Пристрій і спосіб виготовлення вафельних блоків
Номер патенту: 110830
Опубліковано: 25.02.2016
Автори: Шиссбюл Леопольд, Хадерер Карл, Шуляйтнер Герхард, Райтнер Юрген, Хаас Йоханнес, Хаас Йозеф, Йірашек Штефан
Формула / Реферат
1. Спосіб виготовлення багатошарових вафельних блоків, наповнених покриваючою масою, такою як крем, в якому:
- перший компонент (2) вафельного блока транспортують по поверхні (30) транспортування до площадки (8) для укладання в стопу,
- де підіймають захоплювальним пристроєм (4) з поверхні (30) транспортування,
- при цьому згодом або одночасно другий компонент (3) вафельного блока транспортують по поверхні (30) транспортування до площадки (8) для укладання в стопу, який відрізняється тим, що:
- перший компонент (2) вафельного блока вміщують і/або притискають до другого компонента (3) вафельного блока зверху в процесі з'єднання,
- перший компонент (2) вафельного блока і другий компонент (3) вафельного блока мають однакову швидкість в напрямку (11) транспортування в кожний момент часу процесу з'єднання, причому швидкість не дорівнює нулю,
- контропора (14) виконана у вигляді контропори для тиску або результуючої сили,
- контропора (14) і захоплювач (5) переміщаються зі швидкістю першого компонента (2) вафельного блока.
2. Спосіб за п. 1, який відрізняється тим, що
- перший компонент (2) вафельного блока підіймають з поверхні (30) транспортування захоплювальним пристроєм (4) в положенні спереду в напрямку (11) транспортування і вміщують на наступний компонент вафельного блока в положенні позаду в напрямку (11) транспортування.
3. Спосіб за будь-яким з пп. 1, 2, який відрізняється тим, що перший компонент (2) вафельного блока і другий компонент (3) вафельного блока підіймають спільно захоплювальним пристроєм (4) з поверхні (30) транспортування в положенні спереду в напрямку (11) транспортування і вміщують на наступний компонент вафельного блока в положенні позаду в напрямку (11) транспортування.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що компоненти вафельного блока транспортують першим транспортувальним пристроєм (1) в площадку (8) для укладання в стопу.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що перший компонент (2) вафельного блока формують з двох вафельних листів, які лежать конгруентно і паралельно один на одному, при цьому щонайменше один шар покриваючої маси, такої як крем, передбачений між вафельними листами.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що другий компонент (3) вафельного блока формують з вафельного листа, який має шар покриваючої маси, такої як крем, на плоскій стороні, переважно на стороні, повернутій до захоплювача.
7. Пристрій для виготовлення багатошарових вафельних блоків, наповнених покриваючою масою, такою як крем, що містить:
- перший транспортний пристрій (1) для транспортування компонентів вафельного блока по поверхні (30) транспортування в напрямку (11) транспортування і
- захоплювальний пристрій (4) для укладення в стопу компонентів вафельного блока, який відрізняється тим, що:
- захоплювальний пристрій (4) містить захоплювач (5), який розташований з можливістю переміщення щонайменше секціями по поверхні (30) транспортування,
- він забезпечений контропорою (14), причому контропора (14) розташована з можливістю переміщення по поверхні (30) транспортування в напрямку і проти напрямку (11) транспортування.
8. Пристрій за п. 7, який відрізняється тим, що захоплювач (5) розміщений з можливістю переміщення щонайменше по двох поступальних ступенях свободи.
9. Пристрій за п. 7, який відрізняється тим, що щонайменше один захоплювальний важіль передбачений для переміщення захоплювача (5).
10. Пристрій за будь-яким з пп. 7-9, який відрізняється тим, що кожний захоплювальний важіль має щонайменше один привід.
11. Пристрій за будь-яким з пп. 7-10, який відрізняється тим, що захоплювач (5) розташований з можливістю переміщення по суті перпендикулярно до контропори (14).
12. Пристрій за будь-яким з пп. 7-11, який відрізняється тим, що захоплювач (5) розташований з можливістю поступального переміщення по суті паралельно до контропори (14).
13. Пристрій за будь-яким з пп. 7-12, який відрізняється тим, що захоплювач (5) виконаний у вигляді вакуумної пластини і має отвори, які можуть бути закриті щонайменше частково першим компонентом (2) вафельного блока.
Текст
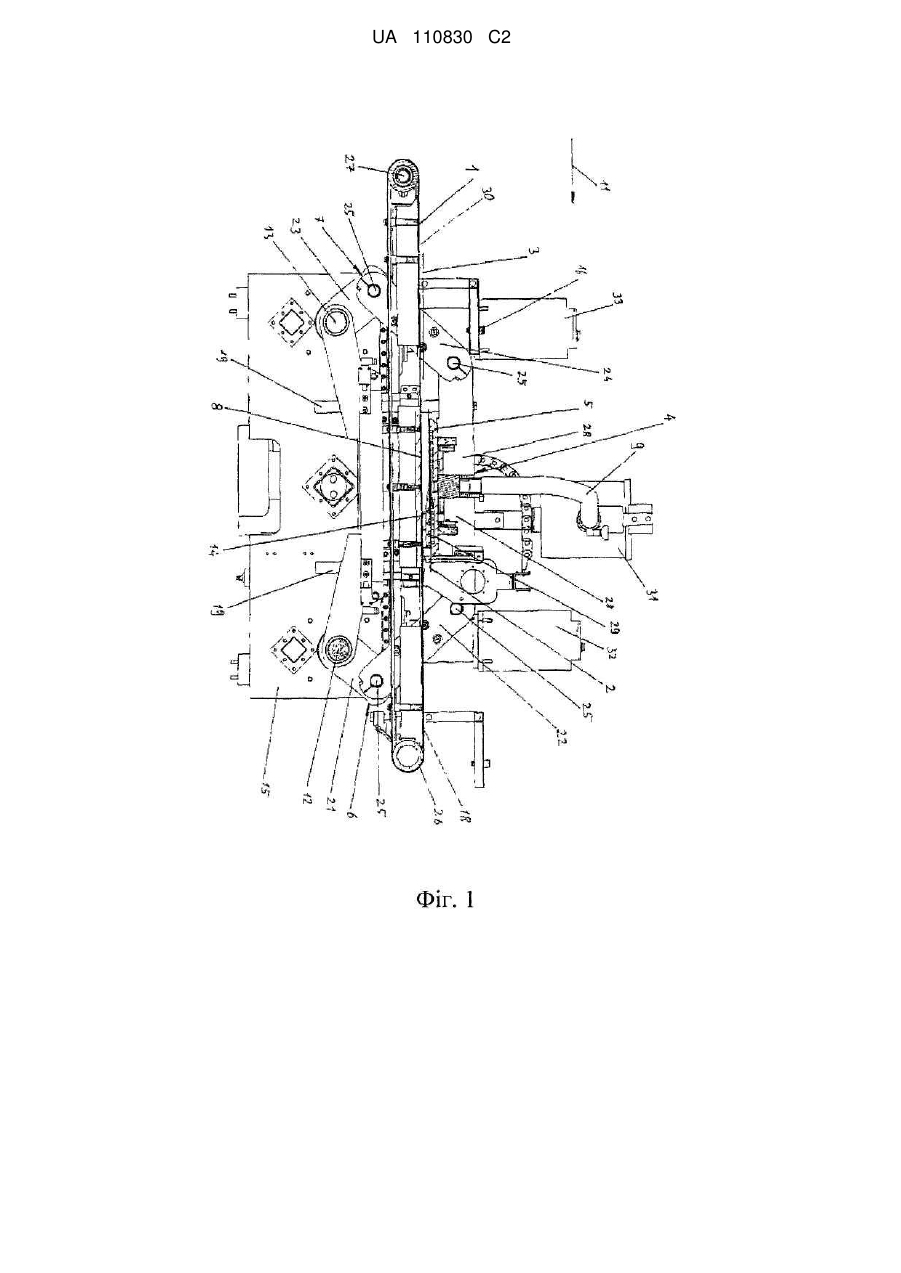
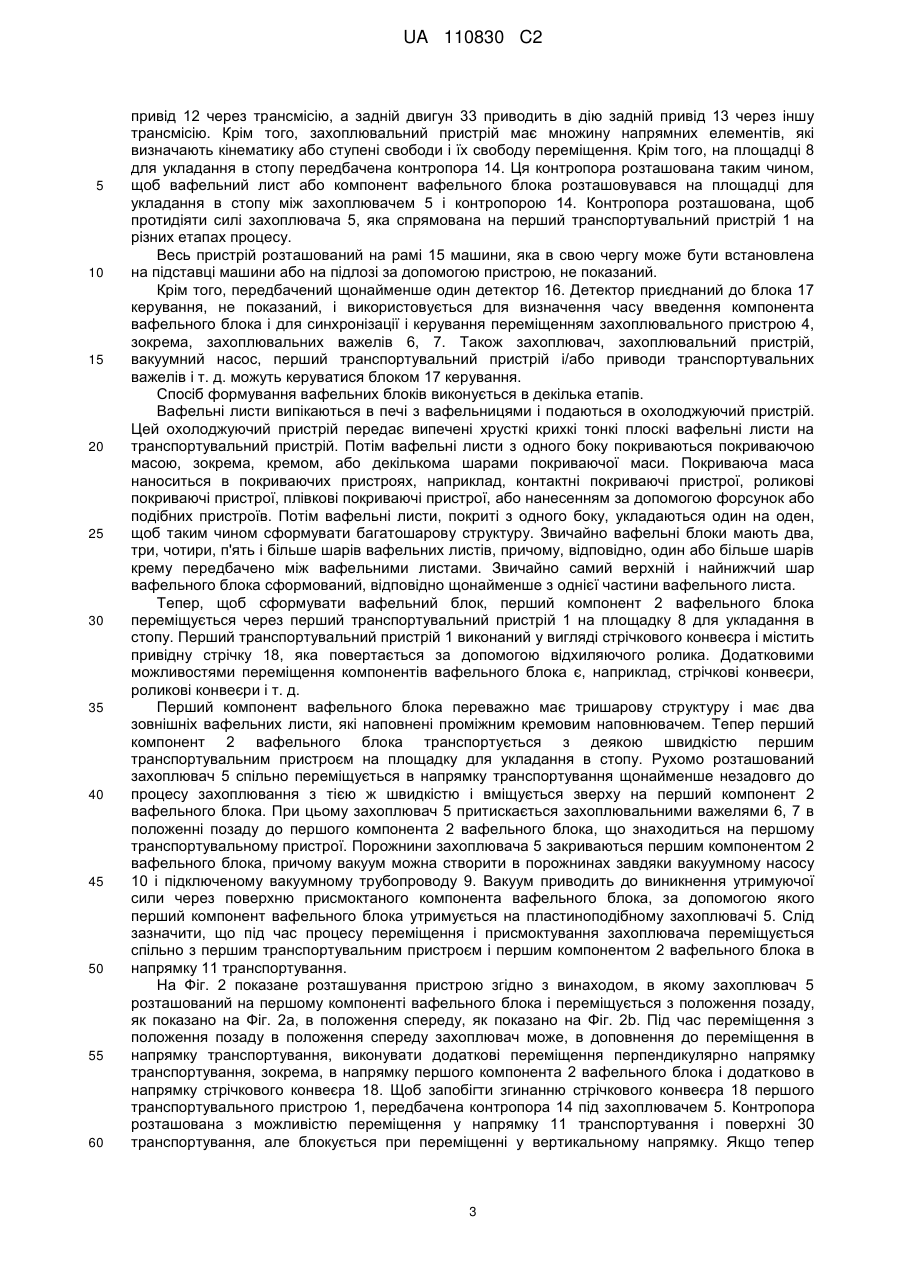
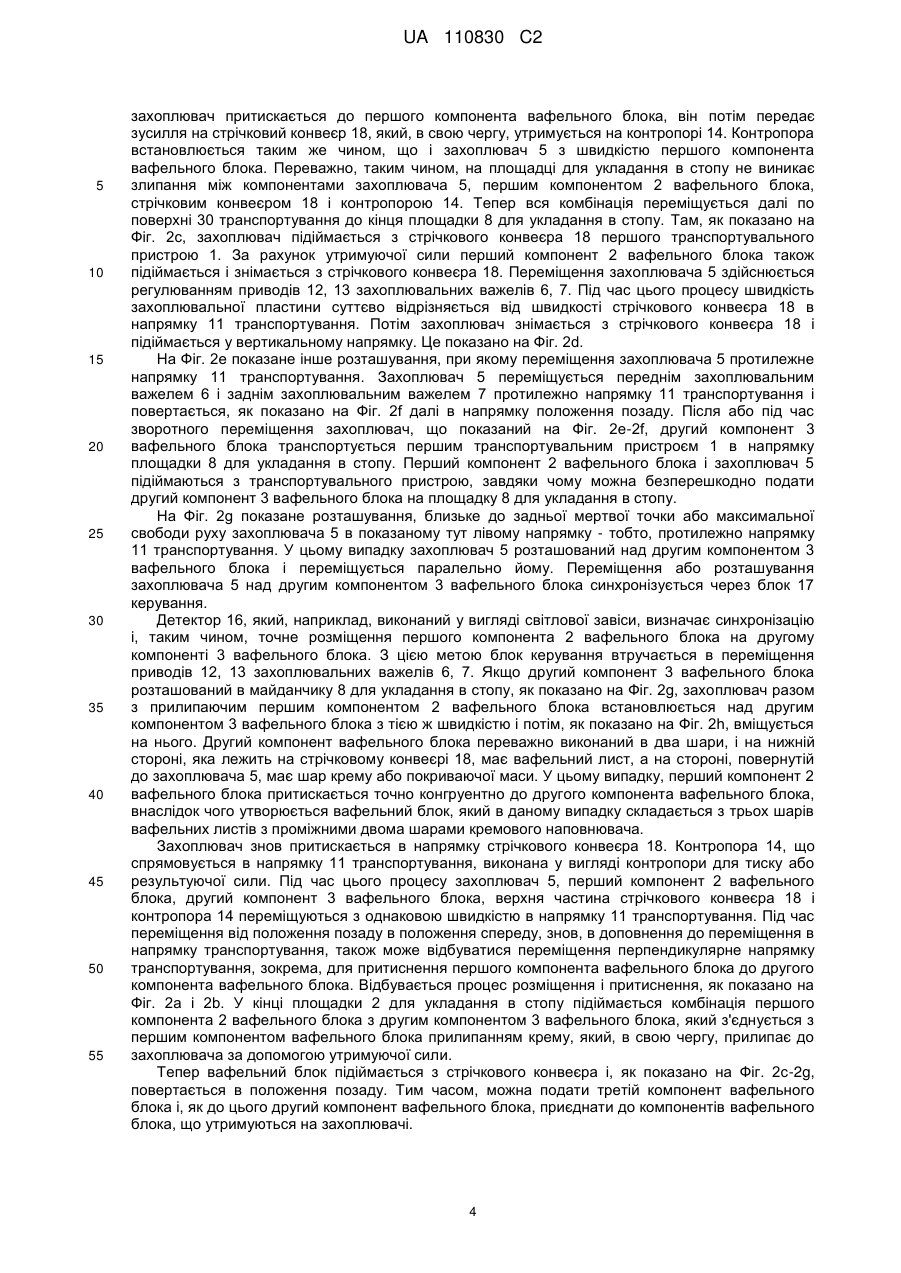
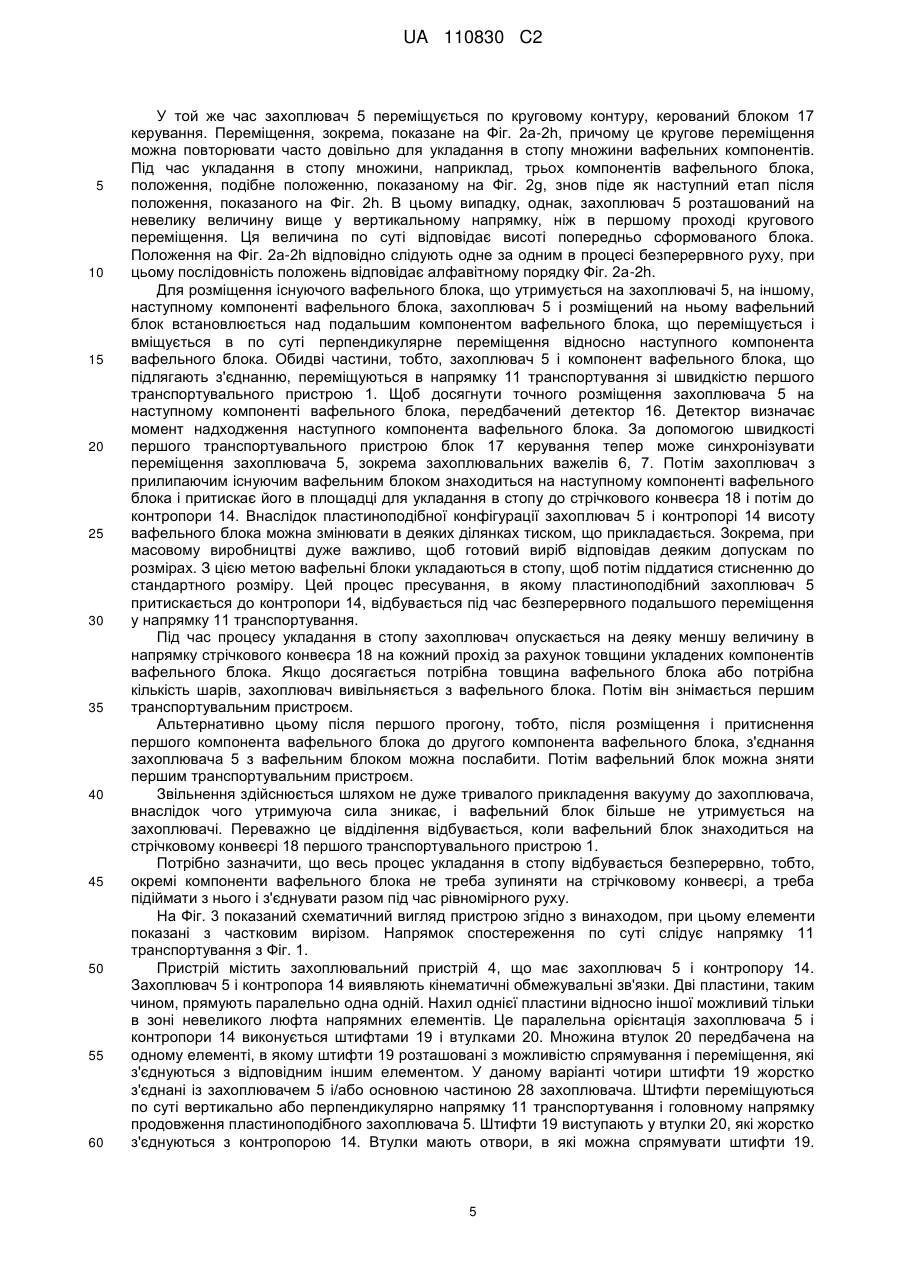
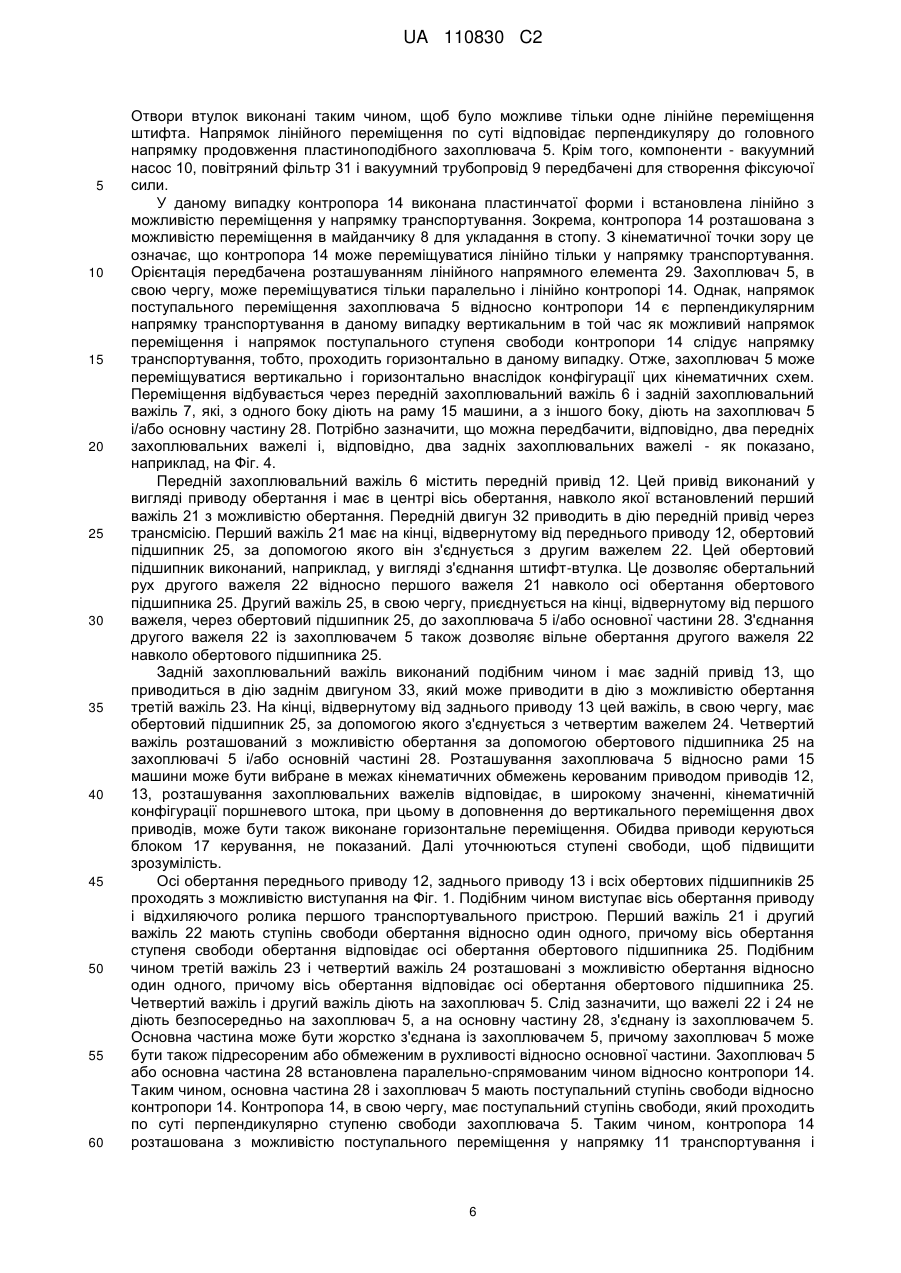
Реферат: Винахід належить до способу та пристрою для виготовлення багатошарових вафельних блоків, наповнених покриваючою масою, такою як крем, в яких перший компонент (2) вафельного блока транспортують по поверхні (30) транспортування до площадки (8) для укладання в стопу, де його підіймають захоплювальним пристроєм (4) з поверхні (30) транспортування, при цьому згодом або одночасно другий компонент (3) вафельного блока транспортують по поверхні (30) транспортування до площадки (8) для укладання в стопу, при цьому перший компонент (2) вафельного блока вміщують і/або притискають до другого компонента (3) вафельного блока зверху в процесі з'єднання, причому перший компонент (2) вафельного блока і другий компонент (3) вафельного блока мають однакову швидкість в напрямку (11) транспортування в кожний момент часу процесу з'єднання, і ця швидкість не дорівнює нулю, при цьому контропора (14), що виконана у вигляді контропори для тиску або результуючої сили, і захоплювач (5) переміщаються зі швидкістю першого компонента (2) вафельного блока. UA 110830 C2 (12) UA 110830 C2 UA 110830 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід стосується пристрою і способу виготовлення багатошарових вафельних блоків, наповнених покриваючою масою, наприклад, кремом, в яких перший компонент вафельного блока транспортується по поверхні транспортування до площадки для укладання в стопу, там підіймається з поверхні транспортування захоплювальним пристроєм, при цьому другий компонент вафельного блока переміщується згодом або одночасно по поверхні транспортування до площадки для укладання в стопу. Способи і пристрої для виготовлення багатошарових вафельних блоків, наповнених кремом, відомі давно і опубліковані в різних варіантах. Наприклад, відомий