Калібровка валків редукційного трубопрокатного стану
Формула / Реферат
1. Калибровка валков для редукционного трубопрокатного стана, содержащая комплекты валков, каждый из которых состоит из трех валков при работе без применения оправки, в которой вогнутые контуры калибра валков имеют выпуклости с обеих боковых сторон каждого валка, отличающаяся тем, что размер выпуклости боковых сторон калибра, по меньшей мере у нескольких комплектов валков, следующих друг за другом в направлении прокатки, увеличивается на постоянные или одинаковые в процентном отношении величины.
2. Калибровка валков по п. 1, отличающаяся тем, что увеличение выпуклости соответствует 1-5 % от толщины стенки труб, подлежащих прокатке в калибре.
3. Калибровка валков по пп. 1 или 2, отличающаяся тем, что верхняя точка выпуклостей на каждой боковой стороне калибра, начиная от основания калибра, и относительно средней точки калибра комплекта валков расположена со смещением 30-35° в направлении выступа валка.
4. Калибровка валков по любому из пп. 1-3, отличающаяся тем, что имеется сопряженное количество, равное, максимум, 12 клетям, из рабочих клетей (от і до i+n), следующих за обжимными (черновыми) клетями, с выпуклостями на боковых сторонах калибра.
Текст
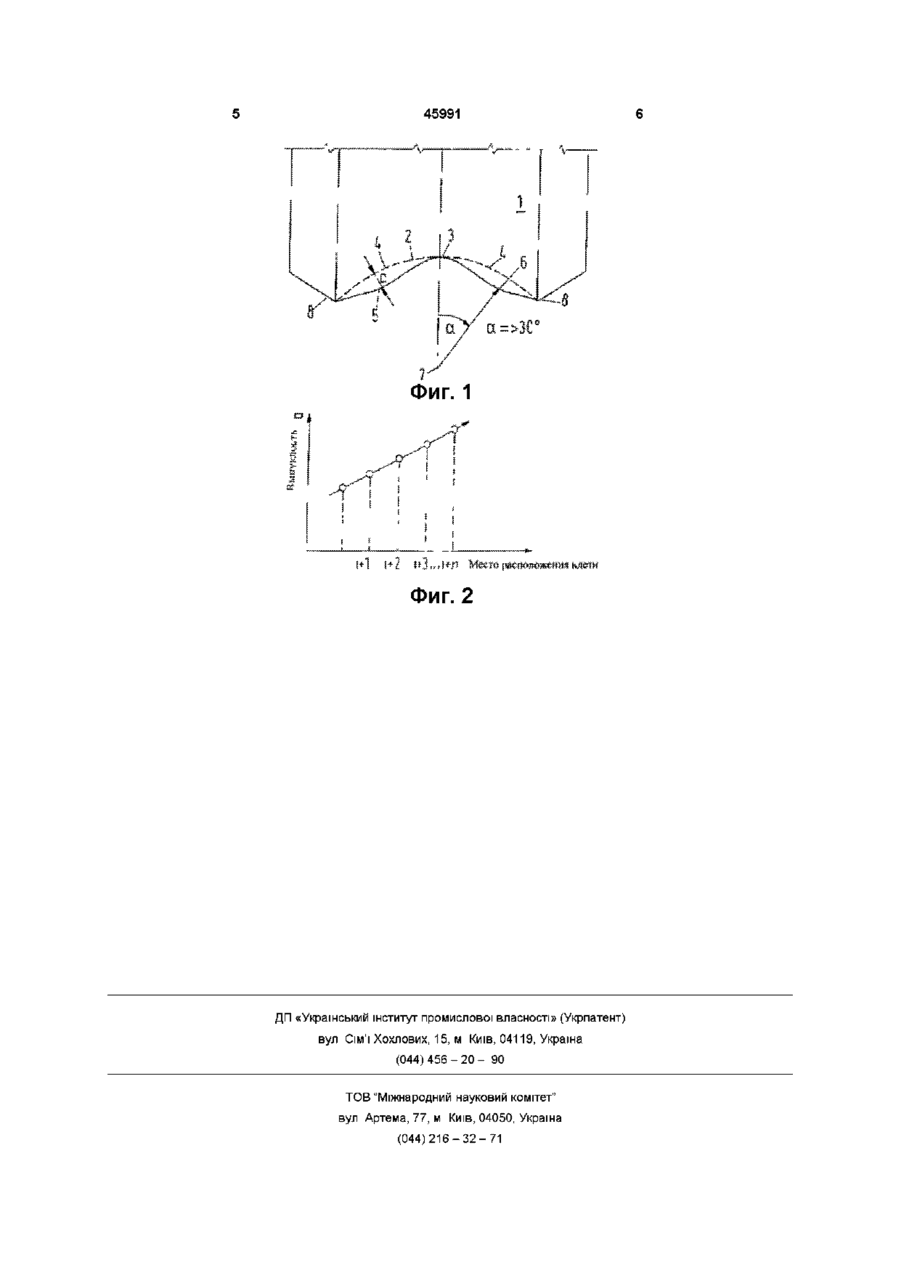
1 Калибровка валков для редукционного трубопрокатного стана, содержащая комплекты валков, каждый из которых состоит из трех валков при работе без применения оправки, в которой вогнутые контуры калибра валков имеют выпуклости с обеих боковых сторон каждого валка, отличающаяся тем, что размер выпуклости боковых сторон калибра, по меньшей мере у нескольких комплектов валков, следующих друг за другом в на правлении прокатки, увеличивается на постоянные или одинаковые в процентном отношении величины 2 Калибровка валков по п 1, отличающаяся тем, что увеличение выпуклости соответствует 1-5 % от толщины стенки труб, подлежащих прокатке в калибре 3 Калибровка валков по пп 1 или 2, отличающаяся тем, что верхняя точка выпуклостей на каждой боковой стороне калибра, начиная от основания калибра, и относительно средней точки калибра комплекта валков расположена со смещением 30-35° в направлении выступа валка 4 Калибровка валков по любому из пп 1-3, отличающаяся тем, что имеется сопряженное количество, равное, максимум, 12 клетям, из рабочих клетей (от і до i+n), следующих за обжимными (черновыми) клетями, с выпуклостями на боковых сторонах калибра О Изобретение относится к калибровке валков для комплектов валков, каждый из которых состоит из трех валков, многоклетьевого редукционного трубопрокатного стана, работающего без применения оправки, в котором вогнутые контуры калибров валков