Свердлильна головка

Формула / Реферат
Свердлильна головка, що містить порожнистий циліндричний корпус та встановлені на його торці різці, які розташовані групами і мають різальні кромки у вигляді ламаної лінії, вершини яких розташовані на опуклій поверхні обертання та зміщені одна відносно одної на сусідніх різцях в межах кожної з груп, яка відрізняється тим, що проміжні ділянки між вершинами різальних кромок виконані ввігнутими, а опукла поверхня обертання з вершинами різальних кромок виконана у вигляді половини поверхні тора.
Текст
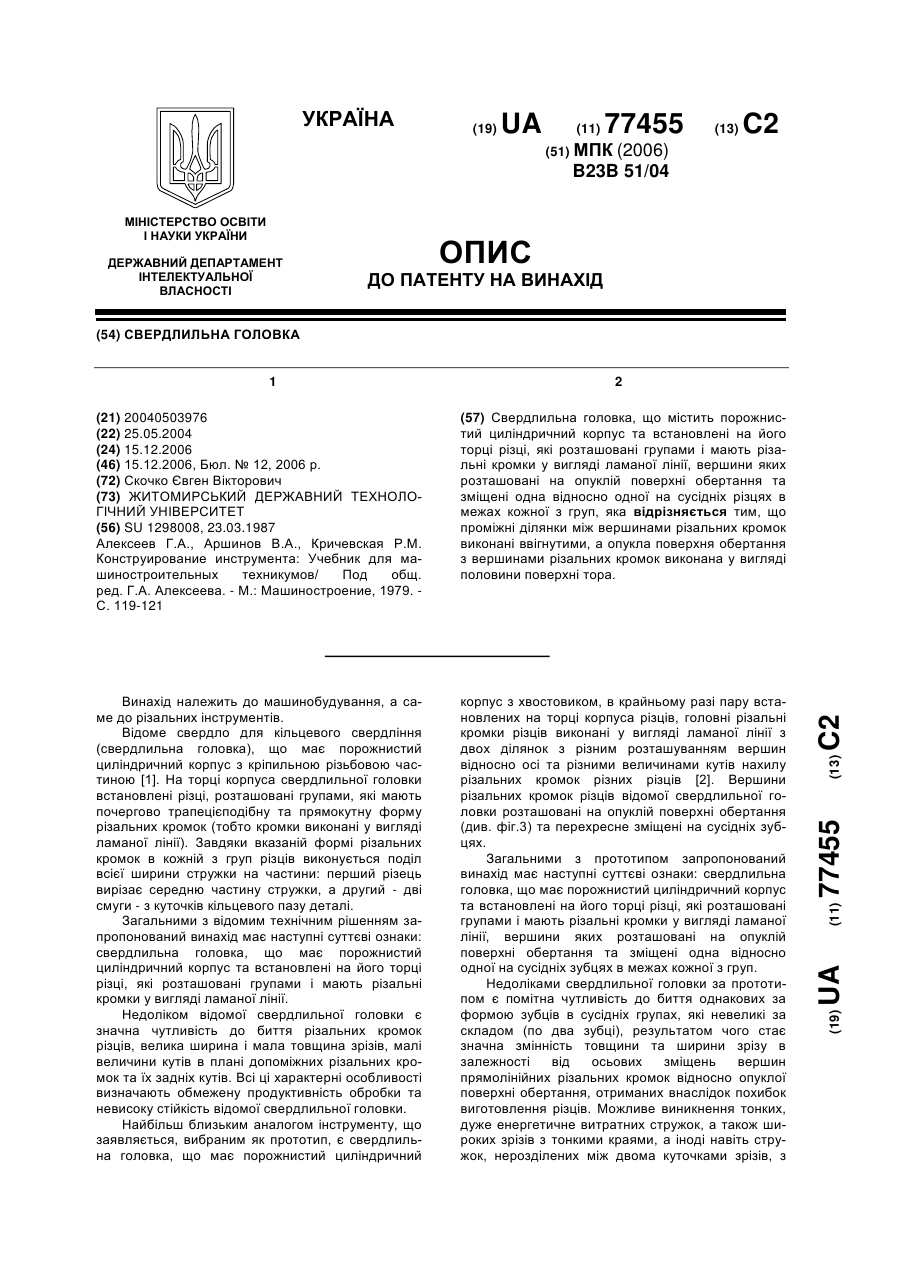
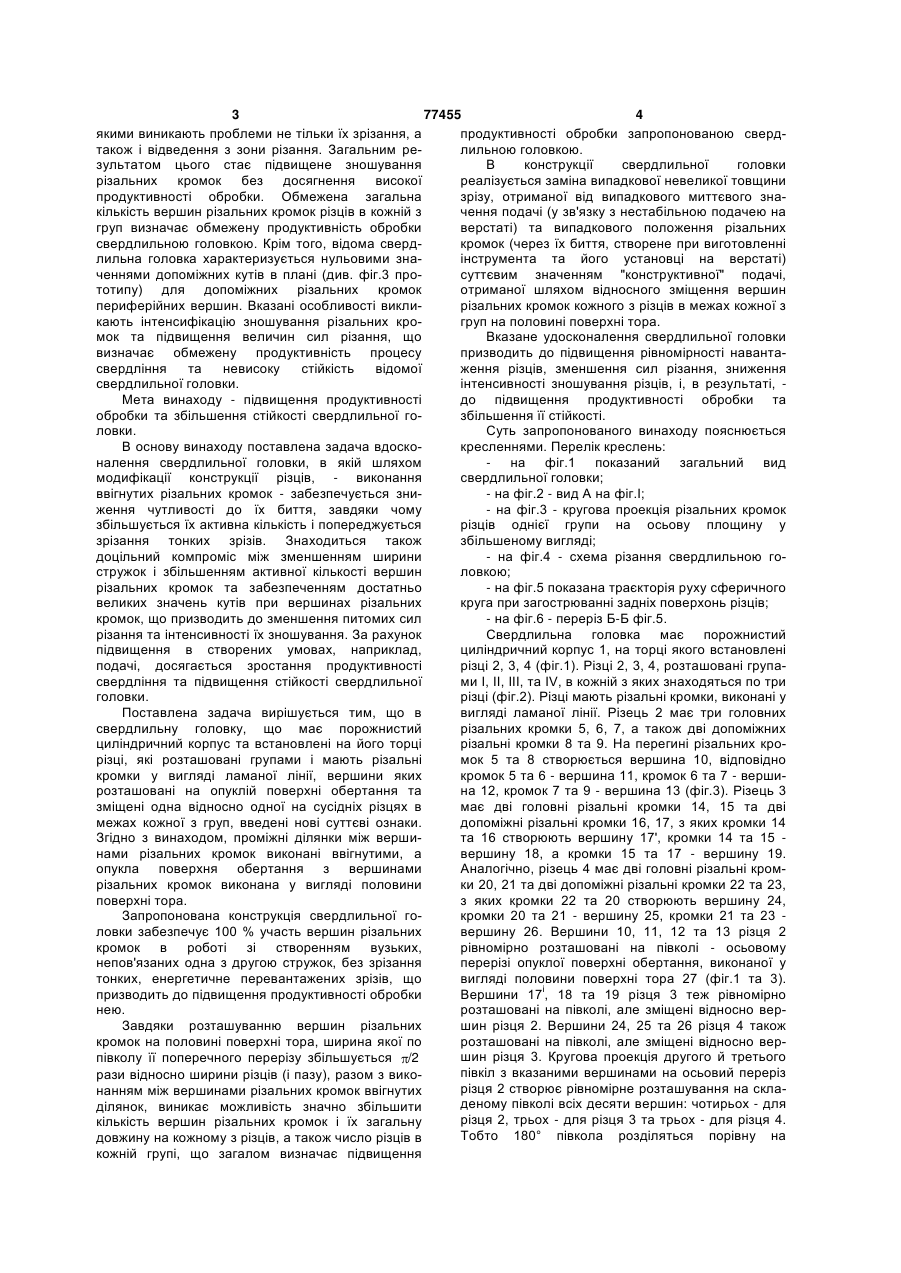
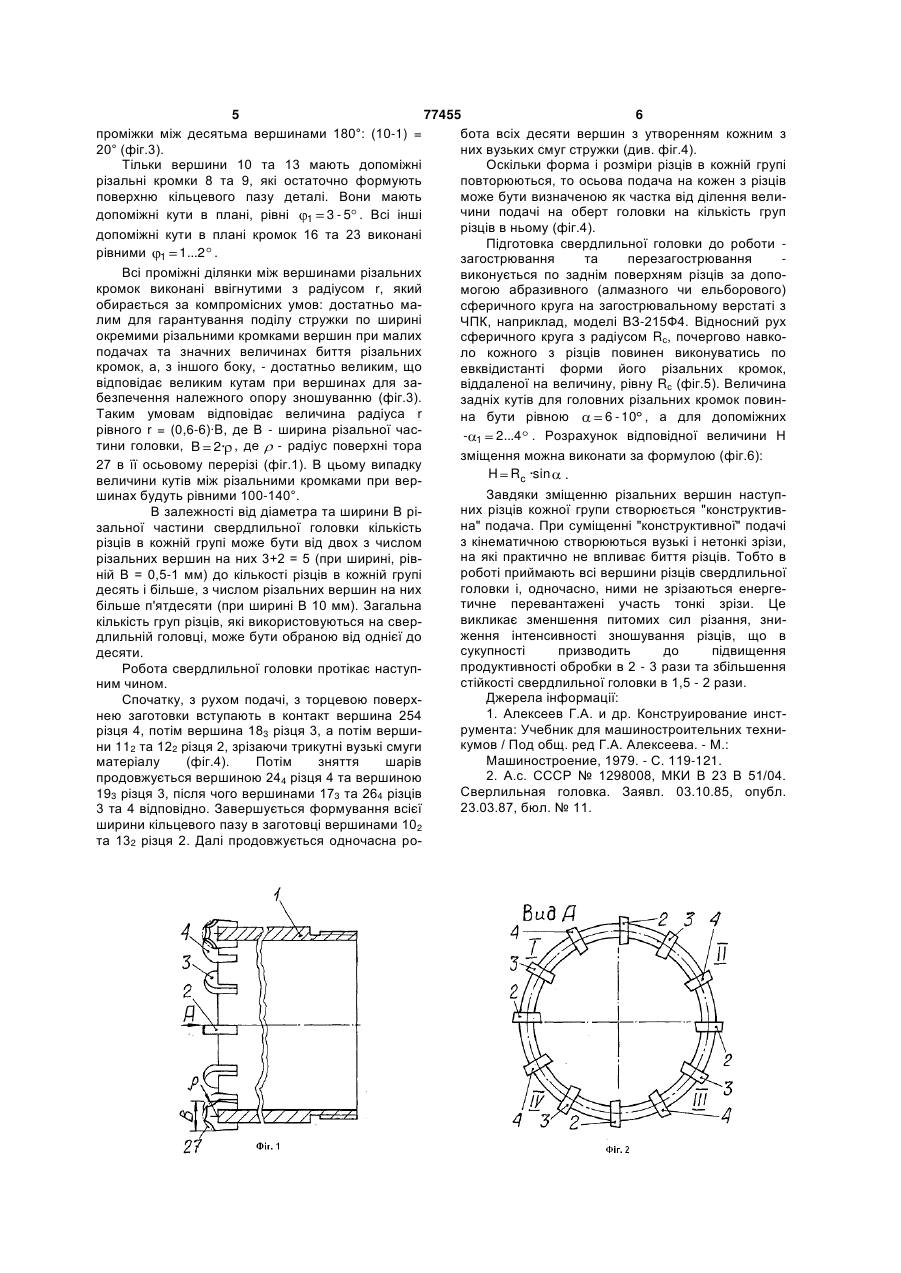
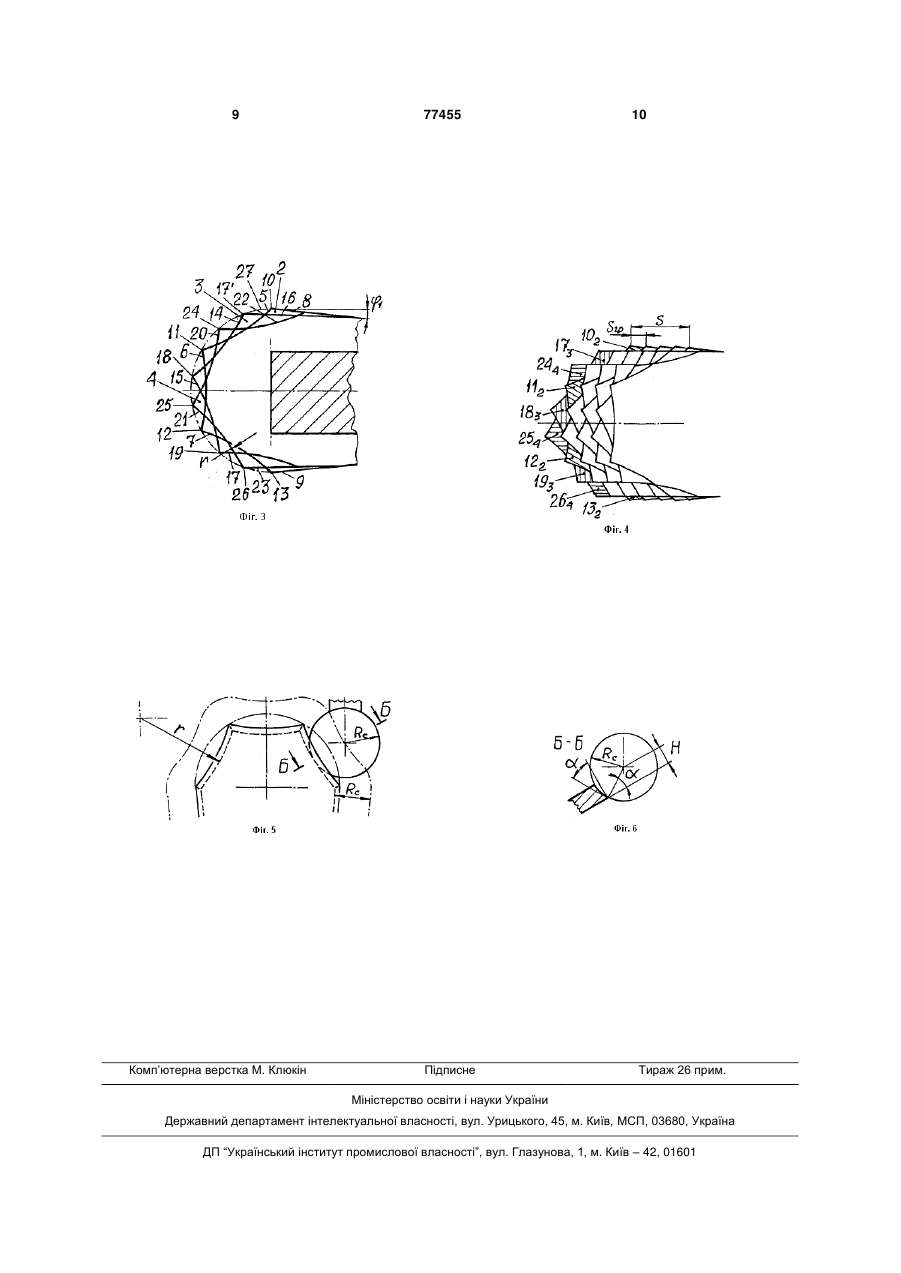
Свердлильна головка, що містить порожнистий циліндричний корпус та встановлені на його торці різці, які розташовані групами і мають різальні кромки у вигляді ламаної лінії, вершини яких розташовані на опуклій поверхні обертання та зміщені одна відносно одної на сусідніх різцях в межах кожної з груп, яка відрізняється тим, що проміжні ділянки між вершинами різальних кромок виконані ввігнутими, а опукла поверхня обертання з вершинами різальних кромок виконана у вигляді половини поверхні тора. (19) (21) 20040503976 (22) 25.05.2004 (24) 15.12.2006 (46) 15.12.2006, Бюл. № 12, 2006 р. (72) Скочко Євген Вікторович (73) ЖИТОМИРСЬКИЙ ДЕРЖАВНИЙ ТЕХНОЛОГІЧНИЙ УНІВЕРСИТЕТ (56) SU 1298008, 23.03.1987 Алексеев Г.А., Аршинов В.А., Кричевская Р.М. Конструирование инструмента: Учебник для машиностроительных техникумов/ Под общ. ред. Г.А. Алексеева. - М.: Машиностроение, 1979. С. 119-121 3 77455 4 якими виникають проблеми не тільки їх зрізання, а продуктивності обробки запропонованою свердтакож і відведення з зони різання. Загальним релильною головкою. зультатом цього стає підвищене зношування В конструкції свердлильної головки різальних кромок без досягнення високої реалізується заміна випадкової невеликої товщини продуктивності обробки. Обмежена загальна зрізу, отриманої від випадкового миттєвого знакількість вершин