спосіб, в якому покриті кремом вафельні листи транспортуються в першому рівні до місця укладання в стопу, там підіймаються на другий рівень і приєднуються знизу до вже піднятої частини вафельного блока, при цьому кожний покритий вафельний лист спочатку притискається під частиною вафельного блока, що утримується в піднятому положенні, і потім підіймається, і сформованим таким чином вафельний блок видаляється в піднятому положенні з місця для укладання в стопу. Укладальний і притискний пристрої для виготовлення вафельних блоків, що відповідають попередньому рівню техніки, звичайно мають стопор, розташований по поверхні транспортування вафельних листів, що подаються, біля якого переміщувані вафельні листи зупиняються і подаються до додаткових вафельних листів для укладання в стопу. Сучасні печі для виготовлення вафель і сучасні машини для нанесення крему й інших покриваючих мас виконані з можливістю виготовлення або покривання з високою пропускною здатністю від 60 до 100 вафельних листів на хвилину. Звичайний розмір вафельних листів становить близько 400 мм × 800 мм. Для обробки такої кількості за короткий час необхідно як можна ефективніше організувати укладання в стопу покритих або непокритих вафельних листів, не погіршуючи якість готового виробу. Недоліком конструкцій, відповідних попередньому рівню техніки, є те, що вафельні листи необхідно зупиняти, укладати і знов прискорювати на площадці для укладання в стопу. Внаслідок низького опору вафельних листів, зокрема, хрустких крихких плоских вафель, які випікаються в печах для випікання вафель з вафельницями, що закриваються під високим тиском і при високій температурі, вафельні листи не можуть бути довільно прискорені або загальмовані, оскільки в іншому випадку може виникнути структурне пошкодження, зокрема, поломки, пошкодження краю листа й інші пошкодження. Такі пошкоджені вафельні блоки, наприклад, зі зламаними краями або тріщинами у вафельних листах повинні бути вибраковані після процесу виготовлення і відділені як відходи. Додатковий недолік способів виготовлення і пристроїв для застосування способів, відповідних попередньому рівню техніки, полягає в тому, що не в достатній мірі дана точність під час процесу укладання, зокрема, точне конгруентне положення вафельних листів один на одному. У результаті, часткові перекривання або виступаючі окремі листи з'являються в крайовій зоні. Край повинен бути згодом оброблений або зрізаний, що знов спричиняє за собою досить високий знос. Задачею наступного винаходу є створення способу і пристрою для виготовлення багатошарових вафельних блоків, наповнених покриваючою масою, наприклад, кремом, який дозволяє високу пропускну здатність, зокрема, можна виготовити множину вафельних блоків за короткий час, і в той же час задовольняє високі вимоги відносно якості, і додатково зводить до мінімуму знос, є простим і зручним у виробництві і ефективним в обслуговуванні і експлуатації. Вафлі переважно містять плоскі вафлі. Відомі пристрій і способи виготовлення вафельних листів, наприклад, в яких вафельні листи, зокрема, хрусткі крихкі плоскі вафлі, випікаються в автоматичних пекарних машинах з вафельницями, причому вафельні листи випікаються під високим тиском в закритих і блокованих вафельницях і потім охолоджуються. Переважно вафельні листи є тонкостінними, при цьому хрусткі крихкі вафлі мають розмір до 400 × 800 мм. Наприклад, ці вафлі використовуються для формування секціонованих блоків, які мають шарувату структуру, наприклад, що містять шари вафельних листів і кремових наповнювачів, що чергуються. Секціоновані блоки можуть складатися, наприклад, з двох вафельних листів з проміжним кремовим шаром, з двох вафельних листів з множиною проміжних кремових шарів, але також може складатися з структури більше двох вафельних шарів, причому один або більше кремових шарів розташовані між двома вафельними листами. У більшості випадків секціоновані блоки мають, відповідно, один вафельний лист на двох зовнішніх поверхнях. Отже, завершальні шари виконані у вигляді вафельних листів. Задачею даного винаходу є створення способу і пристрою для виготовлення багатошарових вафельних блоків, наповнених покриваючою масою, причому досягається висока пропускна здатність, компоненти вафельного блока розташовані точно один на одному, компоненти 1 UA 110830 C2 5 10 15 20 25 30 35 40 45 50 55 60 вафельного блока обробляються по можливості обережно, і при цьому пристрій є придатним у виробництві і придатним в обслуговуванні. Згідно з винаходом вирішується задача, щоб перший компонент вафельного блока вміщувався і/або притискався до другого компонента вафельного блока зверху в процесі з'єднання. Додатково, даний винахід відрізняється тим, що перший компонент вафельного блока і другий компонент вафельного блока мають однакову швидкість в напрямку транспортування в кожний момент часу процесу з'єднання, причому швидкість є ненульовою, тим, що перший компонент вафельного блока підіймається з поверхні транспортування захоплювальним пристроєм в положенні спереду в напрямку транспортування і вміщується на наступний компонент вафельного блока в положенні позаду в напрямку транспортування, і тим, що перший компонент вафельного блока і другий компонент вафельного блока підіймаються разом з поверхні транспортування захоплювальним пристроєм в положенні спереду в напрямку транспортування і вміщуються на наступний компонент вафельного блока в положенні позаду в напрямку транспортування. Спосіб переважно відрізняється тим, що компоненти вафельного блока транспортуються першим транспортувальним пристроєм на площадку для укладання в стопу, тим, що перший компонент вафельного блока утворений двома вафельними листами, які лежать конгруентно і паралельно один над одним, при цьому щонайменше один шар покриваючої маси, наприклад, крем, передбачений між вафельними листами, і тим, що другий компонент вафельного блока утворений вафельним листом, який має шар покриваючої маси, наприклад, крему, на плоскій стороні, переважно, на стороні, повернутій до захоплювача. Згідно з винаходом в пристрої для виготовлення багатошарових вафельних блоків, наповнених покриваючою масою, наприклад, кремом, що містить перший транспортувальний пристрій для транспортування компонентів вафельного блока по поверхні транспортування в