Спосіб одержання товстих листів
Номер патенту: 59099
Опубліковано: 15.08.2003
Автори: Шебаніц Едуард Миколайович, Карнаушенко Ніл Андрійович, Бойко Володимир Семенович, Климанчук Владислав Владиславович, Зеленський Віктор Євгенійович, Голі-Оглу Володимир Семенович, Дубінський Борис Євгенійович
Формула / Реферат
Спосіб одержання товстих листів, який включає поперечну розрізку безперервно литих заготовок, нагрів заготовок у нагрівальних печах, поперечну і поздовжню прокатку, який відрізняється тим, що заготовки перед нагріванням піддають поздовжньому розрізуванню.
Текст
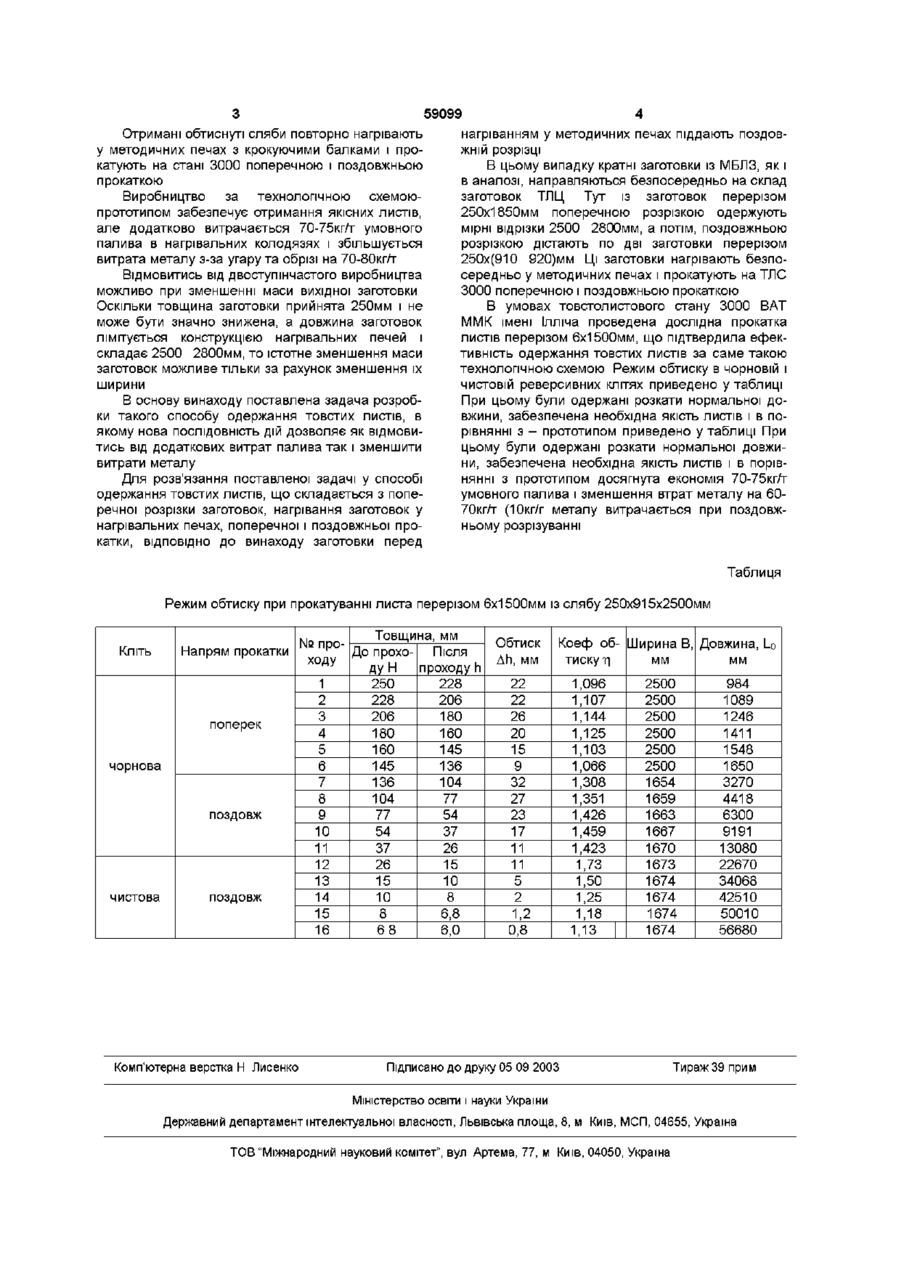
Спосіб одержання товстих листів, який включає поперечну розрізку безперервно литих заготовок, нагрів заготовок у нагрівальних печах, поперечну і поздовжню прокатку, який відрізняється тим, що заготовки перед нагріванням піддають поздовжньому розрізуванню Винахід належить до області обробки металів тиском, зокрема, до технології одержання методом прокатки товстих листів, переважно на двоклітьових реверсивних станах До таких відноситься і товстолистовий стан 3000 ВАТ Маріупольського комбінату імені Ілліча Відомий спосіб виробництва товстих листів перерізом 8 25x1500 2700мм і довжиною до 12200мм За цим способом вихідним матеріалом для отримання товстих листів є безперервнолиті заготовки перерізом 250x1550мм та 250x1850мм На машинах безперервного лиття заготовок (МБЛЗ) після виходу заготовки із зони повторного охолодження и розрізають на дво-тр и-кратні відрізки довжиною 5600-8500мм (див "Разливка стали на машинах непрерывного литья заготовок (МНЛЗ) кислородно-конвертерного цеха" Технологическая инструкция ТИ 227-СТ КК-10-98 Приложение А и Л) і передають на склад заготовок товстолистового цеху (ТЛЦ) На складі ТЛЦ, у ВІДПОВІДНОСТІ ДО затверджених фабрикаційних коефіцієнтів і з врахуванням конструкційних особливостей печей з крокуючими балками, заготовки розділяють поперечним розрізанням на мірні частини, довжина яких мас бути у межах 2500 2800мм Маса таких заготовок 7,59,0т Заготовки інших розмірів по довжині в печах нагрівати неможливо (див "Производство листов в листопрокатном цехе 3000" Технологическая инструкция ТИ 227-ПГЛ-15-98) Нагріті заготовки передають до чорнової реверсивної КЛІТІ, в якій