різальних кромок різців в кожній з чення подачі (у зв'язку з нестабільною подачею на груп визначає обмежену продуктивність обробки верстаті) та випадкового положення різальних свердлильною головкою. Крім того, відома свердкромок (через їх биття, створене при виготовленні лильна головка характеризується нульовими знаінструмента та його установці на верстаті) ченнями допоміжних кутів в плані (див. фіг.3 просуттєвим значенням "конструктивної" подачі, тотипу) для допоміжних різальних кромок отриманої шляхом відносного зміщення вершин периферійних вершин. Вказані особливості виклирізальних кромок кожного з різців в межах кожної з кають інтенсифікацію зношування різальних крогруп на половині поверхні тора. мок та підвищення величин сил різання, що Вказане удосконалення свердлильної головки визначає обмежену продуктивність процесу призводить до підвищення рівномірності навантасвердління та невисоку стійкість відомої ження різців, зменшення сил різання, зниження свердлильної головки. інтенсивності зношування різців, і, в результаті, Мета винаходу - підвищення продуктивності до підвищення продуктивності обробки та обробки та збільшення стійкості свердлильної гозбільшення її стійкості. ловки. Суть запропонованого винаходу пояснюється В основу винаходу поставлена задача вдоскокресленнями. Перелік креслень: налення свердлильної головки, в якій шляхом - на фіг.1 показаний загальний вид модифікації конструкції різців, - виконання свердлильної головки; ввігнутих різальних кромок - забезпечується зни- на фіг.2 - вид А на фіг.І; ження чутливості до їх биття, завдяки чому - на фіг.3 - кругова проекція різальних кромок збільшується їх активна кількість і попереджується різців однієї групи на осьову площину у зрізання тонких зрізів. Знаходиться також збільшеному вигляді; доцільний компроміс між зменшенням ширини - на фіг.4 - схема різання свердлильною гостружок і збільшенням активної кількості вершин ловкою; різальних кромок та забезпеченням достатньо - на фіг.5 показана траєкторія руху сферичного великих