Суміш формувального матеріалу для одержання формованих продуктів у ливарній промисловості, спосіб одержання ливарної форми, формований продукт та його застосування


Формула / Реферат
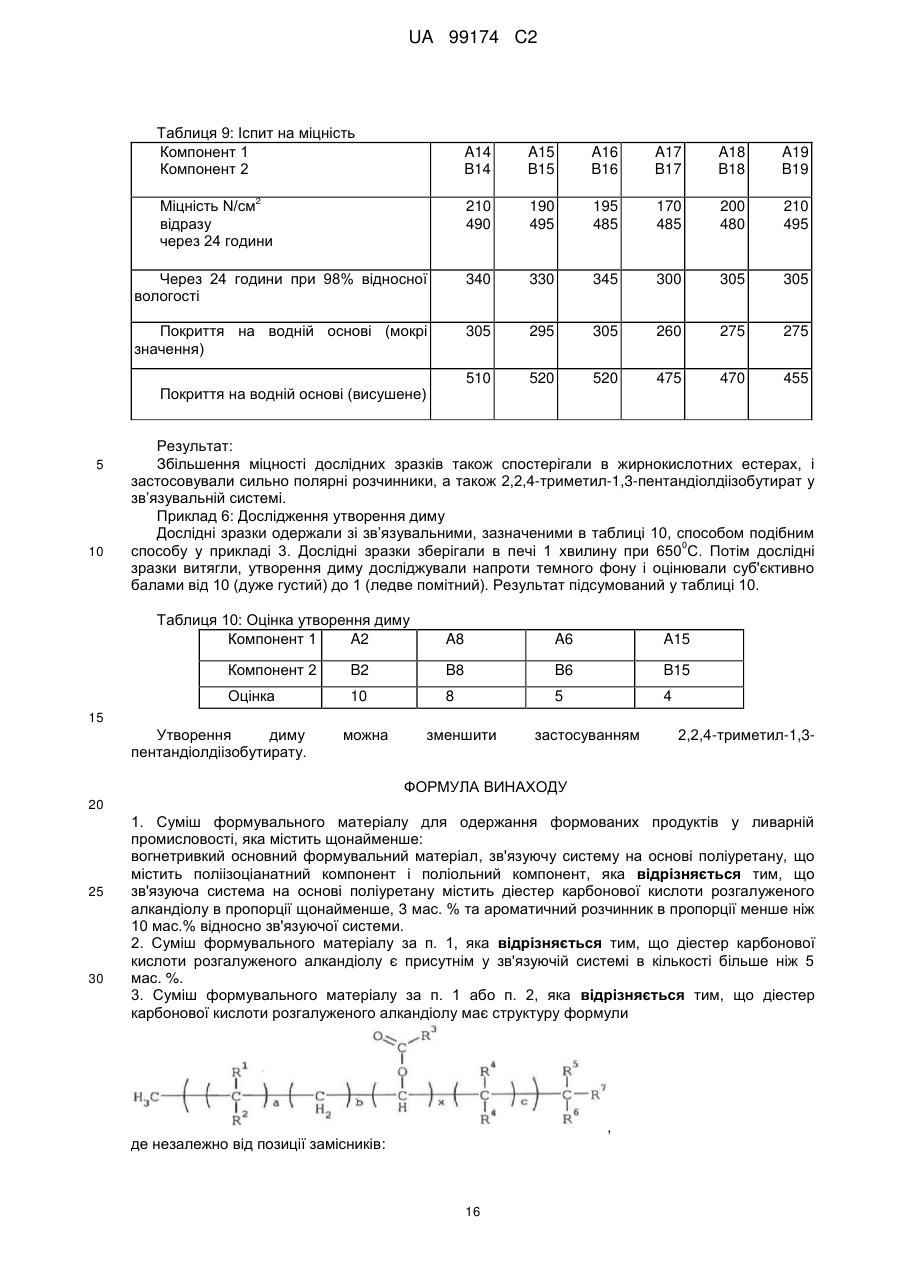
1. Суміш формувального матеріалу для одержання формованих продуктів у ливарній промисловості, яка містить щонайменше:
вогнетривкий основний формувальний матеріал, зв'язуючу систему на основі поліуретану, що містить поліізоціанатний компонент і поліольний компонент, яка відрізняється тим, що зв'язуюча система на основі поліуретану містить діестер карбонової кислоти розгалуженого алкандіолу в пропорції щонайменше, 3 мас. % та ароматичний розчинник в пропорції менше ніж 10 мас.% відносно зв'язуючої системи.
2. Суміш формувального матеріалу за п. 1, яка відрізняється тим, що діестер карбонової кислоти розгалуженого алкандіолу є присутнім у зв'язуючій системі в кількості більше ніж 5 мас. %.
