Спосіб з’єднання титанової деталі з другою металевою деталлю
Номер патенту: 22030
Опубліковано: 15.04.2002
Автори: Ніл Джеймс Веслі, Мовчан Борис Олексійович, Корж Олександр Вікторович, Топал Валерій Іванович

Формула / Реферат
1. Способ соединения титановой детали с другой металлической деталью, включающий очистку стыковочных поверхностей соединяемых деталей, соединение деталей в сборку, нагрев, сжатие и выдержку в течение определенного времени, отличающийся тем, что предварительно между стыковочными поверхностями соединяемых деталей создают промежуточный слой из мелкозернистого ![]() титанового сплава с размером зерна не более 1-3 мкм, по меньшей мере, в одной плоскости, нагрев деталей в сборке осуществляют вместе с промежуточным слоем до температур от 1000 до 1500°F (540-820°С), а сжатие осуществляют до напряжения, обеспечивающего сверхпластическую деформацию промежуточного слоя.
титанового сплава с размером зерна не более 1-3 мкм, по меньшей мере, в одной плоскости, нагрев деталей в сборке осуществляют вместе с промежуточным слоем до температур от 1000 до 1500°F (540-820°С), а сжатие осуществляют до напряжения, обеспечивающего сверхпластическую деформацию промежуточного слоя.
2. Способ п. 1, отличающийся тем, что создают промежуточный слой, толщина которого находится в пределах от 10 до 200 мкм в зависимости от шероховатости и волнистости стыковочных поверхностей соединяемых деталей.
3. Способ по п. 1, отличающийся тем, что создают промежуточный слой его нанесением на стыковочную поверхность одной или всех соединяемых деталей методом электронно-лучевого испарения.
4. Способ по п. 1, отличающийся тем, что создают промежуточный слой размещением между стыковочными поверхностями фольги из мелкозернистого ![]() титанового сплава с размером зерна не более 1-3 мкм.
титанового сплава с размером зерна не более 1-3 мкм.
5. Способ по п. 1, отличающийся тем, что создают промежуточный слой из мелкозернистого ![]() титанового сплава с содержанием
титанового сплава с содержанием ![]() и
и ![]() фаз от 80-20% до 20-80% по объему.
фаз от 80-20% до 20-80% по объему.
6. Способ по п. 1, отличающийся тем, что осуществляют соединение, нагрев и сжатие деталей в сборке вместе с промежуточным слоем в вакууме.
7. Способ по п. 1, отличающийся тем, что осуществляют соединение, нагрев и сжатие деталей в сборке с промежуточным слоем на воздухе.
Текст
Изобретение относится к способу соединения в твердом состоянии деталей из титановых сплавов друг к другу и к другим металлическим деталям и может быть использован в высокоэффективных аэрокосмических технологиях. Титан и титановые сплавы, как всегда считалось, трудно поддаются горячей обработке. Эги трудности возникают из-за высокой прочности этих материалов при высоких температурах и из-за способности титановых сплавов поглощать нежелательное количество кислорода, что изменяет химический состав материалов и снижает их механические свойства. В настоящее время разработаны способы горячей обработки титана и его сплавов при таких условиях, которые позволяют придать им необходимый уровень сверхпластичности. Такой способ ковки в условиях сверхпластичности требует, чтобы материал был обработан при повышенных температурах 1550 - 1650°F (840 - 900°С). Однако, при таких температурах детали из титана особенно восприимчивы к кислороду, и, следовательно, процесс сверхпластичсской ковки титана должен проводиться в вакууме или инертной среде. Другой проблемой является получение титановых деталей, имеющих разные свойства в различных частях детали. Например, одна часть детали требует высокую усталостью прочность, в то время как в другой части детали требуе тся высокий предел текучести. Такие детали сейчас можно получить главным образом сваркой отдельных титановых компонентов. Но сварка титановых сплавов достаточно трудна. Кроме того, значительное снижение механических свойств в зоне сварки часто делает зі от метод неприемлемым. Известен способ соединения титановой детали с другой металлической деталью, описанный в патенте США № 5063662 и взятый нами за прототип. Способ предусматривает очистку стыковочных поверхностей соединяемых деталей, соединение деталей в сборку и ее нагрев в вакууме 5 