напрямку транспортування і захоплювальний пристрій для укладання компонентів вафельного блока, переважно, щоб захоплювальний пристрій містив захоплювача, який розташовується з можливістю переміщення щонайменше секціями, по поверхні транспортування, щоб захоплювач переміщувався щонайменше по двох поступальних ступенях свободи, щоб був передбачений щонайменше один захоплювальний важіль для переміщення захоплювача (5), і щоб кожний захоплювальний важіль мав щонайменше один привід. Крім того, відповідає ідеї винаходу те, щоб була передбачена контропора, щоб контропора розміщувалася з можливістю переміщення по поверхні транспортування в напрямку і проти напрямку транспортування, і щоб захоплювач розміщувався з можливістю переміщення по суті перпендикулярно контропорі. Крім того, потрібно відмітити позитивним чином, захоплювач розташований з можливістю поступального переміщення по суті паралельно контропорі, і захоплювач виконаний у вигляді вакуумної пластини і має отвори, які можуть бути закриті щонайменше частково першим компонентом вафельного блока. Далі даний докладний опис винаходу з посиланням на деякі зразкові варіанти. На Фіг. 1 показаний схематичний вигляд в розрізі пристрою згідно з винаходом, що містить перший транспортувальний пристрій 1, на якому компоненти вафельного блока транспортуються по поверхні 30 транспортування в напрямку площадки 8 для укладання в стопу. На площадці 8 для укладання в стопу розташований рухомий захоплювальний пристрій 4, який приймає на себе основні етапи способу, наприклад, укладання в стопу, натиснення, піднімання, опускання і т. д. Захоплювальний пристрій 4 містить захоплювач 5. В даному варіанті захоплювач виконаний у вигляді вакуумної пластини і на стороні, відвернутій від першого транспортувального пристрою 1, має вакуумний трубопровід 9, вакуумний насос 10 і повітряний фільтр 31 для захисту вакуумного насоса 10. На стороні, повернутій до першого транспортувального пристрою, захоплювач 5 має отвори або порожнини, які можуть бути закриті щонайменше частково, присмоктаним вафельним листом або присмоктаним першим компонентом 2 вафельного блока. Вакуум можна створити закриванням отворів, цей вакуум утримує вафельний лист або компонент вафельного блока на захоплювачі 5 утримуючою силою. Крім того, захоплювальний пристрій 4 має основну частину 28, яка приєднана до захоплювача 5. Захоплювальні важелі, зокрема, передній захоплювальний важіль 6 і задній захоплювальний важіль 7 рухомо приєднані до захоплювача 5 і/або основної частини 28. Позначення "задній" стосується положення позаду в напрямку 11 транспортування. Кожний захоплювальний важіль має приводи, причому передній захоплювальний важіль має передній привід 12, а задній захоплювальний важіль має задній привід 13. У даному варіанті приводи приводяться в дію двигунами 32, 33. Передній двигун 32 приводить в дію передній 2 UA 110830 C2 5 10 15 20 25 30 35 40 45 50 55 60 привід 12 через трансмісію, а задній двигун 33 приводить в дію задній привід 13 через іншу трансмісію. Крім того, захоплювальний пристрій має множину напрямних елементів, які визначають кінематику або ступені свободи і їх свободу переміщення. Крім того, на площадці 8 для укладання в стопу передбачена контропора 14. Ця контропора розташована таким чином, щоб вафельний лист або компонент вафельного блока розташовувався на площадці для укладання в стопу між захоплювачем 5 і контропорою 14. Контропора розташована, щоб протидіяти силі захоплювача 5, яка спрямована на перший транспортувальний пристрій 1 на різних етапах процесу. Весь пристрій розташований на рамі 15 машини, яка в свою чергу може бути встановлена на підставці машини або на підлозі за допомогою пристрою, не показаний. Крім того, передбачений щонайменше один детектор 16. Детектор приєднаний до блока 17 керування, не показаний, і використовується для визначення часу введення компонента вафельного блока і для синхронізації і керування переміщенням захоплювального пристрою 4, зокрема, захоплювальних важелів 6, 7. Також захоплювач, захоплювальний пристрій, вакуумний насос, перший транспортувальний пристрій і/або приводи транспортувальних важелів і т. д. можуть керуватися блоком 17 керування. Спосіб формування вафельних блоків виконується в декілька етапів. Вафельні листи випікаються в печі з вафельницями і подаються в охолоджуючий пристрій. Цей охолоджуючий пристрій передає випечені хрусткі крихкі тонкі плоскі вафельні листи на транспортувальний пристрій. Потім вафельні листи з одного боку покриваються покриваючою масою, зокрема, кремом, або декількома шарами покриваючої маси. Покриваюча маса наноситься в покриваючих пристроях, наприклад, контактні покриваючі пристрої, роликові покриваючі пристрої, плівкові покриваючі пристрої, або нанесенням за допомогою форсунок або подібних пристроїв. Потім вафельні листи, покриті з одного боку, укладаються один на оден, щоб таким чином сформувати багатошарову структуру. Звичайно вафельні блоки мають два, три, чотири, п'ять і більше шарів вафельних листів, причому, відповідно, один або більше шарів крему передбачено між вафельними листами. Звичайно самий верхній і найнижчий шар вафельного блока сформований, відповідно щонайменше з однієї частини вафельного листа. Тепер, щоб сформувати вафельний блок, перший компонент 2 вафельного блока переміщується через перший транспортувальний пристрій 1 на площадку 8 для укладання в стопу. Перший транспортувальний пристрій 1 виконаний у вигляді стрічкового конвеєра і містить привідну стрічку 18, яка повертається за допомогою відхиляючого ролика. Додатковими можливостями переміщення компонентів вафельного блока є, наприклад, стрічкові конвеєри, роликові конвеєри і т. д. Перший компонент вафельного блока переважно має тришарову структуру і має два зовнішніх вафельних листи, які наповнені проміжним кремовим наповнювачем. Тепер перший компонент 2 вафельного блока транспортується з деякою швидкістю першим транспортувальним пристроєм на площадку для укладання в стопу. Рухомо розташований захоплювач 5 спільно переміщується в напрямку транспортування щонайменше незадовго до процесу захоплювання з тією ж швидкістю і вміщується зверху на перший компонент 2 вафельного блока. При цьому захоплювач 5 притискається захоплювальними важелями 6, 7 в положенні позаду до першого компонента 