Спосіб виготовлення багатошарової плати з печатним монтажем
Формула / Реферат
1. Способ изготовления многослойной платы с печатным монтажом, состоящий в соединении путем наслаивания под давлением по меньшей мере одной основной подложки с твердой сердцевиной и проводящими дорожками и пустотами между дорожками по меньшей мере на одной стороне и по меньшей мере одной промежуточной подложки с твердой сердцевиной, в котором соединение осуществляют с применением слоя адгезива между двумя указанными подложками, отличающийся тем, что слой адгезива наносят на снабженную схемой основную подложку на стороне, обращенной к промежуточной подложке, причем слой адгезива является текучим, и осуществляют наслаивание под таким давлением, которое приводит промежуточную подложку в контакт с проводящими дорожками основной подложки и к заполнению адгезивом пустот между дорожками, причем основная подложка и промежуточная подложка содержат армированный волокнами термостверждающийся матричный материал, причем армирование выполнено в виде перекрестно расположенных слоев однонаправленно ориентированных волокон.
2. Способ по п.1, отличающийся тем, что используют промежуточную подложку без покрытия.
3. Способ по п.1 или 2, отличающийся тем, что размещают промежуточные подложки по обеим сторонам основной подложки.
4. Способ по п.3, отличающийся тем, что используют основную подложку, покрытую с двух сторон слоями адгезива и снабженную проводящими дорожками на обеих сторонах, и промежуточные подложки, имеющие на сторонах, обращенных в сторону от основной подложки, проводящие дорожки или поверхность, пригодную для создания проводящих дорожек.
5. Способ по п.1, отличающийся тем, что размещают каждую промежуточную подложку между смежными основными подложками, на каждую сторону которых, обращенную к промежуточной подложке, наносят слой текучего адгезива и создают во время процесса наслаивания такое давление на полученную таким образом слоистую конструкцию, которое приводит промежуточную подложку или подложки в контакт с проводящими дорожками основных подложек и к заполнению пустот между этими дорожками на обеих сторонах промежуточной подложки или прдложек адгезивным материалом.
6. Способ по п.5, отличающийся тем, что размещают каждую из множества n промежуточных подложек, где n = целое число больше 1, между смежными основными подложками, количество которых составляет n + 1, а затем наслаивают.
7. Способ по п.5 или 6, отличающийся тем, что осуществляют наслаивание при повышенном давлении и повышенной температуре.
8. Способ по п.1, отличающийся тем, что наносят слой текучего адгезива, толщина которого является величиной того же порядка, что и толщина проводящих дорожек.
9. Способ по п.1, отличающийся тем, что используют промежуточные подложки, толщина каждой из которых является величиной того же порядка, что и толщина основных подложек.
10. Способ по любому из предшествующих пунктов, отличающийся тем, что основные подложки снабжают проводящими переходными отверстиями.
11. Способ по п.10, отличающийся тем, что проводящие переходные отверстия создают в подложках после каждой операции наслаивания.
12. Способ по любому из предшествующих пунктов, отличающийся тем, что для нанесения слоя текучего адгезива на одну или обе стороны снабженной схемой основной подложки в качестве адгезива применяют клей на основе неотвержденного или только частично отвержденного термоотверждающегося синтетического материала.
13. Способ по любому из предшествующих пунктов, отличающийся тем, что используют подложки, матрицу сердцевины которых выбирают из следующей группы термоотверждающихся синтетических материалов: цианатовые смолы, ненасыщенные полиэфировые смолы, виниловые эфировые смолы, акрилатовые смолы, ВТ-эпоксидная смола, бисмалеимидная смола, полиимид, фенольные смолы, триазины, полиуретаны, бисцитраконовые смолы и комбинации этих смол.
14. Способ по любому из предшествующих пунктов, отличающийся тем, что используют подложки, матрица сердцевины которых содержит термопластичный синтетический материал.
15. Способ по любому из предшествующих пунктов, отличающийся тем, что используют подложки, матрица сердцевины которых содержит как термопластичный, так и термоотверждающийся синтетический материал.
16. Способ по п.1, отличающийся тем, что материал армирующих волокон выбирают из следующей группы материалов: стекло A, стекло AR, стекло C, стекло D, стекло E, стекло R, стекло S1, стекло S2, кварцкремнезем, парафенилентерафталамид, полибензобисоксазол, полибензобистиазол и полибензоимидазол, полиэтилентерефталат и полифениленсульфид.
17. Способ по п.1, отличающийся тем, что наносят слой адгезива, состоящий из термоотверждающегося синтетического материала.
Текст
УКРАЇНА (19) UA п» 26643 . „я С1 (51)6 Н 05 К 3/46 ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО ДО ПАТЕНТУ НА ВИНАХІД (54) СПОСІБ ВИГОТОВЛЕННЯ БАГАТОШАРОВОЇ ПЛАТИ З ПЕЧАТНИМ МОНТАЖЕМ (21) 95028135 (22) 03.08.93 (24) 11.10.99 (31) 92202492.2 (32) 13.08.92 (33) 'ЕР (85) 10.02.95 (86) /ЕР 93/02069 (03.08.93) (46) 11.10.99. Бюл. № 6 (56) Патентная заявка Японии № 01283996, кл. Н 05 К 3/46, 1989. (72) Мідделман Epik* (NL), Зуурінг Пітер (NL) (73) АМП-АКЦО ЛІНЛЕМ ВОФ (NL) (57) 1. Способ изготовления многослойной платы с печатным монтажом, состоящий в соединении путем наслаивания под давлением по меньшей мере одной основной подложки с твердой сердцевиной и проводящими дорожками и пустотами между дорожками по меньшей мере на одной стороне и по меньшей мере одной промежуточной подложки с твердой сеодцевиной, в котором соединение осуществляют с применением слоя адгозива между двумя указанными подложками, о т л и ч а ю щ и й с я тем, что слой адгеэива наносят на снабженную схемой основную подложку на стороне, обращенной к промежуточной подложке, причем слой адгезива является текучим, и осуществляют наслаивание под таким давлением, которое приводит промежуточную подложку в контакт с проводящими дорожками основной подложки и к заполнению адгезиво.и пустот между дорожками, причем основная подложка и промежуточная подложка содержат армированный волокнами термостверждающийся матричный материал, причем армирование выполнено в виде герекрестно расположенных слоев однонаправленно ориентированных волокон. 2. Способ по п. 1, о т л и ч a torn, и й с я тем, что используют промежуточную подложку без покрытия. 3. Способ по п. 1 или 2, о т л и ч аю щ и й с я тем, что размещают промежуточные подложки по обеим сторонам ОСНОВНОЙ ПОДЛОЖКИ. 4. Способ по п. 3, о т л и ч а к> щ и й с я тем, что используют основную подложку, покрытую с двух сторон слоями адгезива и снабженную проводящими дорожками на обеих сторонах, и промежуточные подложки, имеющие на сторонах, обращенных в сторону от основной подложки, проводящие дорожки или поверхность, пригодную для создания проводящих дорожек. 5. Способ по п. 1, о т л и ч а ющ и й с я тем, что размещают каждую промежуточную подложку между смежными основными подложками, на каждую сторону которых, обращенную к промежуточной подложке, наносят слой текучего адгезива и создают во время процесса наслаивания такое давление на полученную таким образом слоистую конструкцию, которое приводит промежуточную подложку или подложки в контакт с проводящими дорожками основных подложек и к заполнению пустот между этими дорожками на обеих сторонах промежуточной подложки или подложек адгезивным материалом. 6. Способ по п. 5, о т л и ч а ющ и й с я тем, что размещают каждую из множества п промежуточных подложек, где п = цепое число больше 1, между смежными основными подложками, количество которых составляет п + 1, а затем наслаивают. О. Ы 26643 7. Способ по п. 5 или 6, о т л и ч аю щ и й с я тем, что осуществляют наслаивание при повышенном давлении и повышенной температуре, 8. Способ по п. 1, о т л и ч а ющ и й с я тем, что наносят слой текучего адгезива, толщина которого является величиной того же порядка, что и толщина проводящих дорожек. 9. Способ по п. ^ о т л и ч а ю щ и й с я тем, что используют промежуточные подложки, толщина каждой из которых является величиной того же порядка, что и толщина основных подложек. 10. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и й с я тем, что основные подложки снабжают проводящими переходными отверстиями. 11. Способ по п. 10, о т л и ч а гощ и й с я тем, что проводящие переходные отверстия создают в подложках после каждой операции наслаивания. 12. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и й с я тем, что для нанесения слоя текучего адгезива на одну или обе стороны снабженной схемой основной подложки в качестве адгезива применяют клей на основе неотвержденного или только частично отвержденного термоотверждающегося синтетического материала. 13. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и йся тем, что используют подложки, матрицу сердцевины которых выбирают из следующей группы термоотверждающихся синтетических материалов: цианатовые смолы, ненасыщенные полиэфировые смолы, виниловые эфировые смолы, акрилатовые смолы, ВТ-эпоксидная смола, бисмалеимидная смола, полиимид, фенольные смолы, триазины, полиуретаны, бисцитраконовые смолы и комбинации этих смол. 14. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и йся тем, что используют подложки, матрица сердцевины которых содержит термопластичный синтетический материал. 15. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и йся тем, что используют подложки, матрица сердцевины которых содержит как термопластичный, так и термоотверждающийся синтетический материал. 16. Способ по п. 1, о т л и ч а ющ и й с я тем, что материал армирующих волокон выбирают из следующей группы материалов: стекло А, стекло AR, стекло С, стекло D, стекло Е, стекло R, стекло S1, стекло S2, кварцкремнезем, парафенилентерафталамид, полибензобисоксазол, лолибензобистиазол и полибензоимидазол, полиэтилентерефталат и полифениленсульфид17. Способ по п. ^ о т л и ч а ю щ и й с я тем, что наносят слой адгезива, состоящий из термоотверждающегося синтетического материала. Изобретение относится к способу Способ указанного типа раскрыт в изготовления многослойной платы с печатБюллетене Технических Решений, IBM, том ным монтажом. Такая плата с печатным 32, № 5В, стр. 355-556. В этом известмонтажом содержит, по меньшей мере, три ном способе применяют, по меньшей мепроводящих слоя, из которых обычно, по 5 ре, одну промежуточную подложку, котоменьшей мере, два слоя представляют сорая содержит твердый слой сердцевины, бой слои меди на внешних поверхностях и, снабженный слоем клея, по меньшей мепо меньшей мере, одну внутреннюю схему. ре, на стороне, обращенной к проводяСпособ, к которому относится настоящее щим дорожкам основной подложки. Этот изобретение, заключается в том, что сое- 10 способ предназначен для существенного диняют путем наслоения, по меньшей меуменьшения размерной нестабильности, ре, одну твердую основную подложку, снабкоторая обычно имеет место в процессах женную проводящими дорожками, распопослойного формования композиционных ложенными на, по меньшей мере одной материалов. Хотя этот способ можно призстороне и, по меньшей мере, одну проме- 15 нать как значительное усовершенствоважуточную подложку, причем операция соение в области