Литий штамп
Номер патенту: 8645
Опубліковано: 15.08.2005
Автори: Роменський Євген Юрійович, Кочєров Генадій Анатолійович, Цимбаліст Вадим Валентинович, Холодняк Юрій Сергійович
Формула / Реферат
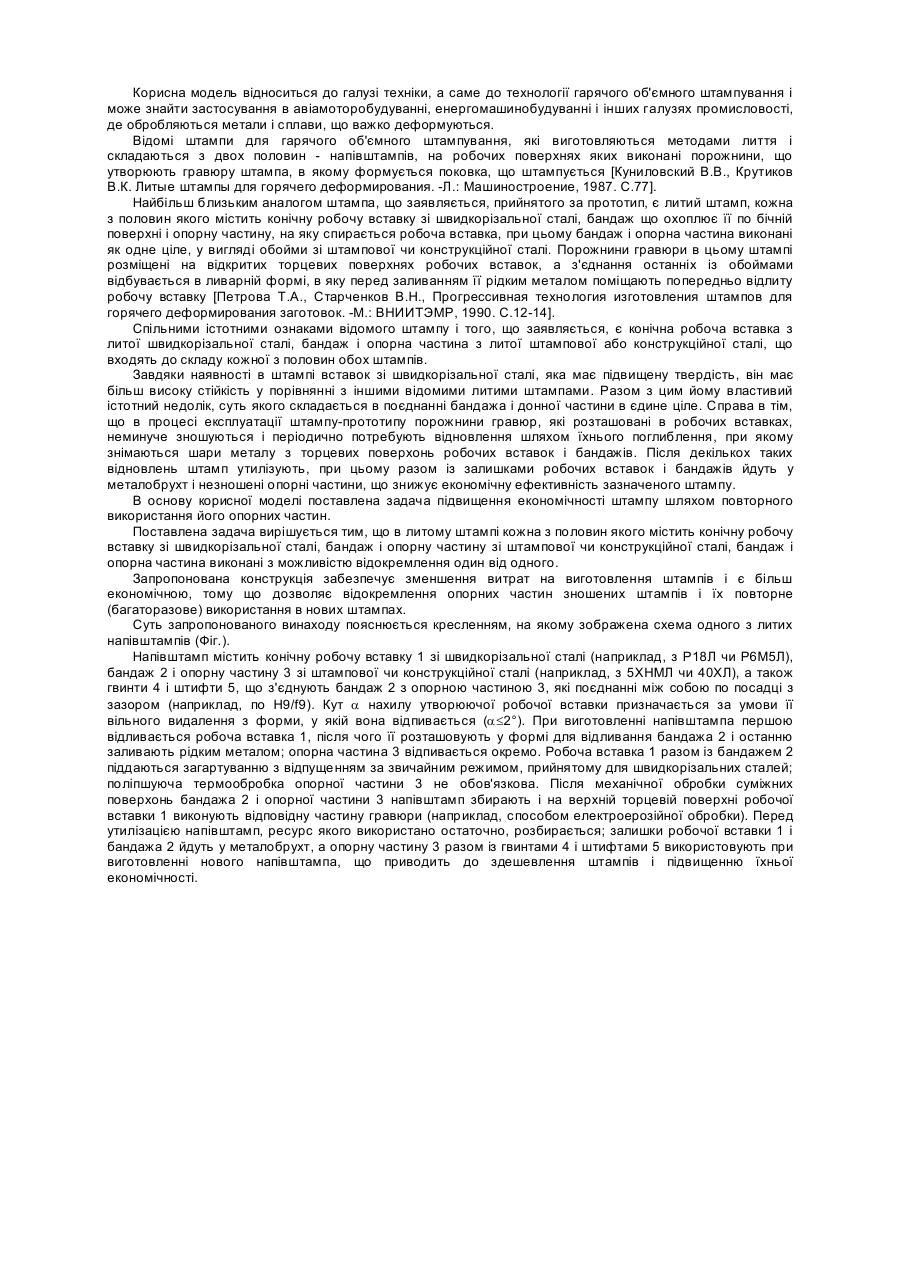
Литий штамп, кожна з половин якого містить конічну робочу вставку з литої швидкорізальної сталі, бандаж і опорну частину з литої штампової чи конструкційної сталі, який відрізняється тим, що бандаж і опорна частина виконані з можливістю відокремлення один від одного.
