Барильце, утор та їх комплект, а також спосіб виготовлення барильця та форма для формування барильця
Формула / Реферат
1. Комплект барильця, що містить барильце і утор (1), скріплені один з одним, при цьому барильце має перший кінець, що містить отвір, і другий кінець (15а), що визначає основу, яка відокремлена від першого кінця периферичною боковою стінкою (17), де утор (1) зафіксований на засобах для прикріплення (16), які розташовані на другому кінці (15а) барильця і на певній відстані від вказаної периферичної бокової стінки (17), який відрізняється тим, що засоби для прикріплення (16) містять конусоподібні бокові стінки (16а), які відходять від другого кінця (15а) в поперечному напрямку і закінчуються на виступаючій опорі (16b).
2. Комплект барильця за пунктом 1, який відрізняється тим, що фіксація між барильцем і утором є роз'ємною фіксацією.
3. Комплект барильця за одним з пп. 1 або 2, який відрізняється тим, що фіксація між барильцем і утором є з'єднанням із заскочкою.
4. Барильце, яке має перший кінець, що містить отвір, і другий кінець (15а), що визначає основу, яка відокремлена від першого кінця периферичною боковою стінкою (17), при цьому барильце містить засоби для прикріплення (16) утора, які розташовані на другому кінці (15а) на певній відстані від периферичної бокової стінки (17) контейнера, яке відрізняється тим, що засоби для прикріплення (16) містять конусоподібні бокові стінки (16а), які відходять від другого кінця (15а) в поперечному напрямку і закінчуються на виступаючій опорі (16b).
5. Барильце за пунктом 4, яке відрізняється тим, що воно виготовлене з термопластичного матеріалу.
6. Утор, придатний для фіксації на нижній частині барильця, утор містить:
в основному центральну внутрішню втулку (3) з засобами для фіксації (10), які придатні для фіксації утора до нижнього кінця зазначеного барильця;
численні спиці (4), які відходять від внутрішньої втулки (3) радіально назовні і закінчуються на круговій стінці юбки (7), забезпечуючи зчеплення юбки з периферичною боковою стінкою (17) зазначеного барильця,
який відрізняється тим, що засоби для фіксації (10) внутрішньої втулки (3) придатні для взаємодії з відповідними засобами прикріплення (16), розташованими у нижньому кінці барильця, та які мають форму конусоподібних бічних стінок (16а), які відходять від нижнього кінця (15а) в поперечному напрямку і закінчуються на виступаючій опорі (16b).
7. Утор за пунктом 6, який відрізняється тим, що вказані засоби фіксації (10) мають гніздо у вигляді отвору (10а), оточеного відповідними вільними кінцями численних пружних зубців (10b), які відходять радіально всередину від внутрішньої втулки.
8. Спосіб виготовлення барильця, що має перший кінець, який містить отвір, і другий кінець (15а), який визначає основу, яка відокремлена від першого кінця периферичною боковою стінкою (17), спосіб включає формування роздувом контейнера, що містить засоби прикріплення (16) на другому кінці (15а) барильця і на певній відстані від периферичної бокової стінки (17), який відрізняється тим, що засоби для прикріплення (16) містять конусоподібні бокові стінки (16а), які відходять від другого кінця (15а) в поперечному напрямку і закінчуються на виступаючій опорі (16b).
9. Спосіб за пунктом 8, який відрізняється тим, що барильце виготовляють методом формування роздувом розплаву термопластичного матеріалу в порожнину форми (М) з одночасним створенням вказаних засобів прикріплення, при цьому порожнина форми (М) визначає приямок (BF) в ділянці, що знаходиться на другому кінці (15а) барильця і на певній відстані від периферичної бокової стінки (17), який відрізняється тим, що приямок (BF) містить конусоподібні бокові стінки (16а), які відходять від другого кінця (15а) в поперечному напрямку і закінчуються на виступаючій опорі (16b).
10. Спосіб за пунктом 9, який відрізняється тим, що додатково включає введення в порожнину форми (М) стрижня (R) під час її формування, який проходить всередину, доки не досягне приямку (BF).
11. Форма, придатна для формування барильця роздувом, форма містить порожнину (М), що визначає зовнішню форму барильця, яке має перший кінець, що містить отвір, і другий кінець (15а), що визначає основу, яка відокремлена від першого кінця периферичною боковою стінкою (17), при цьому порожнина форми (М) додатково визначає приямок (BF) в ділянці, що знаходиться на другому кінці (15а) барильця і на певній відстані від периферичної бокової стінки (17), яка відрізняється тим, що приямок (BF) містить конусоподібні бокові стінки (16а), які відходять від другого кінця (15а) в поперечному напрямку і закінчуються на виступаючій опорі (16b).
12. Форма за пунктом 11, яка додатково містить стрижень (R), придатний для введення в порожнину форми (М) під час її формування, доки він не досягне приямку (BF).