изготовления многослойдинения включает а себя нанесение слоя ных плат, однако он не ставит своей цеклея между двумя подложками. лью решить еще более важную проблему, 26643 связанную с изготовлением многослойных плат, а именно получение материала, имеющего достаточно низкий коэффициент теплового расширения (ТСЕ), который удовлетворял бы ТСЕ электронных элементов (микросхем), применяемых вместе с многослойной платой. Специалисту в данной области техники очевидно, что при применении тканой стеклоткани в качестве армирующего материала полученные коэффициенты теплового расширения йвляются относительно высокими. Следовательно, известные подложки и полученные многослойного платы требуют улучшенной размерной стабильности. Подобные замечания относятся к патенту США № 3756891, который раскрывает способ изготовления многослойных плат с печатным монтажом, заключающийся в укладке в стопу монтажных плат с покрытыми клеем листами. Выбирают такой клей, который не будет затекать на участки межсоединений со сквозными отверстиями на платах. Другим подходом к изготовлению многослойных плат с печатным монтажом является способ последовательного наслоения, раскрытый s обзоре RCA, (19Є8), стр. 582-599, особенно на стр. 596-597. Хотя на основную подложку, имеющую с обеих сторон печатные схемы, наносят слой диэлектрика, покрытый клеем, слой, покрытый клеем, является не промежуточной подложкой между основными подложками в соответствии с изобретением, а служит подложкой для следующей печатной схемы. В этой публикации не раскрыт тип применяемой подложки, а только указано, что способ может решить проблему изготовления многослойных плат, имеющих достаточно низкие коэффициенты теплового расширения. Платы с печатным монГажом, дающие преимущества в отношении коэффициентов теплового расширения, описаны в патенте США № 4943334. Описанный способ изготовления заключается в намотке армирующих нитей вокруг квадратной плоской оправки для образования множества слоеэ нитей, пересекающихся под углом 90°, образовании множества слоев с отверждаемым материалом матрицы и отоерждении матрицы для образования материала основы для платы с печатным монтажом. Для изготовления платы с печатным монтажом в этом патенте предложен способ, заключающийся в обеспечении сборки платы с печатным монтажом в полости, вводе отверждаемого материала матрицы в полость и отверждении мат 5 І0 15 20 25 30 35 40 45 50 55 рицы для получения многослойной платы с печатным монтажом. Требуемое усиление матрицы достигается за счет присутствия волокон вокруг платы с печатным монтажом, которые во время процесса оказываются погруженными в отвержденную матрицу. Этот способ не обеспечивает соответствующих приемлемых результатов, в частности из-за отсутствия допуска на толщину. В Справочнике по печатным схемам, C.J. Coombs, опубликованном Мак ГроуХилл, главы 31 и 32, а точнее в 33 и 34 описано изготовление многослойной платы с печатным монтажом, т.е. так называемой многослойной платы, способом, которым включают в себя следующие стадии: изготавливают слоистый материал, покрытый с обеих сторон медной фольгой, из препрега стеклоткань-эпоксидная смола; вытравляют требуемый рисунок в меди; соединяют слои с вытравленным рисунком путем прессования их вместе с промежуточными слоями препрега стеклоткань-эпоксидная смола. Этот способ имеет ряд недостатков, например, высокая стоимость материалов из-за использования стеклоткани и высокое тепловое расширение из-за низкого содержания волокна в слоистых материалах, усиленных волокном. Другим большим недостатком этого способа является то, что совершенно отсутствуют допуски на толщину. Толщина многослойной платы, изготовленной этим способом, зависит от создаваемого удельного давления формования, температуры формования, скорости прогрева, "старения" применяемого препрега и некоторых других факторов, которые трудно контролировать. Существует несколько вариантов этого последнего способа, как раскрыто, например, в патенте ЕР № 0231737 А2. В этом известном способе многослойную плату с печатным монтажом изготавливают в непрерывном процессе. В варианте выполнения, показанном на фиг. 2 в этом патенте, применяют простую плату с печатным монтажом (PWB), содержащую основу из двух слоев стеклоткани в отвержденной матрице из термореактивного синтетического материала, причем основа снабжена, на ее обеих сторонах, слоем медных дорожек, образованных субтрактивным методом из медном фольги, первоначально нанесенной на основу. На эту начальную плату с печатным монтажом 26643 наносят с обеих сторон два слоя стеклоткани, слой жидкого термореактивного материала, например, эпоксидной смолы и медную фольгу. После предварительного нагрева сборку соединяют в дублировочном прессе под действием тепла и давления. Таким образом, после охлаждения, когда заготовка сходит с дублировочного пресса, получают слоистый материал, который после образования медных дорожек в наружных споях образует многослойную плату с печатным монтажом. Итак, эта многослойная плата с печатным монтажом представляет собой слоистый материал, состоящий из трех подложек, изготовленных из стеклоткани, усиленной отвержденной эпоксидной смолой, и четырех слоев с медными дорожками. Хотя достаточно приемлемые результаты могут быть достигнуты при применении многослойной платы с печатным монтажом, изготовленной в соответствии с этим известным способом, однако все же она имеет определенные недостатки. Особенным недостатком является то, что слои жидкой, а не отвержденной термореактивиой смолы должны сильно прессоваться вместе в дублировочном прессе, в результате толщина слоистого материала значительно меньше на выходе пресса, чем на его входе. Установлено, что в результате такого большого изменения в толщине трудно поддерживать с достаточной точностью постоянную толщину готового слоистого материала и готовой многослойной'платы с печатным монтажом, которая" требуется в конечном изделии. Отклонений в толщине многослойной платы с печатным монтажом имеют неблагоприятный эффект на ее электрические свойства, таким образом оказывая отрицательное влияние на качество такой платы с печатным монтажом. Другим недостатком известной многослойной платы с печатным монтажом является то, что усиление подложек тканями является сравнительно дорогостоящей операцией. 5 10 15 20 25 30 35 40 45 В DE № 4007558 А1 описана многослойная плата с печатным монтажом несколько другого типа. Между множеством 50 смежных одиночных плат с печатным монтажом (фиг. 1, позиция в DE № 4007558 А1), каждая из которых состоит из подложки (фиг. 1, позиция 4), изготовленной из стеклоткани, пропитанной термореак- 55 тивным синтетическим материалом и снабженной на обоих сторонах медными дорожками (фиг. 1, позиция 5), расположена, в каждом случае, так называемая промежуточная подложка (фиг. 1, позиция 1 8 а и 1-в). В этом случае промежуточная подложка (1) состоит из полиимидной пленки (1-а) толщиной 10 мкм, на обе стороны которой нанесен слой клея (1-в) толщиной 10 мкм или меньше. Температура плавления полиимидной пленки выше, чем температура, применяемая во время наслоения, тогда как слои клея имеют температуру плавления ниже, чем температура наслоения. Недостатком этой известной многослойной платы с печатным монтажом является то, что в пустотах между медными дорожками (фиг. 1) присутствует воздух, который может оказывать неблагоприятное действие на свойства. Другие недостатки платы, описанной в патенте DE № 4007558 А1, включают в себя высокую стоимость материалов описанных элементов и продолжительное время, необходимое для обработки. В патенте США № 4606787 описан способ изготовления многослойной печатной платы, который заключается в том, что сначала (фиг. 12) изготавливают пакет из множества простых печатных плат с расположенной между ними, в каждом случае, промежуточной подложкой из стекловолокна, пропитанного жидкой неотвержденной эпоксидной смолой. Затем пакет прессуют вместе под давлением и при повышенной температуре, при этом смола заполняет пустоты между проводящими дорожками (см. колонку 6, 11, 5 1 , 52) и отверждается. Прессование слоев вместе приводит к значительному уменьшению его толщины, затрудняя поддержание, с достаточной точностью, постоянной требуемой общей толщины готового слоистого материала требуемой толщины отдельных промежуточных подложек. Это оказывает неблагоприятный эффект на электрические свойства платы с печатным монтажом и, следовательно, отрицательный эффект на ее качество. Наиболее близким к заявляемому является способ изготовления многослойной платы с печатным монтажом, состоящий в соединении путем наслаивания под давлением по меньшей мере одной основной подложки с твердой сердцевиной и проводящими дорожками и пустотами между дорожками по меньшей мере на одной стороне и по меньшей мере одной промежуточной подложки с твердой сердцевиной, в котором соединение осуществляют с применением слоя адгезива между двумя указанными подложками (Патентная заявка JP-A-01283995, 15.11.89, кл. Н 05 К 3/46, прототип). Описываемая 26643 здесь многослойная плата базируется на наслаивании однонаправленно ориентированных (ОН) параллельных волокон, содержащих препрег, и поэтому имеет тот недостаток, что ориентация волокон может быть нарушена. Сохранение же ориентации является критическим для достижения преимуществ, связанных с ОН-армированием. В основу настоящего изобретения поставлена задача создать способ изготовления многослойной платы с печатным монтажом, в котором путем применения новых технологических приемов обеспечивается строгое сохранение ориентации армирующих однонаправленно ориентированных (ОН) волокон, что является критическим для достижения преимуществ, связанных с ОН-армированием. Поставленная задача решена тем, что предложен способ изготовления многослойной платы с печатным монтажом, состоящий в соединении путем наслаивания под давлением по меньшей мере одной основной подложки с твердой сердцевиной и проводящими дорожками и пустотами между дорожками по меньшей мере на одной стороне и- по меньшей мере одной .промежуточной подложки с твердой сердцевиной, в котором соединение осуществляют с применением слоя адгезива между двумя указанными подложками, в котором, согласно изобретению слой адгезива наносят на снабженную схемой основную подложку на стороне, обращенной к промежуточной подложке, причем слой адгезива является текучим, и осуществляют наслаивание под таким давлением, которое приводит промежуточную подложку в контакт с проводящими дорожками основной подложки и к заполнению адгезивом пустот между дорожками, причем основная подложка и промежуточная подложка содержат армированный волокнами термоотверждающийся матричный материал, причем армирование выполнено в виде перекрестно расположенных слоев однонаправленно ориентированных волокон. Такое решение полностью исключает какое-либо изменение ориентации армирующих волокон в основных и промежуточных подложках с твердой сердцевиной и, кроме того, обеспечивает получение многослойных плат с печатным монтажом заранее заданной толщины. Предпочтительно использовать промежуточную подложку без покрытия и размещать промежуточные подложки по обеим сторонам основной подложки. 5 10 15 20 25 30 35 40 10 Такое решение позволяет снизить до минимума количество наносимого адгезива и в то же время полностью заполнить им пустоты между токопроводящими дорожками во избежание возникновения нежелательных полостей, заполненных воздухом. Предпочтительно также использовать одну основную подложку, покрытую с двух сторон слоями адгезива и снабженную проводящими дорожками на обеих сторонах, и промежуточные подложки, имеющие на сторонах, обращенных в сторону от основной подложки, проводящие дорожки или поверхность, пригодную для создания проводящих дорожек. Такое решение позволяет получить одним этапом способа многослойную плату с печатным монтажом, имеющую три слоя изолирующего материала и четыре проводящих слоя или по меньшей мере заготовку для изготовления такой платы, на внешние поверхности которой остается только нанести токолроводящие дорожки. Целесообразно также размещать каждую промежуточную подложку между смежными основными подложками, на каждую сторону которых, обращенную к промежуточной подложке, наносят слой текучего адгезива и создают во время процесса наслаивания такое давление на полученную таким образом слоистую конструкцию, которое приводит промежуточную подложку или подложки в контакт с проводящими дорожками основных подложек и к заполнению пустот между этими дорожками на обеих сторонах промежуточной подложки или подложек адгезивным материалом. При таком решении одним этапом получают готовую многослойную плату с печатным монтажом, имеющую заданную толщину, в которой элементы конструк45 ции жестко связаны адгезивом, полностью заполняющим пустоты между токопроводящими дорожками. Предпочтительно размещать каждую из множества п промежуточных подло50 жек, где п = целое число больше 1, между смежными основными подложками, количество которых составляет п + 1, а затем наслаивают. Такое решение обеспечивает получе55 ние многослойной платы с печатным монтажом, имеющей 2п + 1 изолирующих слоев и 2(п + 1) проводящих слоя. Целесообразно осуществлять наслаивание при повышенном давлении и повышенной температуре. 11 26643 При таком решении повышается текучесть адгезива и облегчается приведение промежуточной подложки в контакт с токопроводящими дорожками основной платы при полном заполнении пустот между ними. Предпочтительно наносить слой текучего адгезива, толщина которого является величиной того же порядка, что и толщина проводящих дорожек и использовать промежуточные подложки, толщина каждой из которых является величиной того же порядка, что и толщина основных подложек. Такое решение сводить до минимума количество наносимого адгезива при полном заполнении полостей между токопроводящими дорожками и обеспечивает в готовой многослойной плате равные расстояния между проводящими слоями. Предпочтительно основные подложки снабжать проводящими переходными отверстиями, причем проводящие переходные отверстия создавать в подложках после каждой операции наслаивания. Такое решение облегчает совмещение отдельных слоев многослойной платы с печатным монтажом и облегчает в дальнейшем работу с ней. Целесообразно для нанесения слоя текучего адгезива на одну или обе стороны снабженной схемой основной подложки в качестве адгезива применять клей на ознове неотверждеиного или только частично отвержденного термоотверждающегося синтетического материала. При таком решении применение давления и повышенной температуры при изготовлении платы приводит первоначально к легкому растеканию клея, что облегчает приведение в контакт промежуточной подложки с токопроводящими дорожками и полное заполнение пустот между ними, а затем - к необратимому его отверждению, что жестко связывает воедино слоистую конструкцию и исключает возможность размягчения и течения клея в процессе эксплуатации платы при повышенных температурах. Предпочтительно использовать подложки, матрицу сердцевины которых выбирают из следующей группы термоотверждающихся синтетических материалов: цианатовыв смолы, ненасыщенные полиэфировые смолы, виниловые эфировые смолы, акрилатовые смолы, ВТ-эпоксидная смола, бисмалеимидная смола, полиимид; фенольные смолы, триазины, полиуретаны, бисцитраконовые смолы и комбинации этих смол. 5 10 15 20 25 30 35 40 45 50 55 12 Эти материалы по своим физико-механическим и электротехническим параметрам наиболее отвечают требованиям, предъявляемым современной промышленностью. В способе можно использовать подложки, матрица сердцевины которых содержит только термопластичный синтетический материал, или как термопластичный, так и термоотверждающийся синтетические материалы. Выбор материала определяется в зависимости от вида электрических схем, размещенных в плате, и условий эксплуатации, для которых она предназначена. Предпочтительно материал армирующих волокон выбирать из следующей группы материалов: стекло А, стекло AR, стекло С, стекло D, стекло Е, стекло R, стекло S1, стекло S2, кварцкремнезем, парафенилентерафталамид, полибензобисоксазол, полибензобистиазол и полибензоимидазол, полиэтилентерефталат и полифениленсулъфид. Применение волокон из этих материалов и регулирование их плотности в материале матрицы позволяет создать многослойную плату с печатным моктажом, в которой КТР изолирующего материала близок к КТР деталей электрических схем, размещенных на этой плате. Предпочтительно наносить слой адгезива, состоящий из термоотверждающегося синтетического материала. Применение такого адгезива исключает возможную деформацию многослойной платы с печатным монтажом или сдвиг ее отдельных слоев при ее дальнейшей эксплуатации при повышенных температурах. Заявляемый способ заключается в том, что для изготовления многослойной платы с печатным монтажом соединяют путем наслаивания по меньшей мере одну основную подложку с твердой сердцевиной и проводящими дорожками и пустотами между дорожками по меньшей мере на одной стороне и по меньшей мере одну промежуточную подложку с твердой сердцевиной с применением слоя адгезива между двумя указанными подложками. Особенность способа заключается в том, что слой адгезива наносят на снабженную схемой основную подложку на стороне, обращенной к промежуточной подложке, причем слой адгезива является текучим, и осуществляют наслаивание под таким давлением, которое приводит промежуточную подложку в контакт с проводя 13 26643 щими дорожками основной подложки и к заполнению адгезивом пустот между дорожками. При этом используют основную подложку и промежуточную подложку, содержащие армированный волокнами термоотверждающийся материал, причем армирование выполнено в виде перекрестно расположенных слоев однонаправленно армированных волокон. Обычно текучим адгезивом является клей, который либо является жидким, либо его могут сделать жидким (обычно посредством повышенной температуры). Промежуточная подложка или подложки могут также быть покрыты клеем, хотя предпочтение отдается применению промежуточных подложек без покрытия. Промежуточную подложку можно также снабдить проводящими дорожками или сделать ее пригодной для образования проводящих дорожек (например, снабдить медной фольгой или модифицировать для нанесения покрытия химическим путем) на одной стороне. Этот способ особенно подходит для изготовления так называвмого masslat. В этом способе применяют одну основную подложку, покрытую с обеих сторон клеем и снабженную проводящими дорожками на обеих сторонах, и две промежуточные подложки - по одной на каждой стороне основной подложки, причем промежуточные подложки на стороне, обращенной в сторону от основной подложки, образуют с проводящими дорожками или ее поверхность делают пригодной для образования проводящих дорожек. На плату печатной схемы слой текучего адгезива можно нанести несколькими способами, включая нанесение покрытия обратным валиком, распылением или другими способами нанесения покрытия, известными в данной области техники. Адгезив можно наносить из горячего расплава и также из раствора, после этого растворитель испаряется до операции наслоения. Можно также применять водорастворимый клей. Либо можно применять адгезив в форме твердого порошка и наносить его окунанием или в электрическом поле. Предпочтительно, до операции наслоения текучий адгезив доводят до твердого, нелипнущего состояния, например, посредством частичного отверждения или применения его при температуре ниже Тд (температура стеклования), конечно, при условии, что текучий адгезив может стать достаточно жидким для заполнения пустот между проводящими дорожками. 5 10 15 20 25 30 35 40 45 50 55 14 Действие адгезива можно активизировать путем подвері ания основных подложек и/или промежуточных подложек поверхностной обработке, например, посредством придания шероховатости или модифицирования поверхности с использованием пескоструйной обработки, обработки абразивной бумагой или пемзой, обработки коронным разрядом, пламенной обработки, химического травления и т.п. Для промежуточных и основных подложек применяют армированный матричный материал, который устраняет упомянутые недостатки и имеет достаточно низкий коэффициент теплового расширения и благоприятную плоскостность. Этот материал содержит два или больше слоев армирующих волокон или нитей, заделанных в отвержденном термореактивном синтетическом материале на основе, например, эпоксидной смолы. Армирование выполняют в виде слоев, состоящих из множества взаимно параллельных вытянутых волокон, не связанных в форме ткани, причем они проходят по существу прямолинейно, причем волокна прилегающих друг к другу слоев располагаются в перекрестных направлениях. Этот тип армированного матричного материала будет называться как однонаправленно (ОН) армированный материал для краткости. Согласно настоящему изобретению, предпочтительно, чтобы три упомянутых слоя волокон, нэ связанных в форме ткани, были расположены в материале матрицы в зеркальном положении относительно плоскости симметрии, и чтобы волокна прилегающих слоев пересекались под углом предпочтительно примерно 90°. Этот ОН-армированный материал, точнее слой с пересекающимся расположением армирующих ОН-волокон, который является подходящим для применения в многослойной подложке с печатным монтажом, уравновешен и является симметричным относительно средней плоскости. Пример такого материала, используемого в подложке, описан в упомянутом патенте США № 4943334. Благодаря способу наслоения в соответствии с изобретением, позволившему использовать текучий адгезив, который, по существу, не присутствует между проводящими дорожками основной подложки и твердой матрицей смежной промежуточной подложки, преимущества однонаправленно ориентированного материала можно использовать в многослойной плате с печатным монтажом. 