Текст
Корисна модель відноситься до галузі техніки, а саме до технології гарячого об'ємного штампування і може знайти застосування в авіамоторобудуванні, енергомашинобудуванні і інших галузях промисловості, де обробляються метали і сплави, що важко деформуються. Відомі штампи для гарячого об'ємного штампування, які виготовляються методами лиття і складаються з двох половин - напівштампів, на робочих поверхнях яких виконані порожнини, що утворюють гравюру штампа, в якому формується поковка, що штампується [Куниловский В.В., Крутиков В.К. Литые штампы для горячего деформирования. -Л.: Машиностроение, 1987. С.77]. Найбільш близьким аналогом штампа, що заявляється, прийнятого за прототип, є литий штамп, кожна з половин якого містить конічну робочу вставку зі швидкорізальної сталі, бандаж що охоплює її по бічній поверхні і опорну частину, на яку спирається робоча вставка, при цьому бандаж і опорна частина виконані як одне ціле, у вигляді обойми зі штампової чи конструкційної сталі. Порожнини гравюри в цьому штампі розміщені на відкритих торцевих поверхнях робочих вставок, а з'єднання останніх із обоймами відбувається в ливарній формі, в яку перед заливанням її рідким металом поміщають попередньо відлиту робочу вставку [Петрова Т.А., Старченков В.Н., Прогрессивная технология изготовления штампов для горячего деформирования заготовок. -М.: ВНИИТЭМР, 1990. С.12-14]. Спільними істотними ознаками відомого штампу і того, що заявляється, є конічна робоча вставка з литої швидкорізальної сталі, бандаж і опорна частина з литої штампової або конструкційної сталі, що входять до складу кожної з половин обох штампів. Завдяки наявності в штампі вставок зі швидкорізальної сталі, яка має підвищену твердість, він має більш високу стійкість у порівнянні з іншими відомими литими штампами. Разом з цим йому властивий істотний недолік, суть якого складається в поєднанні бандажа і донної частини в єдине ціле. Справа в тім, що в процесі експлуатації штампу-прототипу порожнини гравюр, які розташовані в робочих вставках, неминуче зношуються і періодично потребують відновлення шляхом їхнього поглиблення, при якому знімаються шари металу з торцевих поверхонь робочих вставок і бандажів. Після декількох таких відновлень штамп утилізують, при цьому разом із залишками робочих вставок і бандажів йдуть у металобрухт і незношені опорні частини, що знижує економічну ефективність зазначеного штампу. В основу корисної моделі поставлена задача підвищення економічності штампу шляхом повторного використання його опорних частин. Поставлена задача вирішується тим, що в литому штампі кожна з половин якого містить конічну робочу вставку зі швидкорізальної сталі, бандаж і опорну частину зі штампової чи конструкційної сталі, бандаж і опорна частина виконані з можливістю відокремлення один від одного. Запропонована конструкція забезпечує зменшення витрат на виготовлення штампів і є більш економічною, тому що дозволяє відокремлення опорних частин зношених штампів і їх повторне (багаторазове) використання в нових штампах. Суть запропонованого винаходу пояснюється кресленням, на якому зображена схема одного з литих напівштампів (Фіг.). Напівштамп містить конічну робочу вставку 1 зі швидкорізальної сталі (наприклад, з Р18Л чи Р6М5Л), бандаж 2 і опорну частину 3 зі штампової чи конструкційної сталі (наприклад, з 5ХНМЛ чи 40ХЛ), а також гвинти 4 і штифти 5, що з'єднують бандаж 2 з опорною частиною 3, які поєднанні між собою по посадці з зазором (наприклад, по H9/f9). Кут a нахилу утворюючої робочої вставки призначається за умови її вільного видалення з форми, у якій вона відпивається (a£2°). При виготовленні напівштампа першою відливається робоча вставка 1, після чого її розташовують у формі для відливання бандажа 2 і останню заливають рідким металом; опорна частина 3 відпивається окремо. Робоча вставка 1 разом із бандажем 2 піддаються загартуванню з відпущенням за звичайним режимом, прийнятому для швидкорізальних сталей; поліпшуюча термообробка опорної частини 3 не обов'язкова. Після механічної обробки суміжних поверхонь бандажа 2 і опорної частини 3 напівштамп збирають і на верхній торцевій поверхні робочої вставки 1 виконують відповідну частину гравюри (наприклад, способом електроерозійної обробки). Перед утилізацією напівштамп, ресурс якого використано остаточно, розбирається; залишки робочої вставки 1 і бандажа 2 йдуть у металобрухт, а опорну частину 3 разом із гвинтами 4 і штифтами 5 використовують при виготовленні нового напівштампа, що приводить до здешевлення штампів і підвищенню їхньої економічності.