їх прокатують поперечною та поздовжньою прокаткою, після чого розкати оста точно прокатують у чистовш реверсивній КЛІТІ та передають на подальшу обробку У сьогоденні виникає потреба одержання листів товщиною 6 8мм при ширині від 1500мм Одержувати ЯКІСНІ листи за розглянутою вище схемою неможливо Так, при прокатуванні листів перерізом 250x1550х2500мм довжина здобутого розкату може доходити до 100м При такій довжині розкатів неможливо забезпечити вимоги стандартів до товщини листів і механічних властивостей Тому виробництво листів товщиною 6 8мм здійснюється за такою схемою, яка прийнята за прототип Із МБЛЗ заготовки кратної довжини передають на ад'юстаж цеху "Слябінг", де їх розділяють поперечною розрізкою на мірні частини збільшені на 200мм для компенсування втрат металу на угар при нагріванні в нагрівальних колодязях і на обрізь під час вирізування прокатаних слябів, Таким чином, фабрикаційний коефіцієнт на цьому переділі буде 2700 3000 = 1,08 1,07 (див "Прокатка 2500 2800 слитков, вырезка и зачистка слябов в цехе слябинг 1150» Технологическая инструкция ТИ- 227ПОЗ-020980 Изменение №3) Заготовки нагрівають у нагрівальних колодязях з втратою 70-75кгл~ умовного палива і обтискують на слябінгу, зменшуючи їх товщину приблизно в два рази, після чого розкат охолоджують і передають на склад заготовок ТЛЦ, де вирізують поперечною розрізкою два сляби товщиною 120140мм і довжиною 2500 2800мм о> о о> ю 59099 Отримані обтиснул сляби повторно нагрівають у методичних печах з крокуючими балками і прокатують на стані 3000 поперечною і поздовжньою прокаткою Виробництво за технологічною схемоюпрототипом забезпечує отримання якісних листів, але додатково витрачається 70-75кгл~ умовного палива в нагрівальних колодязях і збільшується витрата металу з-за угару та обрізі на 70-80кгл' Відмовитись ВІД двоступінчастого виробництва можливо при зменшенні маси вихідної заготовки Оскільки товщина заготовки прийнята 250мм і не може бути значно знижена, а довжина заготовок лімітується конструкцією нагрівальних печей і складає 2500 2800мм, то істотне зменшення маси заготовок можливе тільки за рахунок зменшення їх ширини В основу винаходу поставлена задача розробки такого способу одержання товстих листів, в якому нова ПОСЛІДОВНІСТЬ дій дозволяє як відмовитись від додаткових витрат палива так і зменшити витрати металу Для розв'язання поставленої задачі у способі одержання товстих листів, що складається з поперечної розрізки заготовок, нагрівання заготовок у нагрівальних печах, поперечної і поздовжньої прокатки, ВІДПОВІДНО до винаходу заготовки перед нагріванням у методичних печах піддають поздовжній розрізці В цьому випадку кратні заготовки із МБЛЗ, як і в аналозі, направляються безпосередньо на склад заготовок ТЛЦ Тут із заготовок перерізом 250x1850мм поперечною розрізкою одержують мірні відрізки 2500 2800мм, а потім, поздовжньою розрізкою дістають по дві заготовки перерізом 250х(910 920)мм Ці заготовки нагрівають безпосередньо у методичних печах і прокатують на ТЛС 3000 поперечною і поздовжньою прокаткою В умовах товстолистового стану 3000 ВАТ ММК імені Ілліча проведена дослідна прокатка листів перерізом 6x1500мм, що підтвердила ефективність одержання товстих листів за саме такою технологічною схемою Режим обтиску в чорновій і чистовій реверсивних клітях приведено у таблиці При цьому були одержані розкати нормальної довжини, забезпечена необхідна якість листів і в порівнянні з - прототипом приведено у таблиці При цьому були одержані розкати нормальної довжини, забезпечена необхідна якість листів і в порівнянні з прототипом досягнута економія 70-75кгл~ умовного палива і зменшення втрат металу на 6070кгл~ (1 Окг/г металу витрачається при поздовжньому розрізуванні Таблиця Режим обтиску при прокатуванні листа перерізом 6x1500мм із слябу 250x915х2500мм Кпіть Напрям прокатки поперек чорнова поздовж чистова поздовж Комп'ютерна верстка Н Лисенко Товщина, мм № проДо прохо- Після ходу ДУ Н проходу h 1 250 228 2 228 206 3 206 180 4 180 160 5 160 145 6 145 136 7 136 104 8 104 77 9 77 54 10 54 37 11 37 26 12 26 15 13 15 10 14 10 8 15 8 6,8 16 68 6,0 Обтиск Ah, MM Коеф об- ІІирина В, Довжина, І_о тиску ті мм мм 22 22 26 20 15 9 32 27 23 17 11 11 5 2 1,2 0,8 1,096 1,107 1,144 1,125 1,103 1,066 1,308 1,351 1,426 1,459 1,423 1,73 1,50 1,25 1,18 1,13 2500 2500 2500 2500 2500 2500 1654 1659 1663 1667 1670 1673 1674 1674 1674 1674 Підписано до друку 05 09 2003 984 1089 1246 1411 1548 1650 3270 4418 6300 9191 13080 22670 34068 42510 50010 56680 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of thick sheets