2 вафельного блока, що знаходиться на першому транспортувальному пристрої. Порожнини захоплювача 5 закриваються першим компонентом 2 вафельного блока, причому вакуум можна створити в порожнинах завдяки вакуумному насосу 10 і підключеному вакуумному трубопроводу 9. Вакуум приводить до виникнення утримуючої сили через поверхню присмоктаного компонента вафельного блока, за допомогою якого перший компонент вафельного блока утримується на пластиноподібному захоплювачі 5. Слід зазначити, що під час процесу переміщення і присмоктування захоплювача переміщується спільно з першим транспортувальним пристроєм і першим компонентом 2 вафельного блока в напрямку 11 транспортування. На Фіг. 2 показане розташування пристрою згідно з винаходом, в якому захоплювач 5 розташований на першому компоненті вафельного блока і переміщується з положення позаду, як показано на Фіг. 2a, в положення спереду, як показано на Фіг. 2b. Під час переміщення з положення позаду в положення спереду захоплювач може, в доповнення до переміщення в напрямку транспортування, виконувати додаткові переміщення перпендикулярно напрямку транспортування, зокрема, в напрямку першого компонента 2 вафельного блока і додатково в напрямку стрічкового конвеєра 18. Щоб запобігти згинанню стрічкового конвеєра 18 першого транспортувального пристрою 1, передбачена контропора 14 під захоплювачем 5. Контропора розташована з можливістю переміщення у напрямку 11 транспортування і поверхні 30 транспортування, але блокується при переміщенні у вертикальному напрямку. Якщо тепер 3 UA 110830 C2 5 10 15 20 25 30 35 40 45 50 55 захоплювач притискається до першого компонента вафельного блока, він потім передає зусилля на стрічковий конвеєр 18, який, в свою чергу, утримується на контропорі 14. Контропора встановлюється таким же чином, що і захоплювач 5 з швидкістю першого компонента вафельного блока. Переважно, таким чином, на площадці для укладання в стопу не виникає злипання між компонентами захоплювача 5, першим компонентом 2 вафельного блока, стрічковим конвеєром 18 і контропорою 14. Тепер вся комбінація переміщується далі по поверхні 30 транспортування до кінця площадки 8 для укладання в стопу. Там, як показано на Фіг. 2c, захоплювач підіймається з стрічкового конвеєра 18 першого транспортувального пристрою 1. За рахунок утримуючої сили перший компонент 2 вафельного блока також підіймається і знімається з стрічкового конвеєра 18. Переміщення захоплювача 5 здійснюється регулюванням приводів 12, 13 захоплювальних важелів 6, 7. Під час цього процесу швидкість захоплювальної пластини суттєво відрізняється від швидкості стрічкового конвеєра 18 в напрямку 11 транспортування. Потім захоплювач знімається з стрічкового конвеєра 18 і підіймається у вертикальному напрямку. Це показано на Фіг. 2d. На Фіг. 2e показане інше розташування, при якому переміщення захоплювача 5 протилежне напрямку 11 транспортування. Захоплювач 5 переміщується переднім захоплювальним важелем 6 і заднім захоплювальним важелем 7 протилежно напрямку 11 транспортування і повертається, як показано на Фіг. 2f далі в напрямку положення позаду. Після або під час зворотного переміщення захоплювач, що показаний на Фіг. 2e-2f, другий компонент 3 вафельного блока транспортується першим транспортувальним пристроєм 1 в напрямку площадки 8 для укладання в стопу. Перший компонент 2 вафельного блока і захоплювач 5 підіймаються з транспортувального пристрою, завдяки чому можна безперешкодно подати другий компонент 3 вафельного блока на площадку 8 для укладання в стопу. На Фіг. 2g показане розташування, близьке до задньої мертвої точки або максимальної свободи руху захоплювача 5 в показаному тут лівому напрямку - тобто, протилежно напрямку 11 транспортування. У цьому випадку захоплювач 5 розташований над другим компонентом 3 вафельного блока і переміщується паралельно йому. Переміщення або розташування захоплювача 5 над другим компонентом 3 вафельного блока синхронізується через блок 17 керування. Детектор 16, який, наприклад, виконаний у вигляді світлової завіси, визначає синхронізацію і, таким чином, точне розміщення першого компонента 2 вафельного блока на другому компоненті 3 вафельного блока. З цією метою блок керування втручається в переміщення приводів 12, 13 захоплювальних важелів 6, 7. Якщо другий компонент 3 вафельного блока розташований в майданчику 8 для укладання в стопу, як показано на Фіг. 2g, захоплювач разом з прилипаючим першим компонентом 2 вафельного блока встановлюється над другим компонентом 3 вафельного блока з тією ж швидкістю і потім, як показано на Фіг. 2h, вміщується на нього. Другий компонент вафельного блока переважно виконаний в два шари, і на нижній стороні, яка лежить на стрічковому конвеєрі 18, має вафельний лист, а на стороні, повернутій до захоплювача 5, має шар крему або покриваючої маси. У цьому випадку, перший компонент 2 вафельного блока притискається точно конгруентно до другого компонента вафельного блока, внаслідок чого утворюється вафельний блок, який в даному випадку складається з трьох шарів вафельних листів з проміжними двома шарами кремового наповнювача. Захоплювач знов притискається в напрямку стрічкового конвеєра 18. Контропора 14, що спрямовується в напрямку 11 транспортування, виконана у вигляді контропори для тиску або результуючої сили. Під час цього процесу захоплювач 5, перший компонент 2 вафельного блока, другий компонент 3 вафельного блока, верхня частина стрічкового конвеєра 18 і контропора 14 переміщуються з однаковою швидкістю в напрямку 11 транспортування. Під час переміщення від положення позаду в положення спереду, знов, в доповнення до переміщення в напрямку транспортування, також може відбуватися переміщення перпендикулярне напрямку транспортування, зокрема, для притиснення першого компонента вафельного блока до другого компонента вафельного блока. Відбувається процес розміщення і притиснення, як показано на Фіг. 2a і 2b. У кінці площадки 2 для укладання в стопу підіймається комбінація першого компонента 2 вафельного блока з другим компонентом 3 вафельного блока, який з'єднується з першим компонентом вафельного блока прилипанням крему, який, в свою чергу, прилипає до захоплювача за допомогою утримуючої сили. Тепер вафельний блок підіймається з стрічкового конвеєра і, як показано на Фіг. 2c-2g, повертається в положення позаду. Тим часом, можна подати третій компонент вафельного блока і, як до цього другий компонент вафельного блока, приєднати до компонентів вафельного блока, що утримуються на захоплювачі. 