15 26643 Эти преимущества включают в себя в частности благоприятную размерную стабильность. Также, применяемые подложки имеют относительно низкие коэффициенты теплового расширения (КТР) в нэправлениях X и Y, предпочтительно приблизительно рапные коэффициенту теплового расширения применяемого электропроводящего материала (обычно медь). Кроме того, можно изготовить подложки, имеющие коэффициенты расширения в направлениях X и Y, примерно равные коэффициентам расширения электронных элементов, применяемых вместе с многослойной платой с печатным монтажом, особенно кремниевых кристаллов. Следует отметить, что эти элементы можно наносить на многослойную плату ("кристалл на плате") или их можно погрузить в подложку, например, в виде промежуточной подложки в соответствии с настоящим изобретением ("кристалл в плате"). Что касается последнего варианта выполнения изобретения, то подложку, покрытую адгезивом, следует снабдить открытыми полостями для погружения кристаллов. Конечно, кристаллы также можно зводить в полости, образованные в основной подложке. Эффективный способ изготовления конструкции "кристалл в плате" вклюмает в себя размещение одного или нескольких кристаллов на основной подложке (и электрическое его соединение со схемой на'основной подложке) и затем нзелзивание на основную подложку, содержащую кристалл, покрытую клеем промежуточную подложку, снабженную соответствующими полостям, чтобы охватить кристалл или кристаллы, прикрепленные к основной подложке. 5 10 15 20 25 30 35 40 16 подложки с нанесенной схемой имеет величину того же порядка, что и проводящие дорожки, которые обычно имеют толщину 2-70 мкм. Предпочтительно способ, в соответствии с изобретением, отличается тем, что в качестве слоя т екучего адгезива, наносимого на одну или обе стороны слоя твердой сердцевины на основной подложке, с нанесенной схемой, используют клей на основе еще неотвержденного или только частично отвержденного термореактивного синтетического материала, например, эпоксидная смола, которая отверждается после заполнения пустот между проводящими дорожками. Сердцевину проводящей подложки и основной подложки можно образовать из множества однонаправленно ориентированных препрегов, уложенных в стопу таким образом, чтобы их армирующие волокна пересекались, причем также можно применять другой способ приготовления. В частности, основную и промежуточную подложки можно изготовить непрерывным способом, при котором слоистый мате-, риал, состоящий из требуемого количества слоев вытянутых армирующих волокон, не связанных в форме ткани, укладывают на конвейерную ленту так, чтобы волокна соседних слоев пересекали друг друга. На материал, образованный из слоев аолокон, наносят жидкую терм о реактивную смолу, после этого слоистый материал с нанесенной смолой пропускают через дублировочный пресс, в котором, под действием тепла и давления, слои волокон пропитываются смолой, и смола отверждается. Когда материал выходит из дублирозочного пресса, на этот полностью или частично отвержденный материал можно нанести, на одну или обе его стороны, относительно тонкий упомянутый слой нелипкого адгезива, после чего промежуточная подложка будет готова. Многослойную плату с печатным монтажом, в соответствии с изобретением, можно легко получить, если каждую из п1 промежуточных подложек (п > 2) разместить, в каждом случае, между п коли- 45 В соответствии с другим возможным чеством смежных основных подложек и способом, сердцевину для основной и прозатем наслаивать их при повышенном давмежуточной подложек изготавливают из лении (и возможно при повышенной темнескольких однонаправленных слоистых пературе), при вакууме или в комбинации материалов, которые предпочтительно пепри том и другом. 50 ресекают друг друга под углом 90°, они полностью или необратимо отверждаютПредпочтительный вариант способа в ся, и их связывают вместе при помощи соответствии с изобретением отличается сгоя адгезива. Слоистые материалы на тем, что толщина каждой промежуточной основе однонаправленно ориентированных подложки составляет 0,025-0,6 мм, хотя, предпочтительно, толщина каждой проме- 55 материалов, связанных вместе слоем адгезива, можно изготовить в статических, жуточгіой подложки является величиной томногократно открывающихся прессах, а го же порядка, что и толщина основной также в автоклавах, дублировочных пресподложки. Толщина каждого, пластически сах и в так называемых вакуумных камедеформируемого (текучего) слоя адгезива рах. на одной или обеих сторонах основной УКРАЇНА (19) UA(1, 2ЬЬАЪ I ,з> С ( Н 05 К 3/46 ДЕРЖАВНЕ ПАТЕНТНЕ ЄЩОМСТ8О ДО ПАТЕНТУ НА ВИНАХІД (54) СПОСІБ ВИГОТОВЛЕННЯ БАГАТОШАРОВОЇ ПЛАТИ З ПЕЧАТНИМ МОНТАЖЕМ (21) 95028135 (22) 03.08.93 (24) 11.10.99 (31) 92202492.2 (32) 13.08.92 (33) 'ЕР (85) 10.02.95 (86) /ЕР 93/02069 (03.08.93) • (46) 11.10.99. Бюл. № 6 (56) Патентная заявка Японии № 01283996, кл. Н 05 К 3/46, 1989. (72) Мідделман Ерік* (NL), Зуурінг Пітер (ML) (73) АМП-АКЦО ЛІНЛЕМ ВОФ (NL) (57) 1. Способ изготовления многослойной платы с печатным монтажом, состоящий в соединении путем наслаивания под давлением по меньшей мере одной основной подложки с твердой сердцевиной и проводящими дорожками и пустотами между дорожками по меньшей мере на одной стороне и по меньшей мере одной промежуточной подложки с твердой сердцевиной, в котором соединение осуществляют с применением слоя адгозива между двумя указанными подложками, о т л и ч а ю щ и й с я тем, что слой адгеэива наносят на снабженную схемой основную подложку на стороне, обращенной к промежуточной подложке, причем слой адгезива является текучим, и осуществляют наслаивание под таким давлением, которое приводит промежуточную подложку в контакт с проводящими дорожками основной подложки и к заполнению адгезивом пустот между дорожками, причем основная подложка и промежуточная подложка содержат армированный волокнами термостверждающийся матричный материал, причем армирование выполнено в виде перекрестно расположенных слоев однонаправленно ориентированных волокон. 2. Способ по п. 1, о т л и ч а ющ и й с я тем, что используют промежуточную подложку без покрытия. 3. Способ по п. 1 или 2, о т л и ч аю щ и й с я тем, что размещают промежуточные подложки по обеим сторонам основной подложки. 4. Способ по п. 3, о т л и ч a torn, и й с я тем, что используют основную подложку, покрытую с двух сторон слоями адгезива и снабженную проводящими дорожками на обеих сторонах, и промежуточные подложки, имеющие на сторонах, обращенных в сторону от основной подложки, проводящие дорожки или поверхность, пригодную для создания проводящих дорожек. 5. Способ по п. 1, о т л и ч а ю щ и й с я тем, что размещают каждую промежуточную подложку между смежными основными подложками, на каждую сторону которых, обращенную к промежуточной подложке, наносят слой текучего адгезива и создают во время процесса наслаивания такое давление на полученную таким образом слоистую конструкцию, которое приводит промежуточную подложку или подложки в контакт с проводящими дорожками основных подложек и к заполнению пустот между этими дорожками на обеих сторонах промежуточной подложки или подложек адгезивным материалом. 6. Способ по п. 5, о т л и ч а ющ и й с я тем, что размещают каждую из множества п промежуточных подложек, где п = цепое число больше 1, между смежными основными подложками, количество которых составляет п + 1, а затем наслаивают. С О 26643 7. Способ по п. 5 или 6, о т л и ч аю щ и й с я тем, что осуществляют наслаивание при повышенном давлении и повышенной температуре. 8. Способ по п. 1, о т л и ч а ющ и й с я тем, что наносят слой текучего адгезива, толщина которого является величиной того же порядка, что и толщина проводящих дорожек. 9. Способ по п. 1, о т л и ч а ю щ и й с я тем, что используют промежуточные подложки, толщина каждой из которых является величиной того же порядка, что и толщина основных подложек. 10. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и й с я тем, что основные подложки снабжают проводящими лереходуыми отверстиями. 11. Способ по п. 10, о т л и ч а гащ и й с я тем, что проводящие переходные отверстия создают в подложках после каждой операции наслаивания. 12. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и й с я тем, что для нанесения слоя текучего адгезива на одну или обе стороны снабженной схемой основной подложки в качестве адгезива применяют клей на основе неотвержденного или только частично отвержденного термоотверждающегося синтетического материала. 13. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и йся тем, что используют подложки, матрицу сердцевины которых выбирают из следующей группы термоотверждающихся синтетических материалов: цианатовые смолы, ненасыщенные полиэфировые смолы, виниловые эфировые смолы, акрилатовые смолы, ВТ-эпоксидная смола, бисмалеимидная смола, полиимид, фенольные смолы, триазины, полиуретаны, бисцитраконовые смолы и комбинации этих смол. 14. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и йся тем, что используют подложки, матрица сердцевины которых содержит термопластичный синтетический материал. 15. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и йся тем, что используют подложки, матрица сердцевины которых содержит как термопластичный, так и термоотверждающийся синтетический материал. 16. Способ по п. 1, о т л и ч а гощ и й с я тем, что материал армирующих волокон выбирают из следующей группы материалов: стекло А, стекло AR, стекло С, стекло D, стекло Е, стекло R, стекло S1, стекло S2, кварцкремнезем, парафенилентерафталамид, полибензобисоксазол, полибензобистиазол и полибензоимидазол, полиэтилентерефтзлат и полифенилеисульфид. Изобретение относится к способу изготовления многослойной платы с печатным монтажом. Такая плата с печатным монтажом содержит, по меньшей мере, три проводящих слоя, из которых обычно, по 5 меньшей мере, два слоя представляют собой слои меди на внешних поверхностях и, по меньшей мере, одну внутреннюю схему. Способ, к которому относится настоящее изобретение, заключается в том, что сое- 10 диняют путем нзслоения, по меньшей мере, одну твердую основную подложку, снабженную проводящими дорожками, расположенными на, по меньшей мере одной стороне и, по меньшей мере, одну промежуточную подложку, причем операция сое- 15 динения включает в себя нанесение слоя клея между двумя подложками. Способ указанного типа раскрыт в Бюллетене Технических Решений, IBM, том 32, № 5В, стр. 355-556. В этом известном способе применяют, по меньшей мере, одну промежуточную подложку, которая содержит твердый слой сердцевины, снабженный слоем клея, по меньшей мере, на стороне, обращенной к проводящим дорожкам основной подложки. Этот способ предназначен для существенного уменьшения размерной нестабильности, которая обычно имеет место в процессах послойного формования композиционных материалов. Хотя этот способ можно приэнать как значительное усовершенствование в области изготовления многослойных плат, однако он не ставит своей целью решить еще более важную проблему» 17. Способ по п. 1, о т л и ч а гощ и й с я тем, что наносят слой адгезива, состоящий из термоотверждающегося синтетического материала. 