х 10-5 торр (6,5 х 10-3Па). Когда температура деталей в сборке устанавливается около 1700°F (930°С) осуществляют сжатие соединяемых поверхностей с усилием 2100Н/см 2 и выдерживают в течение 1 часа для протекания взаимной диффузии и образования прочного соединения деталей. Недостатком такого диффузионного соединения деталей является то, что этот способ требует, чтобы детали были нагреты до повышенной температуры, при которой напряжение пластического течения соединяемых деталей низкое и при которой сжатие соединяемых поверхностей вызывает локальную пластическую деформацию в районе соединения, способствующую ускоренной взаимной диффузии в зоне распространения пластической деформации. Такие процессы нежелательны, так как они изменяют микроструктуру и механические свойства титана. Кроме того, всю деталь необходимо нагревать до температуры выше 1600°F (872°С), при которой возникает сверхпластичность материала детали. К тому же нагрев детали до такой температуры требует особого внимания к вакуум у, чтобы не допустить окисления кислородом. В основу изобретения поставлена задача создать такой способ соединения титановой детали с другой металлической деталью, который позволил бы осуществить соединение деталей без изменения механических свойств соединяемых деталей и позволил бы получить титановые детали с различными механическими свойствами в различных частях детали за счет введения между стыковочными поверхностями соединяемых деталей тонкого промежуточного a - b титанового сплава с ультрамелким зерном, обладающим сверхпластичностью при сравнительно низких температурах, при которых не происходит значительною насыщения материала деталей в зоне соединения кислородом и не происходит ухудшения механических свойств материала соединяемых деталей. Поставленная задача решается тем, что в способе соединения титановой детали с другой металлической деталью, который включает очистку стыковочных поверхностей соединяемых деталей, соединение деталей в сборку, нагрев, сжатие и выдержку в течение определенного времени, согласно изобретению между стыковочными поверхностями соединяемых деталей создают промежуточный слой из мелкозернистого a - b титанового сплава с размером зерна не более 1-3 мкм методом электронно-лучевого испарения, нагрев деталей в сборке осуществляют в вакууме или в защитной газовой среде вместе с промежуточным слоем до температур от 1000 до 1500°F (540 - 820°С), а сжатие осуществляют до напряжения, обеспечивающего сверхпластическую деформацию промежуточного слоя. Таком способ позволяет осуществить соединение деталей без изменения механических свойств соединяемых деталей и позволяет получить титановые детали е различными механическими свойствами в различных частях детали за счет того, что введенный между стыковочными поверхностями соединяемых деталей тонкий промежуточный слой a - b титанового сплава с ультрамелким зерном обладает сверхнластнчностью при сравнительно низких температурах, при которых не происходит деформации и ухудшения механических свойств материала соединяемых деталей, а также не происходит значительного насыщения материала деталей и зоне соединения кислородом. Целесообразно создавать промежуточный слой, толщина которого находится в пределах от 10 до 200 мкм в зависимости от шероховатости и волнистости стыковочных поверхностей соединяемых деталей. Это позволяет нивелировать шероховатость и волнистость стыковочных поверхностей и обеспечить сплошной контакт соединяемых деталей. Целесообразно создавать промежуточный слой его нанесением на стыковочную поверхность одной или всех соединяемых деталей методом электронно-лучевого испарения. Это позволяет получить наиболее гомогенную структур у слоя с требуемой дисперсностью. Возможно также создание промежуточного слоя размещением между стыковочными поверхностями фольги из мелкозернистого a - b титанового сплава с размером зерна не более 1 - 3мкм. Это позволяет избежать необходимости использования оборудования для электронно-лучевого испарения в каждом случае соединения титановой детали с другой металлической деталью. Предпочтительно создавать промежуточный слой из мелкозернистого α-β титанового сплава с содержанием от 80 - 20% до 20 - 80% по объему a - и b - фаз. Это обеспечивает оптимальное сочетание сверхпластичности слоя, обеспечиваемой β-фазой со способностью поглощать кислород посредством его диффузии в a - фазу. Целесообразно осуществлять соединение, нагрев и сжатие в вакууме. Это обеспечивает что снижает загрязнение соединяемых поверхностей. Возможно осуществлять соединение, нагрев и сжатие на воздухе. Это исключает необходимость применения при соединении деталей специального вакуумного оборудования. Применение тонкого промежуточного слоя титанового сплава дает возможность соединения титановых деталей при температурах 1000 - 1500°F (540 - 820°С), т.