Текст
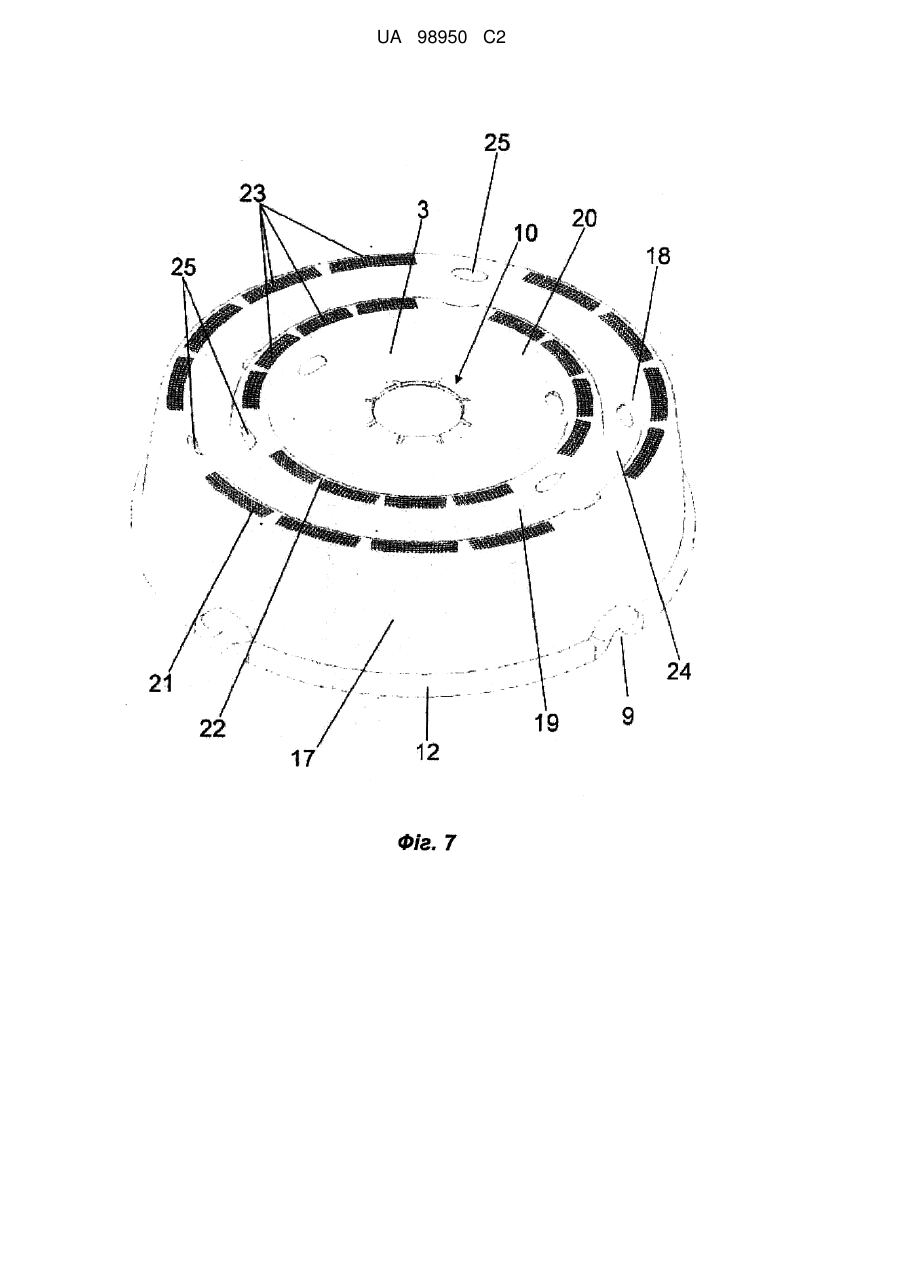
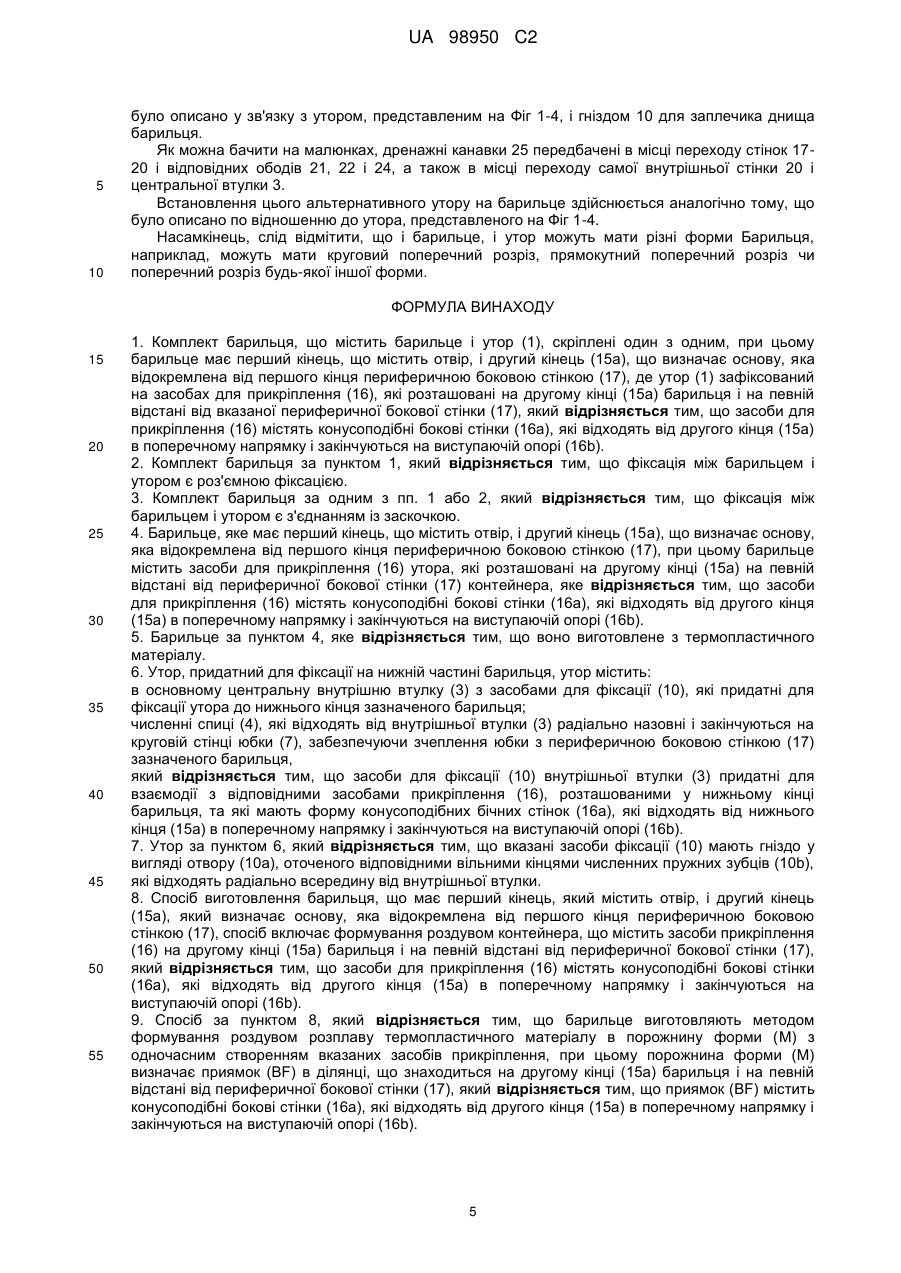
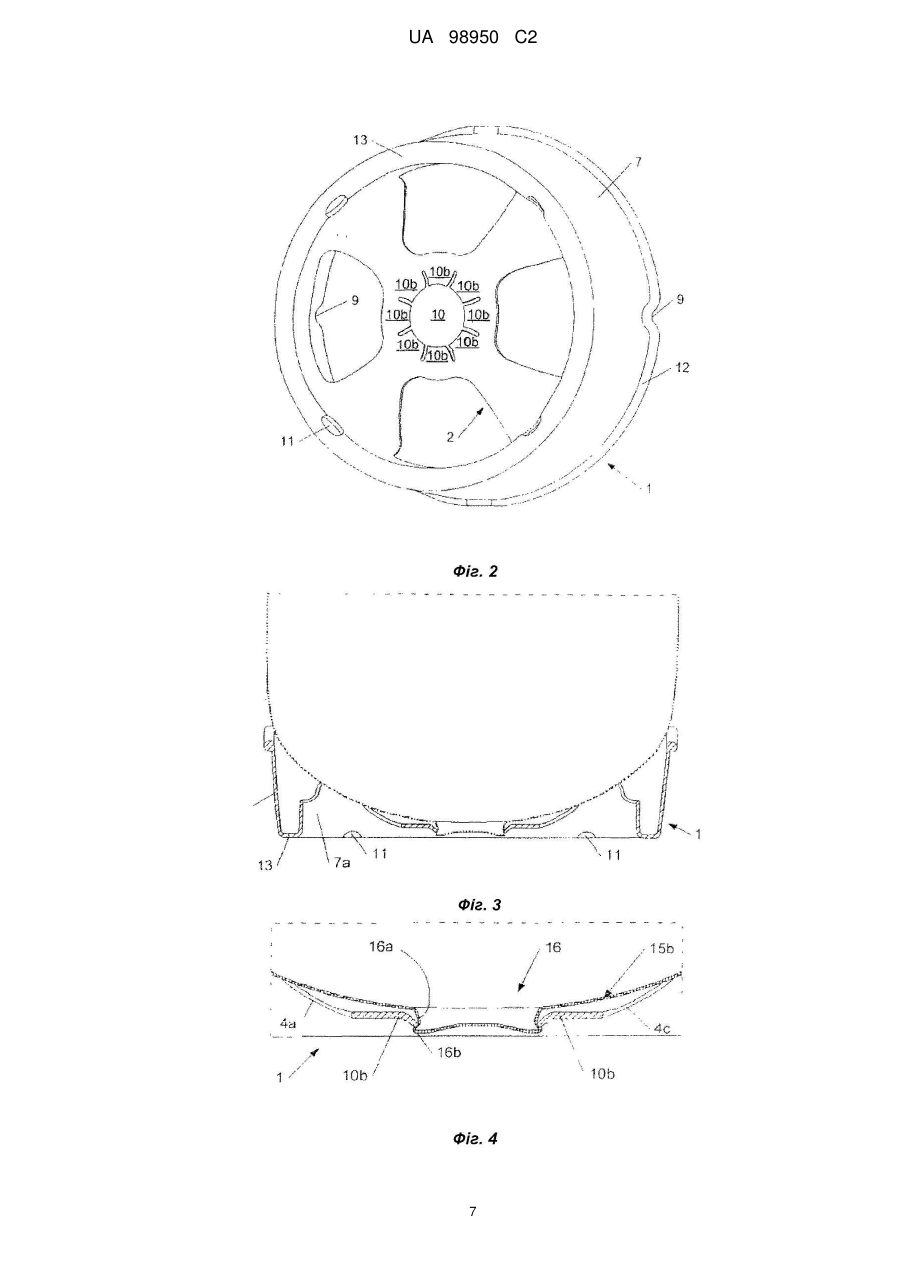
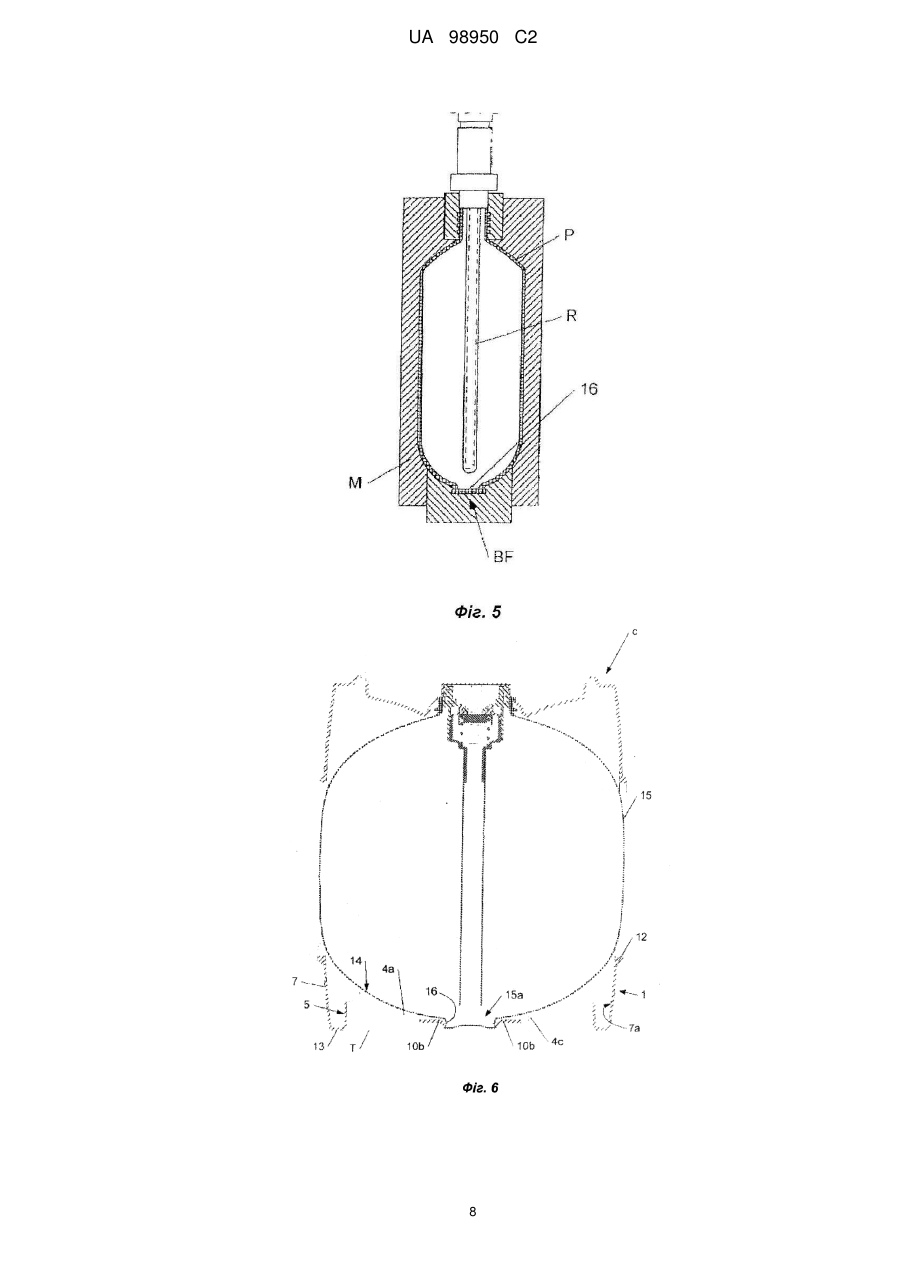
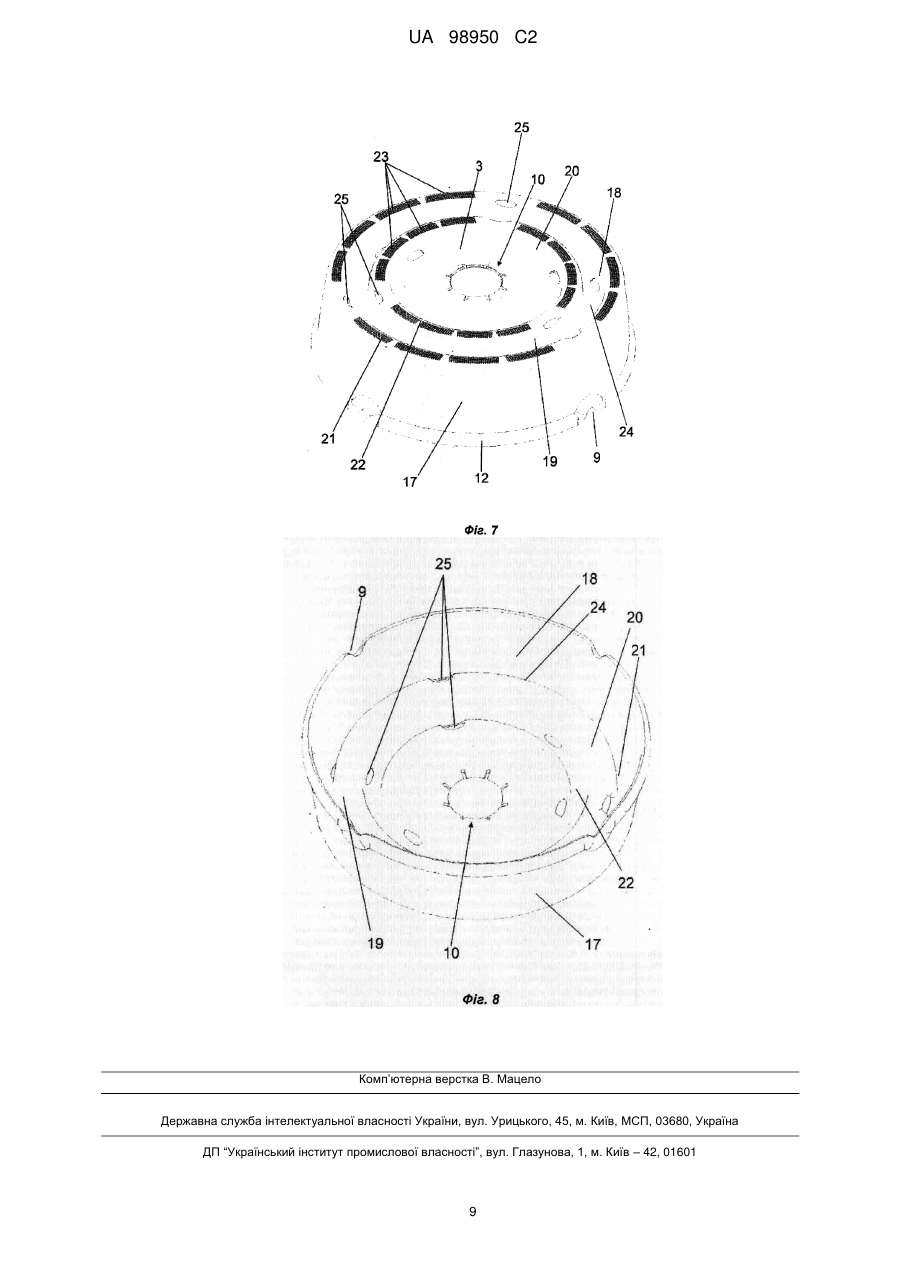
Реферат: Тарний комплект, що включає контейнер і утор, скріплені один з одним, при цьому контейнер має кінцеву частину і периферичну бокову стінку, який відрізняється тим, що фіксація між утором і контейнером здійснюється в кінцевій частині контейнера і на певній відстані від вказаної периферичної бокової стінки. UA 98950 C2 (12) UA 98950 C2 UA 98950 C2 5 10 15 20 25 30 35 40 45 50 55 Даний винахід стосується контейнерів, зокрема барилець, і уторів, встановлюваних в нижній частині вказаних контейнерів, а також способу виготовлення таких контейнерів. Загальна практика передбачає оснащення контейнера чи барильця нижнім і верхнім уторами. Такі утори звичайно виконують кілька функцій. Першою є чисто захисна функція захистити основу і верхню частину барилець від пошкоджень при користуванні. Утор основи барильця забезпечує також пласку основу для барильця, щоб його можна було легко встановити у вертикальне положення. У більшості випадків верхній і нижній утори конструюються з урахуванням штабелювання барилець, що спрощує їх транспортування і зберігання. Ще однією важливою функцією уторів є полегшення користування барильцями. Дійсно, більшість уторів оснащаються юбкою, яка в змонтованому стані розміщується по периферії барильця і яка утворює кільце для кочення, так що, коли барильця мають нижній і верхній утори, їх можна легко котити на боку, причому бокові стінки барилець не будуть торкатись землі. Відомі кілька варіантів фіксації уторів на барильці. У більшості випадків, однак, утори приварюють до бокових стінок барильця, а це має той недолік, що після встановлення їх вже не можна ні зняти, ні замінити. Цей недолік було подолано в патенті DE3336681, в якому описано утор, який кріпиться заскочками за виступи, передбачені по периферії відповідного барильця. В цьому випадку утори можуть легко зніматись з барильця і замінюватись, що спрощує і ремонт, і повторне використання як уторів, так і барилець. Враховуючи зростаючий попит на пластикові барильця і зростаючу потребу в їх повторному використанні і зниженні вартості обробки, можна стверджувати, що застосування уторів на барильцях і видалення вказаних уторів з барилець потребують подальшого спрощення. Даний винахід досягає поставлених цілей, пропонуючи тарний комплект, що включає контейнер і утор, прикріплені один до одного, причому контейнер має кінцеву частину і периферичну бокову стінку, який відрізняється тим, що фіксація між утором і контейнером здійснюється в кінцевій частині контейнера і на певній відстані від вказаної периферичної бокової стінки. Кінцева частина переважно є основою контейнера, а утор - нижнім утором (утором днища). Змінивши конструкцію фіксації уторів до контейнера, заявник перемістив засоби прикріплення до центральної частини основи контейнера. Тепер фіксація уторів більше не залежить від периферичної окружності контейнера. Це забезпечує ту перевагу, що фіксація утору до контейнера може бути здійсненою однаково для контейнерів різного діаметру, що значно спрощує автоматизацію обробки і підвищує технологічність, особливо у відношенні повторного використання. Інші переваги, пов'язані з різними варіантами здійснення даного винаходу, включають фіксацію утору заскочкою, оскільки він зчіпляється з краєм днища барильця (що, звичайно, передбачає автоматизоване виробництво). Більш того, у випадках, коли не використовуються жодні інші засоби фіксації, утор днища контейнера може бути легко знятий і використаний повторно окремо від контейнера і, якщо його правильно і легко замінити іншим замінним утором, такий контейнер може бути повернутий у виробництво. До того ж, утор днища забезпечує легке користування, а його гнучкість забезпечує таку перевагу, як супротив скиданню. Переважно, фіксація між утором і контейнером є роз'ємною, так що утори можуть бути легко замінені в разі пошкодження. В найкращому варіанті здійснення фіксація досягається з'єднанням із заскочкою між утором і контейнером. Даний винахід