ДивитисяДодаткова інформація
Назва патенту англійськоюCast die
Автори англійськоюKholodniak Yurii Serhiiovych, Romenskyi Yevhen Yuriiovych, Tsymbalist Vadym Valentynovych
Назва патенту російськоюЛитой штамп
Автори російськоюХолодняк Юрий Сергеевич, Роменский Евгений Юрьевич, Цымбалист Вадим Валентинович
МПК / Мітки
МПК: B21J 13/02
Код посилання
<a href="https://ua.patents.su/2-8645-litijj-shtamp.html" target="_blank" rel="follow" title="База патентів України">Литий штамп</a>
Литий композиційний сплав
Номер патенту: 34070
Опубліковано: 15.02.2001
Автори: Новицький Віктор Григорович, Панасенко Діна Данилівна, Гаврилюк Володимир Петрович, Тихонович Вадим Іванович
МПК: C22C 38/16
Мітки: литий, сплав, композиційний
Текст:
...евтектики. Крім утворення ZrO2 і в сталі печі типу ІСТ-0,06 і заливали в сухі пісчані форприсутні сполуки ZrS2 і ZrN у при цьому найбільш ми. багаточисельними являються сполуки ZrS2, які Дослідні сплави і прототип підлягали випророзташовані в вигляді точечних включень. Часбуванню на зносостійкість при сухому терті ковтинки міці виділяються на частинках ZrS2, що дозання. Швидкість ковзання 1 м/с, питоме навандатково сприяє рівномірному...
Штамп для одержання ріжучого інструмента
Номер патенту: 47657
Опубліковано: 15.07.2002