имеют выпуклости на обеих боковых сторонах калибров каждого валка В редукционных трубопрокатных станах, в частности, редукционно-растяжных трубопрокатных станах, работающих без внутреннего инструмента, при прокатке возникает явление, связанное с образованием многоугольной или полигональной формы Внутренний диаметр трубы имеет форму, отличающуюся от круглого поперечного сечения, которую можно при применении двух калибров прокатных валков описать как четырехугольную, а при применении трех калибров валков - как шестиугольную форму в поперечном сечении с закругленными кромками Для предотвращения этой, так называемой многоугольной (полигональной) формы внутри трубы, предлагались различные решения, которые, как правило, приводили к неудовлетвори тельным результатам или же требовали больших затрат Среди прочих известных решений наиболее рациональной в этом отношении является калибровка валков для редукционного трубопрокатного стана, описанная в DE.C, № 24 48 158, В21В 17/14,1980 и принятая в качестве прототипа Описанная в этом патенте калибровка содержит комплекты валков, каждый из которых состоит из трех валков Исходя из того, что величина проявления внутренней многогранности тем меньше, чем больше комплектов валков применяется в редукционном прокатном стане, в этой известной калибровке предлагалось приблизить условия обжатия комплектом, образованным тремя валками, к условиям обжатия комплектом валков, образованным шестью валками Для этого вогнутые контуры калибра валков имеют выпуклости с обеих боковых сторон каждого валка Однако в этом известном решении не было учтено то, что одна лишь предложенная форма не может однозначно определять условия деформации, вследствие чего невозможно точно прогнози ю 45991 ровать влияние формы калибров на течение металла в трубе, что обуславливает неблагоприятное распределение напряжений в трубе в процессе прокатки и, как следствие, возникновение утолщений по периметру готовой трубы В основу изобретения поставлена задача, создать такую калибровку валков для редукционного трубопрокатного стана, в которой за счет оптимального изменения размера выпуклости боковых сторон калибра, по меньшей мере, у нескольких комплектов валков удалось бы обеспечить локальное воздействие на течение металла в трубе, материала в трубе и соответственно, уменьшить при редуцировании нежелательные утолщения стенки трубы в критических местах по ее периметру Поставленная задача решена тем, что в калибровке валков для редукционного трубопрокатного стана, содержащей комплекты валков, каждый из которых состоит из трех валков при работе без применения оправки, в которой вогнутые контуры калибра валков имеют выпуклости с обеих