4 UA 110830 C2 5 10 15 20 25 30 35 40 45 50 55 60 У той же час захоплювач 5 переміщується по круговому контуру, керований блоком 17 керування. Переміщення, зокрема, показане на Фіг. 2a-2h, причому це кругове переміщення можна повторювати часто довільно для укладання в стопу множини вафельних компонентів. Під час укладання в стопу множини, наприклад, трьох компонентів вафельного блока, положення, подібне положенню, показаному на Фіг. 2g, знов піде як наступний етап після положення, показаного на Фіг. 2h. В цьому випадку, однак, захоплювач 5 розташований на невелику величину вище у вертикальному напрямку, ніж в першому проході кругового переміщення. Ця величина по суті відповідає висоті попередньо сформованого блока. Положення на Фіг. 2a-2h відповідно слідують одне за одним в процесі безперервного руху, при цьому послідовність положень відповідає алфавітному порядку Фіг. 2a-2h. Для розміщення існуючого вафельного блока, що утримується на захоплювачі 5, на іншому, наступному компоненті вафельного блока, захоплювач 5 і розміщений на ньому вафельний блок встановлюється над подальшим компонентом вафельного блока, що переміщується і вміщується в по суті перпендикулярне переміщення відносно наступного компонента вафельного блока. Обидві частини, тобто, захоплювач 5 і компонент вафельного блока, що підлягають з'єднанню, переміщуються в напрямку 11 транспортування зі швидкістю першого транспортувального пристрою 1. Щоб досягнути точного розміщення захоплювача 5 на наступному компоненті вафельного блока, передбачений детектор 16. Детектор визначає момент надходження наступного компонента вафельного блока. За допомогою швидкості першого транспортувального пристрою блок 17керування тепер може синхронізувати переміщення захоплювача 5, зокрема захоплювальних важелів 6, 7. Потім захоплювач з прилипаючим існуючим вафельним блоком знаходиться на наступному компоненті вафельного блока і притискає його в площадці для укладання в стопу до стрічкового конвеєра 18 і потім до контропори 14. Внаслідок пластиноподібної конфігурації захоплювач 5 і контропорі 14 висоту вафельного блока можна змінювати в деяких ділянках тиском, що прикладається. Зокрема, при масовому виробництві дуже важливо, щоб готовий виріб відповідав деяким допускам по розмірах. З цією метою вафельні блоки укладаються в стопу, щоб потім піддатися стисненню до стандартного розміру. Цей процес пресування, в якому пластиноподібний захоплювач 5 притискається до контропори 14, відбувається під час безперервного подальшого переміщення у напрямку 11 транспортування. Під час процесу укладання в стопу захоплювач опускається на деяку меншу величину в напрямку стрічкового конвеєра 18 на кожний прохід за рахунок товщини укладених компонентів вафельного блока. Якщо досягається потрібна товщина вафельного блока або потрібна кількість шарів, захоплювач вивільняється з вафельного блока. Потім він знімається першим транспортувальним пристроєм. Альтернативно цьому після першого прогону, тобто, після розміщення і притиснення першого компонента вафельного блока до другого компонента вафельного блока, з'єднання захоплювача 5 з вафельним блоком можна послабити. Потім вафельний блок можна зняти першим транспортувальним пристроєм. Звільнення здійснюється шляхом не дуже тривалого прикладення вакууму до захоплювача, внаслідок чого утримуюча сила зникає, і вафельний блок більше не утримується на захоплювачі. Переважно це відділення відбувається, коли вафельний блок знаходиться на стрічковому конвеєрі 18 першого транспортувального пристрою 1. Потрібно зазначити, що весь процес укладання в стопу відбувається безперервно, тобто, окремі компоненти вафельного блока не треба зупиняти на стрічковому конвеєрі, а треба підіймати з нього і з'єднувати разом під час рівномірного руху. На Фіг. 3 показаний схематичний вигляд пристрою згідно з винаходом, при цьому елементи показані з частковим вирізом. Напрямок спостереження по суті слідує напрямку 11 транспортування з Фіг. 1. Пристрій містить захоплювальний пристрій 4, що має захоплювач 5 і контропору 14. Захоплювач 5 і контропора 14 виявляють кінематичні обмежувальні зв'язки. Дві пластини, таким чином, прямують паралельно одна одній. Нахил однієї пластини відносно іншої можливий тільки в зоні невеликого люфта напрямних елементів. Це паралельна орієнтація захоплювача 5 і контропори 14 виконується штифтами 19 і втулками 20. Множина втулок 20 передбачена на одному елементі, в якому штифти 19 розташовані з можливістю спрямування і переміщення, які з'єднуються з відповідним іншим елементом. У даному варіанті чотири штифти 19 жорстко з'єднані із захоплювачем 5 і/або основною частиною 28 захоплювача. Штифти переміщуються по суті вертикально або перпендикулярно напрямку 11 транспортування і головному напрямку продовження пластиноподібного захоплювача 5. Штифти 19 виступають у втулки 20, які жорстко з'єднуються з контропорою 14. Втулки мають отвори, в які можна спрямувати штифти 19. 5 UA 110830 C2 5 10 15 20 25 30 35 40 45 50 55 60 Отвори втулок виконані таким чином, щоб було можливе тільки одне лінійне переміщення штифта. Напрямок лінійного переміщення по суті відповідає перпендикуляру до головного напрямку продовження пластиноподібного захоплювача 5. Крім того, компоненти - вакуумний насос 10, повітряний фільтр 31 і вакуумний трубопровід 9 передбачені для створення фіксуючої сили. У даному випадку контропора 14 виконана пластинчатої форми і встановлена лінійно з можливістю переміщення у напрямку транспортування. Зокрема, контропора 14 розташована з можливістю переміщення в майданчику 8 для укладання в стопу. З кінематичної точки зору це означає, що контропора 14 може переміщуватися лінійно тільки у напрямку транспортування. Орієнтація передбачена розташуванням лінійного напрямного елемента 29. Захоплювач 5, в свою чергу, може переміщуватися тільки паралельно і лінійно контропорі 14. Однак, напрямок поступального переміщення захоплювача 5 відносно контропори 14 є перпендикулярним напрямку транспортування в даному випадку вертикальним в той час як можливий напрямок переміщення і напрямок поступального