е. при температурах ниже тех, что отрицательно влияют на механические свойства материала соединяемых деталей. Кроме того, промежуточный слой и соединяемые детали не поглощают при указанных температурах значительного количества кислорода, η ίο время как промежуточный слой приобретает свойство сверхпластичности. В результате соединяемые детали и разделяющий их промежуточный слой могут быть соединены при соответствующем сжимающем усилии, причем промежуточный слой нивелирует всегда имеющиеся неровности и шероховатости поверхностей соединяемых деталей. Нагрев полученной детали на короткое время до необходимой температуры может обеспечить укрупнение остаточного мелкозернистого материала на границе соединения, и, если состав материала границы правильно выбран, тο в составе и микроструктуре зоны соединения не будет существенных отличий от основною материала, а соединяемые детали будут иметь, в основном, свойства исходных деталей. Согласно изобретению, не менее одной детали из титанового сплава соединяются с другой металлической деталью с помощью сверхпластичного слоя из титанового сплава. В одном из вариантов осуществления изобретения промежуточный слой титана формируется путем конденсации пара титанового сплава, полученною методом электронно-лучевого испарения, на одной стыковочной поверхности соединяемой детали. В другом варианте осуществления изобретения сверхпластичный материал осаждают методом электронно-лучевого испарения на все стыковочные поверхности соединяемых деталей. Кроме того, возможно размещение промежуточного слоя между стыковочными поверхностями соединяемых деталей в виде фольги. Основным требованием к материалу промежуточного слоя является сверхпластичность при относительно низкой температуре, что означает, что материал должен иметь не менее 300% деформации при испытании при температуре около 1350°F (730°C). Требуемым свойством сверхпластичности обладает a - b титановый сплав с размером зерна не более 1 - 3мкм в зависимости от количества b фазы в сплаве. При указанных размерах зерна сплав может быть переведен в сверхпластическое состояние, начиная с температуры 1000°F (540°С). При этой температуре соединение деталей путем сжатия до напряжения, обеспечивающего сверхпластическую деформацию промежуточного слоя, осуществляется при временивыдержки около 60мин. С повышением температуры необходимое время выдержки сокращается, но повышение температуры выше 1500°F (820°C) не целесообразно из-за тою, что при более высоких температурах, как уже говорилось, напряжение пластическою течения соединяемых деталей низкое и сжатие соединяемых поверхностей может вызвать локальную пластическую деформацию в районе соединения, способствующую ускоренной взаимной диффузии в зоне распространения пластической деформации. Такие процессы нежелательны, так как они изменяют микроструктуру и механические свойства титана. К тому же нагрев детали до таких температур требует особого внимания к вакуум у, чтобы не допустить окисления кислородом. В настоящее время известен способ получения такого сверхпластичного слоя, описанный в статье: Л. В. Корж и Б. Л. Мовчан "Сверхпластичность в конденсированных структурных материалах системы Tі6AI4V – ZrB2”, Проблемы специальной электрометаллургии, 1992, 8 (3), с. 44-48. Этим способом можно получить материал из титанового сплава со средним размером зерна в по меньшей мере одной плоскости по более I - 3мкм. Размер зерна в пределах от 0,3 до 1 - 3мкм дает промежуточному слою необходимое свойство сверхпластичности. Такой материал может быть осажден в вакууме на подложку