стосується також самого контейнера, оскільки для реалізації вищеописаної фіксації контейнер за цим винаходом повинен мати основу, оснащену засобами для прикріплення, розміщеними на певній відстані від периферичної бокової стінки контейнера. Утор за даним винаходом включає щонайменше внутрішню втулку, оснащену засобами для фіксації, і зовнішню юбку, яка сконструйована таким чином, щоб зчіплюватись з частиною периферичної бокової стінки контейнера. Насамкінець, даний винахід стосується також способу виготовлення контейнеру за цим винаходом, який включає забезпечення засобів для прикріплення на основі контейнера і на певній відстані від периферичної бокової стінки контейнера. Переважно, такий контейнер виготовляється з термопластичного матеріалу, який формується у прес-формі з одночасним створенням засобів для прикріплення, для чого використовується прес-форма з порожниною, що має приямок в тій своїй частині, яка відповідає основі контейнера, який формується. 1 UA 98950 C2 5 10 15 20 25 30 35 40 45 50 55 60 Переважно, спосіб додатково включає введення в порожнину прес-форми під час формування стрижня, який доходить до приямку порожнини прес-форми. Використання такого стрижня забезпечує переваги особливо у випадку видувного формування контейнера, оскільки він допомагає термопластичному матеріалу зайти в приямок, де формуються засоби для прикріплення, зокрема з'єднувач із заскочкою, на основі контейнера. Пояснюючі малюнки: На Фіг. 1 представлено перспективний вигляд зверху одного з варіантів здійснення пластикового утору днища за даним винаходом. На Фіг. 2 представлено перспективний вигляд знизу того ж варіанту здійснення пластикового утору днища за даним винаходом. На Фіг. 3 представлено поперечний розріз утору днища за даним винаходом, в комбінації (тобто у змонтованому вигляді) на пивному барильці за даним винаходом. На Фіг. 4 представлено більш деталізований поперечний розріз, зображений на Фіг. 3. На Фіг. 5 представлено схематичні поперечні розрізи форми для роздуву з витяжкою згідно з одним аспектом даного винаходу. На Фіг. 6 представлено поперечний розріз піднятого збірного вузла утору і барильця за даним винаходом. На Фіг. 7 представлено перспективний вигляд зверху альтернативного варіанту здійснення пластикового утору днища за даним винаходом. На Фіг. 8 представлено перспективний вигляд знизу варіанту здійснення пластикового утору днища, показаного на Фіг. 7. Докладний опис кращого варіанту здійснення даного винаходу: На Фіг. 1 і 2 малюнків, що додаються, представлено утор 1 днища барильця за даним винаходом. Утор 1 днища барильця включає гніздо 10 для кінцевої частини днища барильця. Гніздо 10 спеціально пристосоване для зчеплення з відповідно оснащеною кінцевою частиною днища барильця (на Фіг. 1 і 2 не показано, дивись Фіг. 3 і 4). Таке зчеплення за рахунок взаємної припасовки забезпечує кріпильний ефект для щонайменше часткового прикріплення утору до барильця. В цьому кращому варіанті здійснення утору 1 за цим винаходом гніздо 10 має отвір 10а, оточений відповідними вільними краями 10d численних еластичних гнучких зубців 10b. Зубці 10b входять радіально в отвір 10а, а їх основи сидять на внутрішній, переважно центральній втулці 3. Утор 1 включає «павука» 2 для зчеплення з днищем корпусу барильця (на Фіг. 1 і 2 не показаний, дивись Фіг. 3 і 4, а також подальший опис), на якого сідає днище. Павук 2, в свою чергу, містить центральну втулку 3 з кількома ніжками чи спицями 4 які відходять від неї радіально назовні. Ці спиці закінчуються на кільцевій стінці 5, яка визначає один бік каналу 6, що обмежується також в своїй нижній частині основою 13 утору і оточений на віддаленому боці поверхнею стінки 7а вертикальної юбки 7 утору. Спиці 4а, 4b, 4c і 4d мають профілі 14 (наприклад, дугоподібної форми) для забезпечення ефекту жорсткої балки. Вертикальна юбка 7 утору підтримує периферичну реборду 12, призначену для зчеплення з поверхнею периферичних бокових стінок закріпленого корпусу барильця. Юбка 7 має також дренажні канали 9 для відведення рідини, яка накопичується між юбкою 7 і периферичними боковими стінками корпусу барильця. Під час використання збірний вузол