Пристрій для відкривання і закривання ливарних форм в склоформуючій машині
Формула / Реферат
1. Пристрій для відкривання і закривання важелів (38, 40 або 44, 46) ливарної форми в склоформуючій машині, який містить:
редуктор (50 або 50а) для його монтажу на рамі (52) склоформуючої машини,
корпус (56 або 56а) циліндра, підвішений під цим редуктором,
циліндр (58 або 58а), який розташований усередині корпусу циліндра і містить поршень (60 або 60а) з виступаючим поршневим штоком (62 або 62а) і зубчатою рейкою (64 або 64а) в поршневому штоці,
першу ведучу шестірню (66 або 66а) в корпусі циліндра, сполучену з зубчатою рейкою і ведучим валом (70 або 70а), який проходить від першої ведучої шестірні і корпусу циліндра в редуктор,
другу ведучу шестірню (74 або 74а, або 74b), розташовану в редукторі і закріплену на ведучому валу (70),
рознесені по сторонах робочі вали (82, 84 або 82а, 84а), що проходять вгору з редуктора,
механізм, який містить проміжну шестірню (88 або 88а, або 88b), що сполучає другу ведучу шестірню з робочими валами так, що робочі вали приведені в обертання одночасно в протилежних напрямах вказаним циліндром через поршневий шток, першу ведучу шестірню ведучого вала, другу ведучу шестірню і вказаний механізм, що містить проміжну шестірню, та
тяги (114, 116 або 146, 148) для з'єднання робочих валів з важелями ливарної форми склоформуючої машини.
2. Пристрій за п. 1, який відрізняється тим, що вказаний механізм містить ведені шестерні (86, 90 або 86а, 90а), що сполучають другу ведучу шестірню і проміжну шестірню з робочими валами.
3. Пристрій за п. 2, який відрізняється тим, що ведені шестерні містять клиновидні багатокутні отвори (94), а робочі вали містять клиновидні багатокутні кінці (92), які розміщені у вказаних клиновидних багатокутних отворах ведених шестерень.
4. Пристрій за п. 2, який відрізняється тим, що веденими шестернями є секторні шестерні.
5. Пристрій за п. 1, який відрізняється тим, що вказаний механізм містить тяги (86b, 90b), якими забезпечено поєднання другої ведучої шестірні та проміжної шестірні з робочими валами.
6. Пристрій за п. 1, який відрізняється тим, що проміжна шестірня і друга ведуча шестірня є секторними шестернями.
7. Пристрій за п. 1, який відрізняється тим, що перша і друга ведучі шестерні містять клиновидні багатокутні отвори, а ведучі вали містять клиновидні багатокутні кінці, які розміщені в клиновидних багатокутних отворах першої і другої ведучих шестерень.
8. Пристрій за п. 1, який відрізняється тим, що редуктор містить суміщаючі засоби (54) для монтажу і поєднання вказаного редуктора на рамі склоформуючої машини.
9. Пристрій за п. 8, який відрізняється тим, що суміщаючі засоби містять декілька установчих штифтів, виступаючих навколо периферії вказаного редуктора.
10. Пристрій за п. 1, який відрізняється тим, що поршневий шток входить в порожнину (76) в корпусі циліндра, а сам пристрій містить повітряний канал (122, 123), що виходить з вказаної порожнини для обмеження випуску повітря з неї і, таким чином, амортизації переміщення вказаного циліндра.
11. Пристрій за п. 10, який відрізняється тим, що вказана порожнина містить виїмку в стінці корпусу циліндра напроти краю поршневого штока і ущільнення (80) навколо вказаної виїмки, що взаємодіє з краєм поршневого штока.
12. Пристрій за п. 11, який відрізняється тим, що містить дросельний гвинт (124) в редукторі, що входить у вказаний повітряний канал для регулювання потоку повітря з вказаної порожнини.
13. Пристрій за п. 1, який відрізняється тим, що містить підтримуючу стійку (42 або 48) ливарної форми, змонтовану на редукторі.
14. Пристрій за п. 13, який відрізняється тим, що містить шарнірну вісь (118 або 118а) важелів ливарної форми, яка містить один край, сполучений з підтримуючою стійкою ливарної форми, та жорстку стійку (120 або 120а), встановлену на підтримуючій стійці ливарної форми і сполучену з другим краєм вказаної шарнірної осі ливарної форми для запобігання відхиленню шарнірної осі ливарної форми.
15. Пристрій за п. 13, який відрізняється тим, що містить стопорний циліндр (126), змонтований на підтримуючій стійці (42) ливарної форми, причому стопорний циліндр містить поршень (128), виступаючий поршневий шток (130) і стопорний клин (132), змонтований на вказаному поршневому штоці для розміщення між краями важелів (38, 40) ливарної форми, змонтованих на підтримуючій стійці ливарної форми, для стопоріння важелів ливарної форми в закритому положенні.
