Спосіб відновлення зношеного елемента великогабаритного литого виробу
Номер патенту: 66143
Опубліковано: 15.04.2004
Автори: Чірков Ігор Анатолійович, Куліш Олександр Павлович, Дімарецький Микола Петрович, Ртищев Андрій Борисович, Мамій Олександр Юрійович, Косолап Дмитро Миколайович
Формула / Реферат
Спосіб відновлення зношеного елемента великогабаритного литого виробу, переважно п'яти передньої стінки ковша екскаватора, при якому виготовляють латку і приварюють до виробу по контуру, який відрізняється тим, що латку виконують з увігнутою поверхнею і з наскрізними отворами і накладають її увігнутою поверхнею на поверхню зношеного елемента великогабаритного литого виробу з залишенням навколо її полиці під зварювальний шов, при цьому приварку здійснюють по контуру стику латки і полиці та по контуру наскрізних отворів.
Текст
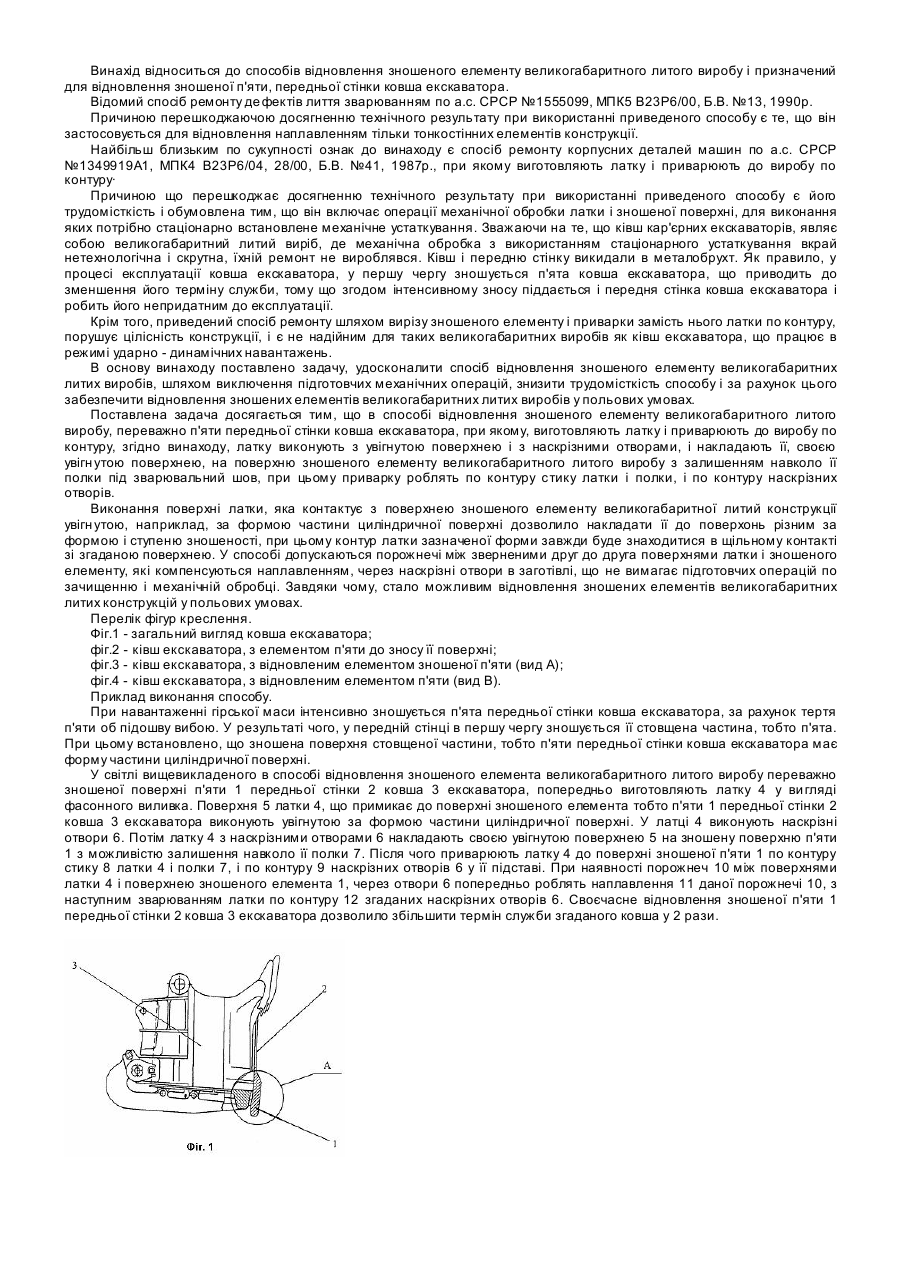
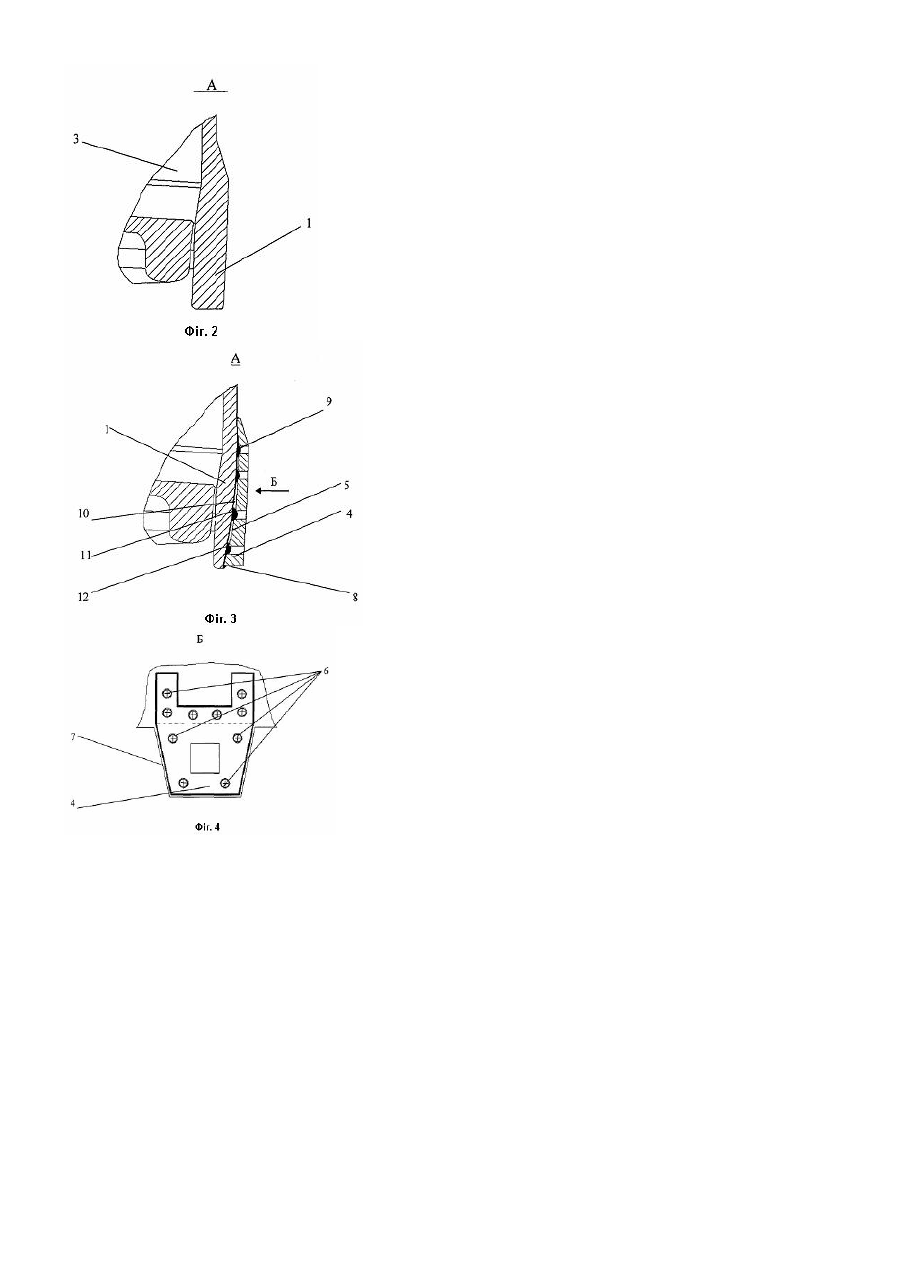
Винахід відноситься до способів відновлення зношеного елементу великогабаритного литого виробу і призначений для відновлення зношеної п'яти, передньої стінки ковша екскаватора. Відомий спосіб ремонту де фектів лиття зварюванням по а.с. СРСР №1555099, МПК5 В23Р6/00, Б.В. №13, 1990р. Причиною перешкоджаючою досягненню технічного результату при використанні приведеного способу є те, що він застосовується для відновлення наплавленням тільки тонкостінних елементів конструкції. Найбільш близьким по сукупності ознак до винаходу є спосіб ремонту корпусних деталей машин по а.с. СРСР №1349919А1, МПК4 В23Р6/04, 28/00, Б.В. №41, 1987р., при якому виготовляють латку і приварюють до виробу по контуру· Причиною що перешкоджає досягненню технічного результату при використанні приведеного способу є його трудомісткість і обумовлена тим, що він включає операції механічної обробки латки і зношеної поверхні, для виконання яких потрібно стаціонарно встановлене механічне устаткування. Зважаючи на те, що