барильця за цим винаходом може накопичувати воду і інші рідини, які залишалися б між утором і барильцем в його нормальному вертикальному положенні, але які можуть дренуватись через ці канали 9. Подібно до цього, днище 6 має дренажні канали 11 для відведення рідини. Слід відмітити, що тарні комплекти за цим винаходом часто миють і наповнюють в перевернутому стані, під час чого вода могла б накопичуватись на днищі, якби не мала можливості відводитись цими дренажними каналами. Слід також відмітити, що барильця за цим винаходом і збірні вузли, що їх містять, переважно є барильцями замкнутої системи. На Фіг. 3 і 4 представлено нижні частини корпусу 15 барильця у розрізі з виривом. Корпус 15 включає периферичну бокову стінку 17 і основу 15а. Основа 15а має заплечик 16, призначений для зчеплення з гніздом 10 утору 1 днища барильця, показаного на Фіг. 1 і 2. Заплечик 16 днища має конусоподібні бокові стінки 16а, які відходятьвід периферії корпусу 15 барильця і закінчуються на виступаючій опорі 16b, яка особливо підходить для зчеплення за рахунок взаємної припасовки з допоміжними елементами утору 1 днища, як тут описано. Має бути зрозумілим, що заплечик 16 днища слугує засобом прикріплення, який може взаємодіяти з засобами фіксації (гніздо 10 днища барильця з зубцями 10b) утору, і що у 2 UA 98950 C2 5 10 15 20 25 30 35 40 45 50 55 60 відповідності до даного винаходу фіксація утору до барильця здійснюється на певній відстані від периферії барильця. На Фіг. 5 показано приклад прес-форми для видування, яка може бути використана для формування різних корпусів барилець за цим винаходом з термопластичного матеріалу. Ця показова форма включає відповідні засоби для формування кінцевих елементів днища барильця, які тут описуються. Більш конкретно, Фіг. 5 ілюструє форму для видувного формування з витягуванням, яка включає стрижень, що проходить всередині форми до приямку в її основі. Цей стрижень і порожнина форми для видування разом забезпечують формування барильця, що має на днищі заплечик (дивись, наприклад, заплечик 16 на Фіг. 3 і 4), який включає конусоподібні бокові стінки (дивись 16а на Фіг. 3 і 4), що відходять від периферії корпусу барильця і закінчуються на виступаючій опорі (дивись наприклад, 16b на Фіг. 3 і 4), яка призначена для зчеплення за рахунок взаємної припасовки з утором 1 днища. У відповідності до кращої практики, даний винахід передбачає застосування процесів пневмоформування. У виробництві порожнистих термопластичних виробів, включаючи, зокрема контейнери, такі як пляшки, використовується ціле сімейство процесів пневмоформування. Основний процес передбачає на першому етапі отримання з розплаву термопластичного матеріалу проміжного продукту, який називають заготовкою чи преформою. Таку нагріту заготовку формують далі, роздуваючи її газом під тиском у формі, порожнина якої визначає кінцеву форму виробу. Технологія пневмоформування в промисловому масштабі датується 30-тими роками минулого віку, але її широке використання почалось в 50-тих роках з появою поліетилену високої щільності і незахищеного правом власності виробничого устаткування 3 того часу в користування ввійшло широке коло інших термопластичних матеріалів (особливо з поширенням поліефірів, у порівнянні з полюлефінами, які в певних випадках асоціювались з втратою запаху і одночасним набуханням, а також зі збільшенням проникання кисню в упаковках певних напоїв), і хоча на долю поліетилену високої щільності (ПЕВЩ) приходиться 55% від всіх термопластичних матеріалів, які використовуються для пневмоформування, доля поліетилентерефталату (ПЕТ) серед решти матеріалів становить майже 88%. Швидко розвивається ринок більш дорогого, але за певними характеристиками кращого поліетиленнафталату (ПЕН), особливо для виготовлення контейнерів, що підлягають поверненню і повторному використанню. Сімейство процесів пневмоформування включає пневмоформування з екструзією, лиття під тиском з роздувом (і споріднене з ним формування з витісненням) і формування з роздувом і витяжкою (відоме також як «формування з біаксіальною орієнтацією), а також цілу низку їх гібридів. В наш час з цих методів найбільш широко застосовується