ступеня свободи контропори 14 слідує напрямку транспортування, тобто, проходить горизонтально в даному випадку. Отже, захоплювач 5 може переміщуватися вертикально і горизонтально внаслідок конфігурації цих кінематичних схем. Переміщення відбувається через передній захоплювальний важіль 6 і задній захоплювальний важіль 7, які, з одного боку діють на раму 15 машини, а з іншого боку, діють на захоплювач 5 і/або основну частину 28. Потрібно зазначити, що можна передбачити, відповідно, два передніх захоплювальних важелі і, відповідно, два задніх захоплювальних важелі - як показано, наприклад, на Фіг. 4. Передній захоплювальний важіль 6 містить передній привід 12. Цей привід виконаний у вигляді приводу обертання і має в центрі вісь обертання, навколо якої встановлений перший важіль 21 з можливістю обертання. Передній двигун 32 приводить в дію передній привід через трансмісію. Перший важіль 21 має на кінці, відвернутому від переднього приводу 12, обертовий підшипник 25, за допомогою якого він з'єднується з другим важелем 22. Цей обертовий підшипник виконаний, наприклад, у вигляді з'єднання штифт-втулка. Це дозволяє обертальний рух другого важеля 22 відносно першого важеля 21 навколо осі обертання обертового підшипника 25. Другий важіль 25, в свою чергу, приєднується на кінці, відвернутому від першого важеля, через обертовий підшипник 25, до захоплювача 5 і/або основної частини 28. З'єднання другого важеля 22 із захоплювачем 5 також дозволяє вільне обертання другого важеля 22 навколо обертового підшипника 25. Задній захоплювальний важіль виконаний подібним чином і має задній привід 13, що приводиться в дію заднім двигуном 33, який може приводити в дію з можливістю обертання третій важіль 23. На кінці, відвернутому від заднього приводу 13 цей важіль, в свою чергу, має обертовий підшипник 25, за допомогою якого з'єднується з четвертим важелем 24. Четвертий важіль розташований з можливістю обертання за допомогою обертового підшипника 25 на захоплювачі 5 і/або основній частині 28. Розташування захоплювача 5 відносно рами 15 машини може бути вибране в межах кінематичних обмежень керованим приводом приводів 12, 13, розташування захоплювальних важелів відповідає, в широкому значенні, кінематичній конфігурації поршневого штока, при цьому в доповнення до вертикального переміщення двох приводів, може бути також виконане горизонтальне переміщення. Обидва приводи керуються блоком 17 керування, не показаний. Далі уточнюються ступені свободи, щоб підвищити зрозумілість. Осі обертання переднього приводу 12, заднього приводу 13 і всіх обертових підшипників 25 проходять з можливістю виступання на Фіг. 1. Подібним чином виступає вісь обертання приводу і відхиляючого ролика першого транспортувального пристрою. Перший важіль 21 і другий важіль 22 мають ступінь свободи обертання відносно один одного, причому вісь обертання ступеня свободи обертання відповідає осі обертання обертового підшипника 25. Подібним чином третій важіль 23 і четвертий важіль 24 розташовані з можливістю обертання відносно один одного, причому вісь обертання відповідає осі обертання обертового підшипника 25. Четвертий важіль і другий важіль діють на захоплювач 5. Слід зазначити, що важелі 22 і 24 не діють безпосередньо на захоплювач 5, а на основну частину 28, з'єднану із захоплювачем 5. Основна частина може бути жорстко з'єднана із захоплювачем 5, причому захоплювач 5 може бути також підресореним або обмеженим в рухливості відносно основної частини. Захоплювач 5 або основна частина 28 встановлена паралельно-спрямованим чином відносно контропори 14. Таким чином, основна частина 28 і захоплювач 5 мають поступальний ступінь свободи відносно контропори 14. Контропора 14, в свою чергу, має поступальний ступінь свободи, який проходить по суті перпендикулярно ступеню свободи захоплювача 5. Таким чином, контропора 14 розташована з можливістю поступального переміщення у напрямку 11 транспортування і 6 UA 110830 C2 5 10 15 20 25 30 35 40 45 50 55 60 проходить під верхньою ділянкою стрічкового конвеєра 18. Контропора 14 розташована з можливістю переміщення між верхньою стороною стрічкового конвеєра і обертовою нижньою стороною стрічкового конвеєра. Відповідно, контропора проходить безпосередньо під ділянкою стрічкового конвеєра, в якій переміщуються компоненти вафельного блока. Переважно внаслідок керування і переміщення приводів 12, 13, контропора 14 розташована безпосередньо під компонентом вафельного блока в площадці 8 для укладання в стопу і слідує йому у напрямку 11 транспортування. На Фіг. 4 показана коса проекція пристрою згідно з винаходом, що містить перший транспортувальний пристрій 1, перший компонент 2 вафельного блока, захоплювальний пристрій 4, що має захоплювач 5, два передніх захоплювальних важелі 6 і два задніх захоплювальних важелі 7 і основну частину 28. Захоплювач 5 переміщується по майже замкнутому круговому контуру, при цьому в нижній зоні пряма орієнтація здійснюється в напрямку транспортування, потім руху підйому, по суті прямолінійний зворотний рух і, нарешті, знов руху вниз. Крім того, передбачений вакуумний трубопровід 9, вакуумний насос 10, передній привід 12, задній привід 13 і контропора 14. Крім того, детектор 16 розташований нерухомо з рамою 15 машини, що приєднаний до блока 17 керування, не показаний. Стрічковий конвеєр 18 першого транспортувального пристрою 1 має привід 26 і відхиляючий ролик 27, Крім того, штифти 19 передбачені на основній частині 28, які встановлені з можливістю спрямування у втулки 20 контропори 14. На цьому етапі потрібно зазначити, що винахід не обмежено перерахованими зразковими варіантами. Додаткові варіанти, відповідні ідеї винаходу, виходять з комбінації окремих або декількох ознак, які можна витягнути з повного опису, фігур і/або формули винаходу. Також викладені варіанти, які складаються з комбінацій ознак, виникаючих з різних зразкових варіантів. Фігури є щонайменше частково схематичними видами, при цьому розміри і пропорції можуть відхилятися від іншого варіанта або ознак, не показаних на кресленнях, і від реальних варіантів. Список позицій 1 Перший транспортувальний пристрій 2 Перший компонент вафельного блока 3 Другий компонент вафельного блока 4 Захоплювальний пристрій 5 Пластина із захоплювачами 6 Передній захоплювальний важіль 7 Задній