боковых сторон каждого валка, согласно изобретению, размер выпуклости боковых сторон калибра, по меньшей мере, у нескольких комплектов валков, следующих друг за другом в направлении прокатки, увеличивается на постоянные или одинаковые в процентном отношении величины Такое выполнение в отличие от известного решения позволяет влиять на течение с материала, поскольку в каждой клети некоторого количества рабочих клетей, следующих друг за другом, за счет выпуклости на боковых сторонах калибра происходит большее редуцирование на обеих боковых сторонах калибра, чем в его основании или в выступе Как следствие, высота выпуклостей в последовательном ряду калибров увеличивается от клети к клети Преимущество данного изобретения заключается в том, что локальные выпуклости повышает локальное контактное давление в каждой клети, что противодействует утолщению материала в середине боковой стороны калибра При появлении многоугольной формы (полигональности) в готовой трубе, то есть без использования изобретения, эти утолщения стенки увеличиваются по сравнению с прочими участками ее периметра Использование данного изобретения предотвращает появление утолщения Наиболее благоприятным согласно одному из аспектов осуществления данного изобретения является увеличение выпуклости, соответствующей от 1 до 5% толщине стенки труб, подлежащих прокатке в калибре Согласно еще одному предпочтительному варианту осуществления данного изобретения целесообразно верхнюю точку выпуклостей на каждой боковой стороне калибра, начиная от основания калибра и относительно средней точки калибра комплекта валков располагать со смещением на'30-35 ° в направлении выступа валков _Такое выполнение позволяет избежать повышенного течения материала, обусловленного выпуклостью, расположенной в середине или смещенной к основанию калибра, в направлении выступа калибра и вызванных этим нежелательных утолщений стенок труб Если самая верхняя точка выпуклости, согласно изобретению, смещена в направлении выступа калибра, то есть если выпуклость расположена асимметрично на боковой стороне калибра, то это сглаживает вредное вышеуказанное влияние Оказалось выгодным, согласно еще одной предпочтительной форме выполнения данного изобретения, если имеется сопряженное количество, равное, максимум, 12 клетям из рабочих клетей (от і до і + п), следующих за обжимными (черновыми) клетями За счет этого, в частности, при редукционно-растяжной прокатке стальных труб удается в значительной мере избежать внутренней полигонизации труб за счет направленного влияния на течение материала в трубе В результате этого можно ожидать равномерного деформирования труб в процессе прокатке, преимущественно, без