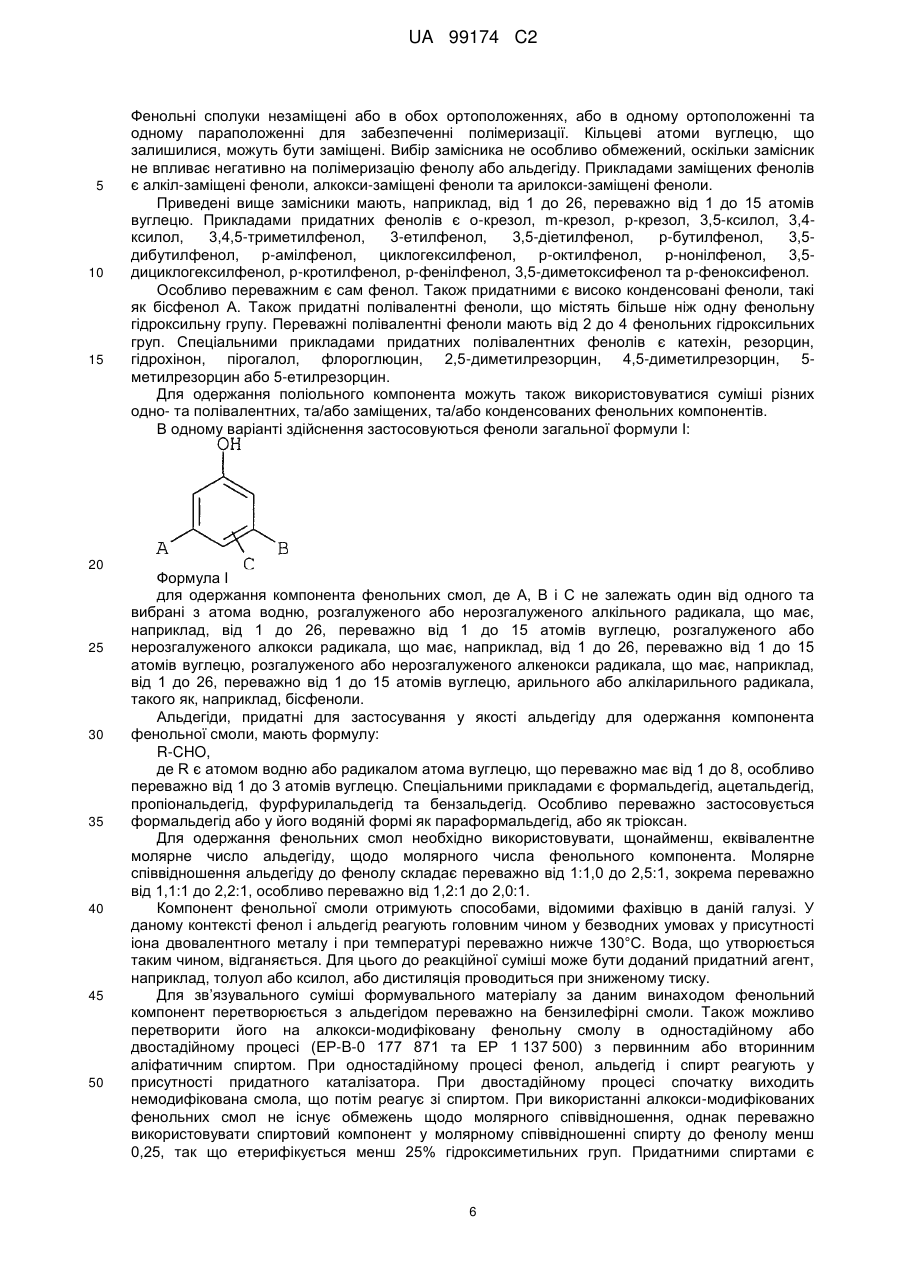
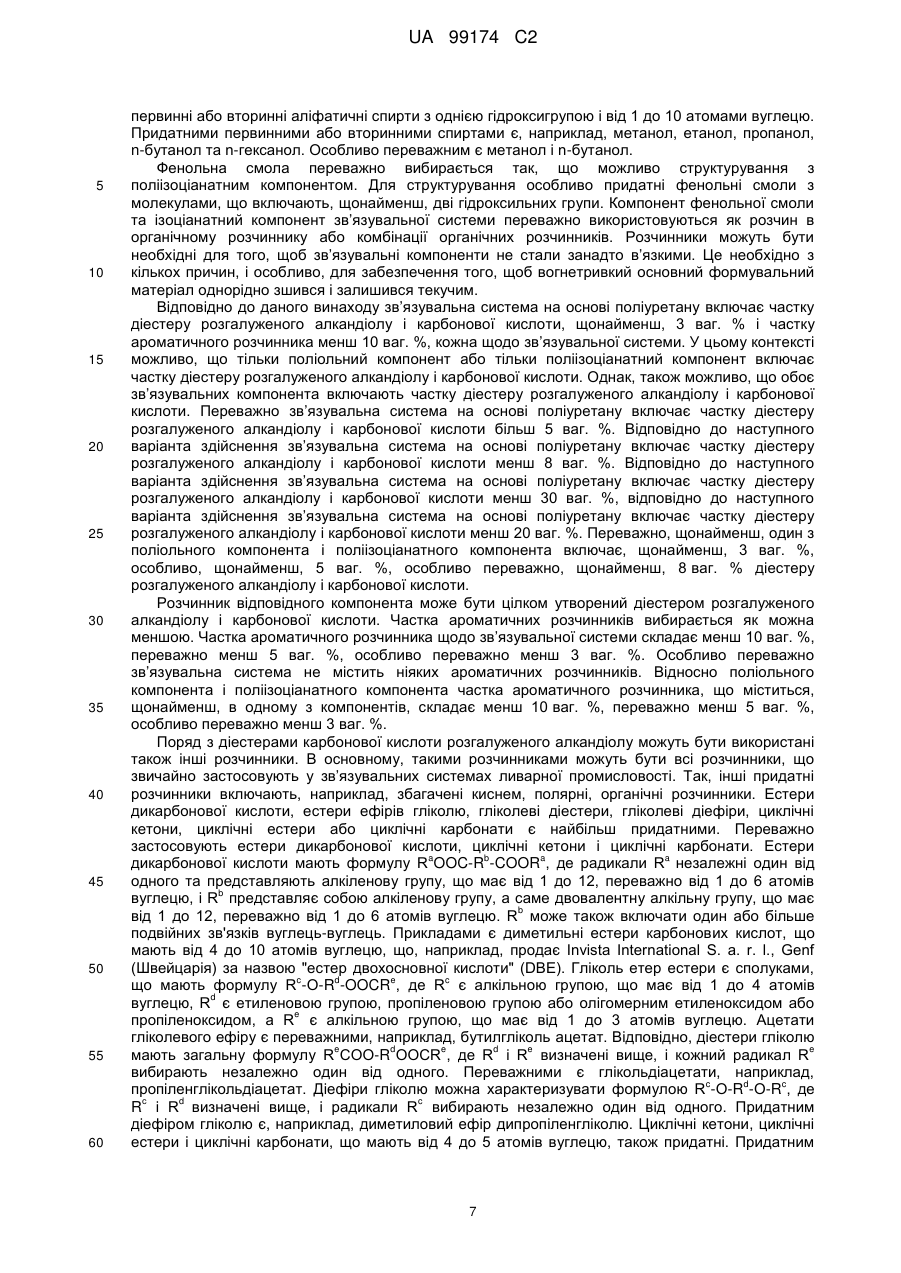
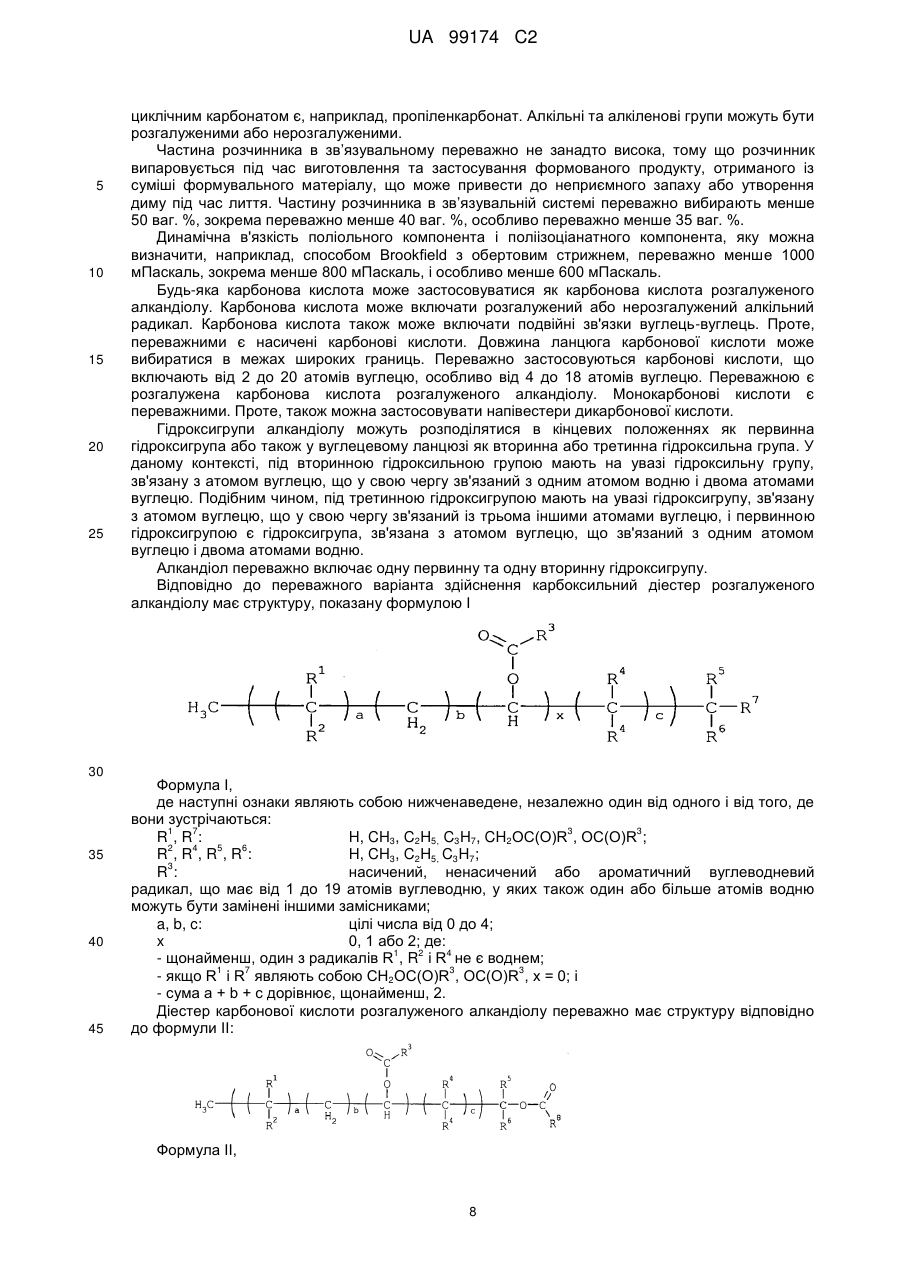
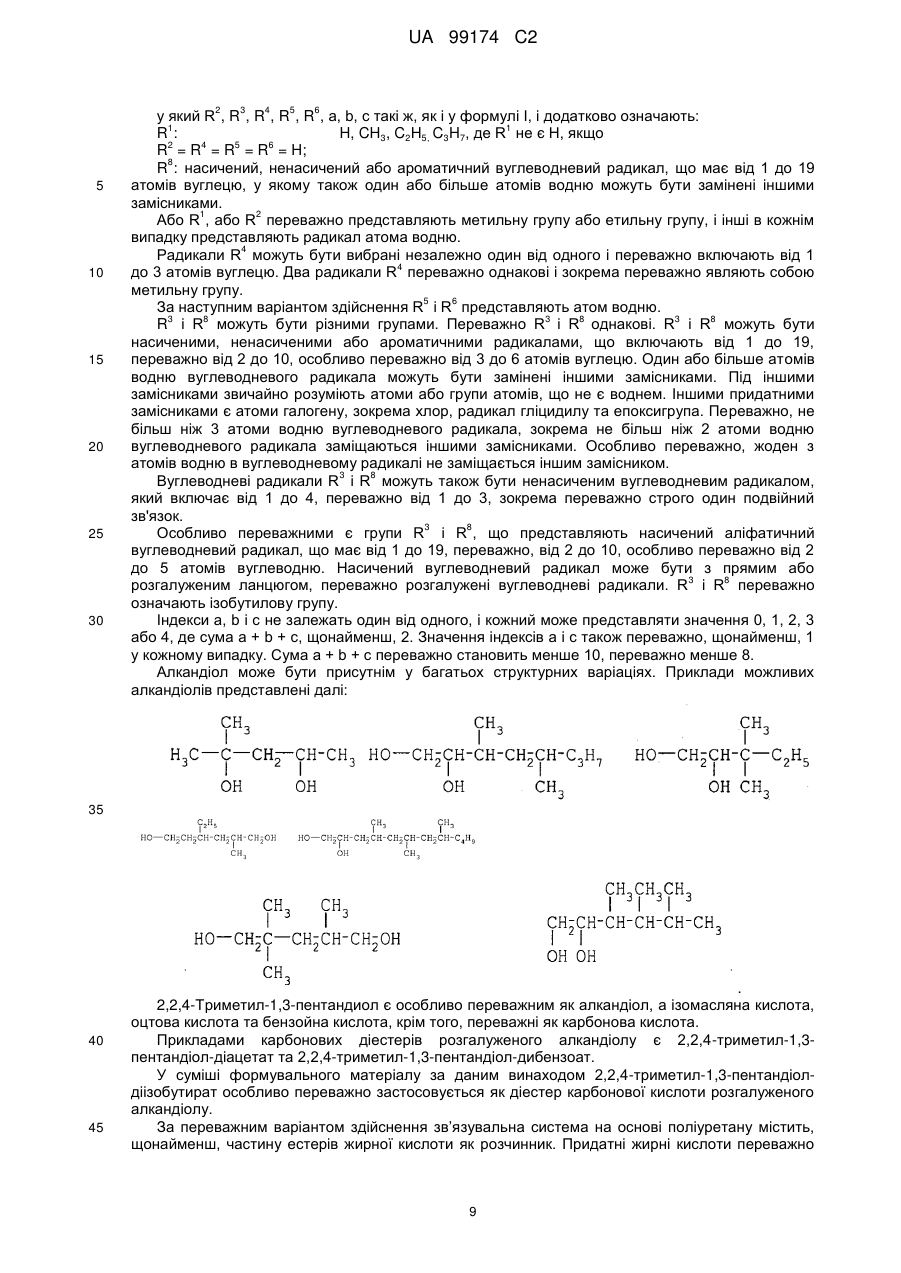
3. Суміш формувального матеріалу за п. 1 або п. 2, яка відрізняється тим, що діестер карбонової кислоти розгалуженого алкандіолу має структуру формули
,
де незалежно від позиції замісників:
R1, R7: Н, СН3, С2Н5, С3Н7, CH2OC(O)R3, OC(O)R3;
R2, R4, R5, R6: H, CH3, C2H5, C3H7;
R3: насичений, ненасичений або ароматичний вуглеводневий радикал, що має 1-19 атомів вуглецю, у якому також один або більше атомів водню можуть бути заміщені іншими замісниками;
а, b, с: ціле число від 0 до 4;
x 0, 1 або 2; де:
щонайменше один з радикалів R1, R2 і R4 не є воднем;
при R1 і R7, що являють собою CH2OC(O)R3, OC(O)R3, х=0; і
сума а+b+с дорівнює щонайменше 2.