Автори англійськоюBoiko Volodymyr Semenovych, Holi-Ohlu Volodymyr Semenovych, Klymanchuk Vladyslav Vladyslavovych, Shebanits Eduard Mykolaiovych
Назва патенту російськоюСпособ получения толстых листов
Автори російськоюБойко Владимир Семенович, Голи-Оглу Владимир Семенович, Климанчук Владислав Владиславович, Шебаниц Эдуард Николаевич
МПК / Мітки
МПК: B21B 1/22
Мітки: листів, спосіб, товстих, одержання
Код посилання
<a href="https://ua.patents.su/2-59099-sposib-oderzhannya-tovstikh-listiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання товстих листів</a>
Спосіб прокатування товстих листів
Номер патенту: 42504
Опубліковано: 15.10.2001
Автори: Самохвал Володимир Михайлович, Салацинський Едуард Стефанович, Пихтін Володимир Володимирович, Несвіт Володимир Васильович, Максименко Олег Павлович
МПК: B21B 1/22
Мітки: спосіб, листів, товстих, прокатування
Формула / Реферат:
Спосіб прокатування товстих листів, що включає нагрівання слябів, прокатування їх за декілька проходів в чорновій реверсивній кліті та прокатування за один прохід в чистовій кліті дуо з одним привідним валком, який розкручують перед задачею розкату в кліть, який відрізняється тим, що розкручування непривідного валка здійснюють за рахунок попереднього профілювання робочої ділянки його бочки на величину
Спосіб виробництва товстих листів
Номер патенту: 597
Опубліковано: 15.12.1993
Автори: Шульженко Віктор Васильович, Міронов Євген Костянтинович, Соловьйов Дмитро Володимирович, Проценко Юрій Юрійович, Хорошілов Микола Макарович, Міллєр Віктор Вікторович
МПК: B21B 1/38
Мітки: товстих, листів, виробництва, спосіб
Формула / Реферат:
Способ производства толстых листов, включающий нагрев слитка, прокатку на обжимном стане, удаление дефектных концов заготовки, порезку на слябы, последующую горячую прокатку на листовом стане, вырезку проб для механических испытаний и порезку на мерные длины, отличающийся тем, что удаление дефектных концов концевых слябов осуществляют до появления бездефектного металла на ширине 0,5-0,7 его ширины, а вырезку проб для механических испытаний и...
Спосіб прокатки товстих листів
Номер патенту: 24902
Опубліковано: 06.10.1998