пневмоформування з екструзією, яке передбачає екструзію (періодичну чи безперервну) полої заготовки у напрямку падіння донизу. Коли заготовка досягає достатніх розмірів, її наперед визначена довжина охоплюється формою (наприклад, шляхом змикання двох половинок форми навколо визначеної довжини заготовки, що опускається). Для виготовлення невеликих контейнерів використовують екструзійні машини зі шнеком зворотнопоступального руху і з двома шнеками, оснащені вторинним накопичувачем і плунжером для періодичної екструзії заготовок. Для великих контейнерів, циліндричних включно, використовують екструдери з акумулюючою головкою і плунжерною подачею. Коли заготовка Р (дивись Фіг. 5) опиняється всередині форми М, її роздувають стисненим газом, притискаючи до жорстких внутрішніх поверхонь замкнутої порожнини форми, внаслідок чого вона приймає форму відповідного полого тіла, яке в юнці кінців стане формою готового контейнера Цей процес може включати формування заплечика 16 на днищі контейнера. Слід відмітити, що якщо більш старі машини для пневмоформування вимагали додаткової обробки для доведення контейнера до кінцевого вигляду (і створювали проблеми з залишками матеріалу всередині отриманої пляшки), то цю проблему було подолано для контейнерів меншого розміру шляхом погодженої взаємодії розжареної голки і горлового кільця форми, коли роздута пляшка ще знаходиться у формі. Однак сформовані роздувом контейнери з широкою горловиною все ще потребують для кінцевої обробки операції на обрізному пресі. Лиття під тиском з роздувом є багатостадійним процесом (історично -двохстадійним, але тепер майже виключно трьохстадійним), в ході якого заготовка, отримана литтям під тиском в простір, визначений формою і введеним в неї центровим стрижнем (замість того, щоб бути екструдованою), передається (наприклад, на тому ж центровому стрижні) на наступний етап формування роздувом. У варіанті цього типу формування роздувом, який передбачає застосування витіснення, відмірену кількість розплаву термопластичного матеріалу вводять у 3 UA 98950 C2 5 10 15 20 25 30 35 40 45 50 55 60 форму для отримання заготовки, після чого в цю форму вводять центровий стрижень, щоб з силою витіснити розплав в зазори, які залишились між центральним стрижнем і внутрішніми поверхнями форми, в результаті чого отримується заготовка. Формування з роздувом і витяжкою особливо підходить для застосувань з використанням термопластів, здатних набувати внутрішньої лінійної молекулярної орієнтації, таких як ПЕТ. Заготовка може отримуватись за допомогою екструзії чи лиття під тиском, хоча останній варіант використовується найчастіше у зв'язку з формуванням з роздувом і витяжкою. Специфічно характерним для процесу формування з роздувом і витяжкою є те, що попередньо сформовану заготовку ретельно кондиціонують до температури, трохи вищої ніж температура переходу даного термопластичного матеріалу у склоподібний стан (тобто, коли вона достатньо нагріта, щоб її можна було роздути, але достатньо холодна, щоб загальмувати повторну рандомізацію молекулярної структури після центрування форми), після чого її витягують, орієнтують («частково» і аксіально чи біаксіально) і роздувають Індукована напруженням кристалізація у витягнутому термопластичному матеріалі може - у випадку ПЕТ - бути збільшена на цілих 20 і навіть на 28%. Центровий стрижень R використовується так, як показано на Фіг. 5. Слід відмітити, що у відповідності до кращої практики застосування даного винаходу і на додачу до забезпечення компонента аксіального витягування заготовки Р під час операції роздуву, стрижень R також може бути подовжений, щоб спрямувати пластичний матеріал в частину BF порожнини М форми і отримати заплечик 16 на зовнішній поверхні днища барильця. Частина BF включає засоби для затискування заплечика 16 і отримання звуження в 16а, яке потім розшириться в 16b. Наостанок, пропонується тарний комплект у складі барильця і утору, показаний на Фіг. 6. В цьому зв'язку посилання робляться на Фіг. 1-4 і Фіг. 6. Тарний комплект включає корпус 15 барильця, який має основу 15а, що несе заплечик 16 днища корпусу барильця. Утор 1 днища барильця включає гніздо 10 для заплечика