4. Суміш формувального матеріалу за будь-яким одним з попередніх пунктів, яка відрізняється тим, що діестер карбонової кислоти розгалуженого алкандіолу є 2,2,4-триметил-1,3-пентандіол-діізобутиратом.
5. Суміш формувального матеріалу за пп. 1-4, яка відрізняється тим, що зв'язуюча система на основі поліуретану включає щонайменше один жирнокислотний естер.
6. Суміш формувального матеріалу за п. 5, яка відрізняється тим, що кількість щонайменше одного жирнокислотного естеру в зв'язуючій системі на основі поліуретану складає менше ніж 90 мас. %.
7. Суміш формувального матеріалу за п. 5 або п. 6, яка відрізняється тим, що жирнокислотний естер являє собою метиловий естер, бутиловий естер і/або ізопропіловий естер.
8. Суміш формувального матеріалу за будь-яким одним з попередніх пунктів, яка відрізняється тим, що поліольний компонент є одержаним шляхом конденсації фенольного компонента та оксо-компонента.
9. Суміш формувального матеріалу за п. 8, яка відрізняється тим, що оксо-компонент представлений альдегідом.
10. Суміш формувального матеріалу за будь-яким одним з попередніх пунктів, яка відрізняється тим, що поліольний компонент представлений смолою бензилового ефіру.
11. Суміш формувального матеріалу за будь-яким одним з попередніх пунктів, яка відрізняється тим, що ізоціанатний компонент являє собою аліфатичний, ароматичний або гетероциклічний ізоціанат щонайменше із двома ізоціанатними групами на молекулу або суміш їх олігомерів, або полімерів.
12. Суміш формувального матеріалу за будь-яким одним з попередніх пунктів, яка відрізняється тим, що зв'язуюча система присутня в пропорції 0,5-10 мас. % відносно маси вогнетривкого основного формувального матеріалу.
13. Спосіб одержання ливарної форми для ливарної промисловості, який відрізняється тим, що включає наступні стадії, на яких:
забезпечують суміш формувального матеріалу, описану в будь-якому з пп. 1-12;
формують суміш формувального матеріалу для одержання формованого продукту;
здійснюють тверднення формованого продукту шляхом додавання каталізатора тверднення.
14. Спосіб за п. 13, який відрізняється тим, що каталізатор тверднення додають у газоподібній формі.
15. Спосіб за п. 13 або п. 14, який відрізняється тим, що тверднення здійснюють в основному при кімнатній температурі.
16. Формований продукт для ливарної промисловості, одержаний способом за одним з пп. 13-15.
17. Застосування формованого продукту за п. 16 для лиття металів.
Текст
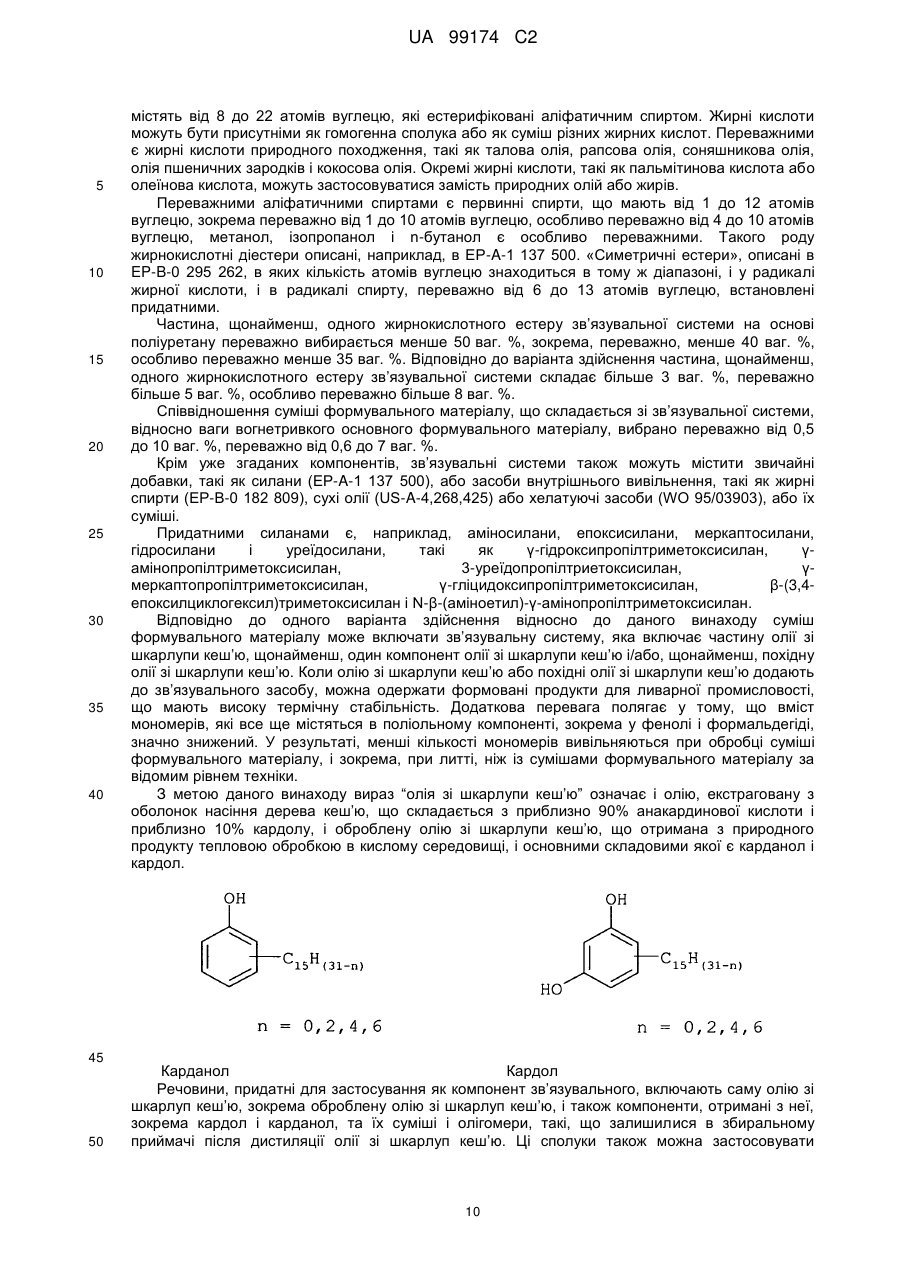
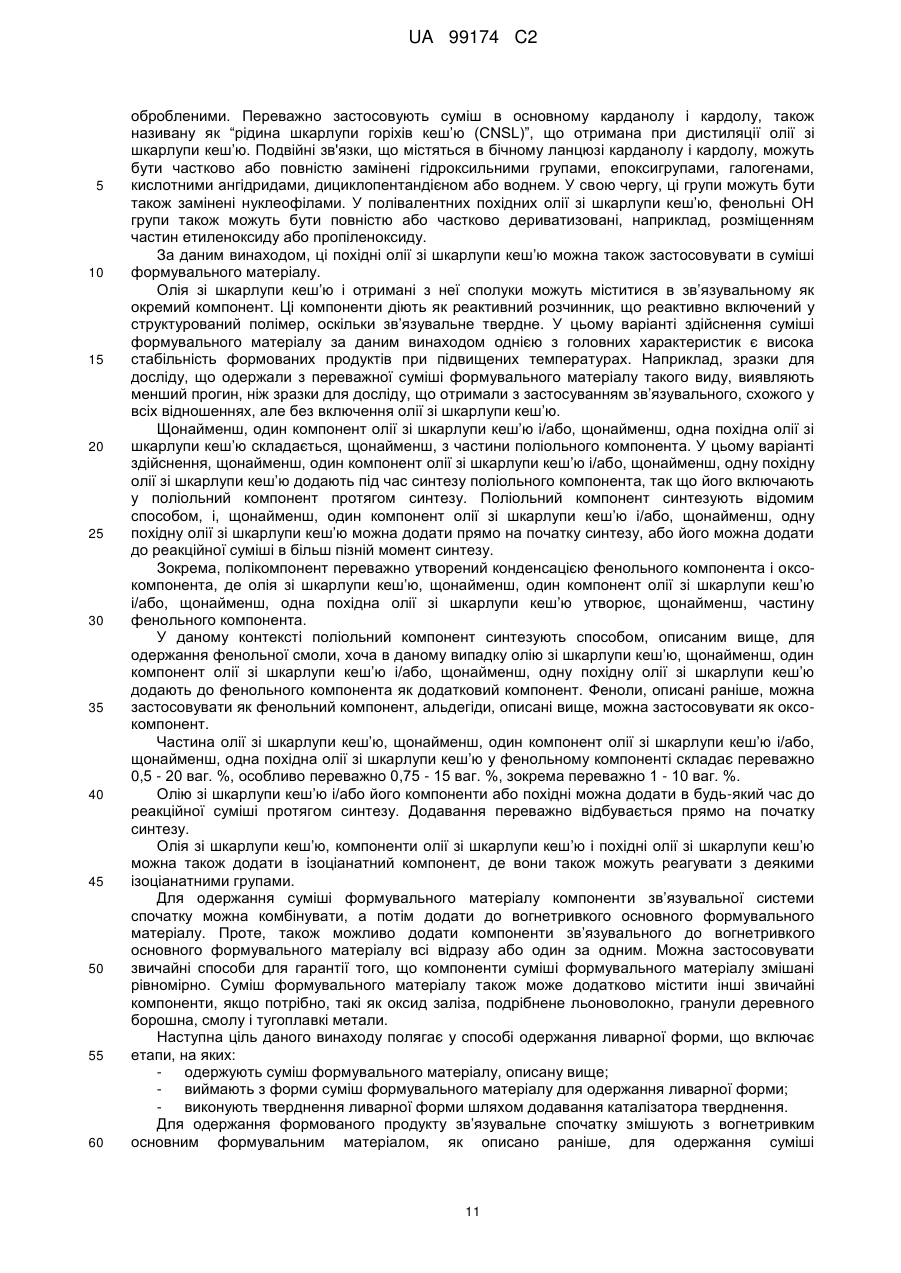
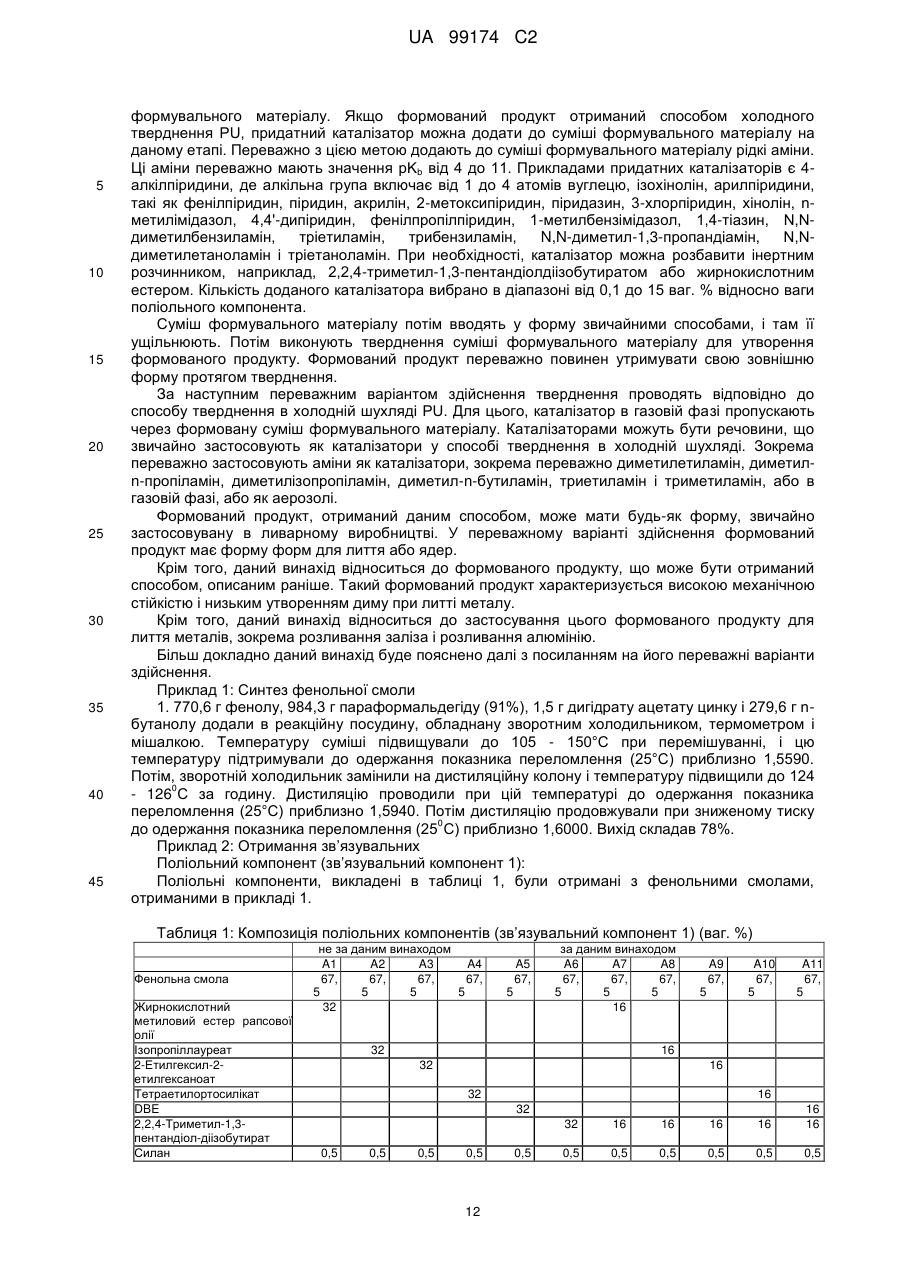
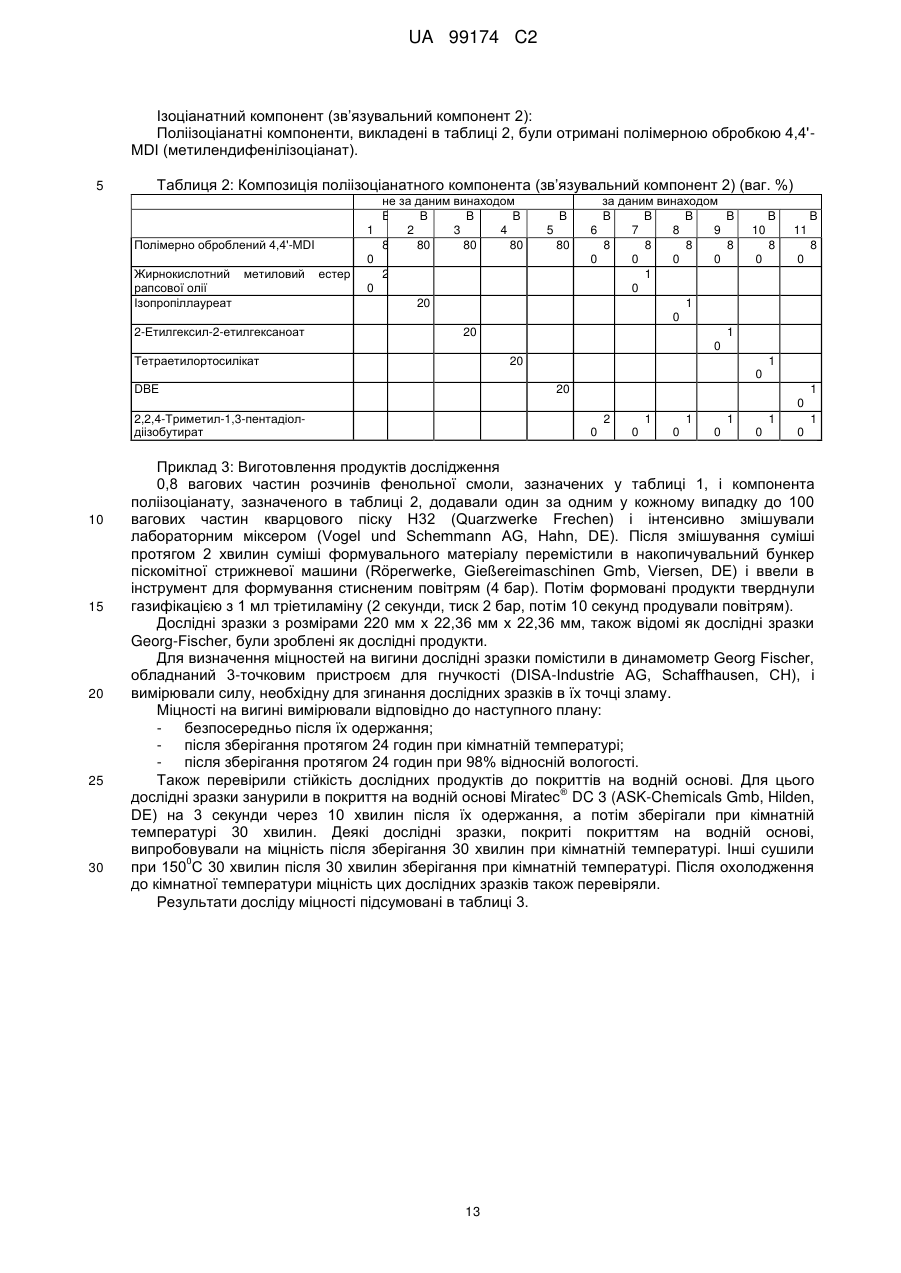
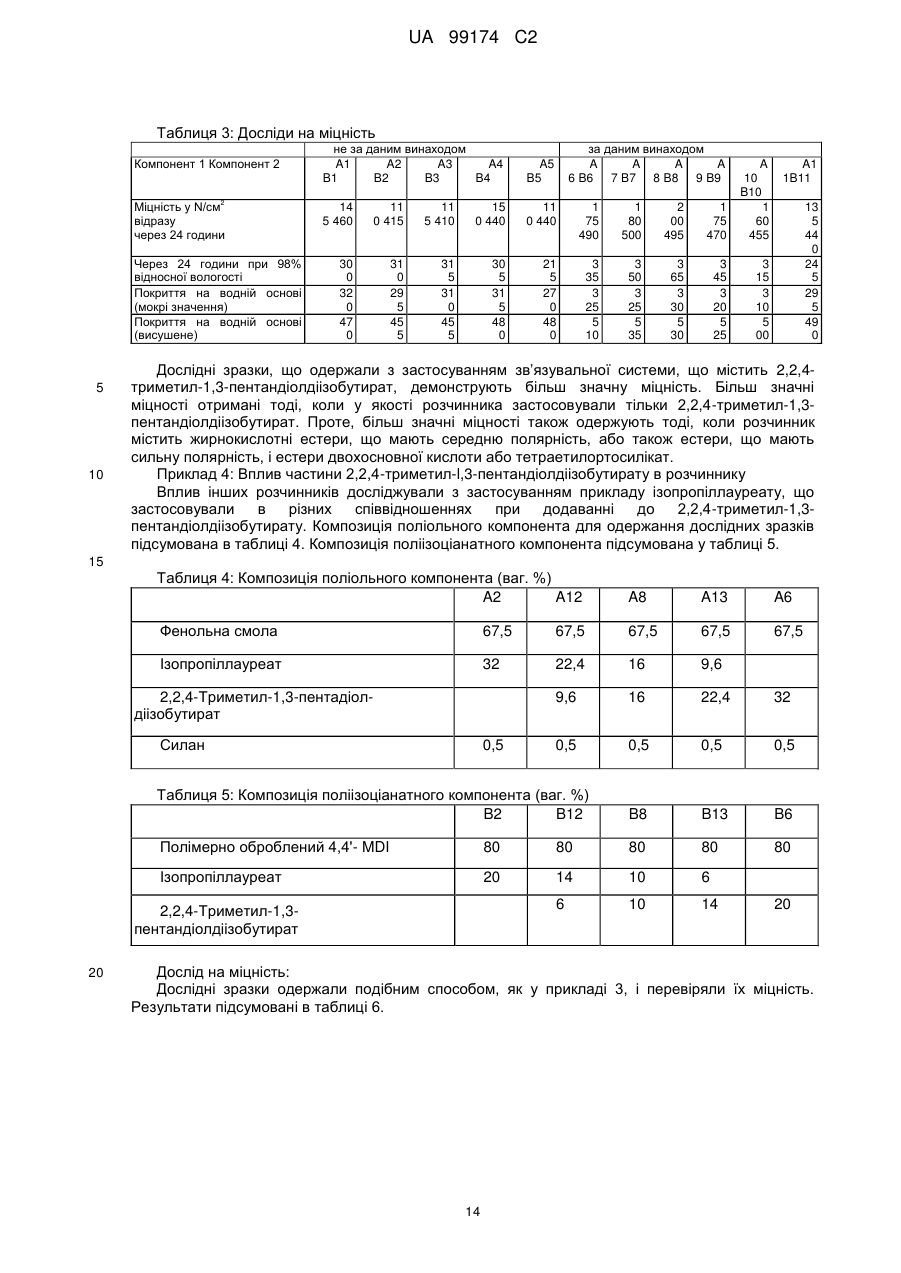
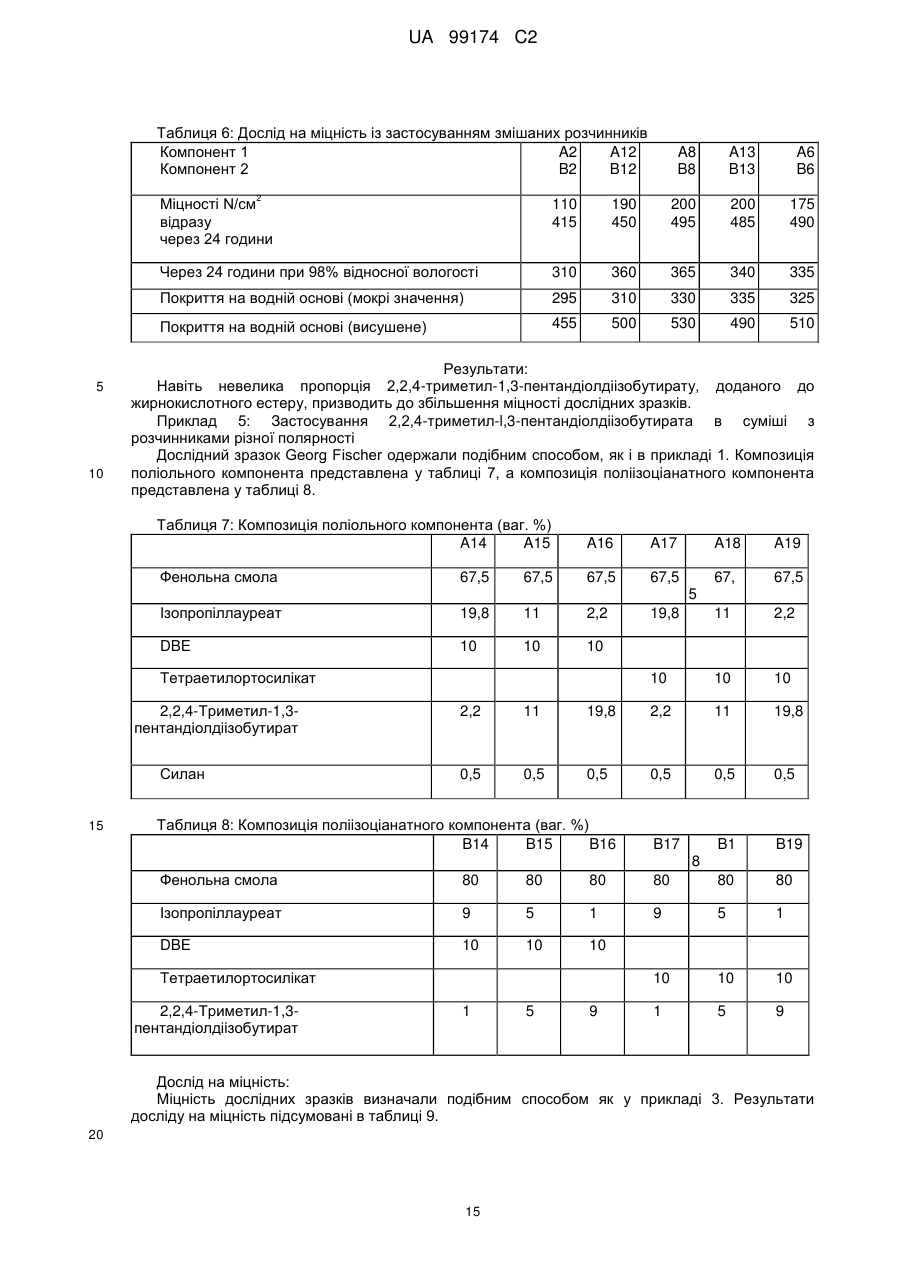
Реферат: Винахід належить до суміші формувального матеріалу для виробництва формованих продуктів у ливарній промисловості, що включає щонайменше вогнетривкий основний формувальний матеріал і зв'язучу систему на основі поліуретану, що включає поліізоціанатний компонент і поліольний компонент, де зв'язуюча система є на основі поліуретану та включає частину діестеру карбонової кислоти розгалуженого алкандіолу, причому зазначена частина складає щонайменше 3 мас. %, а також частину ароматичного розчинника у кількості менше 10 мас. % відносно зв'язуючої системи, формовані продукти, що одержані з суміші формувального матеріалу для ливарної промисловості, їх застосування та спосіб одержання ливарної форми. UA 99174 C2 (12) UA 99174 C2 UA 99174 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід відноситься до суміші формувального матеріалу для одержання формованих продуктів для ливарної промисловості, способу одержання ливарної форми із застосуванням суміші формувальних матеріалів, ливарної форми, а також до застосування ливарної форми для лиття металу. Ливарні форми для виробництва металевих продуктів головним чином виготовляються в двох варіантах. Першу групу складають так звані ядра і форми. Із них утворюється ливарна форма, що головним чином представляє негативну форму виробленого лиття, де ядра служать для формування порожнин усередині лиття, а форми визначають зовнішню границю. Часто внутрішні порожнини визначаються ядрами, у той час як зовнішній контур лиття представлений формою із сирого піску або сталевою формою. Друга група складається з порожніх тіл, так званих центрових виливниць, що діють як зрівняльні резервуари. Вони уміщують розплавлений метал, і в цьому випадку завдяки відповідним заходам забезпечується, щоб метал залишався у рідкій фазі довше, ніж метал у ливарній формі, яка утворює негативну форму. Якщо метал у негативній формі починає тверднути, то розплавлений метал може текти зі зрівняльного резервуара, для того щоб компенсувати скорочення об’єму, що відбувається при затвердінні металу. Ливарні форми складаються з вогнетривкого матеріалу, наприклад, кварцового піску, чиї піщини після виїмки з ливарної форми зв'язуються придатним зв'язувальним, для того щоб забезпечити достатню механічну міцність ливарної форми. Таким чином, для виробництва ливарних форм використовують вогнетривкий основний формувальний матеріал, який змішаний із придатним зв’язувальним. Суміш формувального матеріалу, отримана з основного формувального матеріалу і зв’язувального, переважно знаходяться в сипучій формі, так що її можна вводити в придатну порожню форму і там ущільнювати. Зв’язувальне створює міцне зчеплення між