Текст
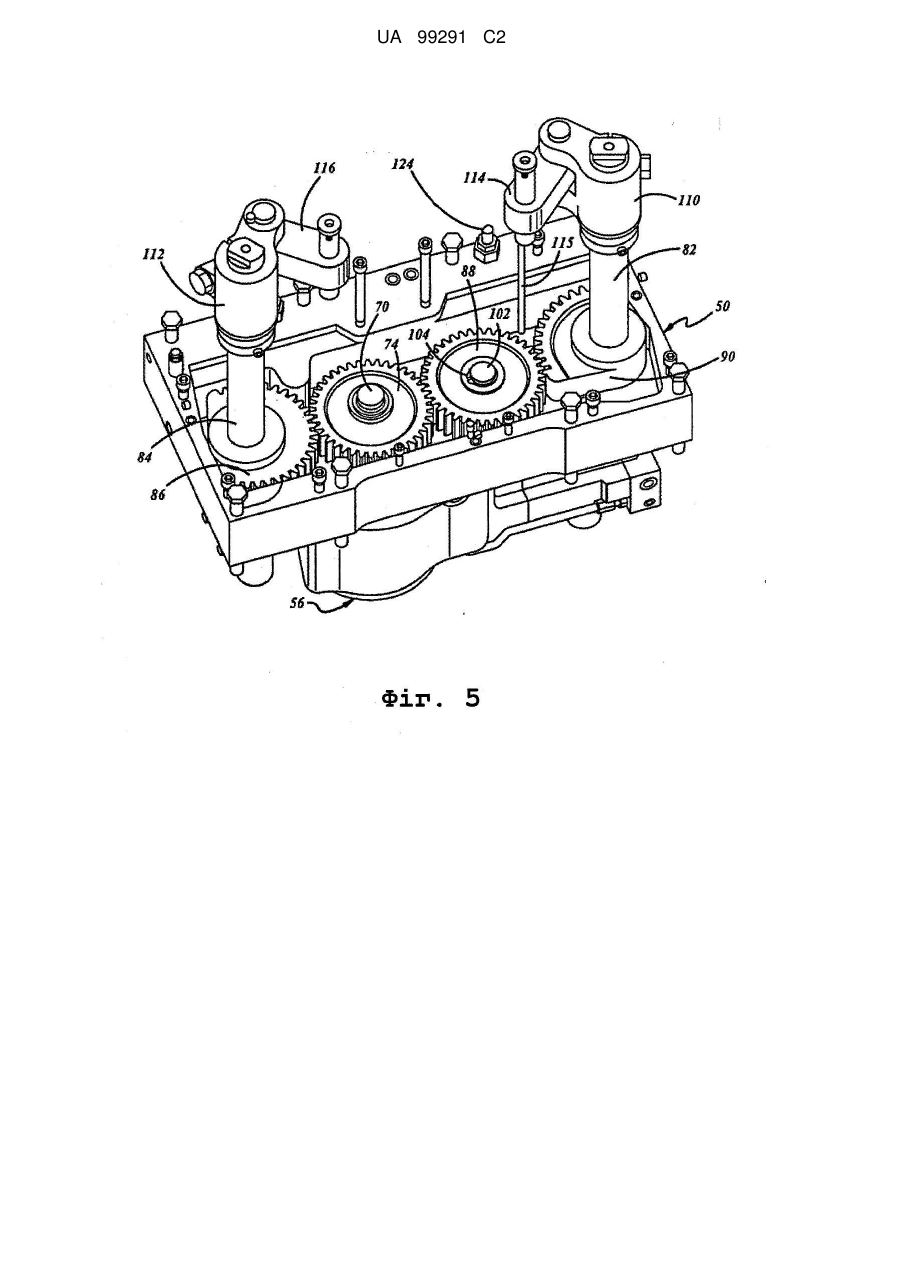
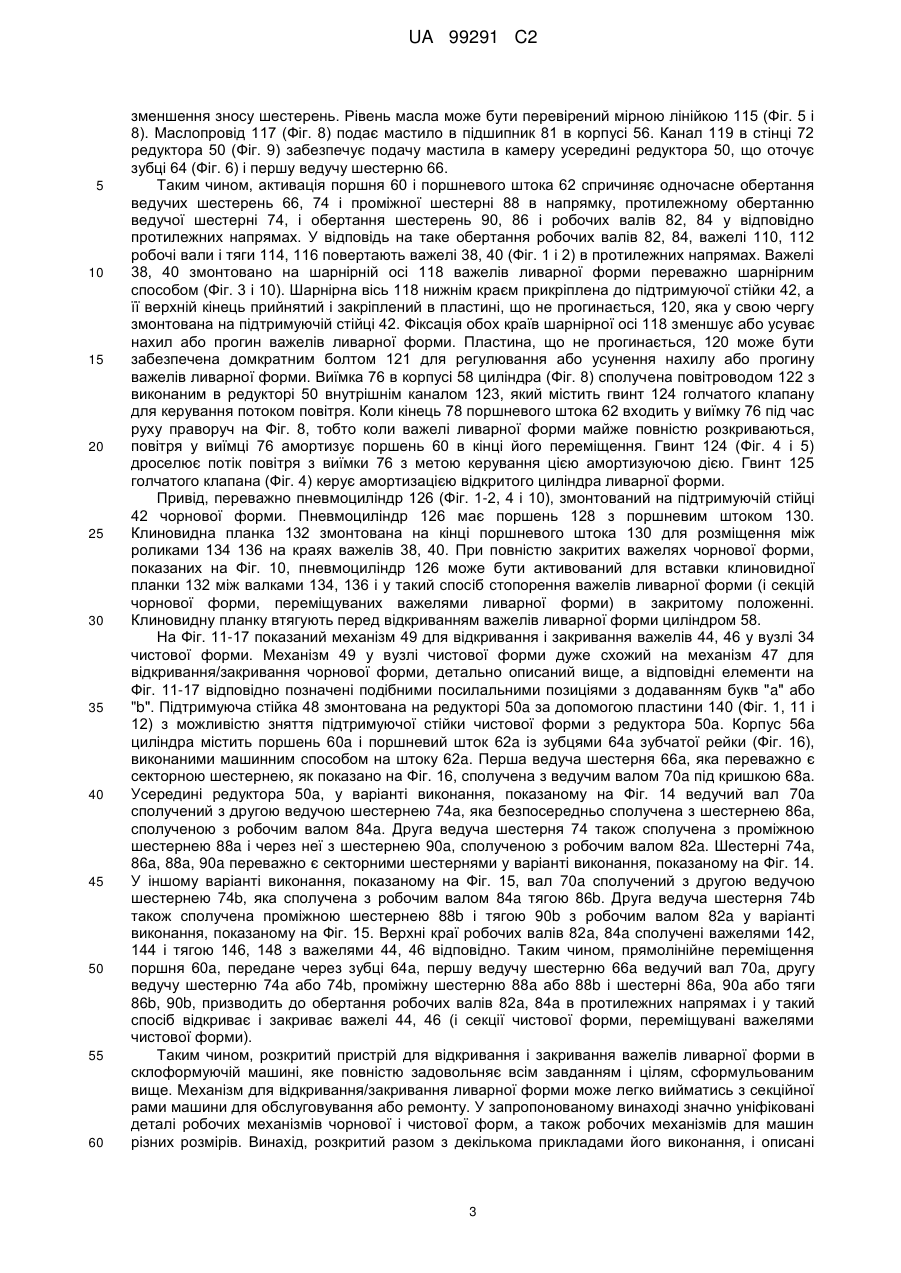
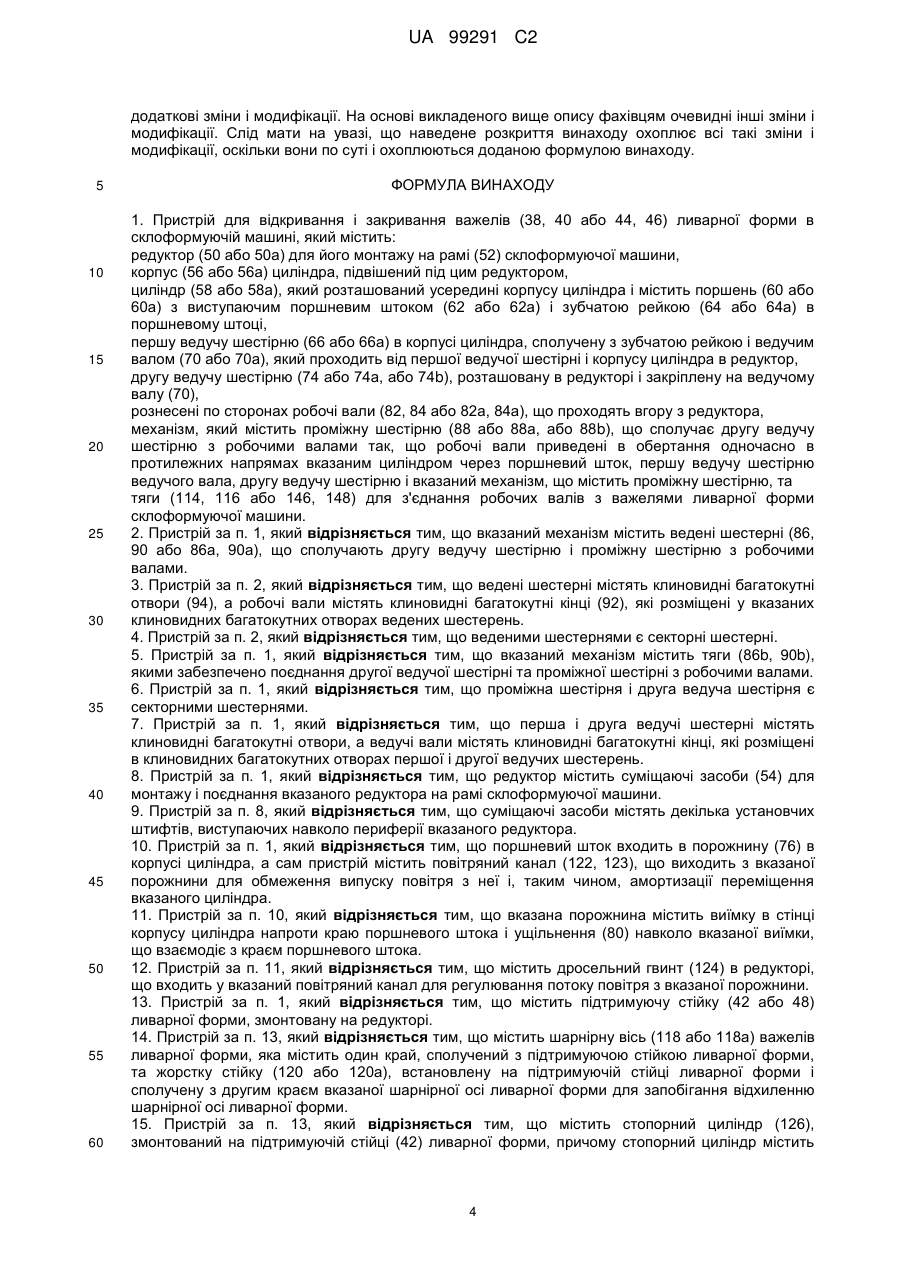
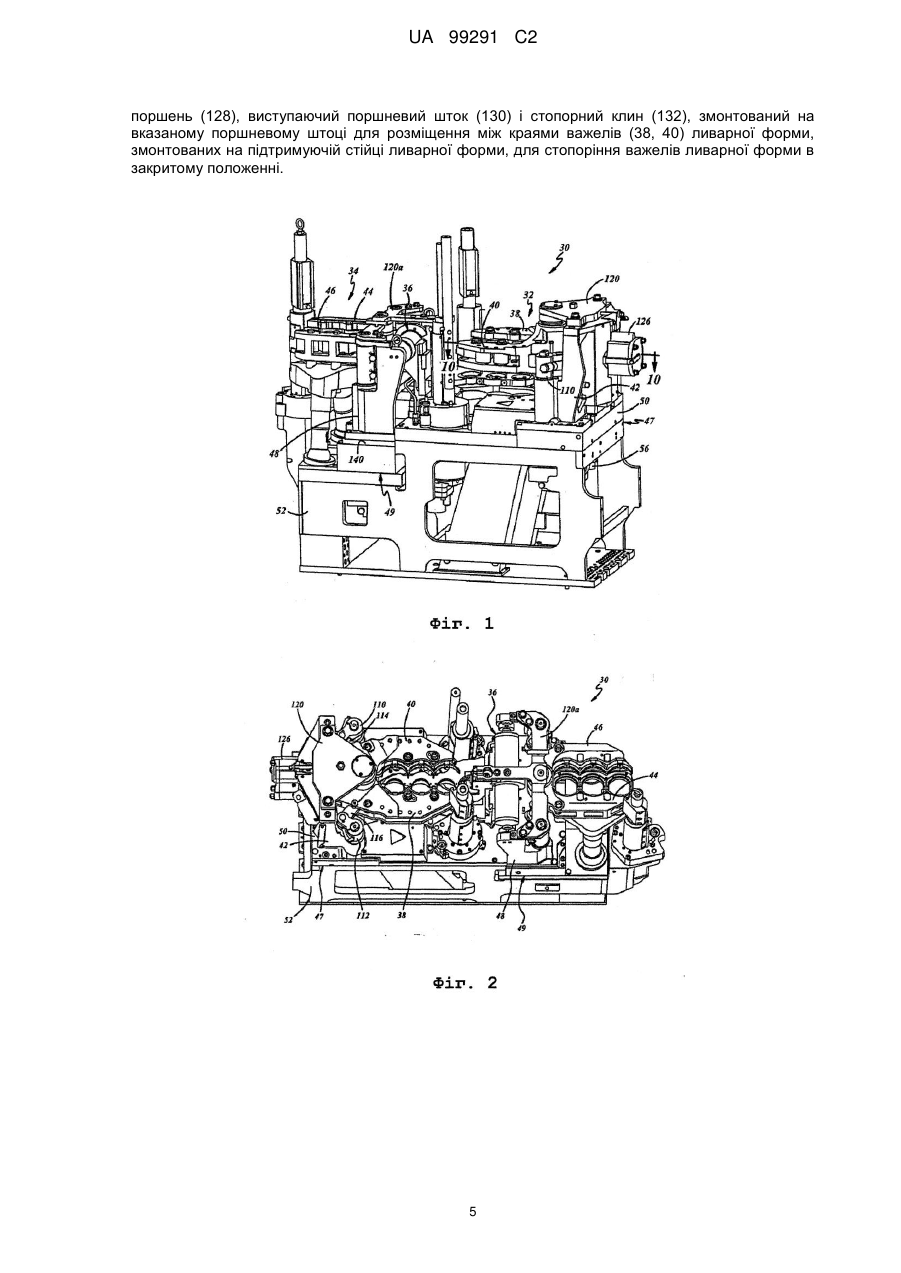
Реферат: Пристрій для відкривання і закривання важелів (38, 40 або 44, 46) ливарної форми в склоформуючій машині містить редуктор (50 або 50а) для монтажу на рамі склоформуючої машини (52), корпус (56 або 56а) циліндра, підвішений під редуктором, і циліндр (58 або 58а), розташований усередині корпусу циліндра. Циліндр має поршень (60 або 60а) з виступаючим поршневим штоком і зубчатою рейкою (62 або 62а), виконаною машинним або іншим способом в поршневому штоці. Із зубчатою рейкою сполучена перша ведуча шестірня (66 або 66а) в корпусі циліндра, а від першої ведучої шестірні і корпусу циліндра в редуктор проходить провідний вал (70 або 70а). Друга ведуча шестірня (74 або 74а, або 74b) розташована в редукторі і сполучена з ведучим валом. Рознесені по сторонах робочі вали (82, 84 або 82а, 84а) проходять вгору з редуктора. Механізм, що містить проміжну шестірню (88 або 88а, або 88b), сполучає другу ведучу шестірню з робочими валами, так що робочі вали обертаються одночасно в протилежних напрямах циліндром, зубчатою рейкою, першою і другою ведучими шестернями і проміжною шестірнею. У зразкових варіантах виконання відповідно до даного розкриття вказаний механізм містить ведені шестерні або сполучні тяги, що сполучають другу ведучу шестірню і проміжну шестірню з робочими валами. Тяги (114, 116 або 146, 148) сполучають робочі вали з важелями ливарної форми склоформуючої машини. UA 99291 C2 (12) UA 99291 C2 UA 99291 C2 5 10 15 20 25 30 35 40 45 50 55 Склоформуючі машини, включаючи зокрема окремі секційні склоформуючі машини, містять щонайменше одну чорнову форму для формування скляних заготовок для видування з крапель розплавленого скла, чистові форми для видування зі скляних заготовок скляних виробів, таких як склотара, і транспортні механізми для перенесення скляних заготовок для видування з чорнових форм в чистові форми і для перенесення скляних виробів з чистових форм. Чорнові форми і чистові форми зазвичай сформовані половинками ливарної форми, змонтованими на її важелях для відкривання і закривання ливарних форм. Загальне завдання даного опису полягає в розкритті пристрою для відкривання і закривання чорнових форм і/або чистових форм склоформуючої машини, який легко обслуговувати, внаслідок чого скорочено простій машини для обслуговування і ремонту. У US 6557380 B1 розкритий пристрій для відкривання і закривання важелів ливарної форми склоформуючої машини, в якому кожен важіль ливарної форми сполучений відповідним редуктором з сервомотором, який використовується редукторами спільно. Редуктори і сервомотор розташовані під підтримуючою стійкою ливарної форми склоформуючої машини. У US 6684665 B1 розкрите пристрій для відкривання і закривання важелів ливарної форми склоформуючої машини, в якому обидва важелі ливарної форми приведено в рух одиночним електричним сервомотором через відповідні кривошипні механізми. У цьому документі описані різні аспекти, які можуть бути здійснені окремо або в комбінації один з одним. Відповідно до одного аспекту даного винаходу пристрій для відкривання і закривання важелів ливарної форми в склоформуючій машині містить редуктор для монтажу на рамі склоформуючої машини, корпус циліндра, підвішений під редуктором, і циліндр, розташований усередині корпусу циліндра. Циліндр має поршень з виступаючим поршневим штоком, в якому сформована машинним або іншим способом зубчата рейка. Із зубчатою рейкою сполучена перша ведуча шестерня в корпусі