Спосіб стабілізації ширини гарячекатаних штаб
Номер патенту: 56515
Опубліковано: 16.05.2005
Автори: Остапенко Арнольд Леонтійович, Єрмоленко Анатолій Олександрович, Гончаров Микола Васильович, Борщов Олексій Вікторович, Горлов Геннадій Васильович, Мацко Сергій Володимирович, Путнокі Олександр Юліусович, Кузьмін Олександр Вікторович
Формула / Реферат
1. Спосіб ультразвукової ударної обробки зварних з’єднань, який включає подавання вимушених коливань ультразвукової частоти через перетворювач на ударні елементи і вплив на оброблювану поверхню матеріалу ударними елементами з заданою амплітудою зміщення, а також подачу до місця обробки кавітованого середовища, який відрізняється тим, що додатково вздовж зварного шва пластичним деформуванням виготовляють розвантажувальні канавки, які охоплюють навколошовну зону зварного з’єднання.
2. Спосіб за п. 1, який відрізняється тим, що здійснюють плавний перехід від шва до основного металу радіусом, який забезпечує зниження концентрації напруг.
3. Спосіб за п. 1, який відрізняється тим, що глибину розвантажувальної канавки, яка залежить від місця розташування переходу з високою концентрацією напруг, виконують на ділянці навколошовної зони із сприятливою структурою металу.
Текст
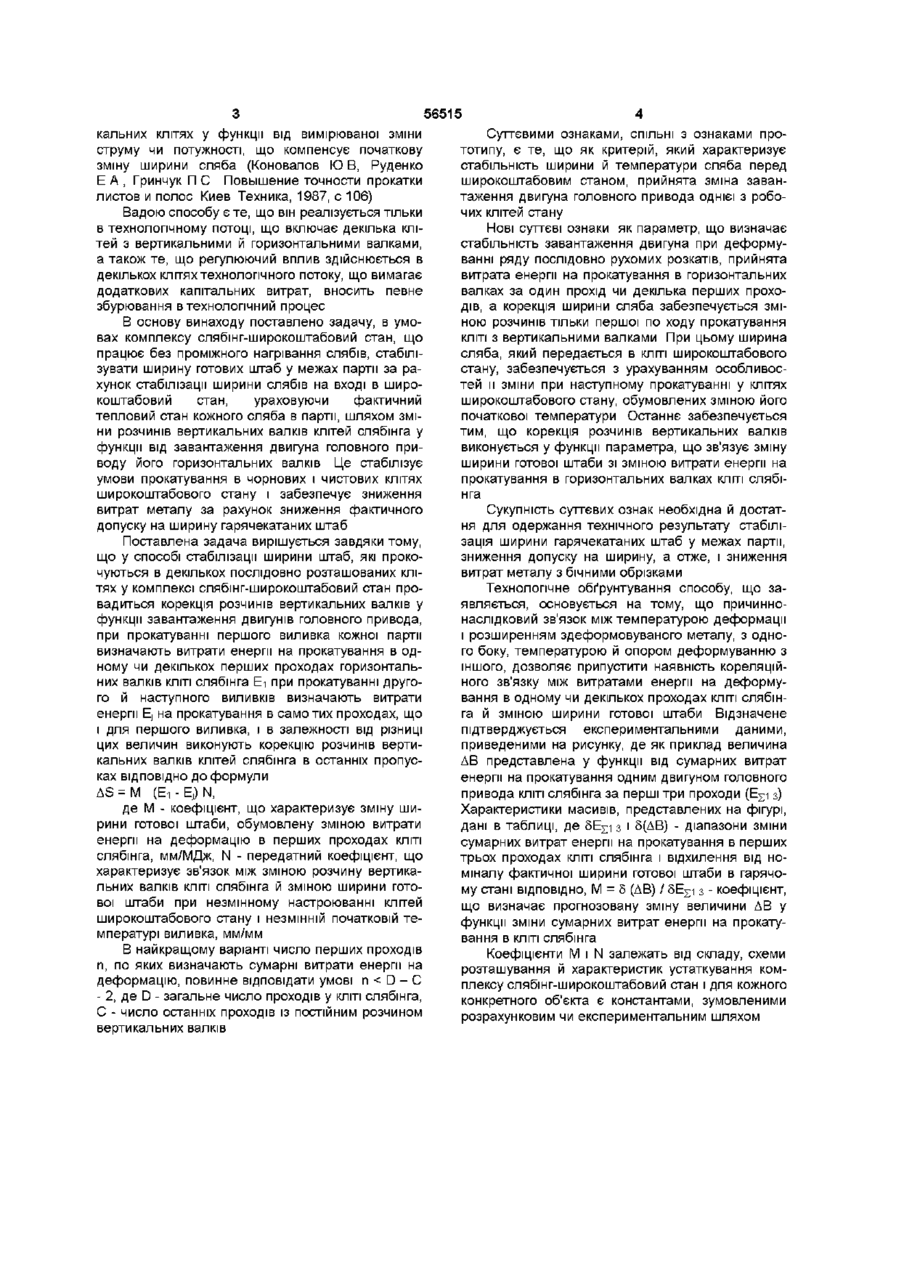
1 Спосіб стабілізації ширини гарячекатаних штаб, за яким при прокатуванні виливків в декількох послідовно розташованих клітях в комплексі слябінг - широкоштабовий стан здійснюють корекцію зазорів вертикальних валків у функції завантаження двигунів головного приводу, який відрізняється тим, що при прокатуванні першого виливка кожної партії визначають витрати енергії на прокатування в одному чи декількох перших проходах горизонтальних валків КЛІТІ слябінга, при прокатуванні другого і наступного виливків визначають витрати енергії на прокатування в тих же проходах, що і для першого виливка, і в залежності від різниці цих величин виконують корекцію зазорів вертикальних валків КЛІТІ слябінга в останніх пропусках ВІДПОВІДНО до формули AS = М (Еі - Ej) N, Де Еі - витрати енергії на прокатування першого виливка в одному чи декількох перших проходах у горизонтальних валках КЛІТІ слябінга, Е, - витрати енергії на прокатування другого й наступного виливків в одному чи декількох перших проходах у горизонтальних валках КЛІТІ слябінга, М - коефіцієнт, що характеризує зміну ширини готової штаби, обумовлену зміною витрати енергії на деформацію в перших проходах КЛІТІ слябінга, мм/МДж, N - передатний коефіцієнт, що характеризує зв'язок між зміною зазору вертикальних валків КЛІТІ слябінга й зміною ширини готової штаби при незмінному настроюванні клітей широкоштабового стана і незмінній початковій температурі виливка, мм/мм 2 Спосіб за п 1, який відрізняється тим, що корекцію зазорів вертикальних валків КЛІТІ слябінга виконують у функції зміни сумарних витрат енергії на деформацію за перші п проходів у горизонтальних валках КЛІТІ слябінга при виконанні умови п < D - С - 2, де D - загальне число проходів у КЛІТІ слябінга, С - число проходів із постійним зазором вертикальних валків ю ю (О ю Винахід відноситься до галузі прокатного виробництва, а саме, до виробництва гарячекатаних штаб комплексом слябінг-широкоштабовий стан без проміжного нагрівання слябів у методичних печах Відомий спосіб стабілізації ширини штаб, які прокочуються в декількох послідовно розташованих клітях з горизонтальними й вертикальними