захоплювальний важіль 8 Площадка для укладання в стопу 9 Вакуумний трубопровід 10 Вакуумний насос 11 Напрямок транспортування 12 Передній привід 13 Задній привід 14 Контропора 15 Рама машини 16 Детектор 17 Блок керування 18 Стрічковий конвеєр 19 Штифт 20 Втулка 21 Перший важіль 22 Другий важіль 23 Третій важіль 24 Четвертий важіль 25 Обертовий підшипник 26 Привідні перші транспортувальні елементи 27 Відхиляючий ролик 28 Основна частина 29 Лінійний напрямний елемент 30 Поверхня транспортування 31 Повітряний фільтр 32 Передній двигун 7 UA 110830 C2 33 Задній двигун ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Спосіб виготовлення багатошарових вафельних блоків, наповнених покриваючою масою, такою як крем, в якому: - перший компонент (2) вафельного блока транспортують по поверхні (30) транспортування до площадки (8) для укладання в стопу, - де підіймають захоплювальним пристроєм (4) з поверхні (30) транспортування, - при цьому згодом або одночасно другий компонент (3) вафельного блока транспортують по поверхні (30) транспортування до площадки (8) для укладання в стопу, який відрізняється тим, що: - перший компонент (2) вафельного блока вміщують і/або притискають до другого компонента (3) вафельного блока зверху в процесі з'єднання, - перший компонент (2) вафельного блока і другий компонент (3) вафельного блока мають однакову швидкість в напрямку (11) транспортування в кожний момент часу процесу з'єднання, причому швидкість не дорівнює нулю, - контропора (14) виконана у вигляді контропори для тиску або результуючої сили, - контропора (14) і захоплювач (5) переміщаються зі швидкістю першого компонента (2) вафельного блока. 2. Спосіб за п. 1, який відрізняється тим, що перший компонент (2) вафельного блока підіймають з поверхні (30) транспортування захоплювальним пристроєм (4) в положенні спереду в напрямку (11) транспортування і вміщують на наступний компонент вафельного блока в положенні позаду в напрямку (11) транспортування. 3. Спосіб за будь-яким з пп. 1, 2, який відрізняється тим, що перший компонент (2) вафельного блока і другий компонент (3) вафельного блока підіймають спільно захоплювальним пристроєм (4) з поверхні (30) транспортування в положенні спереду в напрямку (11) транспортування і вміщують на наступний компонент вафельного блока в положенні позаду в напрямку (11) транспортування. 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що компоненти вафельного блока транспортують першим транспортувальним пристроєм (1) в площадку (8) для укладання в стопу. 5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що перший компонент (2) вафельного блока формують з двох вафельних листів, які лежать конгруентно і паралельно один на одному, при цьому щонайменше один шар покриваючої маси, такої як крем, передбачений між вафельними листами. 6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що другий компонент (3) вафельного блока формують з вафельного листа, який має шар покриваючої маси, такої як крем, на плоскій стороні, переважно на стороні, повернутій до захоплювача. 7. Пристрій для виготовлення багатошарових вафельних блоків, наповнених покриваючою масою, такою як крем, що містить: - перший транспортний пристрій (1) для транспортування компонентів вафельного блока по поверхні (30) транспортування в напрямку (11) транспортування і - захоплювальний пристрій (4) для укладення в стопу компонентів вафельного блока, який відрізняється тим, що: - захоплювальний пристрій (4) містить захоплювач (5), який розташований з можливістю переміщення щонайменше секціями по поверхні (30) транспортування, - він забезпечений контропорою (14), причому контропора (14) розташована з можливістю переміщення по поверхні (30) транспортування в напрямку і проти напрямку (11) транспортування. 8. Пристрій за п. 7, який відрізняється тим, що захоплювач (5) розміщений з можливістю переміщення щонайменше по двох поступальних ступенях свободи. 9. Пристрій за п. 7, який відрізняється тим, що щонайменше один захоплювальний важіль передбачений для переміщення захоплювача (5). 10. Пристрій за будь-яким з пп. 7-9, який відрізняється тим, що кожний захоплювальний важіль має щонайменше один привід. 11. Пристрій за будь-яким з пп. 7-10, який відрізняється тим, що захоплювач (5) розташований з можливістю переміщення по суті перпендикулярно до контропори (14). 12. Пристрій за будь-яким з пп. 7-11, який відрізняється тим, що захоплювач (5) розташований з можливістю поступального переміщення по суті паралельно до контропори (14). 8 UA 110830 C2 13. Пристрій за будь-яким з пп. 7-12, який відрізняється тим, що захоплювач (5) виконаний у вигляді вакуумної пластини і має отвори, які можуть бути закриті щонайменше частково першим компонентом (2) вафельного блока. 9 UA 110830 C2 10 UA 110830 C2 11 UA 110830 C2 12 UA 110830 C2 13 UA 110830 C2 14 UA 110830 C2 15 UA 110830 C2 16 UA 110830 C2 17 UA 110830 C2 18 UA 110830 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 19
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus and method for producing wafer boors
Автори англійськоюHaas, Johannes, Haas, Josef, Haderer, Karl, Jiraschek, Stefan, Reithner, Jurgen, Schiessbuhl, Leopold, Schuhleitner, Gerhard
Автори російськоюХаас Йоханнес, Хаас Йозеф, Хадерер Карл, Йирашек Штефан, Райтнер Юрген, Шиссбюл Леопольд, Шуляйтнер Герхард
МПК / Мітки
МПК: A21C 15/02
Мітки: виготовлення, вафельних, пристрій, блоків, спосіб
Код посилання
<a href="https://ua.patents.su/21-110830-pristrijj-i-sposib-vigotovlennya-vafelnikh-blokiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій і спосіб виготовлення вафельних блоків</a>
Автомат для виготовлення вафельних стаканчиків
Номер патенту: 29970
Опубліковано: 15.11.2000
Автори: Оттиско Федір Федорович, Батурін Володимир Петрович, Калинкін Вадим Іванович
МПК: A21B 5/00
Мітки: вафельних, стаканчиків, виготовлення, автомат
Текст:
...підготовляючи нову порцію тіста. Після заливки тіста, ролик 13, обкачуючись по копіру 14 відпускає конуси 12 у порожнини напівформ 5 і 6, формуючи вафельний стаканчик, а блок-форма 4 заходить до зони нагрівання. Струмознімачі, розміщені на основі блокформ, обкачуючись по тролі 18 подають напругу до електронагрівальників 17. Ролик 21, обкачують по копіру 20, притискає конуси у порожнині напівформ, даючи можливість притискачу вільно...