циліндра, а від першої ведучої шестерні і корпусу циліндра в редуктор проходить ведучий вал. Друга ведуча шестерня розташована в редукторі і сполучена з ведучим валом. Рознесені по сторонах робочі вали проходять вгору з редуктора. Механізм, що містить проміжну шестерню, сполучає другу ведучу шестерню з робочими валами, таким чином, що робочі вали обертаються одночасно в протилежних напрямах циліндром, зубчатою рейкою, першою і другою ведучими шестернями і проміжною шестернею. У варіантах прикладів виконання, описаних в даному описі, вказаний механізм містить ведені шестерні або сполучні тяги, які сполучають другу ведучу шестерню і проміжну шестерню з робочими валами. Тяги сполучають робочі вали з важелями ливарної форми склоформуючої машини. Винахід, його додаткові завдання, особливості, переваги і аспекти будуть краще зрозумілі з наступного опису, формули винаходу і супроводжуючих креслень, на яких: Фіг. 1 показує перспективний вигляд секції склоформуючої машини відповідно до зразкового варіанту виконання відповідно до даного розкриття. Фіг. 2 показує перспективний вигляд зверхусекції машини, показаної на Фіг. 1. Фіг. 3 показує перспективний вигляд спереду робочого механізму чорнової форми в секції машини, показаної на Фіг. 1 і 2, з видаленими для простоти важелями ливарної форми. Фіг. 4 показує перспективний вигляд позаду робочого механізму чорнової форми, показаного на Фіг. 3. Фіг. 5 показує перспективний вигляд механізму, показаного на Фіг. 3 і 4, з видаленою підтримуючою стійкою чорнової форми. Фіг. 5а показує елементи механізму,показаного на Фіг. 5 Фіг. 6 показує перспективний вигляд знизу механізму, показаного на Фіг. 5, з видаленою кришкою корпусу циліндра. Фіг. 7 і 8 показують перетини уздовж відповідних ліній 7-7 і 8-8, показаних на Фіг. 3. Фіг. 9 показує перетин по лінії 9-9, показаній на Фіг. 7. Фіг. 10 показує частковий перетин по лінії 10-10, показаній на Фіг. 1. Фіг. 11 показує перспективний вигляд спереду робочого механізму чистової форми в секції машини, показаної на Фіг. 1 і 2. Фіг. 12 показує перспективний вигляд позаду робочого механізму чистової форми у Фіг. 11 з видаленими важелями ливарної форми. Фіг. 13 показує розріз по лінії 13-13, показаній на Фіг. 12. Фіг. 14 показує перспективний вигляд робочого механізму чистової форми у Фіг. 11 і 12 з видаленою скобою опори чистової форми. Фіг. 15 показує перспективний вигляд позаду робочого механізму чистової форми відповідно до модифікації варіанту виконання, показаного на Фіг. 14. 1 UA 99291 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 16 показує вигляд знизу робочого механізму чистової форми з видаленою кришкою корпусу циліндра. Фіг. 17 показує перетин по лінії 17-17, показаній на Фіг. 14. На Фіг. 1 і 2 показаний приклад виконання секції 30 склоформуючої машини, в якій механізм відкривання чорнових форм і/або чистових форм може бути реалізований відповідно до даного розкриття винаходу. Секція 30 загалом містить вузол 32 чорнових форми, вузол 34 чистових форми і блок 36 перевертаючих важелів для перенесення скляних заготовок для видування з вузла чорнової форми у вузол чистової форми. Для простоти на Фіг. 1 і 2 не показані різні механізми, які розташовані над вузлом чорнової форми і вузлом чистової форми. Вузол 32 переважно містить два важелі 38, 40 чорнової форми, змонтованих на підтримуючій стійці 42 чорнової форми. Аналогічно, вузол 34 переважно містить два важелі 44, 46 ливарної форми, змонтованих на підтримуючій стійці 48 чистової форми. Вузол 32 і вузол 34 разом з іншими транспортними і робочими механізмами секцій 30 переважно змонтовано