26643 связанную с изготовлением многослойных плат, а именно получение материала, имеющего достаточно низкий коэффициент теплового расширения (ТСЕ), который удовлетворял бы ТСЕ электронных элементов (микросхем), применяемых вместе с многослойной платой. Специалисту в данной области техники очевидно, что при применении тканой стеклоткани в качестве армирующего материала полученные коэффициенты теплового расширения являются относительно высокими. Следовательно, известные подложки и полученные многослойного платы требуют улучшенной размерной стабильности. Подобные замечания относятся к патенту США № 3756891, который раскрывает способ изготовления многослойных плат с печатным монтажом, заключающийся в укладке в стопу монтажных плат с покрытыми клеем листами. Выбирают такой клей, который не будет затекать на участки межсоединений со сквозными отверстиями на платах. Другим подходом к изготовлению многослойных плат с печатным монтажом является способ последовательного наслоения, раскрытый в обзоре RCA, (19Є8), стр. 582-539, особенно на стр. 596-597. Хотя на основную подложку, имеющую с обеих сторон печатные схемы, наносят слой диэлектрика, покрытый клеем, слой, покрытый клеем, является не промежуточной подложкой между основными подложками в соответствии с изобретением, а служит подложкой для следующей печатной схемы. В этой публикации не раскрыт тип применяемой подложки, а только указано, что способ может решить проблему изготовления многослойных плат, имеющих достаточно низкие коэффициенты теплового расширения. Платы с печатным монтажом, дающие преимущества в о-ношении коэффициентов теплового расширения, описаны в патенте США № 4943334. Описанный способ изготовления заключается в намотке армирующих нитей вокруг квадратной плоской оправки для образования множества слоев нитей, пересекающихся под углом 90°, образовании множества слоев с отверждаемым материалом матрицы и отперждении матрицы для образования материала основы для платы с печатным монтажом. Для изготовления платы с печатным монтажом в этом патенте предложен способ, заключающийся в обеспечении сборки платы с печатным монтажом в полости, вводе отверждаемого материала матрицы в полость и отверждении мат 5 10 15 20 25 30 35 40 45 50 55 рицы для получения многослойной платы с печатным монтажом. Требуемое усиление матрицы достигается за счет присутствия волокон вокруг платы с печатным монтажом, которые во время процесса оказываются погруженными в отвержденную матрицу. Этот способ не обеспечивает соответствующих приемлемых результатов, в частности из-за отсутствия допуска на толщину. В Справочнике по печатным схемам, C.J. Coombs, опубликованном Мак ГроуХилл, главы 31 и 32, а точнее а 33 и 34 описано изготовление многослойной платы с печатным монтажом, т.е. так называемой многослойной платы, способом, которым включают в себя следующие стадии: изготавливают слоистый материал, покрытый с обеих сторон медной фольгой, HJ препрега стеклоткань-эпоксидная смола; вытравляют требуемый рисунок в меди; соединяют слои с вытравленным рисунком путем прессования их вместе с промежуточными слоями препрега стеклоткань-эпоксидная смола. Этот способ имеет ряд недостатков, например, высокая стоимость материалов из-за использования стеклоткани и высокое тепловое расширение из-за низкого содержания волокна в слоистых материалах, усиленных волокном. Другим большим недостатком этого способа является то, что совершенно отсутствуют допуски на толщину. Толщина многослойной платы, изготовленной этим способом, зависит от создаваемого удельного давления формования, температуры формования, скорости прогрева, "старения" применяемого препрега и некоторых других факторов, которые трудно контролировать, Существует несколько вариантов этого последнего способа, как раскрыто, например, в патенте ЕР № 0231737 А2. В этом известном способе многослойную плату с печатным монтажом изготавливают в непрерывном процессе В варианте выполнения, показанном на фиг. 2 в этом патенте, применяют простую плату с печатным монтажом (PWB), содержащую основу из двух слоев стеклоткани в отвержденной матрице из термореактивного синтетического материала, причем основа снабжена, на ее обеих сторонах, слоем медных дорожек, образованных субтрактивным методом из медном фольги, первоначально нанесенной на основу. На эту начальную плату с печатным монтажом 26643 наносят с обеих сторон два слоя стеклоткани, слой жидкого тер мо реактив ного материала, например, эпоксидной смолы и медную фольгу. После предварительного нагрева сборку соединяют в дублировочном прессе под действием тепла и давления. Таким образом, после охлаждения, когда заготовка сходит с дублировочного пресса, получают слоистый материал, который после образования медных дорожек в наружных слоях образует многослойную плату с печатным монтажом. Итак, эта многослойная плата с печатным монтажом представляет собой слоистый материал, состоящий из трех подложек, изготовленных из стеклоткани, усиленной отвержденной эпоксидной смолой, и четырех слоев с медными дорожками. Хотя достаточно приемлемые результаты могут быть достигнуты при применении многослойной платы с печатным монтажом, изготовленной в соответствии с этим известным способом, однако все же она имеет определенные недостатки. Особенным недостатком является то, что слои жидкой, а не отвержденной термореактивной смолы должны сильно прессоваться вместе в дублировочном прессе, в результате толщина слоистого материала значительно меньше на выходе пресса, чем на его входе. Установлено, что в результате такого большого изменения в толщине трудно поддерживать с достаточной точностью постоянную толщину готового слоистого материала и готовой многослойнойгплаты с печатным монтажом, которая'требуется в конечном изделии. Отклонений в толщине многослойной платы с печатным монтажом имеют неблагоприятныйэффект на ее электрические свойства, таким образом оказывая отрицательное влияние на качество такой платы с печатным монтажом. Другим недостатком известной многослойной платы с печатным монтажом является то, что усиление подложек тканями является сравнительно дорогостоящей операцией. 5 10 15 20 25 30 35 40 45 В ОЕ № 4007558 А1 описана многослойная плата с печатным монтажом несколько другого типа. Между множеством 50 смежных одиночных плат с печатным монтажом (фиг. 1, позиция в DE № 4007558 А1), каждая из которых состоит из подложки (фиг. 1, позиция 4), изготовленной из стеклоткани, пропитанной термореак- 55 тивным синтетическим материалом и снабженной на обоих сторонах медными дорожками (фиг. 1, позиция 5), расположена, в каждом случае, так называемая промежуточная подложка (фиг. 1, позиция 1 8 а и 1-в). В этом случае промежуточная подложка (1) состоит из полиимидной пленки (1-а) толщиной 10 мкм, на обе стороны которой нанесен слой клея (1-в) толщиной 10 мкм или меньше. Температура плавления полиимидной пленки выше, чем температура, применяемая во время наслоения, тогда как слои клея имеют температуру плавления ниже, чем температура наслоения. Недостатком этой известной многослойной платы с печатным монтажом является то, что в пустотах между медными дорожками (фиг. 1) присутствует воздух, который может оказывать неблагоприятное действие на свойства. Другие недостатки платы, описанной в патенте DE № 4007558 А1, включают в себя высокую стоимость материалов описанных элементов и продолжительное время, необходимое для обработки. В патенте США № 4606787 описан способ изготовления многослойной печатной платы, который заключается в том, что сначала (фиг. 12) изготавливают пакет из множества простых печатных плат с оасположениой между ними, в каждом случае, промежуточной подложкой из стекловолокна, пропитанного жидкой неотвержденной эпоксидной смолой. Затем пакет прессуют вместе под давлением и при повышенной температуре, при этом смола заполняет пустоты между проводящими дорожками (см. колонку 6, 11, 51, 52) и отверждается. Прессованна слоев вместе приводит к значительному уменьшению его толщины, затрудняя поддержание, с достаточной точностью, постоянной требуемой общей толщины готового слоистого материала требуемой толщины отдельных промежуточных подложек. Это оказывает неблагоприятный эффект на электрические свойства платы с печатным монтажом и, следовательно, отрицательный эффект на ее качество. Наиболее близким к заявляемому является способ изготовления многослойной платы с печатным монтажом, состоящий в соединении путем наслаивания под давлением по меньшей мере одной основной подложки с твердой сердцевиной и проводящими дорожками и пустотами между дорожками по меньшей мере на одной стороне и по меньшей мере одной промежуточной подложки с твердой сердцевиной, в котором соединение осуществляют с применением слоя адгезива между двумя указанными подложками (Патентная заявка JP-A-01283996, 15.11.89, кл. Н 05 К 3/46, прототип). Описываемая 26643 здесь многослойная плата базируется на наслаивании однонаправленно ориентированных (ОН) параллельных волокон, содержащих препрег, и поэтому имеет тот недостаток, что ориентация волокон может быть нарушена. Сохранение же ориентации является критическим для достижения преимуществ, связанных с ОН-армированием. В основу настоящего изобретения поставлена задача создать способ изготовления многослойной платы с печатным монтажом, в котором путем применения новых технологических приемов обеспечивается строгое сохранение ориентации армирующих однонаправленно ориентированных (ОН) волокон, что является критическим для достижения преимуществ, связанных с ОН-армированием. Поставленная задача решена тем, что предложен способ изготовления многослойной платы с печатным монтажом, состоящий в соединении путем наслаивания под давлением по меньшей мере одной основной подпожки с твердой сердцевиной и проводящими дорожками и пустотами между дорожками по меньшей мере на одной стороне и- по меньшей мере одной .промежуточной подложки с твердой сердцевиной, в котором соединение осуществляют с применением слоя адгезива между двумя указанными подложками, в котором, согласно изобретению слой адгезива наносят на снабженную схемой основную подложку на стороне, обращенной к промежуточной подложке, причем слой адгезива является текучим, и осуществляют наслаивание под таким давлением, которое приводит промежуточную подложку в контакт с проводящими дорожками основной подложки и к заполнению адгезивом пустот между дорожками, причем основная подложка и промежуточная подложка содержат армированный волокнами термоотверждающийся матричный материал, причем армирование выполнено в виде перекрестно расположенных слоев однонаправленно ориентированных волокон. Такое решение полностью исключает какое-либо изменение ориентации армирующих волокон в основных и промежуточных подложках с твердой сердцевиной и, кроме того, обеспечивает получение многослойных плат с печатным монтажом заранее заданной толщины. Предпочтительно использовать промежуточную подложку без покрытия и размещать промежуточные подложки по обеим сторонам основной подложки. 