Спосіб виготовлення вафельних листів
Номер патенту: 102841
Опубліковано: 25.11.2015
Автори: Дорохович Вікторія Віталіївна, Носенко Володимир Єрофійович, Тарасенко Ірина Василівна, Данько Олексій Вікторович, Літвинчук Світлана Іванівна
МПК: A21B 5/02, A21B 5/00, A21D 8/00
Мітки: виготовлення, листів, спосіб, вафельних
Формула / Реферат:
Спосіб виготовлення вафельних листів, що включає розміщення тіста між двома формуючими поверхнями з подальшим термообробленням, який відрізняється тим, що тісто розміщують між керамічними формуючими поверхнями, з відповідним притисканням верхньою із них, а термооброблення проводять електромагнітним полем НВЧ-діапазону протягом 1,5-4,5 хв.
Автомат для виготовлення вафельних стаканчиків для морозива
Номер патенту: 1338
Опубліковано: 25.03.1994
Автори: Оттиско Федір Федорович, Калинкін Вадим Іванович
МПК: A21B 5/00
Мітки: стаканчиків, автомат, морозива, вафельних, виготовлення
Формула / Реферат:
Автомат для изготовления вафельных стаканчиков для мороженого, содержащий ротор, по периметру которого расположены формы, состоящие из двух полуформ, пуансоны, дозатор, печь и планки для съема стаканчиков, отличающийся тем, что ось вращения ротора расположена вертикально, плоскость разъема форм перпендикулярна плоскости вращения ротора, формы расположены блоками, каждый из которых содержит основание, на котором внешние полуформы закреплены...
Автомат для виготовлення вафельних стаканчиків для морозива
Номер патенту: 13836
Опубліковано: 25.04.1997
Автори: Оттиско Федір Федорович, Батурін Володимир Петрович, Калинкін Вадим Іванович
МПК: A21B 5/00
Мітки: морозива, виготовлення, стаканчиків, автомат, вафельних
Формула / Реферат:
Автомат для изготовления вафельных стаканчиков для мороженого, содержащий ротор с планшайбой, по периметру которой расположены блок-формы, состоящие из двух полуформ, копир перемещения полуформ, конуса и механизм заливки теста, отличающийся тем, что автомат снабжен устройством для среза кромки стаканчика, выполненным в виде дискового ножа, установленного на кронштейне с возможностью вертикального перемещения и вращательного движения,...
Пристрій для виготовлення солом’яних блоків
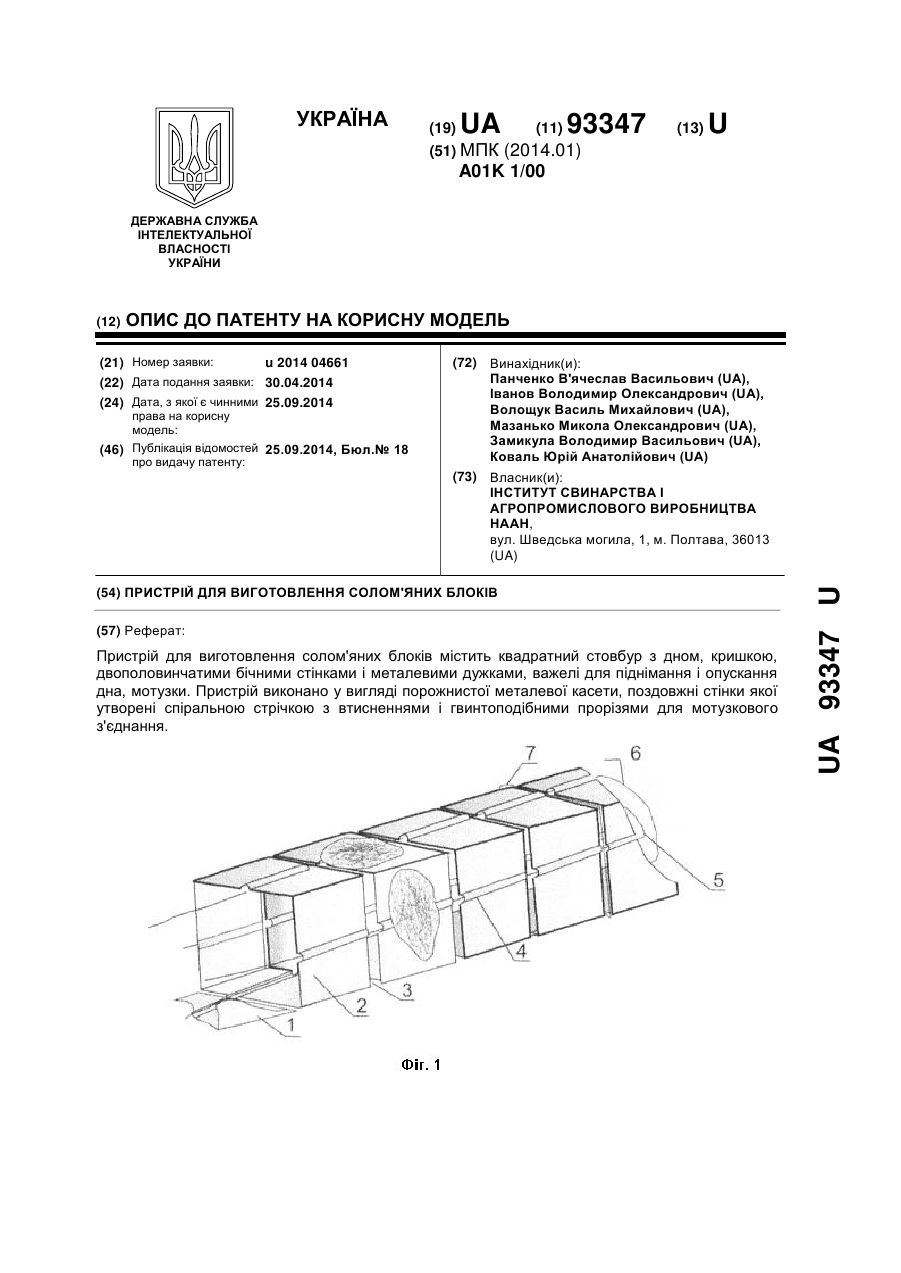
Номер патенту: 93347
Опубліковано: 25.09.2014
Автори: Волощук Василь Михайлович, Іванов Володимир Олександрович, Коваль Юрій Анатолійович, Замикула Володимир Васильович, Панченко В'ячеслав Васильович, Мазанько Микола Олександрович
МПК: A01K 1/00
Мітки: виготовлення, блоків, пристрій, солом`яних
Формула / Реферат:
Пристрій для виготовлення солом'яних блоків, що містить квадратний стовбур з дном, кришкою, двополовинчатими бічними стінками і металевими дужками, важелі для піднімання і опускання дна, мотузки, який відрізняється тим, що пристрій виконано у вигляді порожнистої металевої касети, поздовжні стінки якої утворені спіральною стрічкою з втисненнями і гвинтоподібними прорізями для мотузкового з'єднання.
Попередній патент: Похідні піразолу, придатні як інгібітори альдостеронсинтази
Наступний патент: Рекомбінантна експресія розчинного інтерферону
Випадковий патент: Посуд для відбору проби води для бактеріологічного аналізу