на рамі 52 секції. Рама секції може бути виконана закритою для формування закритої шафи секції. Механізми 47, 49 для відкривання і закривання заготовки в чистових формах змонтовані переважно безпосередньо під чорновою формою і підтримуючими стійками 42, 48 відповідно. Як показано на Фіг. 3-9, підтримуюча стійка 42 змонтована на редукторі 50, який у свою чергу змонтований на рамі 52. Редуктор 50 має паралельні установочні штифти 54 для його поєднання з рамою 52. Редуктор 50 приєднаний до рами 52 сполучними елементами 57. Редуктор 50 також має декілька каналів 55, які суміщені з відповідними каналами в рамі 52 для подачі робочого повітря і рідини в механізм 47. Під редуктором 50 підвішено корпус 56 циліндра. Усередині корпусу 56 розташовано робочий привід 58. Привід 58 може бути електричним, але переважно є рідинним і найпереважніше пневматичним циліндром. Циліндр 58 має внутрішній поршень 60 з аксіальним виступаючим поршневим штоком 62. На поршневому штоці 62 машинним або іншим способом сформовані зубці 64 (Фіг. 5а). Перша ведуча шестерня 66 розташована під кришкою 68 корпусів циліндра (на Фіг. 5а не показана) і має сформовані по колу зубці, зачеплені із зубцями 64 на поршневому штоці 62. Таким чином зубці 64 формують зубчату рейку, яка приводить в рух шестерню 66. Ведучий вал 70 проходить від першої ведучої шестерні 66 через нижню стінку 72 редуктора 50. Перша ведуча шестерня 66 переважно сполучена з ведучим валом 70 фіксуючою втулкою 73. Усередині редуктора 50 на ведучому валу 70 змонтована друга ведуча шестерня 74, яка утримується на валу контргайкою 75 або подібним засобом. Порожнина, сформована виїмкою 76 (Фіг. 8), виконана в стінці 56 корпусів циліндра з коаксіальним поєднанням з поршневим штоком 62 і приймає кінець 78 поршневого штока 62 при повністю відкритих важелях чорнової форми. Кільцеве ущільнення 80 розташоване усередині виїмки 76 і взаємодіє з краєм 78, формуючи повітряну подушку, як буде описано нижче. Поршневий шток 62 переважно підтриманий сальниковим ущільненням 79, що примикає до циліндра 58, і підшипником 81 ковзання на протилежній стороні зубців 64 зубчатої рейки (Фіг. 6). Від протилежних сторін редуктора 50 вгору проходять два робочих вали 82, 84 (Фіг. 5 і 7). Робочі вали 82, 84 переважно оточені відповідними частинами стійки 42, як найкраще видно на Фіг. 7. Друга ведуча шестерня 74 переважно безпосередньо сполучена з шестернею 86, яка у свою чергу сполучена з нижнім краєм робочого валу 84. Друга ведуча шестерня 74 також сполучена з проміжною шестернею 88 і через неї з шестернею 90, яка сполучена з нижнім краєм робочого валу 82. Шестерні 86, 90 переважно є секторними шестернями, як найкраще видно на Фіг. 5. Шестерні 86, 90 переважно мають знаки поєднання, що забезпечують їх правильне положення під час збирання. Вали 70, 82, 84 переважно сполучені з шестерням 66, 74, 86, 90 способом, що запобігає люфту між валами і шестернями. На Фіг. 5А показано, що робочий вал 84 переважно має клиновидний багатокутний кінець 92, який розміщується у відповідно клиновидному багатокутному центральному отворі 94 в шестерні 86. Між робочим валом 82 і шестернею 90 і між ведучим валом 70 і першою і другою ведучими шестернями 66, 74 переважно використані ідентичні клиновидні багатокутні з'єднання, як найкраще видно на Фіг. 5A. Робочий вал 82 підтриманий верхнім підшипником 96, встановленим на підтримуючій стійці 42, і роликовим підшипником 98, розташованим усередині редуктора 50. Робочий вал 84 також має опорні підшипники 96, 98. Проміжна шестерня 88 підтримана з можливістю обертання підшипником 100, встановленим на короткому