5 10 15 20 25 30 35 40 10 Такое решение позволяет снизить до минимума количество наносимого адгезива и в то же время полностью заполнить им пустоты между токопроводящими дорожками во избежание возникновения нежелательных полостей, заполненных воздухом. Предпочтительно также использовать одну основную подложку, покрытую с двух сторон слоями адгезива и снабженную проводящими дорожками на обеих сторонах, и промежуточные подложки, имеющие на сторонах, обращенных в сторону от основной подложки, проводящие дорожки или поверхность, пригодную для создания проводящих дорожек. Такое решение позволяет получить одним этапом способа многослойную плату с печатным монтажом, имеющую три слоя изолирующего материала и четыре проводящих слоя или по меньшей мере заготовку для изготовления такой платы, на внешние поверхности которой остается только нанести то копро водящие дорожки. Целесообразно также размещать каждую промежуточную подложку между смежными основными подложками, на каждую сторону которых, обращенную к промежуточной подложке, наносят слой текучего адгезива и создают во время процесса наслаивания такое давление на полученную таким образом слоистую конструкцию, которое приводит промежуточную подложку или подложки в контакт с проводящими дорожками основных подложек и к заполнению пустот между этими дорожками на обеих сторонах промежуточной подложки или подложек адгезивным материалом. При таком решении одним этапом получают готовую многослойную плату с печатным монтажом, имеющую заданную толщину, в которой элементы конструк45 ции жестко связаны адгезивом, полностью заполняющим пустоты между токопроводящими дорожками. Предпочтительно размещать каждую из множества п промежуточных подло50 жек, где п = целое число больше 1, между смежными основными подложками, количество которых составляет п + 1, а затем наслаивают. Такое решение обеспечивает получе55 ние многослойной платы с печатным монтажом, имеющей 2п + 1 изолирующих слоев и 2(п + 1) проводящих слоя. Целесообразно осуществлять наслаивание при повышенном давлении и повышенной температуре. 11 26643 При таком решении повышается текучесть адгезива и облегчается приведение промежуточной подложки в контакт с токопро водящим и дорожками основной платы при полном заполнении пустот между ними. Предпочтительно наносить слой текучего адгезива, толщина которого является величиной того же порядка, что и толщина проводящих дорожек и использовать промежуточные подложки, толщина каждой из которых является величиной того же порядка, что и толщина основных подложек. Такое решение сводить до минимума количество наносимого адгезива при полном заполнении полостей между токопроводящими дорожками и обеспечивает в готовой многослойной плате равные расстояния между проводящими слоями. Предпочтительно основные подложки снабжать проводящими переходными отверстиями, причем проводящие переходные отверстия создавать в подложках после каждой операции наслаивания. Такое решение облегчает совмещение отдельных слоев многослойной платы с печатным монтажом и облегчает в дальнейшем работу с ней. Целесообразно для нанесения слоя текучего адгезива на одну или обе стороны снабженной схемой основной подложки в качестве адгезива применять клей на основе неотвержденного или только частично отвержденного термоотверждающегося синтетического материала. П*ри таком решении применение давления и повышенной температуры при изготовлении платы приводит первоначально к легкому растеканию клея, что облегчает приведение в контакт промежуточной подложки с токопроводящими дорожками и полное заполнение пустот между ними, а затем - к необратимому его отверждению, что жестко связывает воедино слоистую конструкцию и исключает возможность размягчения и течения клея в процессе эксплуатации платы при повышенных температурах. Предпочтительно использовать подложки, матрицу сердцевины которых выбирают из следующей группы термоотверждающихся синтетических материалов: цианатовые смолы, ненасыщенные полиэфировые смолы, виниловые эфировые смолы, акрилатовые смолы, ВТ-эпоксидная смола, бисмалеимидная смола, полиимид, фенольные смолы, триазины, полиуретаны, бисцитраконовые смолы и комбинации этих смол. 5 10 15 20 25 30 35 40 45 50 55 12 Эти материалы по своим физико-механическим и электротехническим параметрам наиболее отвечают требованиям, предъявляемым современной промышленностью. В способе можно использовать подложки, матрица сердцевины которых содержит только термопластичный синтетический материал, или как термопластичный, так и термоотверждающийся синтетические материалы. Выбор материала определяется в зависимости от вида электрических схем, размещенных в плате, и условий эксплуатации, для которых она предназначена. Предпочтительно материал армирующих волокон выбирать из следующей группы материалов: стекло А, стекло AR, стекло С, стекло D, стекло Е, стекло R, стекло 31, стекло S2, кварцкремнезем, парафенилентерафталамид, полибензобисоксазол, полибензобистиазол и полибензоимидазол, полиэтилентерефталат и полифениленсульфид. Применение волокон из этих материалов и регулирование их плотности в материале матрицы позволяет создать многослойную плату с печатным монтажом, в которой КТР изолирующего материала близок к КТР деталей электрических схем, размещенных на этой плате. Предпочтительно наносить слой адгезива, состоящий из термоотверждающегося синтетического материала. Применение такого адгезива исключает возможную деформацию многослойной платы с печатным монтажом или сдвиг ее отдельных слоев при ее дальнейшей эксплуатации при повышенных температурах. Заявляемый способ заключается в том, что для изготовления многослойной платы с печатным монтажом соединяют путем наслаивания по меньшей мере одну основную подложку с твердой сердцевиной и проводящими дорожками и пустотами между дорожками по меньшей мере на одной стороне и по меньшей мере одну промежуточную подложку с твердой сердцевиной с применением слоя адгезива между двумя указанными подложками. Особенность способа заключается в том, что слой адгезива наносят на снабженную схемой основную подложку на стороне, обращенной к промежуточной подложке, причем слой адгезива является текучим, и осуществляют наслаивание под таким давлением, которое приводит промежуточную подложку в контакт с проводя 13 26643 Действие адгезива можно активизировать путем подвері ания основных подложек и/или промежуточных подложек поверхностной обработке, например, посредством придания шероховатости или модифицирования поверхности с использованием пескоструйной обработки, обработки абразивной бумагой или пемзой, обработки коронным разрядом, пламенной обработки, химического травления и т.п. Для промежуточных и основных подложек применяют армированный матричный материал, который устраняет упомянутые недостатки и имеет достаточно низкий коэффициент теплового расширения и благоприятную плоскостность. Этот материал содержит два или больше слоев армирующих волокон или нитей, заделанных в отвержденном термореактивном синтетическом материале на основе, например, эпоксидной смолы. Армирование выполняют в виде слоев, состоящих из множества взаимно параллельных вытянутых волокон, не связанных в форме ткани, причем они проходят по существу прямолинейно, причем волокна прилегающих друг к другу слоев располагаются в перекрестных направлениях. Этот тип армированного матричного материала будет называться как однонаправленно (ОН) армированный материал для краткости. Согласно настоящему изобретению, предпочтительно, чтобы три упомянутых слоя волокон, нэ связанных в форме ткани, были расположены в материале матрицы в зеркальном положении относительно плоскости симметрии, и чтобы волокна прилегающих слоев пересе40 кались под углом предпочтительно примерно 90°. Этот ОН-армированный материал, точнее слой с пересекающимся расположением армирующих ОН-волокон, который является подходящим для примене45 ния в многослойной подложке с печатным монтажом, уравновешен и является симметричным относительно средней плоскости. Пример такого материала, используемого в подложке, описан в упомянутом 50 патенте США № 4943334. Благодаря способу наслоения в соответствии с изобретением, позволившему использовать текучий адгезив, который, по существу, не присутствует между проводящими дорож55 ками основной подложки и твердой мат- рицей смежной промежуточной подложки, преимущества однонаправленно ориентированного материала можно использовать в многослойной плате с печатным монтажом. щими дорожками основной подложки и к заполнению адгезивом пустот между дорожками. При этом используют основную подложку и промежуточную подложку, содержащие армированный волокнами тер- 5 моотверждающийся материал, причем армирование выполнено в виде перекрестно расположенных слоев однонаправленно армированных волокон. Обычно текучим адгезивом является 10 клей, который либо является жидким, либо его могут сделать жидким (обычно посредством повышенной температуры). Промежуточная подложка или подложки могут также быть покрыты клеем, хотя пред- 15 почтение отдается применению промежуточных подложек без покрытия. Промежуточную подложку можно также снабдить проводящими дорожками или сделать ее пригодной для образования 20 проводящих дорожек (например, снабдить медной фольгой \finvi модифицировать для нанесения покрытия химическим путем) на одной стороне. Этот способ особенно подходит для изготовления так называе- 25 мого masslat. 8 этом способе применяют одну основную подложку, покрытую с обеих сторон клеем и снабженную проводящими дорожками на обеих сторонах, и две промежуточные подложки - по одной 30 на каждой стороне основной подложки, причем промежуточные подложки на стороне, обращенной в сторону от основной подложки, образуют с проводящими дорожками или ее поверхность делают при- 35 годной для образования проводящих дорожек. На плату печатной схемы слой текучего адгезива можно нанести несколькими способами, включая нанесение покрытия обратным валиком, распылением или другими способами нанесения покрытия, известными в данной области техники. Адгезив можно наносить из горячего расплава и также из раствора, после этого растворитель испаряется до операции наслоения. Можно также применять водорастворимый клей. Либо можно применять адгезив в форме твердого порошка и наносить его окунанием или в электрическом поле. Предпочтительно, до операции наслоения текучий адгезив доводят до твердого, нелипнущего сестояния, например, посредством частичного отверждения или применения его при температуре ниже Тд (температура стеклования), конечно, при условии, что текучий адгезив может стать достаточно жидким для заполнения пустот между проводящими дорожками. 14 15 26643 Эти преимущества включают в себя в частности благоприятную размерную стабильность. Также, применяемые подложки имеют относительно низкие коэффициенты теплового расширения (КТР) в направлениях X и Y, предпочтительно приблизительно рапные коэффициенту теплового расширения применяемого электропроводящего материала (обычно медь). Кроме того, можно изготовить подложки, имеющие коэффициенты расширения в направлениях X и Y, примерно равные коэффициентам расширения электронных элементов, применяемых вместе с многослойной платой с печатным монтажом, особенно кремниевых кристаллов. Следует отметить, что эти элементы можно наносить на многослойную плату ("кристалл на плате") или их можно погрузить в подложку, например, в виде промежуточной подложки в соответствии с настоящим изобре т ен^ем ("кристалл в плате"). Что касается последнего варианта выполнения изобретения, то подложку, покрытую адгезивом, следует снабдить открытыми полостями для погружения кристаллов. Конечно, кристаллы также можно зводить в полости, образованные в основной подложке. Эффективный способ изготовления конструкции "кристалл в плате" включает в себя размещение одного или нескольких кристаллов на основной подложке (и электрическое его соединение со схемой на'основной подложке) и затем наслаивание на основную подложку, содержащую кристалл, покрытую клеем промежуточную подложку, снабженную соответствующими полостям, чтобы охватить кристалл или кристаллы, прикрепленные к основной подложке. 