частками основного формувального матеріалу, що додає ливарній формі необхідну механічну міцність. Для виробництва ливарних форм можуть використовуватися як органічні, так і неорганічні зв’язувальні, і такі зв’язувальні можуть бути затверділими холодним або гарячим способами. Холодним способом” називають спосіб, який здійснюють по суті при кімнатній температурі без нагрівання суміші формувального матеріалу. При цьому, затвердіння досягається, як правило, шляхом хімічної реакції, яка може бути викликана, наприклад, пропусканням каталізатора в газовій фазі через суміш формувального матеріалу, яка підлягає твердненню, або шляхом змішування рідкого каталізатора із сумішшю формувального матеріалу. У гарячих способах суміш формувального матеріалу нагрівають після формувального способу до температури, досить високої, щоб, наприклад, витиснути розчинник, що міститься у зв’язувальному, або для того, щоб розпочати хімічну реакцію, завдяки якій зв’язувальне твердне шляхом структурування. В теперішній час для виробництва ливарних форм застосовують безліч різних типів органічних зв’язувальних, таких як, наприклад, поліуретан, фуранову смолу або епоксиакрилатні зв’язувальні, і зв’язувальне твердне шляхом додавання каталізатора. Зв’язувальні на основі поліуретану звичайно складаються з двох компонентів, причому перший компонент містить фенольну смолу, а другий компонент містить поліізоціанат. Ці обидва компоненти змішуються з основним формувальним матеріалом, і суміш формувального матеріалу вводиться у форму шляхом трамбування, продування, набивання або іншим способом, ущільнюється і потім твердне. В залежності від способу, яким вводять каталізатор у суміш формувального матеріалу, розрізняють два способи: "спосіб холодного тверднення поліуретану" і "спосіб тверднення поліуретану в холодній шухляді". При способі "холодного тверднення" у суміш формувального матеріалу вводиться рідкий каталізатор, звичайно рідкий третинний амін, перш ніж суміш міститься у форму та твердне. Для одержання суміші формувального матеріалу фенольна смола, поліізоціанат і каталізатор тверднення змішуються з вогнетривким основним формувальним матеріалом. З цього контексту можна припустити, наприклад, що основний формувальний матеріал спочатку міститься з одним компонентом зв’язувального, а потім додається другий компонент. У цьому випадку каталізатор тверднення додається до одного з компонентів. Суміш формувального матеріалу, отримана таким чином, повинна залишатися технологічною досить тривалий час, щоб її можна було досить тривалий час пластично деформувати і додавати форму формованого продукту. З цією метою полімеризація повинна протікати відповідно повільно, так, щоб суміш формувального матеріалу не тверділа у запасних контейнерах або лініях подачі. З іншого боку, тверднення не повинно відбуватися занадто повільно, щоб досягти досить високої пропускної спроможності при виробництві ливарних форм. Час обробки може залежати, наприклад, від додавання сповільнювачів, що сповільнюють швидкість тверднення суміші формувального 1 UA 99174 C2 5 10 15 20 25 30 35 40 45 50 55 60 матеріалу. Придатним сповільнювачем є, наприклад, фосфороксихлорид. При способі тверднення в холодній шухляді суміш формувального матеріалу спочатку вводиться у форму без каталізатора. Третинний амін у газоподібній фазі, що при необхідності може бути змішаний з інертним газом-носієм, потім пропускають через суміш формувального матеріалу. При контакті з газофазним каталізатором зв’язувальний засіб твердне дуже швидко, так що при виробництві ливарних форм досягається висока пропускна спроможність. У патенті США 3,409,579 описана зв’язувальна композиція, що включає суміш смоляного компонента, компонента тверднення та засобу тверднення. Смоляний компонент включає фенольну смолу, яку отримують у результаті конденсації фенолу та альдегіду. Фенольна смола розчиняється в органічному розчиннику. Компонент тверднення включає рідкий поліізоціанат, що має, щонайменш, дві ізоціанатні групи. Зв’язувальне включає третинний амін як засіб тверднення. Для виробництва формованих продуктів спочатку змішують компонент фенольної смоли і поліізоціанатний компонент із вогнетривким основним формувальним матеріалом. Потім суміш формувального матеріалу вводиться у форму, де надається форма формованому продукту. Для тверднення суміші формувального матеріалу, що звичайно відбувається при кімнатній температурі, через неї пропускається газофазний засіб тверднення. Придатними засобами тверднення є, наприклад, триметиламін, диметилетиламін, диметилізопропіламін або триетиламін. Для більш швидкого випаровування третинний амін можна нагріти. Після тверднення ливарну форму можна дістати з формувального пристрою. У патенті США 3676392 описана суміш смоли, що включає компонент фенольної смоли, розчинений в органічному розчиннику, компонент твердіння та каталізатор тверднення. Рідкий поліізоціанат, що включає, щонайменш, дві ізоціанатні групи, використовується як компонент твердіння. Поліізоціанат використовується в кількості від 10 до 15 ваг. % за вагою смоли. Каталізатор тверднення є основою, що має значення pKb у діапазоні від близько 7 до близько 11, і використовується в кількості від 0,01 до 10 ваг. % відносно смоли. У європейському патенті 0261775 B1 описується зв’язувальне, яке включає полігідрокси компонент, ізоціанатний компонент і каталізатор для