значень кутів при вершинах різальних круга при загострюванні задніх поверхонь різців; кромок, що призводить до зменшення питомих сил - на фіг.6 - переріз Б-Б фіг.5. різання та інтенсивності їх зношування. За рахунок Свердлильна головка має порожнистий підвищення в створених умовах, наприклад, циліндричний корпус 1, на торці якого встановлені подачі, досягається зростання продуктивності різці 2, 3, 4 (фіг.1). Різці 2, 3, 4, розташовані групасвердління та підвищення стійкості свердлильної ми І, II, III, та IV, в кожній з яких знаходяться по три головки. різці (фіг.2). Різці мають різальні кромки, виконані у Поставлена задача вирішується тим, що в вигляді ламаної лінії. Різець 2 має три головних свердлильну головку, що має порожнистий різальних кромки 5, 6, 7, а також дві допоміжних циліндричний корпус та встановлені на його торці різальні кромки 8 та 9. На перегині різальних крорізці, які розташовані групами і мають різальні мок 5 та 8 створюється вершина 10, відповідно кромки у вигляді ламаної лінії, вершини яких кромок 5 та 6 - вершина 11, кромок 6 та 7 - верширозташовані на опуклій поверхні обертання та на 12, кромок 7 та 9 - вершина 13 (фіг.3). Різець 3 зміщені одна відносно одної на сусідніх різцях в має дві головні різальні кромки 14, 15 та дві межах кожної з груп, введені нові суттєві ознаки. допоміжні різальні кромки 16, 17, з яких кромки 14 Згідно з винаходом, проміжні ділянки між вершита 16 створюють вершину 17', кромки 14 та 15 нами різальних кромок виконані ввігнутими, а вершину 18, а кромки 15 та 17 - вершину 19. опукла поверхня обертання з вершинами Аналогічно, різець 4 має дві головні різальні кромрізальних кромок виконана у вигляді половини ки 20, 21 та дві допоміжні різальні кромки 22 та 23, поверхні тора. з яких кромки 22 та 20 створюють вершину 24, Запропонована конструкція свердлильної гокромки 20 та 21 - вершину 25, кромки 21 та 23 ловки забезпечує 100 % участь вершин різальних вершину 26. Вершини 10, 11, 12 та 13 різця 2 кромок в роботі зі створенням вузьких, рівномірно