при температуре около 1300°F (700°C). Предпочтительно, чтобы температура подложки была в пределах 1050 - 1300°F (570 - 700°С), так как при температуре ниже 1050°F (570°С) нанесенный слой может получиться пористым. Указанным выше способом можно осаждать промежуточный слой из титанового сплава с требуемым размером зерна со скоростью от 10 до 100мкм в минуту. Можно промежуточный слой титанового сплава наносить на одну из стыковочных поверхностей или размещать его между стыковочными поверхностями соединяемых деталей в виде тонкой фольги. Однако, предпочтительно осаждать промежуточный слой на обе стыковочные поверхности, которые должны быть соединены. В последнем случае загрязнение кислородом контактной зоны соединяемых деталей будет снижено в наибольшей степени. Толщина промежуточного слоя зависит от шероховатости и волнистости стыковочных поверхностей соединяемых деталей. Хотя для хорошо обработанных ровных и гладких поверхностей оптических деталей достаточна толщина промежуточного слоя около 0,1мкм, обычно на практике для промышленного применения, чтобы нивелировать псе неровности и шероховатости стыковочных поверхностей соединяемых деталей, необходимо иметь толщину слоя около 20мкм, а наиболее предпочтительно около 10мкм. Помимо размера зерна желательно, чтобы титановый сплав промежуточного слоя состоял из сочетания a - и b - фаз. a - фаза необходима из-за того, что в ней высок коэффициент диффузии кислорода. Это означает, что загрязняющий поверхность кислород может быть поглощен посредством его диффузии в a- фазу, b- фаза имеет значительно более высокий уровень сверхпластичности по сравнению с a- фазой в те х же условиях. Поэтому b- фаза необходима для увеличения эффекта сверхпластичности. Предпочтительно, чтобы соотношение a - и b - фаз было в пределах от 5 - 95 до 95 - 5% по объему, соответственно, и наиболее предпочтительно - в пределах от 20 - 80 до 80 - 20% по объему. Процесс выполняется следующим образом. Соединяемые детали, имеющие требуемую волнистость н шероховатость, очищаются с помощью химических или физических средств или их сочетания. Химические средства включают кислотную ванну, а физические - это абразивные средства. После такой очистки детали содержатся в условиях низкого содержания кислорода и низкой влажности для уменьшения образования поверхностных окислов. Сверхпластичный материал осаждают на одну или обе стыковочные поверхности соединяемых деталей в вакууме не хуже 10-3торр (10-1Па). До нанесения промежуточного слоя можно провести дополнительную очистку стыковочных поверхностей в вакууме. Очистка в вакууме производится либо распылением для удаления загрязненных слоев либо дугой с обратной передачей. После этого осаждают промежуточный слой из мелкозернистого a - b-титанового сплава методом электронно-лучевого испарения в вакууме при температуре стыковочной поверхности, на которую осуществляют осаждение, от 1050 до 1300°F (от 570 до 700°С) при скорости осаждения от 1 до 100мкм в минуту. При таких условия х материал осаждаемого промежуточного слоя имеет размер зерна от 0,3 до 3мкм. Время осаждения для получения слоя толщиной 10мкм составит при этом от 0,1 до 10мин. После получения промежуточного слоя нужной толщины детали соединяют. Соединение можно проводить на воздухе, но более желательно проводить его в условиях вакуума, что снижает загрязнение поверхности. Соединение может проводиться в диапазоне температур от 1000 до 1500°F (от 540 до 820°С) при осуществлении сжатия до напряжения, обеспечивающего сверхпластическую деформацию промежуточного слоя (около 2000Н/см 2). Необходимое время выдержки при этих условиях составляет от 20 до 60 мин. В конце процесса соединения зона контакта может быть кратковременно нагрета до 1700°F (930°C) для укрупнения зерна в промежуточном слое. Предлагаемый способ может быть использован в турбостроении, авто- и авиастроении и других отраслях промышленности для соединения деталей из титана и его сплавов с другими деталями из таких материалов как сплавы железа, кобальта, никеля, циркония или к различным титановым сплавам или интерметаллидам, а также для изготовления сложных титановых деталей с различными свойствами и различных частях самой детали.