днища барильця. Гніздо 10 для заплечика днища барильця і заплечик 16 днища барильця адаптовані шляхом взаємного припасування для зчеплення, що забезпечує, щонайменше частково, взаємну фіксацію утора і барильця у зібраному стані. В різних варіантах здійснення кріпильний ефект внаслідок взаємного припасування - це пружно зміщуване механічно взаємне суміщення між виступаючими частинами барильця 15 і утором 1. На Фіг. 6, утор 1 днища показано в стані спокою, в штабельованому положенні на спільній поверхні Т підтримуючого барильця (не показано), але він по суті ідентичний з верхнім утором С, показаним в піднятому стані по відношенню до верхньої частини барильця 15. Для того, щоб прикріпити утор 1 за цим винаходом до барильця, достатньо встановити утор 1 отвором 10а над заплечиком 16 днища барильця і притиснути його донизу, доки гнучкі зубці не заскочать за виступаючу опору 16b. У випадку, коли барильце є пластиковим барильцем, краще створити в барильці надмірний внутрішній тиск, щоб запобігти його деформації під час фіксації утора 1. Щоб зняти утор 1, його просто відривають від барильця, хоча цю операцію можна легко автоматизувати за допомогою циліндричного бура, зруйнувавши зубці 10b, після чого утор 1 спадає з барильця, як і зубці 10b. Таке автоматизоване і просте зняття утору очевидно спрощує повторне використання барилець. Слід відмітити, що в разі, коли барильця різних розмірів мають стандартизовані елементи фіксації на днищі, процес складання утору 1 і барильця можна автоматизувати незалежно від розмірів барилець. Така автоматизація є особливо зручною для повторного використання барилець, оскільки відпадає потреба в їх сортуванні. На Фіг. 7 і 8 представлений альтернативний варіант здійснення утору 1 у відповідності до даного винаходу. В цьому варіанті утор включає чотири концентрично циліндричних стінки 1718-19-20, сама зовнішня з яких, стінка 17, слугує юбкою утору 1. Сама зовнішня стінка 17 і стінка, суміжна з нею, взаємно з'єднані на одному зі своїх країв поперечним ободом 21, тоді як сама внутрішня стінка 20 і суміжна з нею стінка 19 з'єднані між собою іншим поперечним ободом 22. Обидва ободи 21 і 22 переважно розміщуються в тій самій уявній площині і визначають основу утору 1. Ця основа переважно оснащується зонами 23 підвищеної жорсткості для посилення зчеплення основи при розміщенні на землі. Вільний край самої зовнішньої стінки 17 оснащений периферичним бортиком 12 і дренажними канавками 9, такими ж, як ті, що були описані у зв'язку з утором, представленим на Фіг. 1-4. Вільні краї двох проміжних стінок 18 і 19 з'єднані між собою кільцевим ободом 24, тоді як вільний край самої внутрішньої стінки 20 входить в центральну втулку 3, відповідно до того, як 4 UA 98950 C2 5 10 було описано у зв'язку з утором, представленим на Фіг 1-4, і гніздом 10 для заплечика днища барильця. Як можна бачити на малюнках, дренажні канавки 25 передбачені в місці переходу стінок 1720 і відповідних ободів 21, 22 і 24, а також в місці переходу самої внутрішньої стінки 20 і центральної втулки 3. Встановлення цього альтернативного утору на барильце здійснюється аналогічно тому, що було описано по відношенню до утора, представленого на Фіг 1-4. Насамкінець, слід відмітити, що і барильце, і утор можуть мати різні форми Барильця, наприклад, можуть мати круговий поперечний розріз, прямокутний поперечний розріз чи поперечний розріз будь-якої іншої форми. ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 55 1. Комплект барильця, що містить барильце і утор (1), скріплені один з одним, при цьому барильце має перший кінець, що містить отвір, і другий кінець (15а), що визначає основу, яка відокремлена від першого кінця периферичною боковою стінкою (17), де утор (1) зафіксований на засобах для прикріплення (16), які розташовані на другому кінці (15а) барильця і на певній відстані від вказаної периферичної бокової стінки (17), який відрізняється тим, що засоби для прикріплення (16) містять конусоподібні бокові стінки (16а), які відходять від другого кінця (15а) в поперечному напрямку і закінчуються на виступаючій опорі (16b). 2. Комплект барильця за пунктом 1, який відрізняється тим, що фіксація між барильцем і утором є роз'ємною фіксацією. 