розташовані на півколі - осьовому непов'язаних одна з другою стружок, без зрізання перерізі опуклої поверхні обертання, виконаної у тонких, енергетичне перевантажених зрізів, що вигляді половини поверхні тора 27 (фіг.1 та 3). призводить до підвищення продуктивності обробки Вершини 17і, 18 та 19 різця 3 теж рівномірно нею. розташовані на півколі, але зміщені відносно верЗавдяки розташуванню вершин різальних шин різця 2. Вершини 24, 25 та 26 різця 4 також кромок на половині поверхні тора, ширина якої по розташовані на півколі, але зміщені відносно вершин різця 3. Кругова проекція другого й третього півколу її поперечного перерізу збільшується /2 півкіл з вказаними вершинами на осьовий переріз рази відносно ширини різців (і пазу), разом з викорізця 2 створює рівномірне розташування на склананням між вершинами різальних кромок ввігнутих деному півколі всіх десяти вершин: чотирьох - для ділянок, виникає можливість значно збільшити різця 2, трьох - для різця 3 та трьох - для різця 4. кількість вершин різальних кромок і їх загальну Тобто 180° півкола розділяться порівну на довжину на кожному з різців, а також число різців в кожній групі, що загалом визначає підвищення 5 77455 6 проміжки між десятьма вершинами 180°: (10-1) = бота всіх десяти вершин з утворенням кожним з 20° (фіг.3). них вузьких смуг стружки (див. фіг.4). Тільки вершини 10 та 13 мають допоміжні Оскільки форма і розміри різців в кожній групі різальні кромки 8 та 9, які остаточно формують повторюються, то осьова подача на кожен з різців поверхню кільцевого пазу деталі. Вони мають може бути визначеною як частка від ділення величини подачі на оберт головки на кількість груп допоміжні кути в плані, рівні 1 3 - 5 . Всі інші різців в ньому (фіг.4). допоміжні кути в плані кромок 16 та 23 виконані Підготовка свердлильної головки до роботи рівними 1 1...2 . загострювання та перезагострювання Всі проміжні ділянки між вершинами різальних виконується по заднім поверхням різців за допокромок виконані ввігнутими з радіусом r, який могою абразивного (алмазного чи ельборового) обирається за компромісних умов: достатньо масферичного круга на загострювальному верстаті з лим для гарантування поділу стружки по ширині ЧПК, наприклад, моделі ВЗ-215Ф4. Відносний рух окремими різальними кромками вершин при малих сферичного круга з радіусом Rс, почергово навкоподачах та значних величинах биття різальних ло кожного з різців повинен виконуватись по кромок, а, з іншого боку, - достатньо великим, що евквідистанті форми його різальних кромок, відповідає великим кутам при вершинах для завіддаленої на величину, рівну Rс (фіг.5). Величина безпечення належного опору зношуванню (фіг.3). задніх кутів для головних різальних кромок повинТаким умовам відповідає величина радіуса r 6 - 10 , а для допоміжних на бути рівною рівного r = (0,6-6)·B, де В - ширина різальної час- 1 2...4 . Розрахунок відповідної величини Н тини головки, B 2· , де - радіус поверхні тора зміщення можна виконати за формулою (фіг.6): 27 в її осьовому перерізі (фіг.1). В цьому випадку H Rc ·sin . величини кутів між різальними кромками при верЗавдяки зміщенню різальних вершин наступшинах будуть рівними 100-140°. них різців кожної групи створюється "конструктивВ залежності від діаметра та ширини В ріна" подача. При суміщенні "конструктивної" подачі зальної частини свердлильної головки кількість з кінематичною створюються вузькі і нетонкі зрізи, різців в кожній групі може бути від двох з числом на які практично не впливає биття різців. Тобто в різальних вершин на них 3+2 = 5 (при ширині, рівроботі приймають всі вершини різців свердлильної ній В = 0,5-1 мм) до кількості різців в кожній групі головки і, одночасно, ними не зрізаються енергедесять і більше, з числом різальних вершин на них тичне перевантажені участь тонкі зрізи. Це більше п'ятдесяти (при ширині В 10 мм). Загальна викликає зменшення питомих сил різання, зникількість груп різців, які використовуються на сверження інтенсивності зношування різців, що в длильній головці, може бути обраною від однієї до сукупності призводить до підвищення десяти. продуктивності обробки в 2 - 3 рази та збільшення Робота свердлильної головки протікає наступстійкості свердлильної головки в 1,5 - 2 рази. ним чином. Джерела інформації: Спочатку, з рухом подачі, з торцевою поверх1. Алексеев Г.