Автори: Коновалов Юрій В'ячеславович, Руденко Євген Олексійович, Повар Володимир Борисович
МПК: B21B 1/38
Мітки: прокатки, листів, товстих, спосіб
Формула / Реферат:
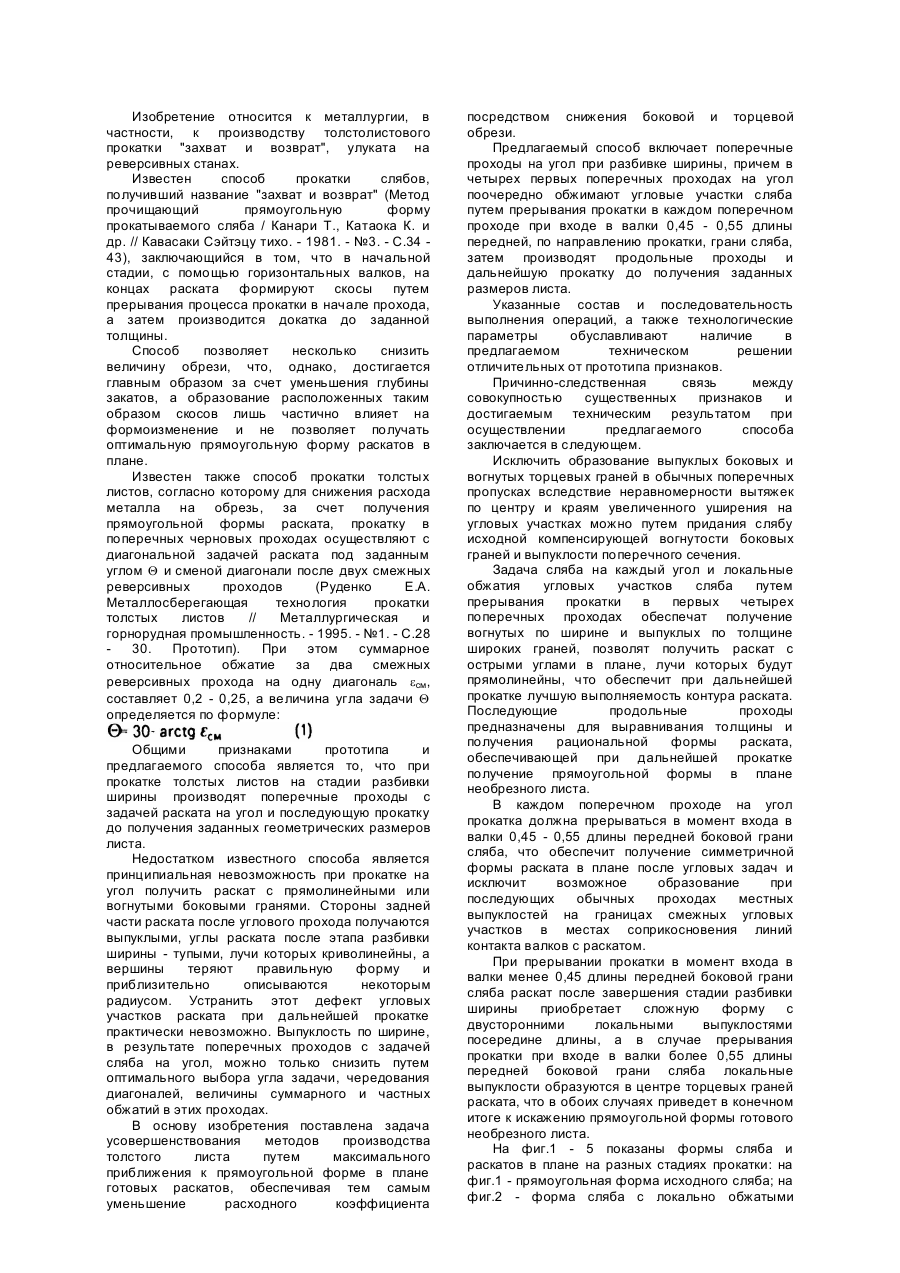
Способ прокатки толстых листов, включающий поперечные проходы на угол при разбивке ширины и дальнейшую прокатку, отличающийся тем, что в четырех первых поперечных проходах на угол поочередно обжимают угловые участки сляба путем прерывания прокатки в каждом поперечном проходе при входе в валки 0,45 - 0,55 длины передней грани сляба, затем производят продольные проходы и дальнейшую прокатку до получения заданных размеров листа.
Спосіб одержання двошарових листів
Номер патенту: 56659
Опубліковано: 15.05.2003
Автори: Суглобов Володимир Васильович, Бобух Іван Олексійович, Зинов'єв Павло Миколайович, Александров Ігор Валентинович
МПК: B21D 22/00
Мітки: спосіб, двошарових, листів, одержання
Формула / Реферат:
Спосіб одержання пакета для двошарових листів, що включає з'єднання заготівок основного та плакувального шарів герметизуючою рамкою, виконаною з профілю з опуклим поперечним перерізом, наступне нагрівання і прокатку, який відрізняється тим, що герметизуючу рамку накладають на плакувальну заготівку внутрішньою поверхнею, а прокатку здійснюють з обтисненням, збільшеним на товщину герметизуючої рамки.
Спосіб виробництва листів із слябів
Номер патенту: 49461
Опубліковано: 16.09.2002
Автори: Росточилов Анатолій Іванович, Соколовський Борис Цудікович, Гаран Ігор Вячославович, Тартачний Віктор Сергійович
МПК: B22D 25/00, B22D 7/00
Мітки: виробництва, листів, спосіб, слябів
Формула / Реферат:
Спосіб виробництва листів із слябів, що включає відливку зливків у наскрізні виливниці, нагрівання та прокатування у валках блюмінга, який відрізняється тим, що прокатування проводять крізь спеціальний калібр з боковими стінками урізів потоків, які містять на глибині скоси під кутом 15-20 градусів до осі обертання валків з формуванням випуклої форми вузьких граней розкатки та багатогранного, наприклад восьмигранного поперечного перерізу...
Попередній патент: Двигун внутрішнього згоряння
Наступний патент: Спосіб прогнозування ступенів агресії жінки, хворої на параноїдну шизофренію з безперервним перебігом
Випадковий патент: Поїлка для тварин