристрою, джерела, застосування, іонно-плазмової, нагріву, установки
Формула / Реферат:
1. Застосування акумульованого тепла теплоносія, нагрітого джерелом плазми для нагріву вакуумної камери іонно-плазмової установки.2. Застосування за п. 1, яке відрізняється тим, що джерело плазми забезпечено регулятором протоки рідини, що нагрівається.3. Застосування за п. 2, яке відрізняється тим, що джерело плазми додатково містить датчик вимірювання температури рідини на її виході з джерела плазми.
Спосіб іонно-плазмової обробки

Номер патенту: 172
Опубліковано: 30.04.1993
Автори: Трипута Геннадій Олександрович, Семенюк Валерій Федорович
МПК: H01L 21/26
Мітки: спосіб, обробки, іонно-плазмової
Формула / Реферат:
1. Способ ионно - плазменной обработки в скрещенных ВЧ электрическом и постоянном магнитном полях, включающие удаление материала с обрабатываемого изделия под действием заряженных и нейтральных частиц плазмы в условиях замагниченности электродов wне/nен>1, где wне - электронная циклотронная частота для минимального значения индукции магнитного поля, neн - частота упругих столкновений электронов с нейтральными частицами.отличающиися тем,...
Спосіб іонно-плазмової обробки
Номер патенту: 11181
Опубліковано: 25.12.1996
Автор: Семенюк Валерій Федорович
МПК: H01L 21/26
Мітки: спосіб, іонно-плазмової, обробки
Формула / Реферат:
Способ ионно-плазменной обработки, включающий воздействие на обрабатываемое изделие химически активными нейтральными и заряженными частицами, генерацию которых осуществляют в физически разделенных пространствах, отличающийся тем, что в пространстве генерации химически активных нейтральных частиц возбуждают электронную плазменную волну с частотой в области нижнегибридного резонанса и с продольной по отношению к магнитному полю фазовой...
Пристрій для іонно-плазмової обробки виробів
Номер патенту: 49263
Опубліковано: 15.12.2004
Автори: Золотухін Олександр Віталійович, Жаровський Григорій Яковлевич, Борисова Ніна Миколаївна, Дабіжа Євген Вікторович
МПК: C23C 14/32, H01J 37/08
Мітки: обробки, іонно-плазмової, виробів, пристрій
Формула / Реферат:
Пристрій для іонно-плазмової обробки виробів, що містить два електроди, один з яких (катод) розташований вертикально і виведений одним кінцем через ізольований ввід з вакуумної камери, а з боку другого кінця міститься вузол підпалювання дуги, електрично зв'язаний з пристроєм підпалювання, механічний пристрій гасіння дуги, розміщений навкруги вертикально розташованого електрода з боку ізольованого вводу, відкачувальну вакуумну систему з...
Попередній патент: Самоцентруючий трикулачковий патрон
Наступний патент: Машина для сколювання льоду
Випадковий патент: Спосіб одержання 2-гідрокси-4-метилтіобутанової кислоти