реакції між цими компонентами. Полігідрокси компонент розчиняється в рідкому естері аліфатичної алкоксикарбонової кислоти. У прикладі 6 описується зв’язувальне, що містить ароматичний розчинник у пропорції 19 ваг. %, етил-3-етоксипропитат у пропорції 15 ваг. %, "червона олія" у пропорції 1 ваг. % і 2,2,4триметил-1,3-пентандіол-діізобутират (TXIB) у пропорції 5 ваг. % як розчинник для смоли. У європейському патенті 0695594 A2 описується ливарне зв’язувальне на основі поліуретану, що містить біфеніл як добавку. У прикладі 1 і в порівняльних прикладах 2 і 3 до зв’язувального додається 2 ваг. % 2,2,4-триметил-1,3-пентадіол-діізобутурат як пластифікатор. Як розчинник додається 17 ваг. % ароматичного розчинника і 10 ваг. % дво- або триразово заміщеного біфенілу. У європейському патенті 0766388 A1 описується ливарне зв’язувальне на основі поліуретану, що містить епоксидну смолу і переважно парафінову олію. У прикладі 3 і в порівняльному прикладі 3 використовується зв’язувальна система, що включає 2 ваг. % 2,2,4триметил-1,3-пентадіол-діізобутурату як пластифікатору. Як розчинник використовують ароматичні вуглеводні. У патенті США 4268425 описується зв’язувальна система для ливарної промисловості на основі кількох поліуретанів. Суха олія додається до зв’язувальної системи. У прикладі 1 описується зв’язувальна система, у якій компонент фенольної смоли містить як розчинник DBE (двохосновний естер) і С6-С10–диалкіладипат. Компонент фенольної смоли включає 2 ваг. % 2,2,4-триметил-1,3-пентадіол-діізобутурату у якості додаткового компонента. Ізоціанатний компонент містить 8,8 ваг. % ароматичного розчинника і 6,2 ваг. % петролейного ефіру як розчинника. У патенті США 4540724 описується зв’язувальна система на основі поліуретану, у якій суттєвим компонентом є галогенід фосфору. У прикладі 2 описується зв’язувальна система, у якій компонент фенольної смоли містить 10 ваг. % 2,2,4-триметил-1,3-пентадіол-діізобутурату, а також 27 ваг. % ароматичних розчинників. Компонент фенольної смоли також містить лляну олію та/або полімеризовану лляну олію. Ізоціанатний компонент також містить ароматичні розчинники. В WO 98/19899 описується зв’язувальна система на основі кількох поліуретанів, у якій поліізоціанатний компонент модифікований реакцією з аліфатичним спиртом, що має, щонайменш, один активний атом водню. Для ізоціанатного компонента можуть використовуватися аліфатичні розчинники. Для можливості нанесення полігідрокси компонента та ізоціанатного компонента тонкою плівкою на піщини основного формувального матеріалу, компоненти розбавляють 2 UA 99174 C2 5 10 15 20 25 30 35 40 45 50 55 60 розчинниками. Для досягнення сумісності компонентів, найчастіше використовують ароматичні розчинники, хоча вони можуть бути шкідливими для здоров'я. При литті зв’язувальне під дією тепла рідкого металу розкладається. У результаті при литті виникають у великих кількостях дими і кіптява. Тому, відпрацьовані гази, які виникають при литті, повинні виводитися через дорогу вентиляційну систему з метою дотримання правил із охорони навколишнього середовища та охорони праці. Утворення кіптяви і димів у значній мірі пояснюється ароматичними розчинниками, що містяться в зв’язувальному. Тому, були зроблені спроби розробити альтернативні системи розчинників для ливарних зв’язувальних, що не містять ароматичних розчинників або мають тільки невелику частку таких ароматичних розчинників. Наприклад, європейський патент 0771599 описує зв’язувальну систему на основі поліуретану, що містить метилові ефіри вищих жирних кислот у якості розчинника. При цьому, метиловий ефір рапсової олії особливо переважний, коли використовується як єдиний розчинник. У європейському патенті 1137500 B1 описується зв’язувальна система на основі поліуретану, у якій компонент фенольної смоли або поліізоціанатний компонент включає естер жирної кислоти, естерифікований зі спиртом з високим числом атомів вуглецю. Особливо переважно використовуються жирнокислотні бутилові естери і жирнокислотні октилові естери або жирнокислотні децилові естери. Компоненти фенольної смоли містять алкокси модифіковану фенольну смолу, у якій менш 25 мол. % гідроксиметанольних груп етерифіковані первинним або вторинним аліфатичним моноспиртом, що має від 1 до 10 атомів вуглецю. Частка розчинника в компоненті фенольної смоли складає не більш 40 ваг. %. Можна значно знизити утворення димів і пари при литті шляхом використання жирнокислотних естерів, що естерифіковані довголанцюговими спиртами. Незважаючи на це, постійно робляться спроби знайти подальші способи, щоб знизити викид при литті ще більше. Зокрема два таких можливих способи є наступними. У першому способі компоненти зв’язувального можуть бути модифіковані так, що вони утворюють меншу кількість димів. В другому способі зв’язувальне може бути модифіковане так, що воно буде мати більшу силу зв'язування, тобто, частка зв’язувального в суміші формувального матеріалу може бути знижена. Тому, метою даного винаходу було забезпечення суміші формувального матеріалу для одержання формованих продуктів для ливарної промисловості, що дозволила б здійснити виробництво формованих продуктів, навіть при використанні менших часток зв’язувального, і яка мала б високу міцність, для того щоб їх можна було безпечно та без ушкоджень використовувати при технічному процесі виробництва. Ця мета досягається із