валу 102 усередині редуктора 50, і може бути закріплена на валу 102 пружинним упорним кільцем 104. Шестерні 90,86 переважно закріплені на робочих валах 82, 84 контргайками 106. Привідний вал 70 переважно підтриманий в стінці 72 редуктора рознесеними підшипниками 108. Важелі 110, 112 приєднані до верхніх країв робочих валів 82, 84 для шарнірного з'єднання з важелями 38,40 за допомогою тяг 114, 116. Внутрішня частина редуктора 50 переважно заповнена змащувальним матеріалом, таким як масло, для 2 UA 99291 C2 5 10 15 20 25 30 35 40 45 50 55 60 зменшення зносу шестерень. Рівень масла може бути перевірений мірною лінійкою 115 (Фіг. 5 і 8). Маслопровід 117 (Фіг. 8) подає мастило в підшипник 81 в корпусі 56. Канал 119 в стінці 72 редуктора 50 (Фіг. 9) забезпечує подачу мастила в камеру усередині редуктора 50, що оточує зубці 64 (Фіг. 6) і першу ведучу шестерню 66. Таким чином, активація поршня 60 і поршневого штока 62 спричиняє одночасне обертання ведучих шестерень 66, 74 і проміжної шестерні 88 в напрямку, протилежному обертанню ведучої шестерні 74, і обертання шестерень 90, 86 і робочих валів 82, 84 у відповідно протилежних напрямах. У відповідь на таке обертання робочих валів 82, 84, важелі 110, 112 робочі вали і тяги 114, 116 повертають важелі 38, 40 (Фіг. 1 і 2) в протилежних напрямах. Важелі 38, 40 змонтовано на шарнірній осі 118 важелів ливарної форми переважно шарнірним способом (Фіг. 3 і 10). Шарнірна вісь 118 нижнім краєм прикріплена до підтримуючої стійки 42, а її верхній кінець прийнятий і закріплений в пластині, що не прогинається, 120, яка у свою чергу змонтована на підтримуючій стійці 42. Фіксація обох країв шарнірної осі 118 зменшує або усуває нахил або прогин важелів ливарної форми. Пластина, що не прогинається, 120 може бути забезпечена домкратним болтом 121 для регулювання або усунення нахилу або прогину важелів ливарної форми. Виїмка 76 в корпусі 58 циліндра (Фіг. 8) сполучена повітроводом 122 з виконаним в редукторі 50 внутрішнім каналом 123, який містить гвинт 124 голчатого клапану для керування потоком повітря. Коли кінець 78 поршневого штока 62 входить у виїмку 76 під час руху праворуч на Фіг. 8, тобто коли важелі ливарної форми майже повністю розкриваються, повітря у виїмці 76 амортизує поршень 60 в кінці його переміщення. Гвинт 124 (Фіг. 4 і 5) дроселює потік повітря з виїмки 76 з метою керування цією амортизуючою дією. Гвинт 125 голчатого клапана (Фіг. 4) керує амортизацією відкритого циліндра ливарної форми. Привід, переважно пневмоциліндр 126 (Фіг. 1-2, 4 і 10), змонтований на підтримуючій стійці 42 чорнової форми. Пневмоциліндр 126 має поршень 128 з поршневим штоком 130. Клиновидна планка 132 змонтована на кінці поршневого штока 130 для розміщення між роликами 134 136 на краях важелів 38, 40. При повністю закритих важелях чорнової форми, показаних на Фіг. 10, пневмоциліндр 126 може бути активований для вставки клиновидної планки 132 між валками 134, 136 і у такий спосіб стопорення важелів ливарної форми (і секцій чорнової форми, переміщуваних важелями ливарної форми) в закритому положенні. Клиновидну планку втягують перед відкриванням важелів ливарної форми циліндром 58. На Фіг. 11-17 показаний механізм 49 для відкривання і закривання важелів 44, 46 у вузлі 34 чистової форми. Механізм 49 у вузлі чистової форми дуже схожий на механізм 47 для відкривання/закривання чорнової форми, детально описаний вище, а відповідні елементи на Фіг. 11-17 відповідно позначені подібними посилальними позиціями з додаванням букв "a" або "b". Підтримуюча стійка 48 змонтована на редукторі 50a за допомогою пластини 140 (Фіг. 1, 11 і 12) з можливістю зняття підтримуючої стійки чистової форми з редуктора 50a. Корпус 56a циліндра містить поршень 60a і поршневий шток 62a із зубцями 64a зубчатої рейки (Фіг. 16), виконаними машинним способом на штоку 62a. Перша ведуча шестерня 66a, яка переважно є секторною шестернею, як показано на Фіг. 16, сполучена з ведучим валом 70a під кришкою 68a. Усередині редуктора 50a, у варіанті виконання, показаному на Фіг. 14 ведучий вал 70a сполучений з другою ведучою шестернею 74a, яка безпосередньо сполучена з шестернею 86a, сполученою з робочим валом 84a. Друга ведуча шестерня 74 також сполучена з проміжною шестернею 88a і через неї з шестернею 90a, сполученою з робочим валом 82a. Шестерні 74a, 86a, 88a, 90a переважно є секторними шестернями у варіанті виконання, показаному на Фіг. 14. У іншому варіанті виконання, показаному на Фіг. 15, вал 70a сполучений з другою ведучою шестернею 74b, яка сполучена з робочим валом 84a тягою 86b. Друга ведуча шестерня 74b також сполучена проміжною шестернею 88b і тягою 90b з робочим валом 82a у варіанті виконання, показаному на Фіг. 15. Верхні краї робочих валів 82a, 84a сполучені важелями 142, 144 і тягою 146, 148 з важелями 44, 46 відповідно. Таким чином, прямолінійне переміщення поршня 60a, передане через зубці 64a, першу ведучу шестерню 66a ведучий вал 70a, другу ведучу шестерню 74a або 74b, проміжну шестерню 88a або 88b і шестерні 86a, 90a або тяги 86b, 90b, призводить до обертання робочих валів 82a, 84a в протилежних напрямах і у такий спосіб відкриває і закриває важелі 44, 46 (і секції чистової форми, переміщувані важелями чистової форми). Таким чином, розкритий пристрій для відкривання і закривання важелів ливарної форми в склоформуючій машині, яке повністю задовольняє всім завданням і цілям, сформульованим вище. Механізм для відкривання/закривання ливарної форми може легко вийматись з секційної рами машини для обслуговування або ремонту. У запропонованому винаході значно уніфіковані деталі робочих механізмів чорнової і чистової форм, а також робочих механізмів для машин різних розмірів. Винахід, розкритий разом з декількома прикладами його виконання, і описані 3 UA 99291 C2 додаткові зміни і модифікації. На основі викладеного вище опису фахівцям очевидні інші зміни і модифікації. Слід мати на увазі, що наведене розкриття винаходу охоплює всі такі зміни і модифікації, оскільки вони по суті і охоплюються доданою формулою винаходу. 5 10 15 20 25 30 35 40 45 50 55 60 ФОРМУЛА ВИНАХОДУ 1. Пристрій для відкривання і закривання важелів (38, 40 або 44, 46) ливарної форми в склоформуючій машині, який містить: редуктор (50 або 50а) для його монтажу на рамі (52) склоформуючої машини, корпус (56 або 56а) циліндра, підвішений під цим редуктором, циліндр (58 або 58а), який розташований усередині корпусу циліндра і містить поршень (60 або 60а) з виступаючим поршневим штоком (62 або 62а) і зубчатою рейкою (64 або 64а) в поршневому штоці, першу ведучу шестірню (66 або 66а) в корпусі циліндра, сполучену з зубчатою рейкою і ведучим валом (70 або 70а), який проходить від першої ведучої шестірні і корпусу циліндра в редуктор, другу ведучу шестірню (74 або 74а, або 74b), розташовану в редукторі і закріплену на ведучому валу (70), рознесені по сторонах робочі вали (82, 84 або 82а, 84а), що проходять вгору з редуктора, механізм, який містить проміжну шестірню (88 або 88а, або 88b), що сполучає другу ведучу шестірню з робочими валами так, що робочі вали приведені в обертання одночасно в протилежних напрямах вказаним циліндром через поршневий шток, першу ведучу шестірню ведучого вала, другу ведучу шестірню і вказаний механізм, що містить проміжну шестірню, та тяги (114, 116 або 146, 148) для з'єднання робочих валів з важелями ливарної форми склоформуючої машини. 