А. и др. Конструирование инстнею заготовки вступають в контакт вершина 254 румента: Учебник для машиностроительних технирізця 4, потім вершина 183 різця 3, а потім вершикумов / Под общ. ред Г.А. Алексеева. - М.: ни 112 та 122 різця 2, зрізаючи трикутні вузькі смуги Машиностроение, 1979. - С. 119-121. матеріалу (фіг.4). Потім зняття шарів 2. А.с. СССР № 1298008, МКИ В 23 В 51/04. продовжується вершиною 244 різця 4 та вершиною Сверлильная головка. Заявл. 03.10.85, опубл. 193 різця 3, після чого вершинами 173 та 264 різців 23.03.87, бюл. № 11. 3 та 4 відповідно. Завершується формування всієї ширини кільцевого пазу в заготовці вершинами 102 та 132 різця 2. Далі продовжується одночасна ро 7 77455 8 9 Комп’ютерна верстка М. Клюкін 77455 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDrill head
Автори англійськоюSkochko Yevhen Viktorovych
Назва патенту російськоюСверлильная головка
Автори російськоюСкочко Евгений Викторович
МПК / Мітки
МПК: B23B 51/04
Мітки: головка, свердлильна
Код посилання
<a href="https://ua.patents.su/5-77455-sverdlilna-golovka.html" target="_blank" rel="follow" title="База патентів України">Свердлильна головка</a>
Свердлильна головка

Номер патенту: 33878
Опубліковано: 15.02.2001
Автори: Проволоцький Олександр Євдокимович, Оксамитний Микола Семенович, Паршина Олена Анатолійовна, Паршин Юрій Іванович
МПК: B23B 41/00
Мітки: головка, свердлильна
Формула / Реферат:
Свердлильна головка, маючи корпус, ріжучу частину, та вузол підводу охолоджуючої рідини, відрізняється тим, що ріжуча частина створена ріжучими пластинами з внутрішніми і зовнішніми ріжучими кромками, загальні вершини яких знаходяться на одному рівні і зміщені відносно осі головки на величину частини діаметра головки, при цьому кут між внутрішніми ріжучими кромками...