внутренней полигональное™, то есть осуществлять прокатку с равномерной толщиной стенок по периметру Далее сущность изобретения поясняется более подробным описанием со ссылками на сопровождающие чертежи, на которых фиг 1 представляет контур калибра одного из трех валков комплекта валков, фиг 2 - диаграмму величин выпуклостей в зависимости от места клети На фиг 1 позицией 1 обозначена часть комплекта валков, основная часть 2 калибра которого выполнена вогнутой или - в рассматриваемом случае - по дуге окружности В отличие от этой основной части 2 калибра и с учетом решения по немецкому патенту DE 24 48 158, обе боковые стороны 4 основной части 2 калибра, лежащие рядом с основанием 3 калибра, имеют выпуклости, причем размер выпуклости 5 обозначен "а" Верхняя точка 6 каждой выпуклости 5 лежит под углом а относительно центральной точки 7 калибра, замеренным от основания 3 калибра, и составляет 30 - 35° Со ссылкой на фиг 2 величина "а" выпуклости увеличивается на постоянные или в процентном отношении одинаковые величины, начиная от і-й клети, к последующим соседним клетям 1 + 1,1 + 2, і + 3 и так далее Индексами от і до (I + п) обозначены места расположения клетей в общем количестве рабочих клетей, следующих за обжимными (черновыми) клетями (на фигурах не показаны), из которых самое большое 12 целесообразно выполнять, согласно изобретению, с увеличением размера выпуклости 5 45991 Фиг. 1 Фиг. 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 17/00
Мітки: стану, редукційного, калібровка, валків, трубопрокатного
Код посилання
<a href="https://ua.patents.su/3-45991-kalibrovka-valkiv-redukcijjnogo-truboprokatnogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Калібровка валків редукційного трубопрокатного стану</a>
Валкова кліть трубопрокатного стану
Номер патенту: 16999
Опубліковано: 29.08.1997
Автори: Островський Ігор Патрович, Попов Марат Васильович, Сандульский Борис Степанович, Ісаков Евген Борисович, Алпатов Евгеній Миколайович, Більдін Костянтин Михайлович, Чубарь Алла Георгіівна, Мамонтов Володимир Романович, Верещагін Олександр Давидович, Кісєльов Віктор Стефанович
МПК: B21B 21/00, B21B 13/18
Мітки: стану, кліть, валкова, трубопрокатного
Формула / Реферат:
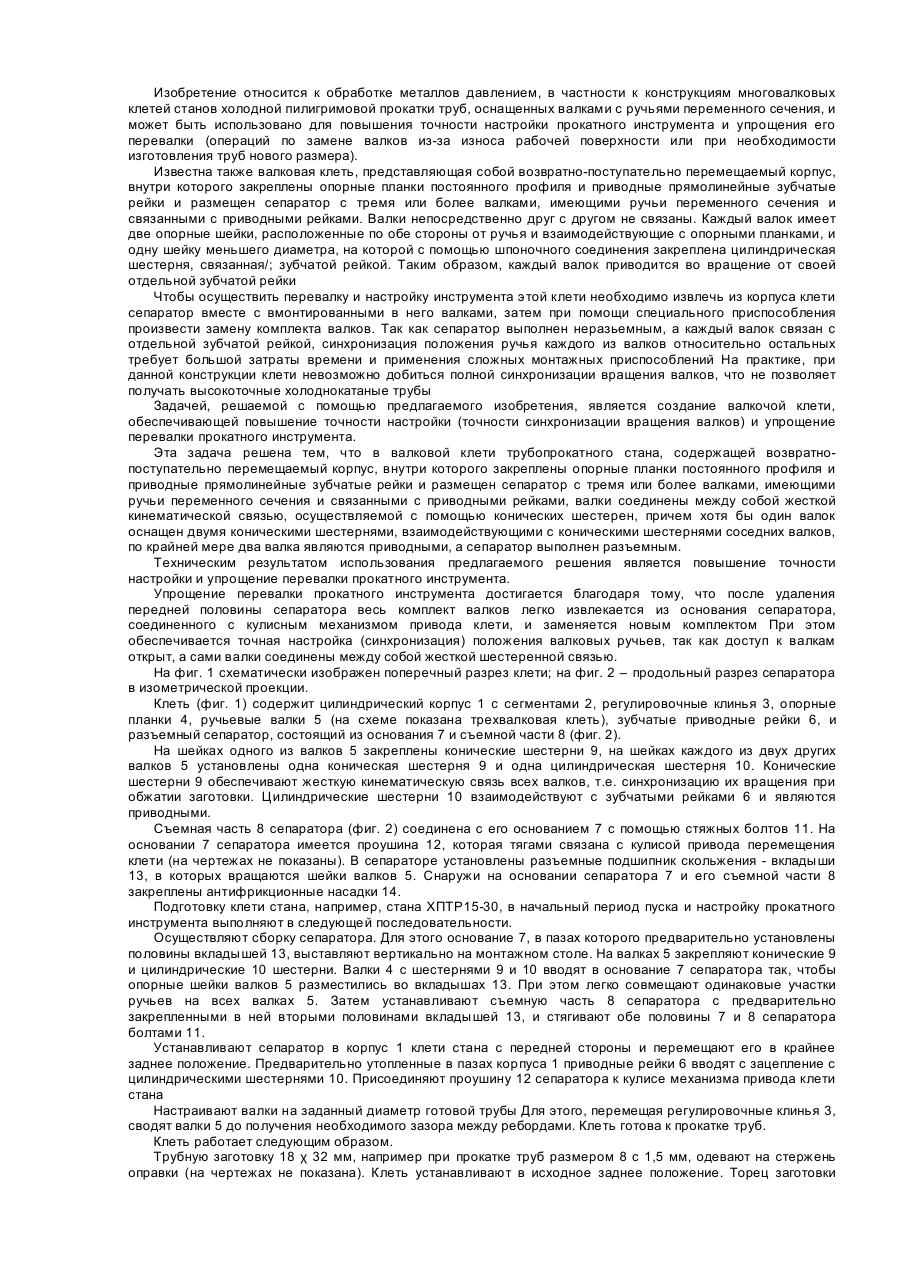
Валковая клеть трубопрокатного стана, содержащая возвратно-поступательно перемещаемый корпус, внутри которого закреплены опорные планки постоянного профиля и приводные прямолинейные зубчатые рейки и размещен сепаратор с тремя или более валками, имеющими ручьи переменного сечения и связанными с приводными рейками, отличающаяся тем, что валки соединены между собой жесткой кинематической связью, осуществляемой с помощью конических...