3. Комплект барильця за одним з пп. 1 або 2, який відрізняється тим, що фіксація між барильцем і утором є з'єднанням із заскочкою. 4. Барильце, яке має перший кінець, що містить отвір, і другий кінець (15а), що визначає основу, яка відокремлена від першого кінця периферичною боковою стінкою (17), при цьому барильце містить засоби для прикріплення (16) утора, які розташовані на другому кінці (15а) на певній відстані від периферичної бокової стінки (17) контейнера, яке відрізняється тим, що засоби для прикріплення (16) містять конусоподібні бокові стінки (16а), які відходять від другого кінця (15а) в поперечному напрямку і закінчуються на виступаючій опорі (16b). 5. Барильце за пунктом 4, яке відрізняється тим, що воно виготовлене з термопластичного матеріалу. 6. Утор, придатний для фіксації на нижній частині барильця, утор містить: в основному центральну внутрішню втулку (3) з засобами для фіксації (10), які придатні для фіксації утора до нижнього кінця зазначеного барильця; численні спиці (4), які відходять від внутрішньої втулки (3) радіально назовні і закінчуються на круговій стінці юбки (7), забезпечуючи зчеплення юбки з периферичною боковою стінкою (17) зазначеного барильця, який відрізняється тим, що засоби для фіксації (10) внутрішньої втулки (3) придатні для взаємодії з відповідними засобами прикріплення (16), розташованими у нижньому кінці барильця, та які мають форму конусоподібних бічних стінок (16а), які відходять від нижнього кінця (15а) в поперечному напрямку і закінчуються на виступаючій опорі (16b). 7. Утор за пунктом 6, який відрізняється тим, що вказані засоби фіксації (10) мають гніздо у вигляді отвору (10а), оточеного відповідними вільними кінцями численних пружних зубців (10b), які відходять радіально всередину від внутрішньої втулки. 8. Спосіб виготовлення барильця, що має перший кінець, який містить отвір, і другий кінець (15а), який визначає основу, яка відокремлена від першого кінця периферичною боковою стінкою (17), спосіб включає формування роздувом контейнера, що містить засоби прикріплення (16) на другому кінці (15а) барильця і на певній відстані від периферичної бокової стінки (17), який відрізняється тим, що засоби для прикріплення (16) містять конусоподібні бокові стінки (16а), які відходять від другого кінця (15а) в поперечному напрямку і закінчуються на виступаючій опорі (16b). 9. Спосіб за пунктом 8, який відрізняється тим, що барильце виготовляють методом формування роздувом розплаву термопластичного матеріалу в порожнину форми (М) з одночасним створенням вказаних засобів прикріплення, при цьому порожнина форми (М) визначає приямок (BF) в ділянці, що знаходиться на другому кінці (15а) барильця і на певній відстані від периферичної бокової стінки (17), який відрізняється тим, що приямок (BF) містить конусоподібні бокові стінки (16а), які відходять від другого кінця (15а) в поперечному напрямку і закінчуються на виступаючій опорі (16b). 5 UA 98950 C2 5 10 10. Спосіб за пунктом 9, який відрізняється тим, що додатково включає введення в порожнину форми (М) стрижня (R) під час її формування, який проходить всередину, доки не досягне приямку (BF). 11. Форма, придатна для формування барильця роздувом, форма містить порожнину (М), що визначає зовнішню форму барильця, яке має перший кінець, що містить отвір, і другий кінець (15а), що визначає основу, яка відокремлена від першого кінця периферичною боковою стінкою (17), при цьому порожнина форми (М) додатково визначає приямок (BF) в ділянці, що знаходиться на другому кінці (15а) барильця і на певній відстані від периферичної бокової стінки (17), яка відрізняється тим, що приямок (BF) містить конусоподібні бокові стінки (16а), які відходять від другого кінця (15а) в поперечному напрямку і закінчуються на виступаючій опорі (16b). 12. Форма за пунктом 11, яка додатково містить стрижень (R), придатний для введення в порожнину форми (М) під час її формування, доки він не досягне приямку (BF). 6 UA 98950 C2 7 UA 98950 C2 8 UA 98950 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюBarrel, chime and their assembly and method of manufacture of barrel and mould for molding barrel