5 10 15 20 25 30 35 40 Многослойную плату с печатным монтажом, в соответствии с изобретением, можно легко получить, если каждую из п1 промежуточных подложек (п > 2) разместить, в каждом случае, между п коли- 45 чеством смежных основных подложек и затем наслаивать их при повышенном давлении (и возможно при повышенной температуре), при вакууме или в комбинации при том и другом. 50 Предпочтительный вариант способа в соответствии с изобретением отличается тем, что толщина каждой промежуточной подложки составляет 0,025-0,6 мм, хотя, предпочтительно, толщина каждой проме- 55 жуточной подложки является величиной того же порядка, что и толщина основной подложки. Толщина каждого, пластически деформируемого (текучего) слоя адгезива на одной или обеих сторонах основной 16 подложки с нанесенной схемой имеет величину того же порядка, что и проводящие дорожки, которые обычно имеют толщину 2-70 мкм. Предпочтительно способ, в соответствии с изобретением, отличается тем, что в качестве слоя ^екучего адгезива, наносимого на одну или обе стороны слоя твердой сердцевины на основной подложке, с нанесенной схемой, используют клей на основе еще неотвержденного или только частично отвержденного термореактивного синтетического материала, например, эпоксидная смола, которая отверждается после заполнения пустот между проводящими дорожками. Сердцевину проводящей подложки и основной подложки можно образовать из множества однонаправленно ориентированных препрегов, уложенных в стопу таким образом, чтобы их армирующие волокна пересекались, причем также можно применять другой способ приготовления. В частности, основную и промежуточную подложки можно изготовить непрерывным способом, при котором слоистый материал, состоящий из требуемого количества слоев вытянутых армирующих волокон, не связанных в форме ткани, укладывают на конвейерную ленту так, чтобы волокна соседних слоев пересекали друг друга. На материал, образованный из слоев золокон, наносят жидкую терм о реактивную смолу, после этого слоистый материап с нанесенной смолой пропускают через дублировочный пресс, в котором, под действием тепла и давления, слои волокон пропитываются смолой, и смола отверждается. Когда материал выходит из дублировочного пресса, на этот полностью или частично отвержденный материал можно нанести, на одну или обе его стороны, относительно тонкий упомянутый слой нелипкого адгезива, после чего промежуточная подложка будет готова. В соответствии с другим возможным способом, сердцевину для основной и промежуточной подложек изготавливают из нескольких однонаправленных слоистых материалов, которые предпочтительно пересекают друг друга под углом 90", они полностью или необратимо отверждаются, и их связывают вместе при помощи слоя адгезива. Слоистые материалы на основе однонаправленно ориентированных материалов, связанных вместе слоем адгезива, можно изготовить в статических, многократно открывающихся прессах, а также в автоклавах, дублировочных прессах и а так называемых вакуумных камерах. 17 26643 В смолу матрицы можно добавлять известным способом также такие наполнители как, например, мелкий порошок кварца и порошкообразное стекло, например порошок боросиликатного стекла. Хотя для матрицы основной подложки предпочтительно применять смолу на основе эпоксидной смолы, однако, в принципе, можно также применять другие смолы, например цианатовые, ненасыщенные полиэфировые, винилэфировые, акрилатовые смолы, ВТ-эпоксидные, бисмалеимидные (ВМ1) смолы, полиимид (Р1), фенольные смолы, триазины, полиуретаны, бисцитраконовую смолу (ВС1). Либо можно применять комбинации упомянутых смол и также можно смешивать упомянутые смолы с определенными соответствующими термореактиаными смолами, например РРО (полифениленоксид) PES, PSU и РЕ1. Для описанного слоя адгезива могут быть пригодны различные полимеры, особенно, термореактивные смолы, например эпоксидная смола (ЕР), полиуретан (PU), виниловый эфир (VE), полиимид (Р1), бисмалеимид (ВМ1), бисцитраконовая смола (ВС1), цианатовые эфиры, триазины, акрилаты и их смеси. До нанесения адгезива в него можно вводить различные добавки, например катализаторы, ингибиторы, загустители, усилители адгезии, подобные всем типам силановых связующих веществ, и особенно наполнители. Эти наполнители предпочтительно выбирают из следующей группы материалов: кварцевый, стеклянный, керамический порошки, например порошок глинозема. Предпочтительно, чтобы применяемые наполнители имели низкий коэффициент теплового расширения и низкую диэлектрическую постоянную. Благоприятные результаты могут быть получены при применении полых сфер в качестве наполнителя, которые могут быть из полимерного, керамического материалов или стекла. 5 10 15 20 25 30 18 окись алюминия и карбид кальция. Также пригодны волокна на основе полимеров, особенно жидкие кристаллические полимеры, например парафенилентерефталамид (РРДТ), полибензобисоксазол (РВО), полибензобистиазол (РВТ) и полибензоимидазол (РВ1), а также волокна на основе полиэтилентерефталэта (РЕТР) и полифен ил енсульфи да (PPS). В объеме изобретения возможны различные изменения. В качестве примера, который не является ограничительным, многослойную плату с печатным монтажом изготовили в соответствии с изобретением следующим образом. Способом намотки, описанным в патенте США № 4943334, изготавливают основную подложку размером 400 х 400 мм. Изготавливают слоистый материал для плакирования его с обеих сторон дважды обработанной медной фольгой, имеющейся в продаже. Применяя обычный способ травления (см. С.Дж. Коомбз, Дж., "Справочник по печатным схемам", опубликованный Мак Гроу-Хилп, глава 14), вытравили рисунок медных дорожек из слоев медной фольги, нанесенных на этот слоистый пластик, для получения двухсторонней платы с печатным монтажом. На двухстороннюю плату с печатным монтажом наносят эпоксидный клей на основе 36,5 мас.% Epikole^5050 (броми35 рованкый эпоксид, который представляет собой диглицидный эфир тетрабромбисфенола -А, имеющий содержание эпоксидной группы 2600 ммоль/кг), 63,5 мас.частей Epikote® 164 (твердая эпок40 сидная смола на основе крезолформальдегид новолак-полиглицидного эфира, имеющая содержание эпоксидной группы 4445 ммоль/кг), и 3 мас.частей латентного отвердителя, который представляет со45 бой трехфтористый бор, образующий сложное соединение с моноэтиламином, для изготовления покрытой адгезивом платы Для упомянутых армирующих волокон с печатным монтажом, то есть основной предпочтительно использовать филаментподложки, покрытой адгезивом, в соотные нити, хотя можно также применять ветствии с изобретением. несплошные волокна. Согласно изобрете- 50 нию армирующие волокна предпочтительИзготавливают два других слоистых но выбирают из следующей группы математериала размером 400 х 400 мм с пририалов: стекло, например стекло Е (алюменением способа намотки нитей вокруг моборосиликатное бесщелочное стекло), стекло А, стекло С, стекло D (борсодер- 55 оправки, описанного в патенте США № 4943334. Слоистый материал изготавлижащее стекло с низкой диэлектрической вают так, чтобы покрыть его с одной стопроницаемостью), стекло AR, стекло R, роны медной фольгой. Другую сторону стекло S1 и стекло S2 (термостойкое магснабжают антиадгезионной пленкой нийалюмосиликатное стекло), и различполитетрафторэтилена (в результате споные керамические материалы, например 19 20 26643 соба намотки вокруг оправки) для образования двух промежуточных подложек, каждая из которых имеет незащищенную поверхность на одной стороне в соответствии с изобретением. 5 - двухсторонняя основная подложка с нанесенной схемой, покрытая с обеих сторон адгезивом, - промежуточная подложка, с незащищенной поверхностью обращенной вверх, и со слоем медной фольги, обращенным вниз. После удаления антиадгезионной пленСтопу укладывают в вакуумный пресс, ки упомянутые слоистые материалы уклавакуумируют и прессуют, при этом ее нагдывают в стопу в следующем порядке (сверху вниз): 10 ревают до температуры 180°С. Спустя один час пресс открывают и получают многос- промежуточная подложка с незащилойную плату с печатным монтажом в щенной поверхностью, обращенной вниз, соответствии с изобретением. а медная фольга сверху, Техред М. Келемеш Замовлення 520 Коректор О.Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент*, м. Ужгород, вул. Гагаріна, 101
ДивитисяДодаткова інформація
Автори англійськоюMiddelman Eric, Suuring Pieter
Автори російськоюМидделман Эрик, Зууринг Питер
МПК / Мітки
МПК: H05K 3/46
Мітки: плати, спосіб, виготовлення, багатошарової, печатним, монтажем
Код посилання
<a href="https://ua.patents.su/18-26643-sposib-vigotovlennya-bagatosharovo-plati-z-pechatnim-montazhem.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення багатошарової плати з печатним монтажем</a>
Спосіб виготовлення композитної шаруватої конструкції, підкладка для плати з печатним монтажем та багатошарова плата з печатним монтажем на її основі
Номер патенту: 26362
Опубліковано: 30.08.1999
Автор: Мідделман Ерік
МПК: B29C 70/04, H05K 3/02, B29B 15/10
Мітки: підкладка, монтажем, шаруватої, плати, виготовлення, плата, спосіб, печатним, багатошарова, конструкції, основі, композитної
Формула / Реферат:
1. Способ изготовления композитной слоистой конструкции, включающий этап снабжения однонаправленно ориентированных параллельных волокон (ОН-волокон) матрицей из смолы для образования композитного ОН-слоя и этап наслаивания множества композитных ОН-слоев для образования ОН-перекрестно-армированной слоистой конструкции, отличающийся тем, что на первом этапе ОН-волокна пропитывают смолой, которая затвердевает при температуре ниже определенной...
Спосіб виготовлення багатошарової контактної металізації

Номер патенту: 2693
Опубліковано: 26.12.1994
Автори: Болтовець Микола Силович, Руденко Ольга Василівна, Сидоренко Сергій Іванович, Кутас Віталій Георгійович, Базарний Юрій Олексійович, Макогон Юрій Миколайович
МПК: H01L 21/28
Мітки: виготовлення, металізації, контактної, багатошарової, спосіб
Формула / Реферат:
Способ изготовления многослойной контактной металлизации, включающий нанесение на кремниевую подложку слоя палладия и слоя золота, отличающийся тем, что, с целью повышения длинновременной стабильности параметров металлизации, между кремниевой подложкой и слоем палладия осаждают барьерный слой вольфрама с добавкой рения 15—27% толщиной 0,15— 0,5 мкм.
Спосіб виготовлення багатошарової литої заготовки
Номер патенту: 1021
Опубліковано: 30.12.1993
Автори: Дубровін Едуард Юрійович, Осипов Володимир Прокофійович, Єфімов Віктор Олексійович, Костенко Георгій Дмитрович, Кельвіч Володимир Тихонович
МПК: B22D 19/00, B22D 7/02
Мітки: литої, заготовки, багатошарової, виготовлення, спосіб
Формула / Реферат:
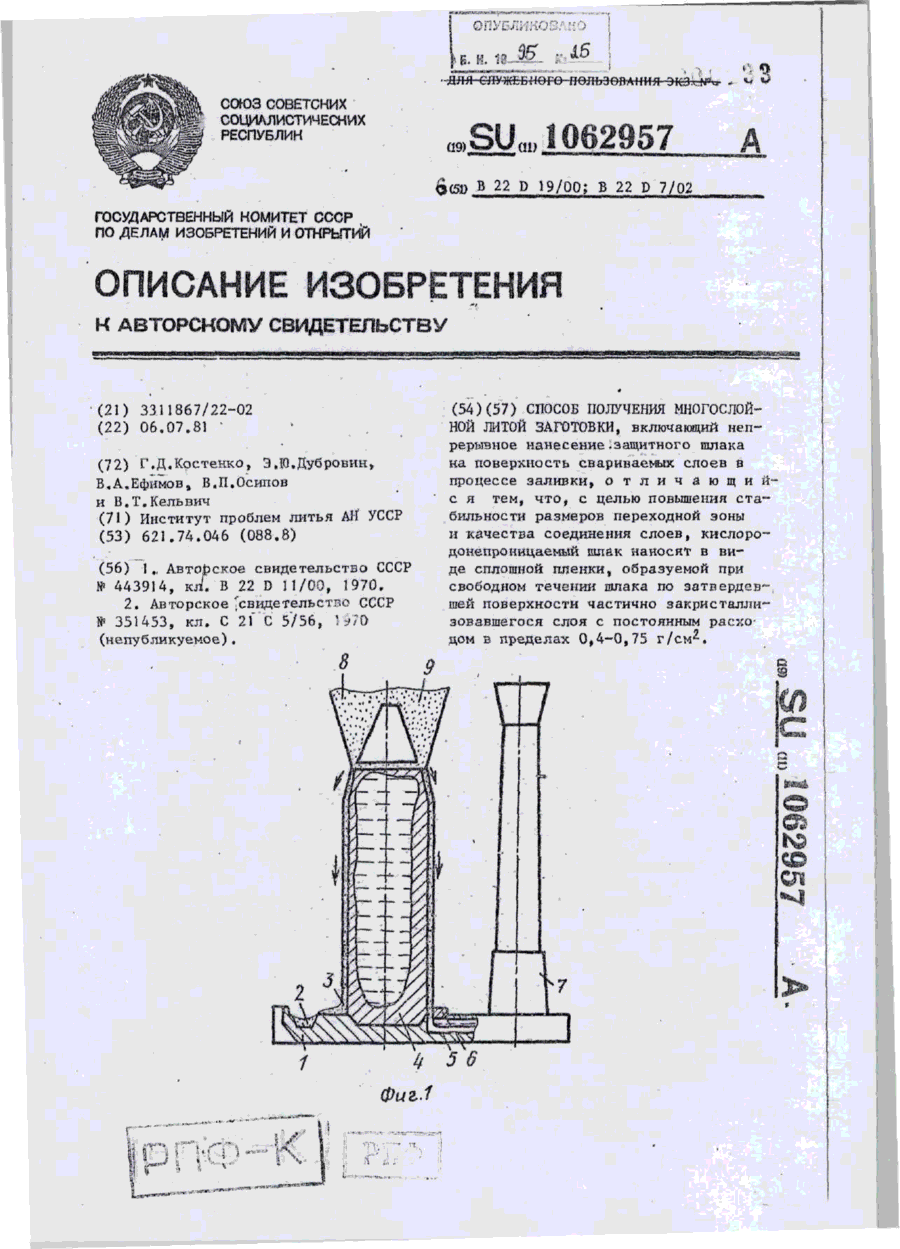
Способ получения многослойной литой заготовки, включающий непрерывное нанесение защитного шлака на поверхность свариваемых слоев в процессе заливки, отличающийся тем, что, с целью повышения стабильности размеров переходной зоны и качества соединения слоев, кислородо-непроницаемый шлак наносят в виде сплошной пленки, образуемой при свободном течении шлака по затвердевшей поверхности частично закристаллизовавшегося слоя с постоянным...