ківш кар'єрних екскаваторів, являє собою великогабаритний литий виріб, де механічна обробка з використанням стаціонарного устаткування вкрай нетехнологічна і скрутна, їхній ремонт не вироблявся. Ківш і передню стінку викидали в металобрухт. Як правило, у процесі експлуатації ковша екскаватора, у першу чергу зношується п'ята ковша екскаватора, що приводить до зменшення його терміну служби, тому що згодом інтенсивному зносу піддається і передня стінка ковша екскаватора і робить його непридатним до експлуатації. Крім того, приведений спосіб ремонту шляхом вирізу зношеного елементу і приварки замість нього латки по контуру, порушує цілісність конструкції, і є не надійним для таких великогабаритних виробів як ківш екскаватора, що працює в режимі ударно - динамічних навантажень. В основу винаходу поставлено задачу, удосконалити спосіб відновлення зношеного елементу великогабаритних литих виробів, шляхом виключення підготовчих механічних операцій, знизити трудомісткість способу і за рахунок цього забезпечити відновлення зношених елементів великогабаритних литих виробів у польових умовах. Поставлена задача досягається тим, що в способі відновлення зношеного елементу великогабаритного литого виробу, переважно п'яти передньої стінки ковша екскаватора, при якому, виготовляють латку і приварюють до виробу по контуру, згідно винаходу, латку виконують з увігнутою поверхнею і з наскрізними отворами, і накладають її, своєю увігн утою поверхнею, на поверхню зношеного елементу великогабаритного литого виробу з залишенням навколо її полки під зварювальний шов, при цьому приварку роблять по контуру стику латки і полки, і по контуру наскрізних отворів. Виконання поверхні латки, яка контактує з поверхнею зношеного елементу великогабаритної литий конструкції увігн утою, наприклад, за формою частини циліндричної поверхні дозволило накладати її до поверхонь різним за формою і ступеню зношеності, при цьому