Автори: Гогаєв Казбек Олександрович, Радченко Олександр Кузьмич, Воропаєв Віталій Семенович
МПК: B30B 11/02
Мітки: ріжучого, інструмента, штамп, одержання
Формула / Реферат:
Штамп для одержання ріжучого інструмента, що має основу, матрицю, пуансон, плиту, який відрізняється тим, що він оснащений верхньою плитою, колонками, пневмоциліндрами, причому матриця, що фіксується колонками, виконана складеною з можливістю переміщення по напрямних основи і верхньої плити під дією пневмоциліндрів.
Литий корпус міжсекційного підшипника електричної машини
Номер патенту: 59557
Опубліковано: 15.09.2003
Автори: Ярута Віктор Олексійович, Кузенко Вячеслав Григорович, Ярута Олексій Макарович
МПК: H02K 5/16, F16C 35/00
Мітки: корпус, електричної, машини, міжсекційного, підшипника, литий
Формула / Реферат:
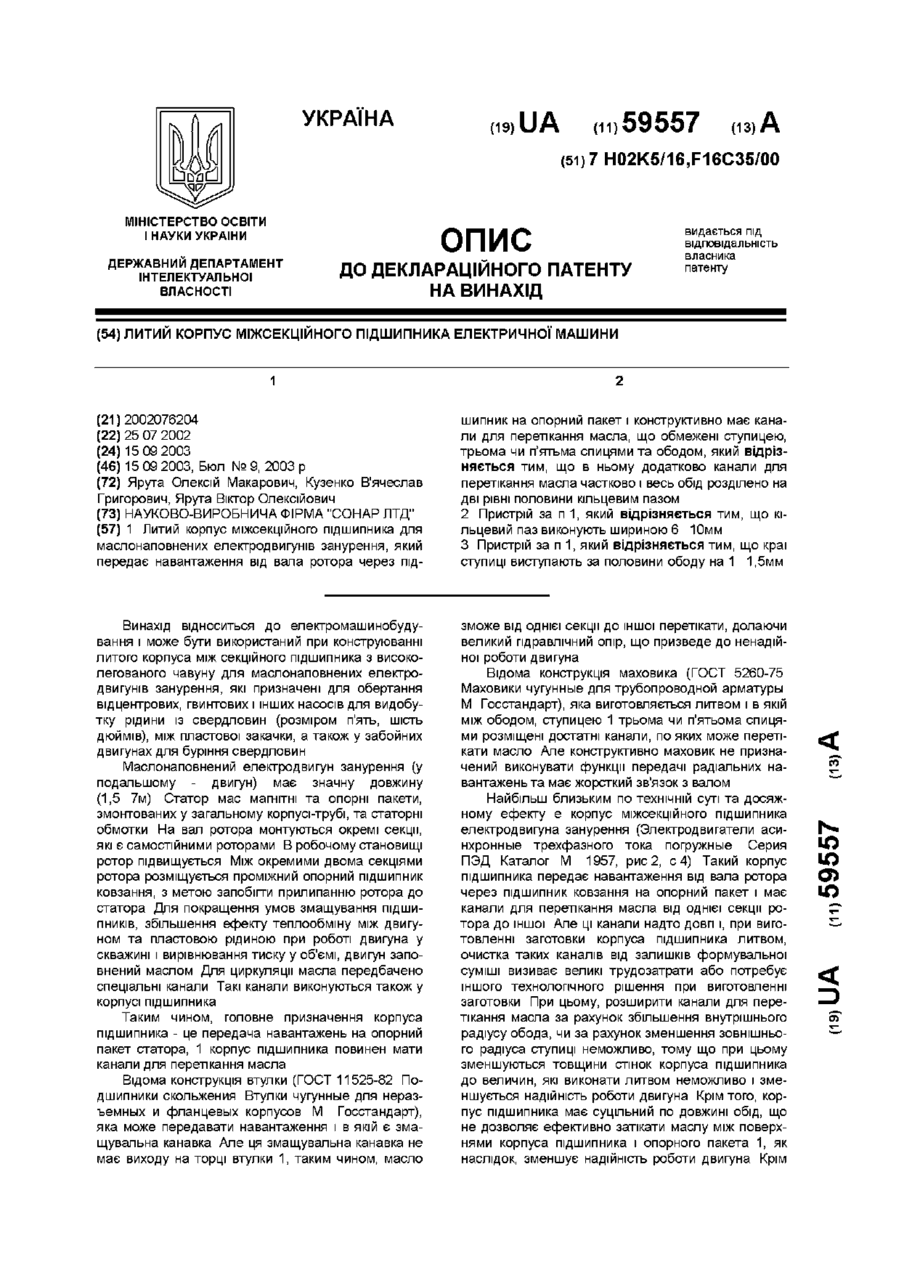
1. Литий корпус міжсекційного підшипника для маслонаповнених електродвигунів занурення, який передає навантаження від вала ротора через підшипник на опорний пакет і конструктивно має канали для перетікання масла, що обмежені ступицею,трьома чи п’ятьма спицями та ободом, який відрізняється тим, що в ньому додатково канали для перетікання масла частково і весь обід розділено на дві рівні половини кільцевим пазом.2. Пристрій за п. 1, який...