сумішшю формувального матеріалу, що має ознаки за пунктом 1 формули винаходу. Переважні варіанти здійснення є об'єктами відповідних залежних пунктів формули винаходу. Виявили, що розгалужені алкандіолові діестери карбонової кислоти демонструють гарну сумісність як із поліізоціанатним компонентом, так і з поліольним компонентом, так що компоненти системи зв’язувального здатні розчинятися у відносно низькій кількості розчинника. У більшості випадків не обов'язково додавати будь-які ароматичні розчинники до розгалуженого алкандіолового діестеру карбонової кислоти, тому що не тільки може бути підвищена розчинність зв’язувального на основі поліуретану до такого ступеня, що кількість розчинника в зв’язувальній системі може бути низькою, але також і в'язкість зв’язувальної системи або в'язкість її компонентів може бути знижена до такого ступеню, що піщини вогнетривкого основного формувального матеріалу можуть бути покриті рівномірно тонкою плівкою зв’язувального після нетривалого перемішування. Це дуже важливо, наприклад, при способі холодного тверднення, тому що в цьому способі рідкий каталізатор додається в зв’язувальну систему, і період, протягом якого суміш формувального матеріалу залишається технологічною до тверднення зв’язувального, відносно короткий. Кількість димів і кіптяви, що утворюються при литті, уже знижується через невелику кількість розчинника, необхідного у суміші формувального матеріалу за даним винаходом для регулювання в'язкості. Крім того, виділення диму при литті може бути далі знижено, якщо додати невелику кількість ароматичних розчинників або зовсім їх не додавати. Для цих цілей під ароматичними розчинниками мають на увазі ароматичні вуглеводні, такі як толуол, ксилол і особливо ароматичні вуглеводні з високою температурою кипіння, що мають температуру кипіння більше 150°C. У даному винаході передбачається, що розгалужені алкандіольні діестери карбонової кислоти, використовувані в зв’язувальній системі суміші формувального матеріалу за даним винаходом, значно менш схильна до утворення кіптяви і димів, ніж 3 UA 99174 C2 5 10 15 20 25 30 35 40 45 50 55 60 ароматичні розчинники, через вміст у них кисню і їх неароматичну природу. Наступною перевагою суміші формувального матеріалу за даним винаходом, як виявили, було те, що отримані та затверділі формовані продукти мають високу механічну міцність. У технічному застосуванні це значить, що частка зв’язувального в суміші формувального матеріалу може бути знижена, і при цьому зберігається бажана міцність формованого продукту. Якщо менша кількість зв’язувального необхідна для одержання адекватної механічної міцності ливарної форми, кількість димів і кіптяви, утворених при литті, можна ще більше знизити. Отже, об'єктом даного винаходу є суміш формувального матеріалу для одержання формованих продуктів для ливарної промисловості, що включає: вогнетривкий основний формувальний матеріал; і зв’язувальну систему на основі поліуретану, що містить поліізоціанатний компонент і поліольний компонент. Відповідно до даного винаходу зв’язувальна система на основі поліуретану включає розгалужений алкандіольний діестер карбонової кислоти в пропорції, щонайменш, 3 ваг. % і ароматичний розчинник у пропорції менш 10 ваг. % щодо зв’язувальної системи в кожнім випадку. Слід зазначити, що багато з компонентів суміші формувального матеріалу за даним винаходом уже використовується в сумішах формувального матеріалу для одержання формованих продуктів, так що фахівець у даній галузі може використовувати цю інформацію. Так, наприклад, усі речовини, відомі як вогнетривкі, і звичайно використовувані в одержанні формованих продуктів у ливарній промисловості, можна використовувати як вогнетривкий основний формувальний матеріал. Прикладами прийнятних вогнетривких основних формувальних матеріалів є кварцовий пісок, цирконієвий пісок, олівіновий пісок, алюмосилікатний пісок та хромітовий пісок або їх суміші. Переважно використовується кварцовий пісок. Вогнетривкий основний формувальний матеріал повинний мати такий розмір частинок, щоб пористість формованого продукту, отриманого із суміші формувального матеріалу, була достатньою для того, щоб леткі сполуки могли звітрюватися під час лиття. Переважно, щонайменш, 70 ваг. % і особливо, щонайменш, 80 ваг. % вогнетривкого основного формувального матеріалу має розмір частинок ≤ 290 μм. Середній розмір частинок вогнетривкого основного формувального матеріалу повинний переважно складати від 100 до 350 μм. Розмір частинок можна визначити, наприклад, ситовим аналізом. Суміш формувального матеріалу за даним винаходом далі включає зв’язувальну систему на основі поліуретану, зв’язувальні компоненти якої також можуть бути узяті з відомих зв’язувальних систем. Зв’язувальна система містить, по-перше, поліольний компонент і поліізоціанатний компонент, а також можуть бути використані вже відомі компоненти. Поліізоціанатний компонент зв’язувальної системи може включати аліфатичний, циклоаліфатичний або ароматичний ізоціанат. Поліізоціанат переважно містить, щонайменш, 2 ізоціанатні групи, переважно від 2 до 5 ізоціанатних груп на молекулу. У залежності від бажаних властивостей також можна застосувати суміші ізоціанатів. Використовувані ізоціанати можуть складатися із сумішей мономерів, олігомерів і полімерів і, тому, будуть надалі переважними як поліізоціанати. Поліізоціанатний компонент