контур латки зазначеної форми завжди буде знаходитися в щільному контакті зі згаданою поверхнею. У способі допускаються порожнечі між зверненими друг до друга поверхнями латки і зношеного елементу, які компенсуються наплавленням, через наскрізні отвори в заготівлі, що не вимагає підготовчих операцій по зачищенню і механічній обробці. Завдяки чому, стало можливим відновлення зношених елементів великогабаритних литих конструкцій у польових умовах. Перелік фігур креслення. Фіг.1 - загальний вигляд ковша екскаватора; фіг.2 - ківш екскаватора, з елементом п'яти до зносу її поверхні; фіг.3 - ківш екскаватора, з відновленим елементом зношеної п'яти (вид А); фіг.4 - ківш екскаватора, з відновленим елементом п'яти (вид В). Приклад виконання способу. При навантаженні гірської маси інтенсивно зношується п'ята передньої стінки ковша екскаватора, за рахунок тертя п'яти об підошву вибою. У результаті чого, у передній стінці в першу чергу зношується її стовщена частина, тобто п'ята. При цьому встановлено, що зношена поверхня стовщеної частини, тобто п'яти передньої стінки ковша екскаватора має форму частини циліндричної поверхні. У світлі вищевикладеного в способі відновлення зношеного елемента великогабаритного литого виробу переважно зношеної поверхні п'яти 1 передньої стінки 2 ковша 3 екскаватора, попередньо виготовляють латку 4 у ви гляді фасонного виливка. Поверхня 5 латки 4, що примикає до поверхні зношеного елемента тобто п'яти 1 передньої стінки 2 ковша 3 екскаватора виконують увігнутою за формою частини циліндричної поверхні. У латці 4 виконують наскрізні отвори 6. Потім латку 4 з наскрізними отворами 6 накладають своєю увігнутою поверхнею 5 на зношену поверхню п'яти 1 з можливістю залишення навколо її полки 7. Після чого приварюють латку 4 до поверхні зношеної п'яти 1 по контуру стику 8 латки 4 і полки 7, і по контуру 9 наскрізних отворів 6 у її підставі. При наявності порожнеч 10 