Литий двошаровий борошномельний валець
Номер патенту: 48512
Опубліковано: 17.01.2005
Автори: Поляк Володимир Миколайович, Морозовський Всеволод Віталієвич, Костенко Георгій Дмитрович, Каричковський Петро Микитович
МПК: B02C 4/30, B22D 19/00
Мітки: валець, борошномельний, литий, двошаровий
Формула / Реферат:
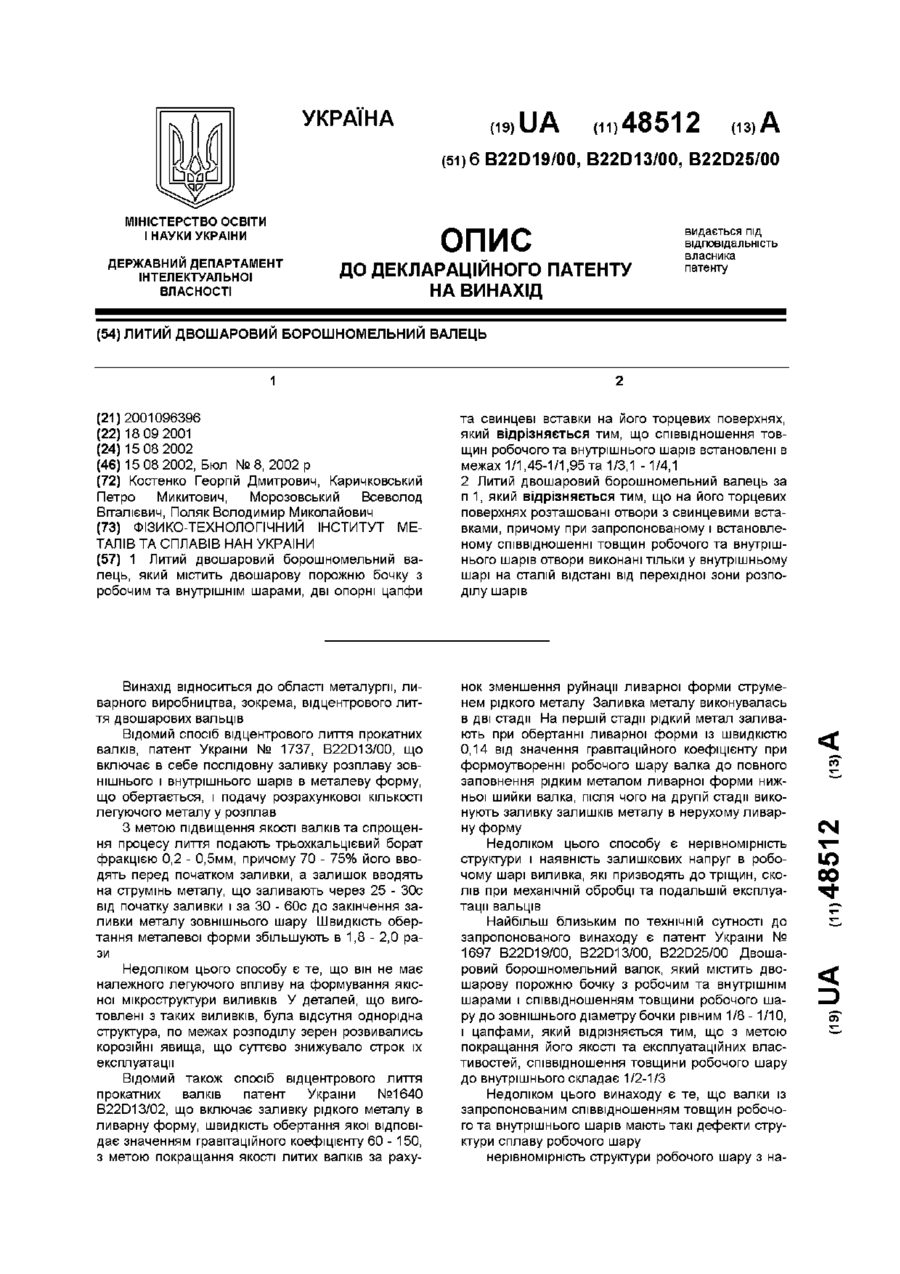
1. Литий двошаровий борошномельний валець, який містить двошарову порожню бочку з робочим та внутрішнім шарами, дві опорні цапфи та свинцеві вставки на його торцевих поверхнях, який відрізняється тим, що співвідношення товщин робочого та внутрішнього шарів встановлені в межах 1/1,45-1/1,95 та 1/3,1-1/4,1.2. Литий двошаровий борошномельний валець за п. 1, який відрізняється тим, що на його торцевих поверхнях розташовані отвори з...