може бути будь-яким поліізоціанатом, що звичайно використовується в поліуретанових зв’язувальних для сумішей формувального матеріалу в ливарній промисловості. Придатні поліізоціанати включають аліфатичні поліізоціанати, наприклад, гексаметилендіізоціанат, аліциклічні поліізоціанати, такі як 4,4'дициклогексилметандіізоціанат та їх диметилові похідні. Прикладами придатних ароматичних поліізоціанатів є толуол-2,4-діізоціанат, толуол-2,6-діізоціанат, 1,5-нафталіндіізоціанат, ксилілендіізоціанат і їх метилові похідні, дифенолметан-4,4'-діізоціанат і поліметиленполіфенол-поліізоціанат. Хоча, принципово всі традиційні поліізоціанати реагують з фенольною смолою з формуванням структурованої полімерної структури, переважно використовуються ароматичні поліізоціанати, особливо переважно поліметилен-поліфенол-поліізоціанат, наприклад, комерційно доступні суміші дифенілметан-4,4'-діізоціанату, їх ізомери та вищі гомологи. Поліізоціанати можуть використовуватися або в їх природній формі, або розчиненими в інертному або реактивному розчиннику. Реактивним розчинником вважається розчинник, що містить реактивну групу, так що він вбудовується в структуру зв’язувального, коли зв’язувальне твердне. Поліізоціанати переважно застосовуються в розведеній формі, для того щоб краще покрити піщини вогнетривкого основного формувального матеріалу тонкою плівкою, завдяки більш низької в'язкості розчину. 4 UA 99174 C2 5 10 15 20 25 30 35 40 45 50 55 60 Поліізоціанати або їх розчини в органічних розчинниках використовуються в концентраціях, достатніх щоб здійснити тверднення поліольного компонента, звичайно в діапазоні від 10 до 500 ваг. % щодо ваги поліольного компонента. Переважно використовується від 20 до 300 ваг. % щодо того ж. Рідкі поліізоціанати можуть використовуватися в нерозчинній формі, у той час як тверді або в’язкі поліізоціанати розчиняються в органічних розчинниках. Розчинники можуть складати до 80 ваг. %, переважно до 60 ваг. %, особливо переважно до 40 ваг. % ізоціанатного компонента. Поліізоціанат переважно застосовується в такій кількості, що число ізоціанатних груп складає від 80 до 120% числа вільних гідроксильних груп поліольного компонента. Усі поліоли, використовувані в поліуретанових зв’язувальних, можуть бути застосовані у якості поліольного компонента. Поліольний компонент містить, щонайменш, 2 гідроксильні групи, що здатні реагувати з ізоціанатними групами поліізоціанатного компонента для полегшення структурування зв’язувального при твердненні, тим самим приводячи до посилення міцності формованого продукту, коли він твердне. Переважними поліолами є фенольні смоли, що отримані конденсацією фенолів з альдегідами, переважно формальдегід, в рідкій фазі при температурі до близько 180°C у присутності каталітичних кількостей металу. Способи одержання таких фенольних смол відомі. Поліольний компонент переважно застосовується рідким або розчиненим в органічних розчинниках, для того щоб зв’язувальне рівномірно розподілялося по вогнетривкому основному формувальному матеріалу. Поліольний компонент переважно застосовується в ангідридній формі, тому що реакція ізоціанатного компонента з водою є небажаною побічною реакцією. У даному контексті “безводний” або “ангідрид” означає, що поліольний компонент має вміст води переважно менш 5 ваг. %, переважно менш 2 ваг. %. Вираз "фенольна смола" означає продукт реакції між альдегідом і фенолом, фенольними похідними, бісфенолами і продуктами конденсації вищого фенолу. Композиція фенольної смоли залежить від специфічно вибраних вихідних речовин, співвідношення кількостей вихідних речовин і умов реакції. Важливими факторами є, наприклад, тип каталізатора, час і температура реакції, як і присутність розчинників та інших речовин. Фенольна смола звичайно доступна як суміш різних сполук і може містити продукти приєднання, продукти конденсації, вихідні сполуки, що не прореагували, такі як феноли, бісфенол та/або альдегід, при умовах, що широко варіюють. Використовуваний вираз "продукт приєднання" означає продукти реакції, у яких, щонайменш, один водень у раніше незаміщеному фенолі або продукті конденсації заміщений органічним компонентом. "Продукт конденсації" означає реакційні продукти з двома або більш фенольними кільцями. Реакції конденсації між фенолами та альдегідами дають фенольні смоли, що поділяються на два класи: новолаки та резоли, у залежності від пропорцій реактантів, умов реакцій і використовуваних каталізаторів. Новолаки є розчинними, плавкими, такими, що самі не тверднуть, і стабільними при зберіганні олігомерами з молекулярною вагою в діапазоні від близько 500 до 5. 000 г/моль. При реакції конденсації альдегідів і фенолів вони осаджуються в молярному співвідношенні 1:>1 у присутності кислотних каталізаторів. Новолаки є фенольними смолами без метилольних груп, у яких фенольні ядра зв'язані через метиленові містки. Після додавання отверджувачів, таких як формальдегід, донорних засобів, переважно гексаметилентетрамін, вони здатні твердіти під час структурування при підвищеній температурі. Резолами є суміші гідроксиметилфенолів, що зв'язані через метиленові і метиленефірні містки і можуть бути отримані реакцією альдегідів і фенолів у молекулярному співвідношенні 1:
ДивитисяДодаткова інформація
Назва патенту англійськоюMolding material mixture for production of molded products for the foundry industry, met5hod of obtaining a mould, molded product and its use