валками, ВІДПОВІДНО ДО ЯКОГО керувальний вплив розраховується у функції виміряного значення ширини слябів перед кліттю (М Дегнер, В Таппе Исследование соблюдения допусков геометрических размеров горячекатаных полос // Черные ме таллы, январь 1997, - С 44 - 50) Вадою способу є відсутність можливості урахувати вплив зміни температури розкату перед кліттю на зміну його ширини в процесі наступного прокатування, а також необхідність установлювання декількох коштовних вимірників ширини Відомий спосіб стабілізації ширини гарячекатаних штаб, що передбачає непряму оцінку зміни початкової ширини і температури сляба по ЗМІНІ току якоря чи споживаної потужності електродвигуном головного приводу КЛІТІ з вертикальними валками, яка стоїть на початку технологічного потоку, із зміною розчинів валків у наступних верти 56515 кальних клітях у функції від вимірюваної зміни Суттєвими ознаками, СПІЛЬНІ З ознаками проструму чи потужності, що компенсує початкову тотипу, є те, що як критерій, який характеризує зміну ширини сляба (Коновалов Ю В, Руденко стабільність ширини й температури сляба перед Е А , Гринчук П С Повышение точности прокатки широкоштабовим станом, прийнята зміна заванлистов и полос Киев Техника, 1987, с 106) таження двигуна головного привода однієї з робочих клітей стану Вадою способу є те, що він реалізується тільки в технологічному потоці, що включає декілька кліНові суттєві ознаки як параметр, що визначає тей з вертикальними й горизонтальними валками, стабільність завантаження двигуна при деформуа також те, що регулюючий вплив здійснюється в ванні ряду послідовно рухомих розкатів, прийнята декількох клітях технологічного потоку, що вимагає витрата енергії на прокатування в горизонтальних додаткових капітальних витрат, вносить певне валках за один прохід чи декілька перших прохозбурювання в технологічний процес дів, а корекція ширини сляба забезпечується зміною розчинів тільки першої по ходу прокатування В основу винаходу поставлено задачу, в умоКЛІТІ з вертикальними валками При цьому ширина вах комплексу слябінг-широкоштабовий стан, що сляба, який передається в КЛІТІ широкоштабового працює без проміжного нагрівання слябів, стабілістану, забезпечується з урахуванням особливосзувати ширину готових штаб у межах партії за ратей и зміни при наступному прокатуванні у клітях хунок стабілізації ширини слябів на вході в широширокоштабового стану, обумовлених зміною його коштабовий стан, ураховуючи фактичний початкової температури Останнє забезпечується тепловий стан кожного сляба в парти, шляхом змітим, що корекція розчинів вертикальних валків ни розчинів вертикальних валків клітей слябінга у виконується у функції параметра, що зв'язує зміну функції від завантаження двигуна головного приширини готової штаби зі зміною витрати енергії на воду його горизонтальних валків Це стабілізує прокатування в горизонтальних валках КЛІТІ слябіумови прокатування в чорнових і чистових клітях нга широкоштабового стану і забезпечує зниження витрат металу за рахунок зниження фактичного Сукупність суттєвих ознак необхідна й достатдопуску на ширину гарячекатаних штаб ня для одержання технічного результату стабілізація ширини гарячекатаних штаб у межах парти, Поставлена задача вирішується завдяки тому, зниження допуску на ширину, а отже, і зниження що у способі стабілізації ширини штаб, які проковитрат металу з бічними обрізками чуються в декількох послідовно розташованих