Штамп для роздачі трубних заготівель
Номер патенту: 36523
Опубліковано: 16.04.2001
Автор: Розов Юрій Георгійович
МПК: B21D 19/00
Мітки: трубних, штамп, заготівель, роздачі
Текст:
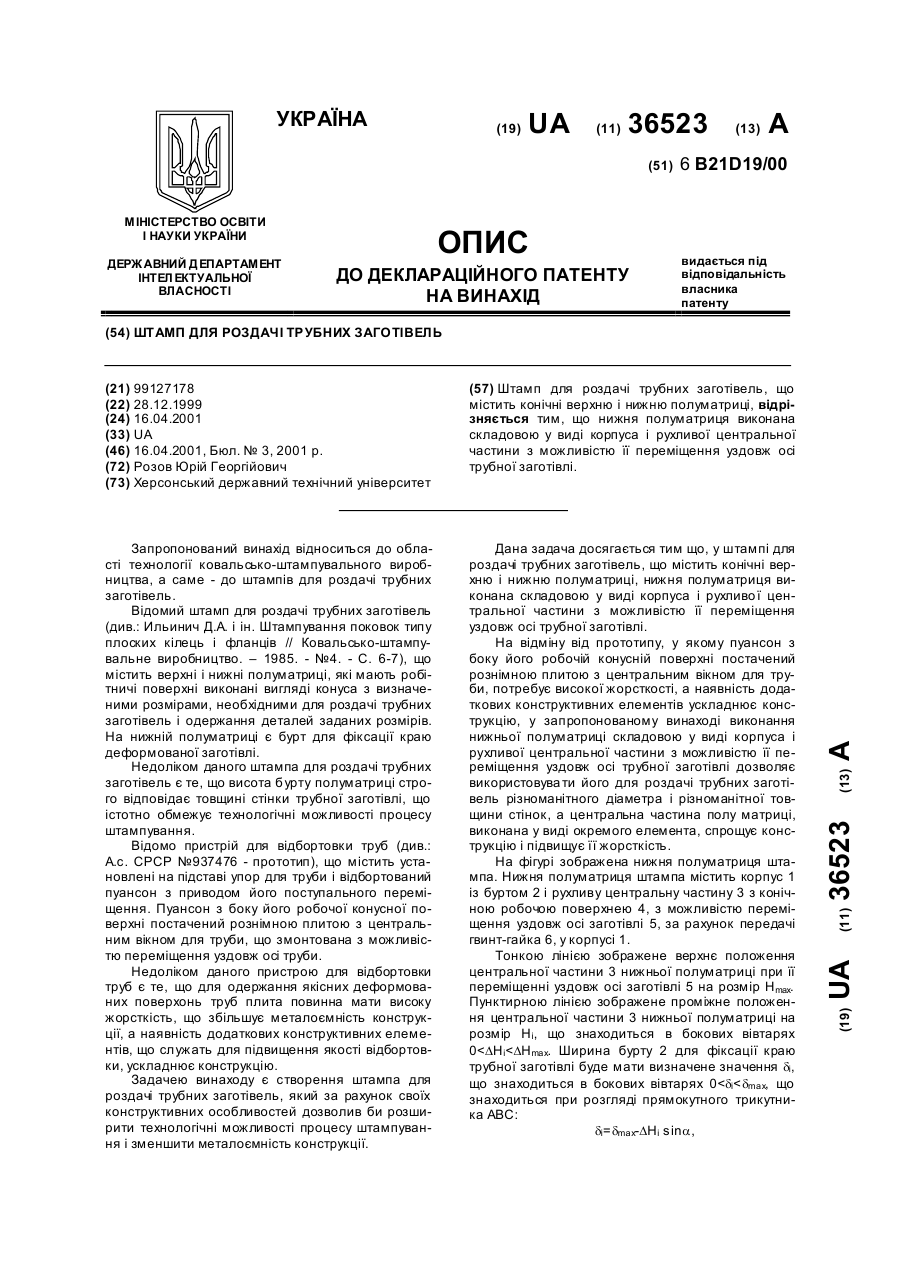
...частину 3 нижньої полуматриці. При робочому ході штампа відбувається роздача заготівлі до заданих розмірів, при цьому нижній край що деформується заготівлі упирається в бурт 2 корпуса 1 нижньої полуматри ці, ширина якого, залежно від товщини стінки заготівлі, установлюється за рахунок переміщення рухливої центральної частини 3 нижньої полуматриці. Запропонований штамп для роздачі трубних заготівель забезпечує високу якість деформованих...
Попередній патент: Теплиця
Наступний патент: Спосіб лікування недіабетичних кетоацидотичних станів у дітей при важких інфекційних захворюваннях різної етіології
Випадковий патент: Металополімерний композит як активатор сірчаної вулканізації гумових сумішей