Автори англійськоюWauters, Albert, Mcderment, Iain
Назва патенту російськоюБочонок, утор и их комплект, а также способ изготовления бочонка и форма для формования бочонка
Автори російськоюВотерс Альберт, Макдермент Иан
МПК / Мітки
МПК: B65D 8/04, B65D 21/02, B65D 25/24
Мітки: також, формування, спосіб, виготовлення, утор, комплект, форма, барильця, барильце
Код посилання
<a href="https://ua.patents.su/11-98950-barilce-utor-ta-kh-komplekt-a-takozh-sposib-vigotovlennya-barilcya-ta-forma-dlya-formuvannya-barilcya.html" target="_blank" rel="follow" title="База патентів України">Барильце, утор та їх комплект, а також спосіб виготовлення барильця та форма для формування барильця</a>
Утор і тарний комплект
Номер патенту: 96007
Опубліковано: 26.09.2011
Автори: Ховард Гарі, Макдермент Іан
МПК: B65D 8/08
Формула / Реферат:
1. Тарний комплект, який містить контейнер і верхній утор (1), скріплені один з одним, при цьому контейнер має верхню частину і периферичну бокову стінку, і утор містить:в основному центральну внутрішню втулку (3) з засобами для фіксації (10);юбку (7);численні спиці (4), які відходять від внутрішньої втулки (3) радіально назовні і закінчуються на круговій стінці юбки (7), забезпечуючи зчеплення юбки з периферичною...
Спосіб формування фігурних шоколадних виробів, спосіб виготовлення форми та форма
Номер патенту: 2819
Опубліковано: 16.08.2004
Автори: Ельдарханов Аднан Саідовіч, Ельдарханова Іріна Борісовна, Ельдарханов Тімур Аднановіч
МПК: A23G 1/20
Мітки: фігурних, виробів, виготовлення, форми, шоколадних, формування, форма, спосіб
Формула / Реферат:
1. Спосіб формування фігурних шоколадних виробів, який передбачає одержання форми, яка містить формуючу поверхню, формування шоколаду в вказаній формі, витримування шоколаду в формі до його затвердіння та вилучення одержаного шоколадного виробу із форми, який відрізняється тим, що використовують форму із щонайменш одного формуючого елемента, який містить гнучку внутрішню частину з формуючою поверхнею та тверду зовнішню частину, що прилягає до...
Спосіб виготовлення роздвоєного стента, роздвоєний стент і комплект для формування роздвоєного стента (варіанти)

Номер патенту: 64727
Опубліковано: 15.03.2004
Автори: Ріхтер Якоб, Пінчасик Грегорі
МПК: A61F 2/06
Мітки: стента, варіанти, роздвоєний, стент, роздвоєного, спосіб, формування, виготовлення, комплект
Спосіб виготовлення зернової маси, комплект устаткування для її виготовлення та подрібнювач зерна
Номер патенту: 74428
Опубліковано: 15.12.2005
Автори: Євстігнєєв Боріс Константіновіч, Антонов Владімір Міхайловіч, Калниш Грігорій Ізєславовіч
МПК: B02C 18/00, B02B 5/00, B02B 3/08, A21D 13/02, A21D 13/00, A23L 1/185, A23L 1/172, B02C 9/00, A23L 1/10, B02B 1/00, A21D 2/38, A21D 13/08
Мітки: устаткування, подрібнювач, зернової, спосіб, комплект, маси, виготовлення, зерна
Формула / Реферат:
1. Спосіб виготовлення зернової маси, що включає поверхневе очищення зерна проточною водою, пророщування зерна і його здрібнювання, який відрізняється тим, що як зерно використовують доспіле зерно з насінною оболонкою і з неушкодженим її хіаліновим шаром, перед очищенням проточною водою зерно піддають лущенню із зняттям частини поверхневого шару плодової оболонки зерна в кількості до 5% від первісної маси зерна із збереженням цілісності...
Термоформувальна установка для виготовлення формованих виробів із пластмасової плівки, а також спосіб їх виготовлення
Номер патенту: 77770
Опубліковано: 15.01.2007
Автори: Ассельборн Петер, Шльоссер Хельмут
МПК: B29C 51/30, B29C 51/26, B29C 51/00
Мітки: установка, виробів, також, пластмасової, формованих, плівки, термоформувальна, виготовлення, спосіб
Формула / Реферат:
1. Термоформувальна установка (1) для виготовлення формованих виробів із пластмасової плівки (50), таких як чашки, пляшки, кришки, упаковка для продуктів харчування чи подібних виробів, що має оснащену двоелементним формувальним інструментом (20) технологічну позицію пластичного формоутворення, причому двоелементний формувальний інструмент (20) має регульовано закріплюваний верхній інструментальний стіл (28) з верхнім інструментом (30), в...