Автори англійськоюPriebe, Christian, Koch, Diether
Назва патенту російськоюСмесь формовочного материала для производства формованных продуктов в литейной промышленности, способ получения литейной формы, формованный продукт и его использование
Автори російськоюПрибе Кристиан, Кох Дитер
МПК / Мітки
Мітки: ливарної, одержання, спосіб, матеріалу, застосування, формувального, формований, форми, промисловості, продукт, продуктів, формованих, суміш, ливарний
Код посилання
<a href="https://ua.patents.su/19-99174-sumish-formuvalnogo-materialu-dlya-oderzhannya-formovanikh-produktiv-u-livarnijj-promislovosti-sposib-oderzhannya-livarno-formi-formovanijj-produkt-ta-jjogo-zastosuvannya.html" target="_blank" rel="follow" title="База патентів України">Суміш формувального матеріалу для одержання формованих продуктів у ливарній промисловості, спосіб одержання ливарної форми, формований продукт та його застосування</a>
Спосіб та установка для виготовлення формованих харчових продуктів та харчовий продукт
Номер патенту: 98514
Опубліковано: 25.05.2012
Автор: Гронберг-Нінштедт Петра
МПК: A23C 7/00, A23P 1/10, A23L 1/31, A23L 1/325
Мітки: спосіб, продуктів, виготовлення, продукт, харчовий, харчових, установка, формованих
Формула / Реферат:
1. Спосіб виготовлення формованих харчових продуктів, відповідно до якого з одного або множини харчових продуктів, до яких належать, зокрема, м'ясо, риба, дичина, птиця, вуглеводвмісні продукти та/або овочі, або з поєднання та/або суміші таких продуктів, виготовляють заморожений напівфабрикат, та з цього напівфабрикату формують харчовий продукт бажаної форми в процесі переробки на технологічній лінії із застосуванням принаймні однократного...
Експандована полістиролова частинка з функціональним поверхневим шаром, спосіб її одержання, формований продукт з неї та спосіб його виготовлення
Номер патенту: 79414
Опубліковано: 11.06.2007
Автор: Парк Бонг-Кук
МПК: C08J 9/16
Мітки: частинка, продукт, поверхневим, функціональним, формований, експандована, полістиролова, неї, шаром, одержання, спосіб, виготовлення
Формула / Реферат:
1. Частинка експандованого полістиролу з функціональним поверхневим шаром, яка складається з внутрішнього шару експандованого полістиролу та функціонального поверхневого шару, причому внутрішній шар експандованого полістиролу утворений шляхом нагрівання та спінювання спінюваної полістиролової кульки або гранули, а функціональний поверхневий шар утворений шляхом вкривання поверхні внутрішнього шару з експандованого полістиролу композицією...
Зв’язувальний засіб, термопластична маса, що містить зв’язувальний засіб, формований виріб на основі термопластичної маси та спосіб одержання термопластичної маси та формованих виробів
Номер патенту: 96452
Опубліковано: 10.11.2011
Автори: Вольфромм Ханс, Ассманн Єнс, Бльомахер Мартін, Маат Йохан Херман Хендрік тер
МПК: C04B 35/634, C08L 59/00, B22F 3/10
Мітки: термопластичної, маси, виробів, містить, спосіб, виріб, основі, маса, термопластична, формований, засіб, формованих, зв'язувальний, одержання
Формула / Реферат:
1. Зв'язувальний засіб В для порошкових металів або сплавів металів, або їх сумішей, що містить наступні компоненти:В1 від 50 до 96 мас. % одного або кількох поліоксиметиленгомо- або -співполімерів,B2 від 2 до 35 мас. % одного або кількох поліолефінів,B3 від 2 до 40 мас. % полі-1,3-діоксепану або полі-1,3-діоксолану, або їх сумішей, причому сума масових частин компонентів В1 В2 та В3 дорівнює 100 %.2....
Сировинна суміш для пористого теплоізоляційного матеріалу і спосіб його одержання
Номер патенту: 85285
Опубліковано: 12.01.2009
Автори: Павленко Анатолій Михайлович, Соколовська Ірина Євгеніївна, Кошлак Ганна Володимирівна
МПК: C04B 14/10, C04B 14/00, C04B 14/06, C04B 14/04, C04B 14/26
Мітки: сировинна, одержання, матеріалу, пористого, теплоізоляційного, спосіб, суміш
Формула / Реферат:
1. Сировинна суміш для пористого теплоізоляційного матеріалу, що включає активний кремнеземистий матеріал, мінеральний наповнювач, гідроксид натрію і воду, яка відрізняється тим, що кремнеземистим матеріалом є кремениста порода або кременистий матеріал техногенного походження, або їхня суміш у співвідношенні 1:1, як мінеральний наповнювач - кварцовий пісок або кварцит, та додатково містить бікарбонат натрію та глину при наступному...
Спосіб і пристрій для відновлення металовмісного матеріалу у продукт відновлення та застосування цього продукту для одержання водню
Номер патенту: 97375
Опубліковано: 10.02.2012
Автор: Коой Хрістіаан Йоханнес
МПК: C21B 13/14, C21B 13/00
Мітки: відновлення, продукт, пристрій, одержання, матеріалу, металовмісного, водню, цього, застосування, продукту, спосіб
Формула / Реферат:
1. Спосіб відновлення металовмісного матеріалу, який має ступінь відновлення, нижчий за 25 мас. %, у продукт відновлення у безперервному процесі, який включає стадії, на яких:- створюють газоподібну фазу з вмістом газоподібного CO та щонайбільше 40 мас. % водню шляхом газифікації сполуки з вмістом вуглецю, використовуючи потік газу з вмістом кисню,- подають металовмісний матеріал до реакційної камери реактора з циркулюючим...
Попередній патент: Система барабанних ножиць
Наступний патент: Сполуки та композиція, що їх містить (варіанти), як модулятори tlr активності
Випадковий патент: Спосіб виготовлення пінополістирольних плит