2. Пристрій за п. 1, який відрізняється тим, що вказаний механізм містить ведені шестерні (86, 90 або 86а, 90а), що сполучають другу ведучу шестірню і проміжну шестірню з робочими валами. 3. Пристрій за п. 2, який відрізняється тим, що ведені шестерні містять клиновидні багатокутні отвори (94), а робочі вали містять клиновидні багатокутні кінці (92), які розміщені у вказаних клиновидних багатокутних отворах ведених шестерень. 4. Пристрій за п. 2, який відрізняється тим, що веденими шестернями є секторні шестерні. 5. Пристрій за п. 1, який відрізняється тим, що вказаний механізм містить тяги (86b, 90b), якими забезпечено поєднання другоїведучої шестірні та проміжної шестірні з робочими валами. 6. Пристрій за п. 1, який відрізняється тим, що проміжна шестірня і друга ведуча шестірня є секторними шестернями. 7. Пристрій за п. 1, який відрізняється тим, що перша і друга ведучі шестерні містять клиновидні багатокутні отвори, а ведучі вали містять клиновидні багатокутні кінці, які розміщені в клиновидних багатокутних отворах першої і другої ведучих шестерень. 8. Пристрій за п. 1, який відрізняється тим, що редуктор містить суміщаючі засоби (54) для монтажу і поєднання вказаного редуктора на рамі склоформуючої машини. 9. Пристрій за п. 8, який відрізняється тим, що суміщаючі засоби містять декілька установчих штифтів, виступаючих навколо периферії вказаного редуктора. 10. Пристрій за п. 1, який відрізняється тим, що поршневий шток входить в порожнину (76) в корпусі циліндра, а сам пристрій містить повітряний канал (122, 123), що виходить з вказаної порожнини для обмеження випуску повітря з неї і, таким чином, амортизації переміщення вказаного циліндра. 11. Пристрій за п. 10, який відрізняється тим, що вказана порожнина містить виїмку в стінці корпусу циліндра напроти краю поршневого штока і ущільнення (80) навколо вказаної виїмки, що взаємодіє з краєм поршневого штока. 12. Пристрій за п. 11, який відрізняється тим, що містить дросельний гвинт (124) в редукторі, що входить у вказаний повітряний канал для регулювання потоку повітря з вказаної порожнини. 13. Пристрій за п. 1, який відрізняється тим, що містить підтримуючу стійку (42 або 48) ливарної форми, змонтовану на редукторі. 14. Пристрій за п. 13, який відрізняється тим, що містить шарнірну вісь (118 або 118а) важелів ливарної форми, яка містить один край, сполучений з підтримуючою стійкою ливарної форми, та жорстку стійку (120 або 120а), встановлену на підтримуючій стійці ливарної форми і сполучену з другим краєм вказаної шарнірної осі ливарної форми для запобігання відхиленню шарнірної осі ливарної форми. 15. Пристрій за п. 13, який відрізняється тим, що містить стопорний циліндр (126), змонтований на підтримуючій стійці (42) ливарної форми, причому стопорний циліндр містить 4 UA 99291 C2 поршень (128), виступаючий поршневий шток (130) і стопорний клин (132), змонтований на вказаному поршневому штоці для розміщення між краями важелів (38, 40) ливарної форми, змонтованих на підтримуючій стійці ливарної форми, для стопоріння важелів ливарної форми в закритому положенні. 5 UA 99291 C2 6 UA 99291 C2 7 UA 99291 C2 8 UA 99291 C2 9 UA 99291 C2 10 UA 99291 C2 11 UA 99291 C2 12 UA 99291 C2 13 UA 99291 C2 Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 14
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for opening and closing of molds in glassware forming machine
Автори англійськоюCramer, Jeffrey, W.