клітях у комплексі слябінг-широкоштабовий стан проТехнологічне обґрунтування способу, що завадиться корекція розчинів вертикальних валків у являється, основується на тому, що причиннофункції завантаження двигунів головного привода, наслідковий зв'язок між температурою деформації при прокатуванні першого виливка кожної партії і розширенням здеформовуваного металу, з одновизначають витрати енергії на прокатування в одго боку, температурою й опором деформуванню з ному чи декількох перших проходах горизонтальіншого, дозволяє припустити наявність кореляційних валків КЛІТІ слябінга Еі при прокатуванні другоного зв'язку між витратами енергії на деформуго й наступного виливків визначають витрати вання в одному чи декількох проходах КЛІТІ слябіненергії Е, на прокатування в само тих проходах, що га й зміною ширини готової штаби Відзначене і для першого виливка, і в залежності від різниці підтверджується експериментальними даними, цих величин виконують корекцію розчинів вертиприведеними на рисунку, де як приклад величина кальних валків клітей слябінга в останніх пропусДВ представлена у функції від сумарних витрат ках ВІДПОВІДНО до формули енергії на прокатування одним двигуном головного AS = М (Еі - Ej) N, привода КЛІТІ слябінга за перші три проходи (Е 2 і з) Характеристики масивів, представлених на фігурі, де М - коефіцієнт, що характеризує зміну шидані в таблиці, де 5Е Е і з і 5(ДВ) - діапазони зміни рини готової штаби, обумовлену зміною витрати сумарних витрат енергії на прокатування в перших енергії на деформацію в перших проходах КЛІТІ трьох проходах КЛІТІ слябінга і відхилення від нослябінга, мм/МДж, N - передатний коефіцієнт, що міналу фактичної ширини готової штаби в гарячохарактеризує зв'язок між зміною розчину вертикаму стані ВІДПОВІДНО, М = 5 (ДВ) / 5Е Е і з - коефіцієнт, льних валків КЛІТІ слябінга й зміною ширини готощо визначає прогнозовану зміну величини ДВ у вої штаби при незмінному настроюванні клітей функції зміни сумарних витрат енергії на прокатуширокоштабового стану і незмінній початковій тевання в КЛІТІ слябінга мпературі виливка, мм/мм В найкращому варіанті число перших проходів п, по яких визначають сумарні витрати енергії на деформацію, повинне відповідати умові n < D - С - 2, де D - загальне число проходів у КЛІТІ слябінга, С - число останніх проходів із постійним розчином вертикальних валків Коефіцієнти М і N залежать від складу, схеми розташування й характеристик устаткування комплексу слябінг-широкоштабовий стан і для кожного конкретного об'єкта є константами, зумовленими розрахунковим чи експериментальним шляхом 56515 Таблиця Характеристика масивів експериментальних даних, представлених на фігурі Номер масиву на фігурі 1 2 3 4 Розмір, мм Сляб штаба 150x1093 2,6x1000 161 х982 2,9x1000 160x1185 2,9x1200 160x1185 4,5x1200 5Е Е і з, МДж М, мм/МДж 4,0 4,0 4,0 7,0 Представлені вище дані говорять про принципову можливість прогнозування зміни ширини готових штаб по ЗМІНІ витрат енергії на прокатування в перших проходах КЛІТІ слябінга Кількісна оцінка зв'язку між досліджуваними параметрами (див фігуру і таблицю) така зміна (підвищення) сумарних витрат енергії на прокатування одним двигуном головного привода КЛІТІ слябінга в перших трьох проходах на 1МДж еквівалентно ЗМІНІ (зниженню) температури розкату, що при наступному його прокатуванні приводить до зміни (збільшенню) відхилення ширини готової штаби від номіналу на 0,8 -1,2мм