між поверхнями латки 4 і поверхнею зношеного елемента 1, через отвори 6 попередньо роблять наплавлення 11 даної порожнечі 10, з наступним зварюванням латки по контуру 12 згаданих наскрізних отворів 6. Своєчасне відновлення зношеної п'яти 1 передньої стінки 2 ковша 3 екскаватора дозволило збільшити термін служби згаданого ковша у 2 рази.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reconditioning the worn element of large-size cast article
Автори англійськоюDymaretskyi Mykola Petrovych, Kulish Oleksandr Pavlovych, Mamii Oleksandr Yuriiovych, Rtyschev Andrii Borysovych, Chirkov Ihor Anatoliiovych
Назва патенту російськоюСпособ восстановления изношенного элемента крупногабаритного литого изделия
Автори російськоюДымарецкий Николай Петрович, Кулиш Александр Павлович, Мамий Александр Юрьевич, Ртищев Андрей Борисович, Чирков Игорь Анатольевич
МПК / Мітки
МПК: B23P 25/00, B23P 6/04
Мітки: елемента, виробу, спосіб, зношеного, великогабаритного, відновлення, литого
Код посилання
<a href="https://ua.patents.su/2-66143-sposib-vidnovlennya-znoshenogo-elementa-velikogabaritnogo-litogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення зношеного елемента великогабаритного литого виробу</a>
Спосіб відновлення зношеного трубопроводу

Номер патенту: 58810
Опубліковано: 15.08.2003
Автори: Зайцев Леонід Павлович, Гарник Володимир Кирилович, Шипко Іван Іванович
МПК: F16L 55/02
Мітки: спосіб, зношеного, трубопроводу, відновлення
Формула / Реферат:
1. Спосіб відновлення зношеного трубопроводу, що включає введення в зношений трубопровід нової труби, співвісне її розташування, нагнітання під тиском пластичного розчину в міжтрубну порожнину, який відрізняється тим, що нову трубу обладнують центруючим конусним оголовком, який з'єднують ланкою з ущільнювальним конусом, зв'язаним з тягою і рукавом, пропущеними через зношений трубопровід, після чого нову трубу вводять в зношений трубопровід на...