Багатошпиндельна свердлильна головка
Номер патенту: 67566
Опубліковано: 15.06.2004
Автори: Полока Денис Анатолійович, Малишко Іван Олександрович, Свиридова Наталія Юріївна
МПК: B23G 1/00
Мітки: багатошпиндельна, свердлильна, головка
Формула / Реферат:
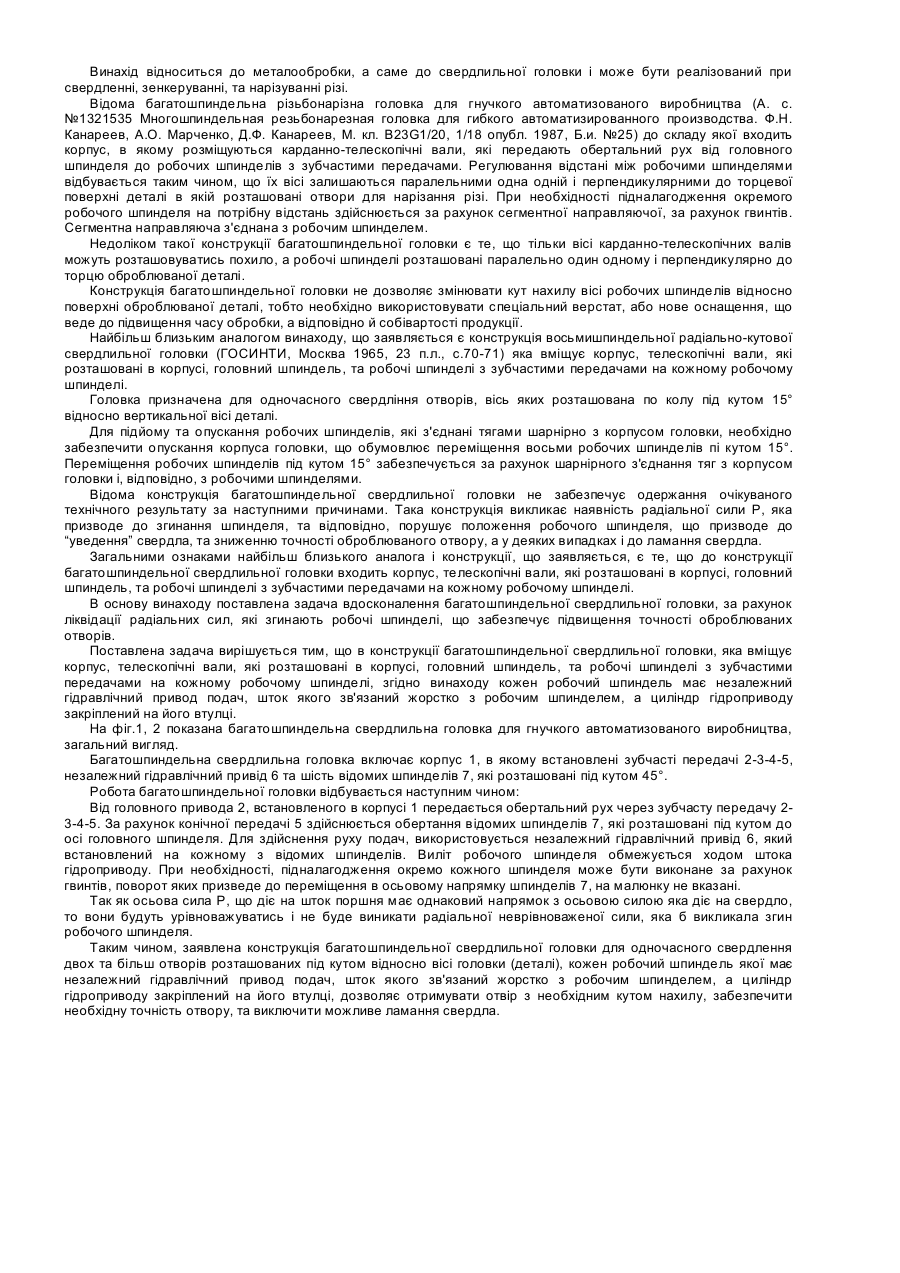
Багатошпиндельна свердлильна головка, що містить корпус, телескопічні вали, які розташовані в корпусі, головний шпиндель та робочі шпинделі з зубчастими передачами на кожному робочому шпинделі, яка відрізняється тим, що кожен робочий шпиндель має незалежний гідравлічний привод подач, шток якого зв'язаний жорстко з робочим шпинделем, а циліндр гідроприводу закріплений на його втулці.
Плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок
Номер патенту: 66501
Опубліковано: 17.05.2004
Автори: Глух Василь Михайлович, Матвійчук Анатолій Васильович, Стойко Ігор Іванович, Гевко Ігор Богданович, Вовк Ярослав Юрійович
МПК: B23P 25/00
Мітки: головка, обробки, плаваюча, зовнішніх, заготовок, довгомірних, циліндричних, поверхонь
Формула / Реферат:
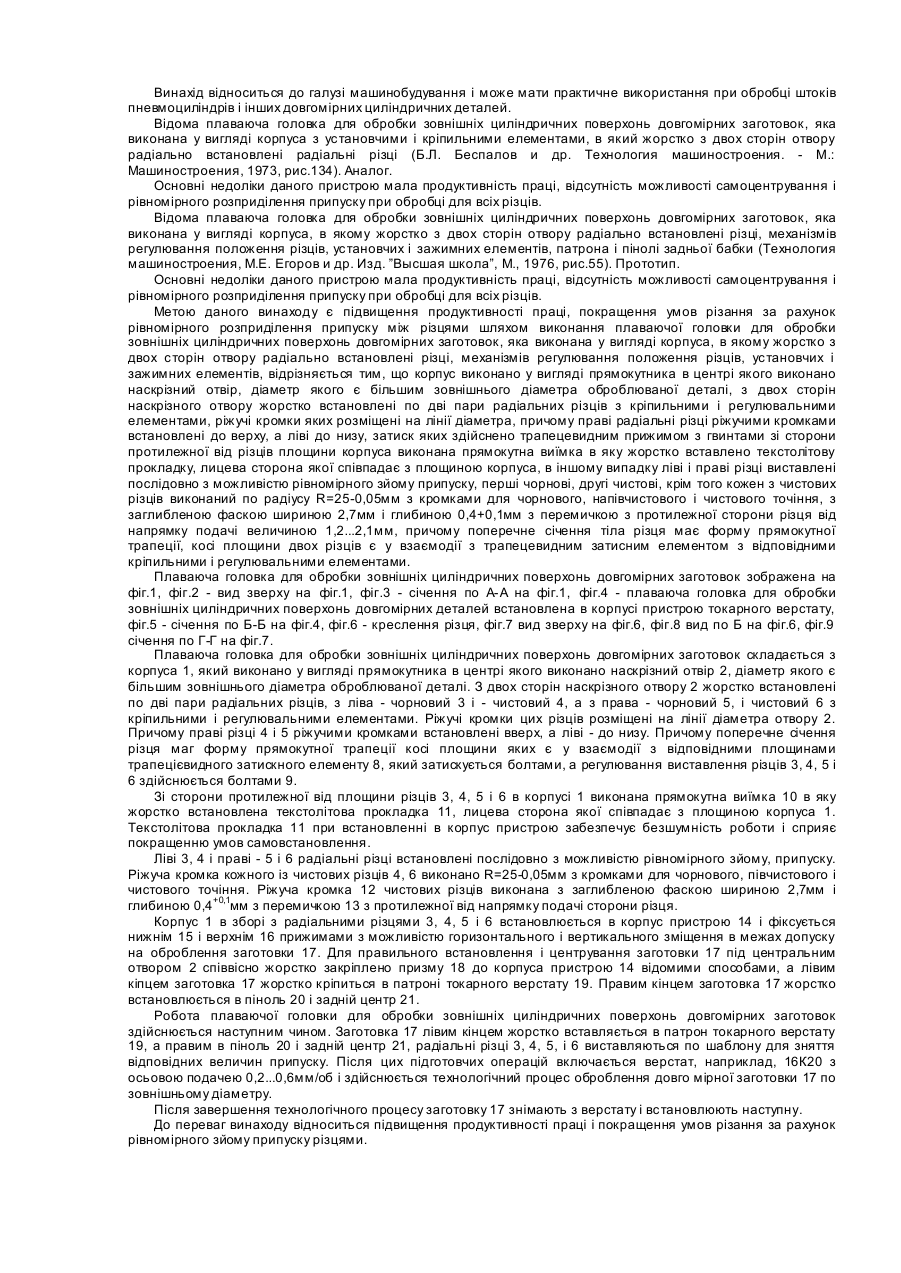
1. Плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок, яка виконана у вигляді корпуса, в якому жорстко з двох сторін отвору радіально встановлені різці, механізмів регулювання положення різців, установних і затискних елементів, патрона і пінолі задньої бабки, який відрізняється тим, що корпус виконано у вигляді прямокутника, в центрі якого виконано наскрізний отвір, діаметр якого є більшим за зовнішній діаметр...
Зуборізальна різцева головка
Номер патенту: 43139
Опубліковано: 15.11.2001
Автори: Гліжинський Адольф Дмитрович, Гліжинський Дмитро Адольфович, Чернявський Олександр Васильович
МПК: B23F 9/00
Мітки: зуборізальна, головка, різцева
Формула / Реферат:
Зуборізальна різцева головка для нарізування прямих та гвинтових зубів конічних зубчастих коліс методом безперервного ділення в умовах гнучкого автоматизованого виробництва, яка відрізняється тим, що різці в ній розташовані на витках багатозахідного черв'яка по кільцю.
Багаторізцева головка для точіння
Номер патенту: 30761
Опубліковано: 15.12.2000
Автори: Кривий Петро Дмитрович, Юхименко Генадій Омелянович, Луців Ігор Володимирович, Нагорняк Степан Григорович
МПК: B23B 29/24
Мітки: точіння, головка, багаторізцева
Формула / Реферат:
Багаторізцева головка для точіння, яка містить корпус, встановлені в ньому різці з можливістю осьового переміщення відносно корпусу, встановлені рівномірно відносно один одного, яка відрізняється тим, що корпус виконаний у вигляді шестигранної пустотілої призми, на гранях якої через 120º виконані три наскрізні вікна, в яких на пружних напрямних встановлені різцетримачі з різцями, і кожний з різцетримачів встановлений з можливістю...
Попередній патент: N-заміщені гідроксипіримідинон карбоксамідні інгібітори віл інтегрази
Наступний патент: Інгібітори фактора xa та інших серинпротеаз, втягнутих в каскад коагуляції
Випадковий патент: Косметичний крем