ДивитисяДодаткова інформація
Автори англійськоюMovchan Borys Oleksiiovych, Topal Valerii Ivanovych, Korzh Oleksandr Viktorovych
Автори російськоюМовчан Борис Алексеевич, Топал Валерий Иванович, Корж Александр Викторович
МПК / Мітки
МПК: C23C 14/00, B23K 20/00
Мітки: деталі, металевою, другою, титанової, з'єднання, спосіб, деталлю
Код посилання
<a href="https://ua.patents.su/3-22030-sposib-zehdnannya-titanovo-detali-z-drugoyu-metalevoyu-detallyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання титанової деталі з другою металевою деталлю</a>
Спосіб з’єднання титанової деталі з другою металічною деталлю

Номер патенту: 22030
Опубліковано: 30.04.1998
Автори: Мовчан Борис Олексійович, Корж Олександр Вікторович, Ніл Джеймс Веслі, Топал Валерій Іванович
МПК: C23C 14/00, B23K 20/00
Мітки: другою, титанової, деталі, металічною, з'єднання, деталлю, спосіб
Формула / Реферат:
1. Способ соединения титановой детали с другой металлической деталью, включающий очистку стыковочных поверхностей соединяемых деталей, соединение деталей в сборку, нагрев, сжатие и выдержку в течение определенного времени, отличающийся тем, что предварительно между стыковочными поверхностями соединяемых деталей создают промежуточный слой из мелкозернистого титанового...
Спосіб з’єднання трубчастої оболонки з трубчастою деталлю
Номер патенту: 19716
Опубліковано: 25.12.1997
Автор: Блінов Анатолій Васильович
МПК: F16L 13/00
Мітки: трубчастою, оболонки, трубчастої, спосіб, деталлю, з'єднання
Формула / Реферат:
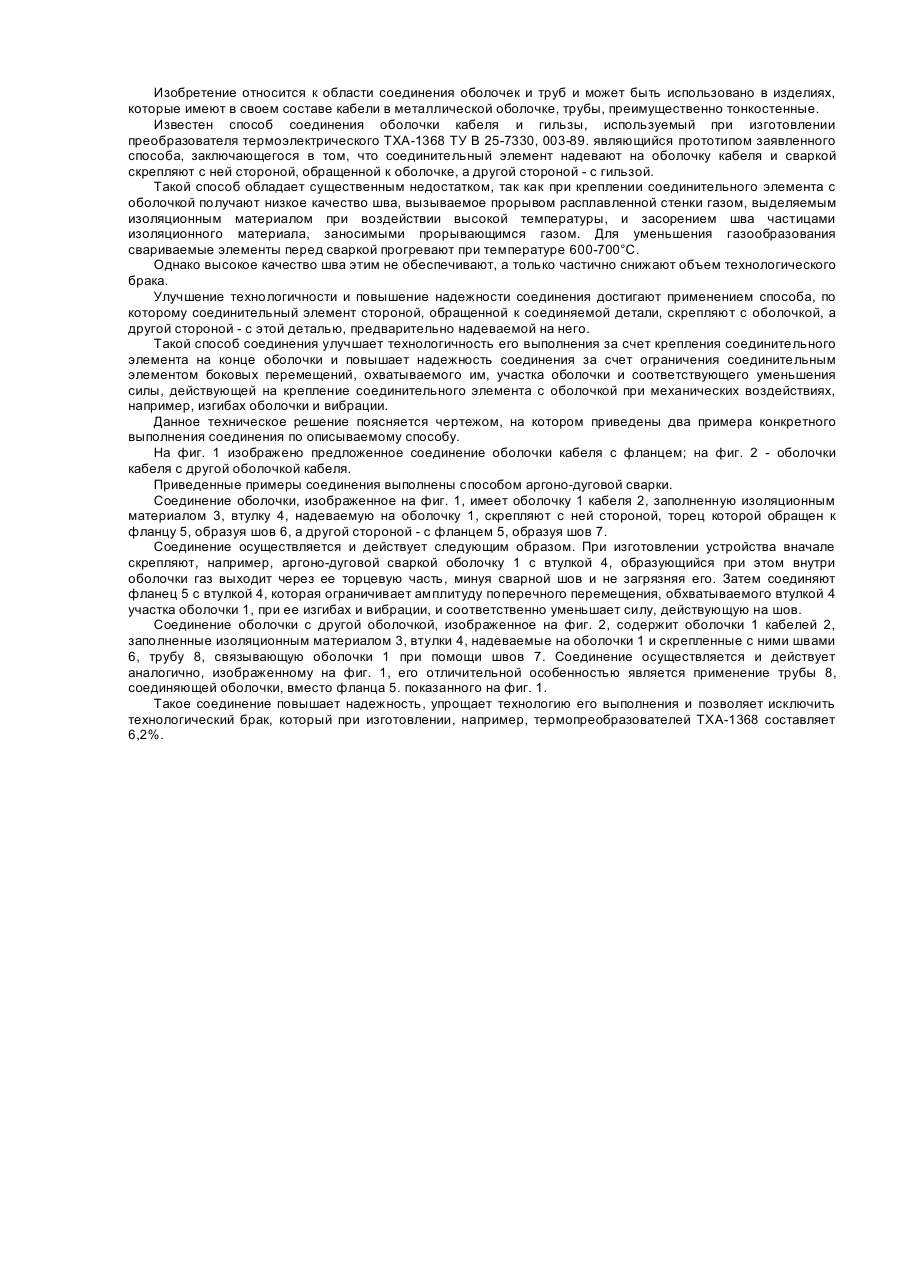
Способ соединения трубчатой оболочки с трубчатой деталью, по которому соединяемые элементы связывают промежуточным соединительным элементом, надеваемым на оболочку, отличающийся тем, что соединительный элемент стороной, обращенной к соединяемой детали, скрепляют с оболочкой, а другой стороной - с этой деталью, предварительно надеваемой на него,
Спосіб з’єднання розрізного кільця та деталі з отвором
Номер патенту: 123
Опубліковано: 30.04.1993
Автор: Лєшко Ігор Васильович
МПК: F16G 15/00
Мітки: з'єднання, спосіб, кільця, деталі, отвором, розрізного
Формула / Реферат:
Формула изобретенияСпособ соединения разрезного кольца и детали с отверстием, заключающийся в разведении концов кольца, заведении в образованный проем детали с отверстием, ориентации концов кольца относительно отверстия и размыкании концов кольца в отверстии, отличающийся тем, что, с целью повышения прочности соединения путем исключения возможности самопроизвольного разъема кольца, разведение концов кольца производят изгибом кольца...
Спосіб з’єднування деталей напівпровідників або напівпровідників з металами
Номер патенту: 19080
Опубліковано: 25.12.1997
Автори: Романов Валентин Олександрович, Бабічев Геннадій Григорович, Козловський Сергій Іванович
МПК: H01L 23/00
Мітки: деталей, з'єднування, напівпровідників, металами, спосіб
Формула / Реферат:
1. Способ соединения деталей полупроводников или полупроводников с металлами, включающий выращивание слоя диоксида кремния на поверхности, по крайней мере, одной из соединяемых деталей, легирование слоя диоксида кремния путем предварительного нагрева слоя, нанесения водного раствора, содержащего химическое соединение с щелочным металлом, и отжига, контактирование соединяемых деталей, приложение давления, нагрев, создание разности потенциалов...
Спосіб виготовлення з’єднання деталей
Номер патенту: 12156
Опубліковано: 25.12.1996
Автор: Матвієнко Валерій Андрійович
МПК: F16B 19/04
Мітки: з'єднання, спосіб, виготовлення, деталей
Формула / Реферат:
Способ изготовления соединения деталей, включающий изготовление соединяемых деталей, стержня с закладной головкой и поперечным рифлением на свободном конце и обжимной цилиндрической втулки с коническим пояском, выполнение в соединяемых деталях отверстий под стержень, совмещение упомянутых отверстий и установку в них стержня, установку обжимной втулки коническим пояском в сторону соединяемых деталей и создание условий обжатия стержня и...
Попередній патент: Спосіб одержання слябів проміжної товщини, установка для його здійснення і ємність для зберігання слябів
Наступний патент: Спосіб одержання інгібіторів віл-протеази, проміжні сполуки та спосіб їх отримання
Випадковий патент: Пристрій для транспортування і очистки коренебульбоплодів