Валкова кліть трубопрокатного стану
Номер патенту: 14757
Опубліковано: 18.02.1997
Автори: Борисенко Юрій Миколайович, Чуб Анатолій Васильович, Чеха Віктор Миколайович, Верещагін Олександр Давидович, Островський Ігор Петрович, Вольфович Георгій Вольфович, Ісаков Євген Борисович, Кореняк Юрій Костянтинович, Черкащенко Тетяна Володимирівна, Попов Марат Васильович, Сандульский Борис Степанович, Більдін Костянтин Михайлович
МПК: B21B 13/18, B21B 21/00
Мітки: стану, валкова, трубопрокатного, кліть
Формула / Реферат:
Валковая клеть трубопрокатного стана, содержащая возвратно-поступательно перемещаемый корпус, размещенные в нем вертикальные приводные валки с ручьями переменного профиля и имеющие бочки, опорные катки, снабженные механизмом поворота относительно их вертикальных осей, отличающаяся тем, что корпус клети выполнен разъемным в виде двух горизонтальных плит, соединенных по углам с помощью жестких опор, а механизм поворота каждого из опорных катков...
Комплект валків прокатної кліті листового стану
Номер патенту: 12070
Опубліковано: 25.12.1996
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Пилипенко Сергій Степанович, Штехно Олег Миколайович, Тилик Василь Трохимович, Трофімов Віталій Олександрович
МПК: B21B 27/00
Мітки: валків, листового, прокатної, стану, кліті, комплект
Формула / Реферат:
Комплект валков прокатной клети листового стана, содержащий опорные и рабочие валки, бочки которых выполнены с чередующимися разновысокими и разнонаправленными участками микрошероховатости, образованной линиями выступов и впадин, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки путем улучшения условий захвата смазки при сохранении центрирования полосы, на более низких участках микрошероховатости линии выступов и...
Оправка трубопрокатного стану
Номер патенту: 14583
Опубліковано: 20.01.1997
Автори: Сіренко Віталій Олегович, Сіренко Олег Федорович
МПК: B21B 25/00
Мітки: оправка, стану, трубопрокатного
Формула / Реферат:
1. Оправка трубопрокатного стана, содержащая корпус с внутренней полостью, заполненной охлаждающей средой, отличающаяся тем, что в полости корпуса размещен вкладыш из легкоплавкого, теплопроводного и теплоемкого материала, занимающего не менее 80% ее объема и повторяющего ее форму.2. Оправка по п. 1, отличающаяся тем, что в центре внутренней передней части корпуса выполнен цилиндрический выступ.
Спосіб калібрування прокатних валків
Номер патенту: 43369
Опубліковано: 17.12.2001
Автори: Букрєєв Іван Іванович, Горбуньов Олег Георгійович
МПК: B21B 1/02, B21B 28/00, B21B 1/08
Мітки: валків, спосіб, прокатних, калібрування
Формула / Реферат:
Способ калибровки прокатных валков, предусматривающий уменьшение диаметров валков при переточках калибров, врез закрытого фланца в валок с уклоном внутренней и наружной граней фланца относительно продольной оси валка, отличающийся тем, что биссектрису угла, образованного внутренней и наружной гранями фланца совмещают с перпендикуляром к продольной оси валка и врезают фланец в валок под этим углом, а в процессе переточек валков по износу...
Попередній патент: Газонаповнювальна станція зі ступеневою заправкою ємностей стиснутим природним газом
Наступний патент: Пересувний зварювальний генератор
Випадковий патент: Щітка для очищення плоских виробів від окалини