Пристрій для установки на друковані плати радіоелементів, переважно мікросхем
Номер патенту: 4533
Опубліковано: 28.12.1994
Автор: Мояк Олег Федорович
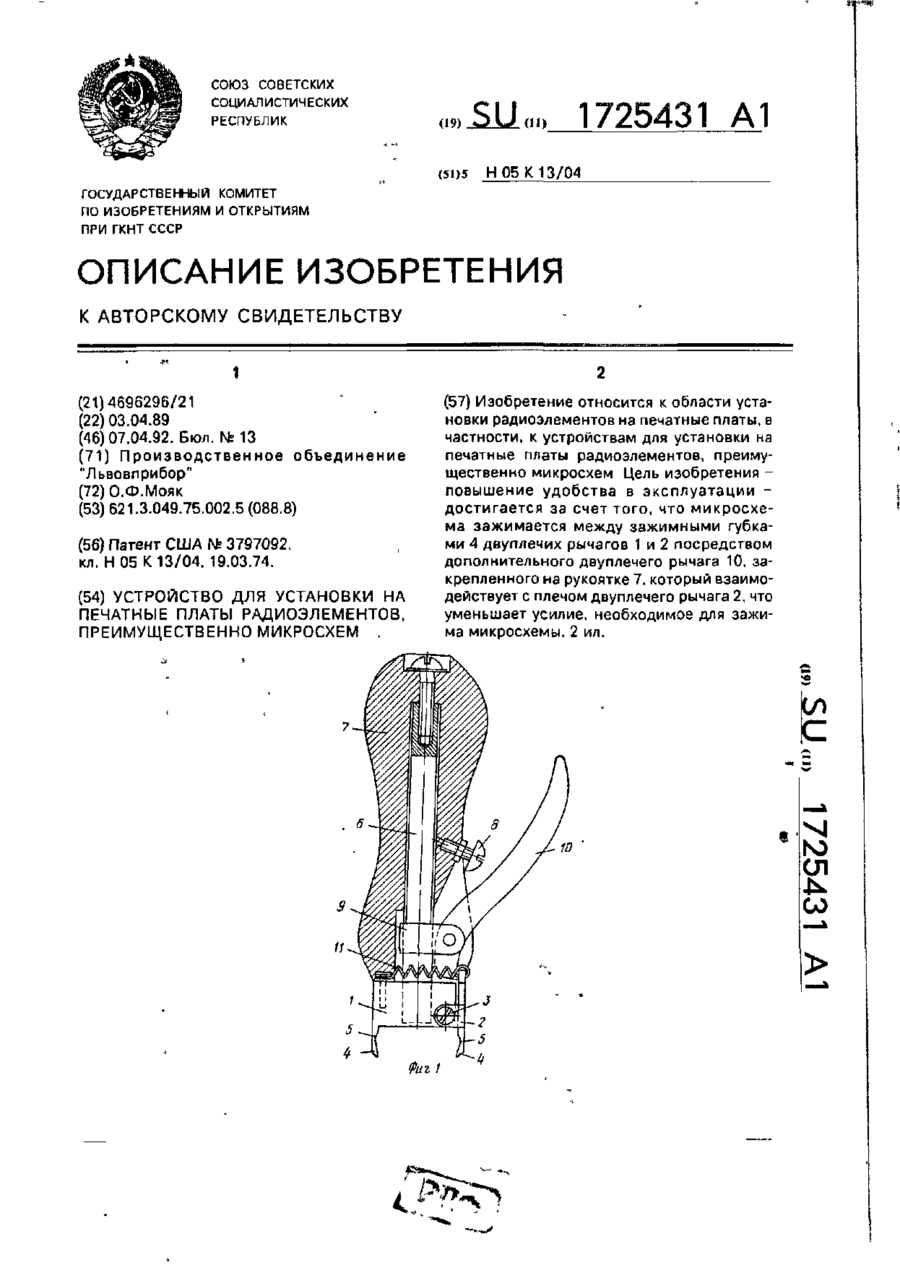
МПК: H05K 13/04
Мітки: установки, друковані, плати, радіоелементів, переважно, пристрій, мікросхем
Формула / Реферат:
Устройство для установки на печатные платы радиоэлементов, преимущественно микросхем, содержащее два шарнирно соединенных двупле-чих рычага, свободный конец одного из плеч каждого из рычагов выполнен в виде зажимной губки, а другие плечи рычагов подпружинены, при этом одно из подпружиненных плеч рычагов выполнено в виде рукоятки, на которой установлен регулировочный винт, отличающееся тем, что, с целью повышения удобства в эксплуатации,...
Елемент кузову багатошарової конструкції типу “сендвіч” рейкового рухомого ешелону і спосіб його виготовлення
Номер патенту: 12221
Опубліковано: 25.12.1996
Автори: Сапожніков Сергій Олексійович, Сенчіло Олександр Сергійович, Пугачев Едуард Миколайович, Глінкіна Рімма Миколаївна, Зайцева Ірина Пейсаховна
МПК: B61D 17/00
Мітки: рухомого, конструкції, елемент, багатошарової, рейкового, ешелону, виготовлення, кузову, спосіб, типу, сендвіч
Формула / Реферат:
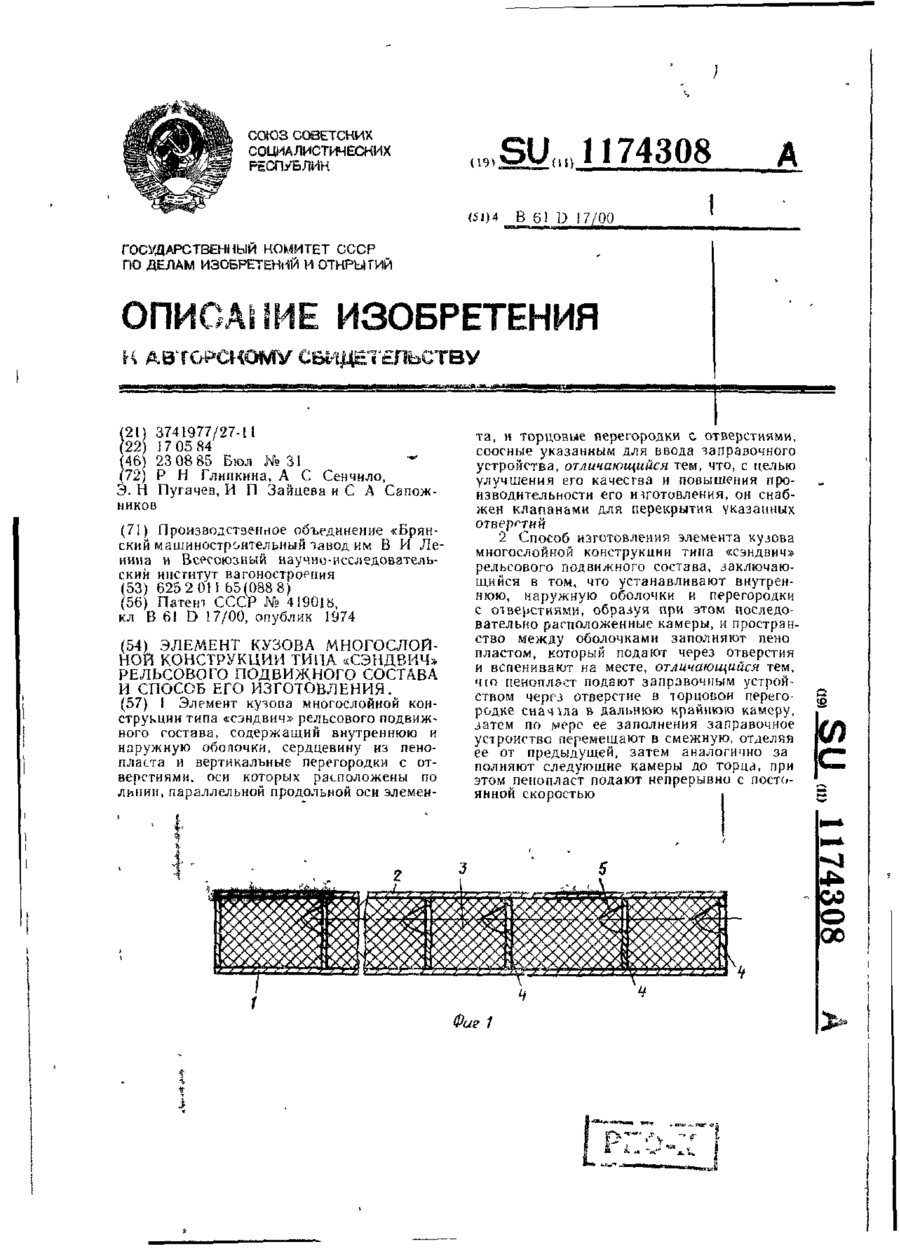
1. Элемент кузова многослойной конструкции типа "сэндвич" рельсового подвижного состава, содержащий внутреннюю и наружную оболочки, сердцевину из пенопласта и вертикальные перегородки с отверстиями, оси которых расположены по линии, параллельной продольной оси элемента, и торцовые перегородки с отверстиями, соосные указанным для ввода заправочного устройства, отличающийся тем, что, с целью улучшения его качества и повышения...
Попередній патент: Засіб імуномодулюючої, протипухлинної, противірусної та знеболюючої дії
Наступний патент: Спосіб покращення фосфорного живлення рослин
Випадковий патент: Препарат для корекції кислотно-лужного стану