Назва патенту російськоюУстройство для открытия и закрытия литейных форм в стеклоформующей машине
Автори російськоюКрамер Джефри В.
МПК / Мітки
МПК: C03B 9/353, C03B 9/40, C03B 9/16
Мітки: відкривання, склоформуючий, ливарних, закривання, машини, форм, пристрій
Код посилання
<a href="https://ua.patents.su/16-99291-pristrijj-dlya-vidkrivannya-i-zakrivannya-livarnikh-form-v-skloformuyuchijj-mashini.html" target="_blank" rel="follow" title="База патентів України">Пристрій для відкривання і закривання ливарних форм в склоформуючій машині</a>
Пристрій для відкривання та закривання кришок розвантажувальних люків бункерного вагона
Номер патенту: 62766
Опубліковано: 16.01.2006
Автори: Трубачів Юрій Олексійович, Донченко Анатолій Володимирович, Сировецький Юрій Сергійович, Нога Григорій Миколайович
МПК: B61D 7/16
Мітки: бункерного, розвантажувальних, вагона, закривання, пристрій, люків, відкривання, кришок
Формула / Реферат:
1. Гуматний полімерний реагент, що містить буре вугілля, луг, воду, який відрізняється тим, що додатково містить полімери акрилової групи та КМЦ при такому співвідношенні компонентів мас.%: Буре вугілля 30,1-50,0 Полімери акрилової групи 2,3-10,0 Луг 9,0-9,9 КМЦ 2,9-10,0 Вода ...
Пристрій відкривання та закривання кришок розвантажувального люка бункерного вагона
Номер патенту: 7854
Опубліковано: 15.07.2005
Автори: Жаковський Олександр Дмитрович, Колбун Віктор Вікторович, Смирнов Геннадій Федорович, Рейдемейстер Геннадій Валер'янович, Мямлін Сергій Віталійович, Рейдемейстер Олексій Геннадійович
МПК: B61D 7/28
Мітки: розвантажувального, кришок, люка, пристрій, вагона, бункерного, закривання, відкривання
Формула / Реферат:
Пристрій відкривання та закривання кришок розвантажувального люка бункерного вагона, який складається з поздовжнього привідного вала і силового циліндра двобічної дії, розташованих під вагоном та кінематично з'єднаних з кришками люків, який відрізняється тим, що привідний вал і силовий циліндр з'єднані між собою за допомогою кривошипа.
Пристрій для відкривання та закривання кришок розвантажувальних люків бункерного вагона
Номер патенту: 2276
Опубліковано: 15.01.2004
Автори: Нога Григорій Миколайович, Сировецький Юрій Сергійович, Оришак Олег Костянтинович, Донченко Анатолій Володимирович, Калашников Ігор Адольфович, Трубачів Юрій Олексійович
МПК: B61D 7/16
Мітки: відкривання, кришок, закривання, розвантажувальних, вагона, бункерного, люків, пристрій
Формула / Реферат:
1. Пристрій для відкривання та закривання кришок розвантажувальних люків бункерного вагона, що містить закріплений на рамі вагона механічний привід, змонтований в міжбункерному просторі повздовжній обертовий вал, який за допомогою жорстко закріплених на ньому одноплечих важелів зв'язаний з вказаним приводом та з'єднаний з кришками люків шарнірно зв'язаними тягами, який відрізняється тим, що механічний привід виконаний у вигляді черв'ячного...
Пристрій для відкривання та закривання кришок розвантажувальних люків бункерного вагона
Номер патенту: 81441
Опубліковано: 10.01.2008
Автори: Жовтобрюх Григорій Дем'янович, Лозовой Євгеній Олексійович, Слюсар Інна Іванівна
МПК: B61D 7/24
Мітки: кришок, люків, відкривання, бункерного, розвантажувальних, пристрій, вагона, закривання
Формула / Реферат:
1. Пристрій для відкривання та закривання кришок розвантажувальних люків бункерних вагонів, які розвантажуються гравітаційним способом на боки від залізничної колії, що має пневматичний і ручний гвинтовий приводи, приводний вал з нерухомо закріпленими на ньому двоплечими важелями, змонтований під розвантажувальними бункерами кузова, регульовані по довжині тяги, за допомогою яких двоплечі важелі з'єднані з кришками люків і утримують їх в...
Пристрій для відкривання і закривання дверей ліфта
Номер патенту: 46327
Опубліковано: 10.12.2009
Автори: Мендєлєєв Олексій Анатолійович, Цюкау Анатолій Уладзіміравіч, Іваноу Мікалай Міхайлавіч, Остапенко Олексій Васильович, Камоза Віктар Фьодаравіч, Моторін Артур Миколайович
МПК: B66B 13/02
Мітки: пристрій, закривання, дверей, відкривання, ліфта
Формула / Реферат:
1. Пристрій для відкривання і закривання дверей ліфта, що містить закріплений на несучій балці привід дверей кабіни, зв'язаний щонайменше з однією кареткою із закріпленою на ній стулкою дверей кінематичним зв'язком, який складається з електродвигуна і повідної передачі з гнучким тяговим елементом, що охоплює з утворенням двох гілок ведений шків і з'єднаний з валом електродвигуна ведучий шків, і закріпленого щонайменше на одній гілці повідка,...
Попередній патент: Антагоністи рнк і їх застосування для інгібування her3
Наступний патент: Антитіло, яке специфічно зв’язується з нейропіліном-2в (nrp2b)
Випадковий патент: Пристрій для вимірювання температури