Спосіб відновлення профілю зношеного гребеня колеса рейкового транспорту
Номер патенту: 46677
Опубліковано: 15.05.2002
Автор: Матвєєв Володимир Валентинович
Мітки: транспорту, спосіб, гребеня, профілю, відновлення, зношеного, рейкового, колеса
Формула / Реферат:
Спосіб відновлення профілю зношеного гребеня колеса рейкового транспорту, що включає нарощування нагрітої до заданої температури зношеної поверхні гребеня колеса шляхом наплавлення на неї металу і видалення металу з всієї поверхні кочення колеса до одержання заданого розміру профілю кочення, який відрізняється тим, що перед наплавленням металу на зношену поверхню гребеня колеса видаляють метал з поверхні кочення обода колеса до основи гребеня...
Верстат для механічної обробки об’ємного виробу, зокрема елемента зубного протеза, за допомогою автоматичного копіювання
Номер патенту: 64016
Опубліковано: 16.02.2004
Автор: Фарре П'єр
МПК: B23Q 35/00, A61C 13/00
Мітки: механічної, об`ємного, зубного, допомогою, автоматичного, елемента, копіювання, виробу, зокрема, обробки, верстат, протеза
Формула / Реферат:
1. Верстат (1) для механічної обробки щонайменше одного об'ємного об'єкта, а саме елемента зубного протеза, за допомогою автоматичного копіювання, який містить щонайменше інструмент (4) для механічної обробки, що має вісь симетрії (18) і має щонайменше один степінь вільності обертання навколо осі симетрії, привідні засоби (5) для приведення в обертання вказаного інструмента (4) для механічної обробки навколо його осі симетрії, засоби (6)...
Спосіб приготування тіста для хлібобулочного виробу та тісто для хлібобулочного виробу
Номер патенту: 56390
Опубліковано: 15.05.2003
Автор: Обрубінський Геннадій Вікторович
МПК: A21D 13/02, A21D 2/38
Мітки: хлібобулочного, тісто, приготування, виробу, спосіб, тіста
Формула / Реферат:
1.Спосіб приготування тіста для хлібобулочного виробу, який передбачає замочування зерна харчових злаків до досягнення його проростання, його дрібнення, заміс тіста на одержаній зерновій масі з внесенням рецептурних компонентів, який відрізняється тим, що до одержаної зернової маси додають воду, харчовий жир, поварену сіль, тмин, харчову кислоту і харчову соду до отримання наступного кількісного складу тіста в мас. %: проросле ...
Спосіб оцінки якості зразків із литого сплаву
Номер патенту: 2896
Опубліковано: 26.12.1994
Автори: Ушков Сталь Сергійович, Скальський Валентин Романович, Зазуляк Василь Андрійович, Володін Володимир Іванович, Старостін Валерій Костянтинович
МПК: G01N 3/00, G01N 29/14
Мітки: зразків, оцінки, литого, якості, спосіб, сплаву
Формула / Реферат:
Способ оценки качества образца литьевого сплава, по которому используют эталонный и испытуемый образцы, нагружают их до разрушения, в процессе нагружения регистрируют сигналы акустической эмиссии и определяют параметр, по которому судят о качестве сплава, отличающийся тем, что фиксируют величины нагрузок - максимальной при разрушении и в момент появления сигналов акустической эмиссии, в качестве параметра, по которому судят о качестве сплава,...
Попередній патент: Пристрій для дослідження продуктивності копалиновмісних пластів
Наступний патент: Спосіб бічної аксилярної мініторакотомії
Випадковий патент: Спосіб одержання олеандоміциноксимів та самі сполуки