Наявність кореляційного зв'язку між параметрами ДВ і Е 2 і п і встановлена можливість м кількісної оцінки покладені в основу пропонованого способу стабілізації ширини штаб в умовах прокатування в клітях комплексу слябінгширокоштабовий стан без проміжного нагрівання слябів Приклад реалізації способу Номінальна ширина готових штаб 1200мм Для цього розміру екс 5 (ДВ), мм 3,2 3,4 3,8 7,0 0,80 0,85 0,95 1,00 периментальне встановлені М = 0,95мм/МДж, N = Змм/мм При прокатуванні першого виливка в парти сумарна витрата енергії на деформування в перших трьох проходах горизонтальних валків слябінга склала ЮМДж (див рисунок позиція 4), а при прокатуванні другого виливка в партії - 12МДж Отже, другий виливок у порівнянні з першим мав меншу температуру, що при незмінних розчинах вертикальних валків призведе до збільшення ширини готових штаб Для компенсації цієї прогнозованої зміни ширини розчин вертикальних валків КЛІТІ слябінга в останніх проходах у порівнянні з розчинами, що мають місце при прокатуванні першого виливка, зменшують на величину ДБ = 3 0,95 (12 -10) «6мм Пропонований спосіб дозволить стабілізувати ширину в межах парти, а за рахунок цього - зменшити допуск на ширину готових штаб, що приведе до зниження витрат металу з бічними обрізками У залежності від розміру і маси готових штаб зниження бічних обрізків на 1мм забезпечить економію металу 0,7 -1,5кг ДВ. мм 1 і * —Л Vi ik ^ . * и-І і—і— » fl ГГ ІЗ Фіг. Підписано до друку 05 06 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of width stabilization of hot-rolled strips
Автори англійськоюOstapenko Arnold Leontiovych, Horlov Hennadii Vasyliovych, Putnoki Oleksandr Yuliusovych, Yermolenko Anatoliy Oleksandrovych, Matsko Serhii Volodymyrovych, Kuzmin Oleksandr Viktorovych, Honcharov Mykola Vasyliovych, Borschov Oleksii Viktorovych
Назва патенту російськоюСпособ стабилизации ширины горячекатанных полос
Автори російськоюОстапенко Арнольд Леонтьевич, Горлов Геннадий Васильевич, Путноки Александр Юлиусович, Ермоленко Анатолий Александрович, Машко Сергей Владимирович, Мацко Сергей Владимирович, Кузьмин Александр Викторович, Гончаров Николай Васильевич, Борщов Алексей Викторович
МПК / Мітки
МПК: B21B 37/00, B21B 1/26, B21B 37/58
Мітки: спосіб, гарячекатаних, стабілізації, ширини, штаб
Код посилання
<a href="https://ua.patents.su/3-56515-sposib-stabilizaci-shirini-garyachekatanikh-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб стабілізації ширини гарячекатаних штаб</a>
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Штехно Олег Миколайович, Кудрин Володимир Іванович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Телюк Віктор Григорович
МПК: B21B 1/22
Мітки: безперервного, прокатування, спосіб, штаб
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб визначення температури в осередку деформації при холодному прокатуванні штаб
Номер патенту: 44033
Опубліковано: 15.01.2002
Автори: Грібач Юрій Федорович, Человань Михайло Іванович
МПК: G01K 7/12
Мітки: визначення, деформації, штаб, температури, осередку, прокатуванні, спосіб, холодному
Формула / Реферат:
Спосіб визначення температури в осередку деформації при холодному прокатуванні штаб, що включає розташування датчиків в зоні контролю, який відрізняється тим, що як датчики використовують сплави Вуда з різною температурою плавлення, розташовані в порядку зростання точок плавлення в отворах, виконаних уздовж контрольованої штаби.
Спосіб гарячого прокатування штаб
Номер патенту: 36975
Опубліковано: 16.04.2001
Автори: Мовшович Вілорд Соломонович, Качан Олександр Михайлович, Лівшиц Леонід Аркадійович, Піховкін Микола Миколайович, Штехно Олег Миколайович, Трофімов Віталій Олександрович, Клочков Володимир Васильович, Васильєв Олександр Геннадійович, Пінчук Віталій Іосифович, Путнокі Олександр Юліусович, Фішкін Ісаак Борисович, Ніколаєв Віктор Олександрович, Тилик Василь Трохимович
МПК: B21B 1/22
Мітки: штаб, спосіб, гарячого, прокатування
Текст:
...датчика відповідно до формули: після виходу переднього кінця з останньої кліті чистової гр упи натискні гвинти піднімають у кожній кліті на величини DSі, продовжують процес прокатки у стабілізованому процесі при номінальному розчині валків, а після виходу заднього кінця штаби з останньої кліті чистової групи, натискні гвинти виставляють на величини Sі; для прийому переднього кінця наступної штаби, де h - товщина готової штаби , мм, n -...
Спосіб гарячого прокатування штаб
Номер патенту: 36979
Опубліковано: 16.04.2001
Автори: Путнокі Олександр Юліусович, Васильєв Олександр Геннадійович, Коваль Сергій Миколайович, Тилик Василь Трохимович, Мовшович Вілорд Соломонович, Ніколаєв Віктор Олександрович, Трофімов Віталій Олександрович, Штехно Олег Миколайович, Піховкін Микола Миколайович
МПК: B21B 1/22
Мітки: штаб, гарячого, спосіб, прокатування
Текст:
...чистової кліті 10 виходить готова штаба товщиною h=3 мм. У процесі експериментів у клітях 5-10 установлювали робочі валки з односторонніми скосами з боку приводної шийки. Довжину скосу встановлювали рівною С=500 мм, що дозволяло впливати на товщину кромки штаби мінімальної ширини В=1000 мм. У цьому випадку циліндрична частина бочки валка дорівнює Lц =L-2С=1680-1000-=680 мм, що менше ширини штаби з В=1000 мм. З одностороннім скосом виготовляли...
Спосіб одержання литтям-прокаткою листів (штаб) шириною, більшою від довжини бочки обтискуючих валків
Номер патенту: 67475
Опубліковано: 15.06.2004
Автори: Роганов Лев Леонідович, Роганов Максим Львович
Мітки: шириною, литтям-прокаткою, штаб, листів, спосіб, обтискуючих, одержання, валків, бочки, більшою, довжини
Формула / Реферат:
Спосіб одержання литтям-прокаткою листів (штаб) шириною, більшою від довжини бочки обтискуючих валків, при якому одержують литтям заготовки з окремих зливків або після машин безперервного лиття заготовок, пропускають заготовки через профільовані обтискуючі робочі валки клітей прокатного стана, де зменшують товщину заготовки, який відрізняється тим, що заготовку відливають однакової товщини з криволінійною по ширині формою, з гофрами,...
Попередній патент: Робочий орган укладача-розпушувача
Випадковий патент: Спосіб регулювання струму навантаження вентильного перетворювача